PLC课程设计报告注塑机控制
基于PLC注塑机系统控制设计
基于PLC注塑机系统控制设计PLC(可编程逻辑控制器)是一种特别设计用于自动化系统的电子装置。
它可以接收和处理输入信号,并根据预先编程的逻辑进行输出控制。
在工业生产中,其中一个常见的应用是注塑机系统控制。
注塑机是一种用于制造塑料制品的机器。
通过将熔化的塑料注入模具中,并经过一系列的冷却和固化过程,制造出各种各样的塑料制品。
PLC 可以对注塑机的运行进行监控和控制,提高生产效率和产品质量。
PLC控制注塑机系统设计的关键步骤如下:1.确定系统需求:首先需要确定系统的需求和操作要求。
这包括确定所需的注塑机容量、产品种类和规格、生产速度等。
2.选择PLC型号:根据系统需求选择合适的PLC型号。
PLC通常有不同的输入输出点数、处理速度和通信接口等性能参数可供选择。
选定PLC 后,还需要配置相应的输入输出模块和信号转换器等。
3.设计电路图和布线:根据系统需求和PLC选型设计电路图和布线方案。
这包括确定输入设备(如传感器和按钮)和输出设备(如电机和液压阀门)的位置和连接方式。
4.编写PLC程序:根据系统需求编写PLC程序。
程序包括输入信号的采集和处理、逻辑判断和计算、输出信号的控制和处理等。
还需要设定相关的定时器和计数器,以确保控制过程的准确性和稳定性。
5.联机调试和测试:在设计完成后,将PLC连接到注塑机系统,并进行联机调试和测试。
通过监控注塑机的运行状态和输出信号,对PLC程序进行调整和优化,直到达到系统要求。
6.系统运行和维护:当系统调试完成后,PLC开始正式工作。
定期检查PLC和相关设备的运行状态,进行必要的维护和保养,以确保系统的稳定性和可靠性。
注塑机系统的PLC控制设计需要考虑到多个因素,如安全性、可靠性、灵活性和性能要求。
PLC控制的优点包括快速响应、可编程性、可扩展性和可靠性高等。
通过PLC的控制,注塑机系统可以实现更加精确和高效的操作,提高生产效率和产品质量。
基于PLC的注塑机多段温度控制系统设计

基于PLC的注塑机多段温度控制系统设计摘要:塑料制品由于成本低、理化性能稳定保温性能等优点,广泛应用于航空航天、医疗、医药包装、打印等高精度科技领域,在国民经济中占有极其重要的地位。
注塑机在熔融状态下加热塑料颗粒并将其注射到模具腔中加工各种形状的塑料制品使注塑机又称注塑机。
关键词:PLC;注塑机多段温度控制;系统设计;近年来,塑料工业不断增长同时,随着高分子合成材料的推广利用,充分节约社会资源,提高社会资产和自然资源配置的合理性在日常生活中对塑料制品的需求非常丰富,由于塑料制品和塑料材料来源丰富廉价,很好地促进了塑料工业特别是塑料机械的积极发展使塑料技术得到了提高。
一、注塑机的结构组成注塑机是一种压力、速度、通过铸造厂、流程、熔化塑料注入封闭模具腔的方法,在冷却后一段时间内,还能得到一些塑料模具。
铸造机主要由喷射器、附件、上层输出机制、加热系统和控制系统组成,这符合技术要求,是强大的综合电气机械设备。
一是注射机构喷射器机制的作用如下:在塑料前端、伺服马达或螺旋桨旋转、熔化塑料塑料的压力和速度,并确定将塑料熔化到空腔压模中。
与此同时,螺旋桨是由熔化塑料的反向动力驱动的,以实现测量过程。
注射的最后阶段,注射引擎,推动螺旋桨向前推进,以实现运动注射。
最后,注射器官应在注射时提供精确的压力和熔化速度,并要求精确测量。
喷射机制通常由汽缸、螺旋桨、测量机构、螺旋桨驱动等组成。
注入设备的结构和管理对产品质量具有关键影响,是注入器设备的关键组成部分。
二是拆卸装置。
连接器模板机制这部分提供可靠的短路和机动性静止。
因为在注射过程中,熔融腔仍然有一定的压力。
这要求盖章锁定机制,使混合模式的努力足以防止熔材料降压药由于新闻发布形式,导致产品,如飞机和拥挤。
可拆卸时尚机制主要由机动性模板,手肘,门安全阀模块,以此类推。
三是系统加热系统是一种机制,将塑料的固体颗粒熔化成有温度的流动塑料。
因为温度的变化会对塑料的性能产生巨大的影响,所以分离成多级系统来精确加热,控制鼓内的温度达到技术生产的要求。
基于plc的注塑机控制系统设计

目录摘要 (Ⅰ)第一章注塑机简介 (1)1.1 注塑机的发展趋势 (1)1.2 注塑机的使用 (1)1.3 注塑机的工作过程 (2)第二章可编程控制器简介 (3)2.1 PLC的基本特点 (3)2.2 PLC机型及I/O点数的选择 (3)2.2.1 PLC机型的选择 (3)2.2.2 PLC的I/O点数的选择 (4)第三章 S-2Y-250A型注塑机的设计 (5)3.1 注塑机控制系统的主电路图 (5)3.2 XS-2Y-250A型注塑机工作流程 (6)3.2.1 PLC程序的顺序控制设计法 (6)3.2.2 顺序控制设计法的设计步骤 (7)3.3 注塑机控制系统的输入输出分配表 (8)3.4 注塑机控制系统的语句表 (10)3.5 注塑机控制系统的梯形图 (12)结束语 (18)参考文献 (19)摘要注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文主要阐述了XS-ZY-250A型注塑机的机电系统控制问题。
采用PLC来实现对注塑机各动作的控制。
确定了PLC输入和输出接口的属性,将注塑机的所有检测开关、限位开关、手动操作开关和主令开关等,进行确切地分类和编号,从而确定了I/O口的数量。
根据输入输出的数量、类型确定PLC的型号为西门子S7-200型。
软件设计方面,根据注塑机各个动作制出注塑机的工艺流程图。
根据此工艺流程图,设计出注塑机的动作流程图,根据动作流程图写出注塑机的状态转移图,并依据状态转移图写出步进梯形图,实现注塑机动作程序控制,将模糊控制等先进控制理论应用到注塑机料筒温度控制中,并在注塑机全电气化方面作了一些有益的尝试。
关键词:注塑机;PLC;自动控制系统第一章注塑机简介1.1注塑机的发展趋势注塑机是注塑成型的主设备,注塑机的技术参数和性能与塑料性质和注塑成型工艺有着密切的关系。
注塑成型设备的进一步完善和发展必将推动注塑成型技术的进步,为注塑制品的开发和应用创造条件。
注塑机的PLC控制
注塑机的PLC控制PLC 课程设计报告书课题名称注塑机的PLC 控制姓名 xxx 学号 xxxxxx 院、系、部电气工程系专业电气工程与其自动化指导教师xxx2013年 1 月10日※※※※※※※※※ ※※ ※※ ※※2010级PLC 课程设计摘要在这次课程设计中,应用的是功能最强、速度最高的微型课编程程序控制器—FX2N系列PLC。
本文主要讲述了PLC知识中的注塑机是一典型的顺序动作装置,由PLC对其实现控制是比较合适的。
注塑机用于热塑料的成型加工,注塑机借助8个电磁阀YV1~YV2来完成闭模、射台前进、注塑、保压、预塑、射台后退、开模、顶针前进、顶针后退和复位等多道工序,其中注射和保压工序需要延时一定的时间。
此次设计主要内容包括:通过对装瓶流水线的自动控制工作过程分析,编写注塑机的PLC梯形图、I/O分配图、设计指令语句表还不完美,还望任课老师们及同学们提出宝贵意见和建议。
关键词:PLC 注塑机控制梯形图目录第1章设计目的 (1)第2章设计要求 (1)2.1 结构流程图 (1)第3章PLC选型、I/O分配和接线图 (2)3.1 PLC选型 (2)3.2 注塑机控制系统的I/0分配表 (2)3.3 I/O接线图 (3)第4章程序设计 (3)4.1 梯形图 (3)4.2 指令表 (5)第5章设计总结 (7)参考文献 (8)第1章设计目的1.按照工艺流程图要求,设计注塑机控制的梯形图,并画出电气接口电路。
2.设计时,要考虑到如下几点:1)PLC及注塑机通电有指示。
2)在开模、闭模及原点时有指示灯表明其工作状态。
第2章设计要求2.1 结构流程图启动按钮SB与安全限位开关SQ1闭模终止限位开关SQ2射台前进终止限位开关SQ3延时t 秒延时t 秒加料限位开关SQ4射台后退限位开关SQ5开模终止限位开关SQ6顶针前进终止限位开关SQ7顶针后退终止限位开关SQ8射台前进射台后退顶针后退顶针前进复位开模预塑保压注射闭模原点YV1 YV2 YV3 YV4 YV5 YV6 YV7 YV8.......................图1 注塑机工作流程图12图 2-1 流程图第3章PLC选型、I/O分配和接线图3.1 PLC选型FX2N是FX系列中功能最强、速度最高的微型可编程序控制器。
基于PLC的塑料注塑成型机控制系统设计

基于PLC的塑料注塑成型机控制系统设计Design of the Control System of Plastic Injection MoldingMachine Based on PLC总计:30 页表格: 1 个插图: 14 幅本科毕业设计(论文)基于PLC的塑料注塑成型机控制系统设计Design of the Control System of Plastic Injection MoldingMachine Based on PLC学院(系):专业:学生姓名:学号:指导教师(职称):评阅教师:完成日期:基于PLC的塑料注塑成型机控制系统设计电气工程及其自动化[摘要]采用继电器和开关阀的注塑机控制系统的接线复杂、控制精度低、维修不便且缺乏柔性,基于PLC技术的控制方式可大大提高整机的综合性能。
本文选用SIMATICS7-200小型PLC系统对注塑机的控制单元进行了通用化设计:包括系统的硬件接线和I/O分配;采用STEP7-Micro/WIN32软件平台进行编程,方式灵活、界面友好且调试方便。
[关键词]控制系统;可编程控制器;塑料注塑成型机;起保停电路Design of the Control System of Plastic Injection MoldingMachine Based on PLCElectrical Engineering and Automation SpecialtyAbstract: Control system to the Plastic injection molding machine formed by electric relays and switching valves has many shortcomings, such as complexity wiring, low control accuracy, inconvenience maintenance and lack of flexibility. Using PLC technology can greatly enhance the machine’s overall performance. In this paper, SIMATIC S7-200 mini PLC system was used to design the Plastic injection mo lding machine’s control unit: including the hardware wiring and the I/O allocation. The STEP7-Micro/WIN 32 software is used as programming platform; it is very flexible, user-friendly and convenient debugging.Key words: Control system; programmable logic controller; plastic injection molding machine; protect and stop circuit目录1 引言 (1)1.1 课题研究的目的和意义 (1)1.2 PLC在国内外的发展状况 (2)1.3 本课题的主要内容 (3)2 注塑机控制系统的分析 (3)2.1 相关技术组成 (3)2.1.1 注塑机控制系统 (3)2.1.2 可编程序控制器 (4)2.1.3 温度传感器 (4)2.1.4 调功器 (5)2.2 注塑机的机械结构 (6)2.2.1 注射部分 (7)2.2.2 合模部分 (7)2.2.3 液压系统 (7)2.2.4 控制系统 (7)2.3 注塑机控制系统原理 (7)2.4 注塑机控制系统的控制要求 (8)3 注塑机控制系统的硬件设计 (9)3.1 PLC选型的方法 (9)3.1.1机型选择的原则 (9)3.1.2 PLC容量选择 (10)3.1.3 I/O模块的选择 (10)3.2 确定I/O点及选择PLC (11)3.2.1可编程控制器控制系统I/O地址分配 (11)3.3 注塑机控制系统的接线图 (12)3.3.1 注塑机控制系统的整体接线示意图 (12)3.4 注塑机控制系统的抗干扰措施 (13)3.4.1 抗干扰措施 (13)3.4.2 软件设计 (14)4 控制系统的软件设计 (15)4.1 系统工艺流程图 (15)4.2 系统的程序设计 (16)4.2.1 注塑机的温度控制 (16)4.2.2 注塑机的步序控制 (17)4.3STEP7—Micro/WIN V4.0编程软件 (18)4.3.1STEP7-Micro/WIN V4.0编程软件主界面及基本组成 (18)4.3.2 PLC注塑机控制系统的程序创建 (18)4.4 控制程序的调试与仿真 (19)4.4.1 程序调试 (19)4.4.2 系统仿真 (20)结束语 (23)参考文献 (24)附录 (25)致谢 (30)1 引言随着经济全球化的蔓延,中国市场经济环境越来越好。
注塑机PLC控制摘要
注塑机PLC控制摘要
PLC 课程设计报告书
课题名称
注塑机的PLC 控制姓名
学号
院、系、部
电气工程系专业
电气工程及其自动化指导教师
2013年 1 月10日※※※※※※※※※
※※ ※
※ ※
※ ※※※※※※※※※
2010级PLC
课程设计
摘要
可编程序控制器(programmable controller)简称PLC。
可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
本次设计用PLC实现对注塑机的控制,通过对设计的认真分析,将所需达到的目的结构化,分析出注塑机控制的PLC程序的I/O分配,进一步完成了初步的设计。
在此设计中特别要注意顺序操作,所以在程序中加入了各指令之间制约条件,进而完成闭模、射台前进、注射、保压、预塑、射台后退、开模、顶针前进、顶针后退和复位等工序。
设计完成后,完成注塑机控制的梯形图、指令表方便了实际中对PLC 的程序写入,并且完成外部的接线图、电气原理图及情况说明,使程序更加完整。
本程序从整体来说基本满足了实际生产的需要,经过多次修改和
调试,最终完成了这次试验。
关键词:注塑机 PLC 顺序操作。
基于PLC的注塑机结构及控制系统设计
基于PLC的注塑机结构及控制系统设计
1.注塑机结构设计:
注塑机包括机身、注塑部分、锁模机构、液压泵站、电气控制
系统等,它们都需要在结构设计时有明确的目标。
机身:机身应该牢固、平稳,以确保注塑过程的稳定性。
在选
择材料时,应该考虑材料的强度、硬度、耐磨性和老化程度等。
注塑部分:注塑部分是整个注塑机的核心部件,它包括螺杆、
加热器、喷嘴等。
在设计时,应该根据注塑材料的性质和生产需要
来选择对应的注塑部分。
锁模机构:锁模机构是用来保持模具稳定的组件,它应该具有
足够的力量,以确保模具能够被紧密闭合。
液压泵站:液压泵站是注塑机能够进行加压、旋转和移动的关
键设备。
在设计时,应该选择具有高流量、大容量的液压泵站以确
保注塑机操作的顺畅性。
电气控制系统:电气控制系统是整个注塑机的控制中心,它能
够控制注塑机的所有运动部件。
在设计时,应该充分考虑到稳定性、可靠性和易操作性等因素。
2.注塑机控制系统设计:
注塑机的控制系统可以利用PLC控制实现。
常见的PLC用于注
塑机控制的品牌有西门子、欧姆龙等。
控制系统的功能:注塑机控制系统基于PLC设计,主要包括注
塑时间、压力控制、模具温度控制、模具开合控制等功能。
控制系统的实现:PLC能够读取传感器运行信号,存储数据,
并进行数据处理,以控制注塑机运行。
使用触摸屏控制系统,可以
方便地对注塑机进行调整。
总结: PLC控制系统对注塑机的生产效率和质量有直接的影响。
注塑机的设计和控制系统的设计都需要根据产品要求进行精细化设计。
注塑机的PLC的控制
目录第一章引言........................................................ ()2 § 1-1 任务描述 ................................................... ()2 § 1-2 控制任务和要求 ............................................. ()2 § 1-3 设计方案提示 ............................................... ()2第二章控制方案的选择............................................... ()3 §2-1 控制要求.................................................... ()4 §2-2 系统工作方式................................................ ()4 §2-3 安全保护及紧急处理情况 ..................................... ()4第三章 I/O 分配表 ................................................... ()4第四章 PLC 硬件接线图和操作面板图................................... ()6第五章系统控制流程图............................................. ()8第六章程序设计及说明............................................. ()9第七章程序调试说明............................................... ()9第八章结束语......................................................... ( )10 参考文献............................................................... ( )10 附录................................................................... ( )11 附录一方法一的编程梯形图和指令表.................................. ( )11 附录二方法二的编程梯形图和指令表.................................. ( )15第一章、引言我们在学习完机电传动控制这门课后,开始我们的课程设计,我们这次课程设计分为两组,一组完成注塑机的 PLC 控制,另一组完成花腔喷泉的 PLC 控制,我的课程设计是完成注塑机的 PLC 控制。
plc注塑机课程设计

plc注塑机课程设计一、课程目标知识目标:1. 让学生理解PLC(可编程逻辑控制器)的基本原理和在注塑机中的应用。
2. 掌握注塑机的基本操作流程,了解各环节中PLC的作用。
3. 学习并掌握PLC编程的基本步骤和技巧,能够运用到注塑机控制中。
技能目标:1. 培养学生实际操作注塑机的能力,包括开机、调试、关机等基本操作。
2. 培养学生运用PLC进行注塑机编程的能力,能够解决简单的注塑机控制问题。
3. 提高学生分析问题、解决问题的能力,通过小组合作完成注塑机控制系统的优化。
情感态度价值观目标:1. 培养学生对PLC技术及注塑机行业的兴趣,提高职业认识。
2. 培养学生团队合作意识,学会倾听、交流、协作,增强集体荣誉感。
3. 培养学生严谨、负责的学习态度,养成良好的操作习惯,注重安全生产。
本课程针对高年级学生,课程性质为理实一体化,注重理论与实践相结合。
通过本课程的学习,使学生能够将理论知识与实际操作相结合,提高综合实践能力,为今后从事相关工作打下坚实基础。
教学要求明确、具体,旨在让学生在学习过程中达到预期的学习成果,为后续的教学设计和评估提供依据。
二、教学内容1. 理论部分:a. PLC基本原理及其在注塑机中的应用。
b. 注塑机的基本结构、工作原理及操作流程。
c. PLC编程语言及编程技巧。
2. 实践部分:a. 注塑机的基本操作训练,包括开机、调试、关机等。
b. PLC编程软件的使用,学会编写简单的控制程序。
c. 注塑机控制系统的调试与优化。
教学大纲安排:第一周:PLC基本原理及其在注塑机中的应用。
第二周:注塑机的基本结构、工作原理及操作流程。
第三周:PLC编程语言及编程技巧。
第四周:注塑机基本操作训练及PLC编程软件使用。
第五周:编写简单的控制程序及注塑机控制系统的调试与优化。
教学内容关联教材章节:第一章:PLC基本原理及其在注塑机中的应用。
第二章:注塑机的基本结构、工作原理及操作流程。
第三章:PLC编程语言及编程技巧。
基于PLC的注塑机自动控制系统设计
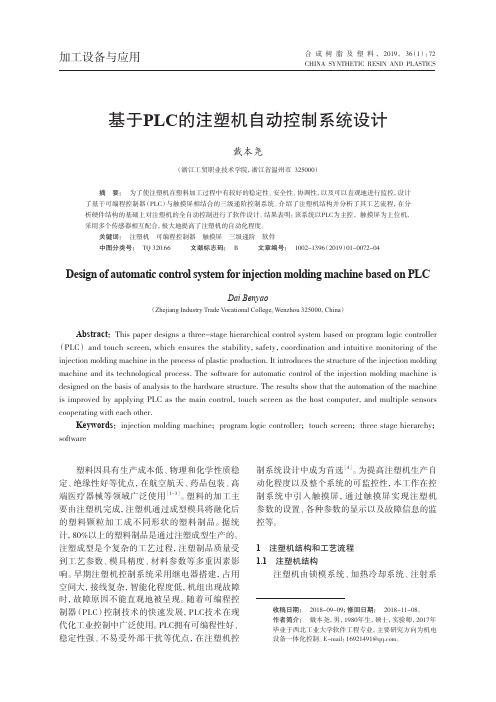
加工设备与应用CHINA SYNTHETIC RESIN AND PLASTICS合 成 树 脂 及 塑 料 , 2019, 36(1): 72塑料因具有生产成本低、物理和化学性质稳定、绝缘性好等优点,在航空航天、药品包装、高端医疗器械等领域广泛使用[1-3]。
塑料的加工主要由注塑机完成,注塑机通过成型模具将融化后的塑料颗粒加工成不同形状的塑料制品。
据统计,80%以上的塑料制品是通过注塑成型生产的。
注塑成型是个复杂的工艺过程,注塑制品质量受到工艺参数、模具精度、材料参数等多重因素影响。
早期注塑机控制系统采用继电器搭建,占用空间大,接线复杂,智能化程度低,机组出现故障时,故障原因不能直观地被呈现。
随着可编程控制器(PLC)控制技术的快速发展,PLC技术在现代化工业控制中广泛使用。
PLC拥有可编程性好、稳定性强、不易受外部干扰等优点,在注塑机控制系统设计中成为首选[4]。
为提高注塑机生产自动化程度以及整个系统的可监控性,本工作在控制系统中引入触摸屏,通过触摸屏实现注塑机参数的设置、各种参数的显示以及故障信息的监控等。
1 注塑机结构和工艺流程1.1 注塑机结构注塑机由锁模系统、加热冷却系统、注射系基于PLC的注塑机自动控制系统设计戴本尧(浙江工贸职业技术学院,浙江省温州市 325000)摘要:为了使注塑机在塑料加工过程中有较好的稳定性、安全性、协调性,以及可以直观地进行监控,设计了基于可编程控制器(PLC)与触摸屏相结合的三级递阶控制系统。
介绍了注塑机结构并分析了其工艺流程,在分析硬件结构的基础上对注塑机的全自动控制进行了软件设计。
结果表明:该系统以PLC为主控,触摸屏为上位机,采用多个传感器相互配合,极大地提高了注塑机的自动化程度。
关键词:注塑机 可编程控制器 触摸屏 三级递阶 软件中图分类号:TQ 320.66 文献标志码:B 文章编号:1002-1396(2019)01-0072-04Design of automatic control system for injection molding machine based on PLCDai Benyao(Zhejiang Industry Trade V ocational College, Wenzhou 325000,China)Abstract:This paper designs a three-stage hierarchical control system based on program logic controller (PLC) and touch screen, which ensures the stability,safety,coordination and intuitive monitoring of the injection molding machine in the process of plastic production. It introduces the structure of the injection molding machine and its technological process. The software for automatic control of the injection molding machine is designed on the basis of analysis to the hardware structure. The results show that the automation of the machine is improved by applying PLC as the main control, touch screen as the host computer, and multiple sensors cooperating with each other.Keywords:injection molding machine; program logic controller; touch screen; three stage hierarchy; software收稿日期:2018-09-09;修回日期:2018-11-08。
基于PLC注塑机控制系统设计与实现

基于PLC的注塑机控制系统设计与实现主要包括硬件设计和软件设计两个部分。
1、硬件设计
硬件设计主要是针对注塑机的各个控制环节,如注射、保压、预充模、冷却等, 进行相应的I/O接口设计、电气回路设计、传感器选型等。同时,还需要考虑 到电源、通信接口、抗干扰措施等因素。
2、软件设计
软件设计是整个控制系统的核心,需要根据注塑机的生产工艺和控制要求,编 写相应的PLC程序。具体来说,软件设计包括以下几个方面:
四、系统优化与提高
为了进一步提高PLC注塑机控制系统的性能和效率,可以采取以下优化措施:
1、优化控制算法:通过改进现有的控制算法或引入新的控制策略,可以提高 控制系统的响应速度和精度。例如,采用PID+前馈控制算法能够提高注塑机的 注射速度和压力控制精度。
2、参数优化:通过对系统参数进行优化调整,可以提高控制系统的性能。例 如,调整注射时间的压力和速度参数,可以改善产品的质量。
3、扩展通信功能:通过增加与其他设备的通信接口,实现生产线的智能化和 自动化。例如,将PLC注塑机控制系统与机器人、输送带等设备进行联动控制, 提高生产效率。
谢谢观看
一、关键词选取与PLC类型选择
在设计与实现基于PLC的注塑机控制系统时,需要考虑到以下几个关键词:可 靠性、稳定性、灵活性、安全性。选取合适的PLC类型也是非常重要的一步。 根据注塑机的实际需求,可以选择不同品牌和型号的PLC,如Siemens、Allen Bradley等。在选择PLC时,应重点考虑以下几个方面:
3、数据处理测试:验证传感器采集的数据是否准确,数据处理程序是否正常 工作。
4、故障诊断测试:模拟各种故障情况,检查故障诊断程序的正确性,确保系 统能够在故障发生时及时采取相应的处理措施。
基于PLC的注塑机控制系统设计

农家参谋科技研究-198-NONG JIA CAN MOU基于PLC 的注塑机控制系统设计刘嘉璐 罗丹(沈阳工学院信息与控制学院,辽宁沈阳,110136)1 绪论早期的注塑机控制系统是采用继电接触器线路,特点为是占用空间,接线繁琐,经常出现故障且不容易排查,以至于其发展空间受到很大的限制。
随着微型计算机技术的不断发展,人们一直在寻找好的控制方法以提高注塑机控制系统的可靠性,降低生产成本。
PLC 的出现与应用,注塑机控制系统由PLC 控制成为了现代工业设计的首选。
由于PLC 的稳定性高,抗扰能力好,附件齐全,功能完备,普适性好,而且体积小,重量较轻,能耗低的优点使得硬件集成度高,系统的研发、制造工作量小,维修与保养方便,容易改造,特别是人机交互界面技术的逐渐成熟,自动化操控程度简便性的提升,极大降低工厂的生产成本、提高生产线的集成化,有利于提高产品的产能、质量以及产品的竞争能力[1]。
2 系统硬件方案设计注塑机经常由注射系统、合模系统、液压动力传输系统、电气系统、润滑系统、加热及冷却系统、安全监测系统等组成。
注塑机按照其的动力传送方式可分为液压式、机械式和液压——机械式,按注塑方式分为全自动、半自动、全手动注塑。
模型经过熔化、注射和成品。
熔化是为了使成品质量达到最好,为了达到成型的需要,注射时一定要有充足的注射压力与注射速度。
与此同时,由于注射时模腔内部的压力值相对很高,所以一定要保证有足够大的保模力。
注射系统与合模系统对于注塑机来说是关键的部位。
2.1 注塑机注射系统注射系统是最为重要的应用系统之一,现今采用模式最多的为螺杆式注射系统。
注射系统的作用是在注塑机的使用过程中,能够在所需时间内把注塑所需的原料加热熔化,并通过设计的注射压力与注射速度,利用螺杆把原料射进模具模型腔中,并在注射结束后,使注射到模型中的塑料原料定型。
2.2 注塑机合模系统合模是以巨大的液压系统推力使模具紧紧闭合,将注射原料时,模具内产生的高压抵消,达到封闭的作用。
PLC 注塑机 毕业设计 S7-200

PLC在注塑机控制系统中的应用摘要由于注塑过程是一个非稳定、非恒温的过程,在合模、注射、升(降)温等各生产过程中的工艺参数将直接影响塑料制品的品质,因而对注塑机的控制系统提出了很高的要求。
随着电子技术的不断进步和发展,此传统控制方法的缺点越来越显著地表现出来,如维修量大,继电器寿命短,接线相当复杂。
采用有触点的开关动作,工作频率低,可靠性差,易出故障。
继电器动作慢,定时不准确,系统控制精度差等。
因而,对注塑机的控制系统进行改造很有研究必要。
文章对注塑机结构进行分析,并进对西门子S7-200 PLC的编程方法以及使用的方法进行简单介绍。
通过组态软件的仿真配合,设计出一个完整的由PLC控制的注塑机系统,实现低能耗、低噪音、锁模力容易控制、运行平稳、安全可靠和便于维修的目标!关键词:注塑机,西门子S7-200,组态仿真Application of the injection molding machinecontrol system of PLCABSTRACTAs the injection process is a non stable, non isothermal process, the mold, injection, or ( descending ) temperature of the production process parameters in the process of plastic products will directly affect the quality of the injection molding machine, the control system has put forward higher request. Along with the electronic technology continues to progress and develop, the traditional control method has been more and more obviously shown, such as repair a large quantity, relay for life is short, the wiring is quite complex. The contact switches action, low working frequency, poor reliability, easy fault. Relay action slow, timing is not accurate, system control accuracy. Thus, the injection molding machine control system reformation is the research necessary to, The injection molding machine structure is analyzed, and the inlet of Siemens S7-200PLC programming method and the use of the method are introduced in this paper. Through with the configuration software in the simulation,designing of a complete control by PLC injection molding machine system, and achieve low power consumption, low noise, easy to control the clamping force, stable running, safe and reliable and is convenient to repair target!KEY WORDS: injection molding machine, Siemens S7-200, configuration simulation目录前言 (1)第1章总体设计方案 (3)1.1注塑机的基本介绍 (3)1.1.1 注塑机的技术水平及发展趋势 (3)1.1.2电动注塑机的技术水平和发展趋势 (4)1.2 注塑机的硬件结构及工作原理 (5)1.3主要研究任务 (7)第2章硬件系统的设计 (8)2.1 PLC机型的选择 (8)2.2 I/0定义 (10)2.3 PLC外部接线图 (11)2.4主电路设计 (12)2.5 注塑机的液压控制回路 (13)第3章软件的设计 (16)3.1动作流程图的绘制 (16)3.2梯形图的设计 (18)3.3 语句表程序 (24)第4章组态画面设计 (28)4.1 组态软件介绍 (28)4.2 监控画面设计 (28)4.2.1建立新工程 (28)4.2.2 创建组态画面 (30)4.2.3 定义I/O设备 (32)4.2.4构造数据库 (33)4.2.5动画连接 (34)4.2.6编写语言命令 (35)结论 (37)谢辞 (38)参考文献 (39)外文资料翻译 (40)前言随着社会的不断发展,塑料作为新型合成材料,与混凝土、钢铁、木材并称为四大工亚材料。
注塑机控制课程设计

注塑机控制课程设计一、课程目标知识目标:1. 学生能理解注塑机的基本工作原理和控制系统的组成。
2. 学生能掌握注塑机控制系统的编程与调试方法。
3. 学生能了解注塑机在工业生产中的应用及其重要性。
技能目标:1. 学生能运用所学知识对注塑机控制系统的故障进行诊断与分析。
2. 学生能独立完成注塑机控制程序的编写与调试。
3. 学生能通过实际操作,提高解决实际工程问题的能力。
情感态度价值观目标:1. 学生能培养对自动化设备控制技术的兴趣,激发学习的积极性。
2. 学生能认识到注塑机在制造业中的关键作用,增强对我国制造业的自豪感。
3. 学生能在团队合作中培养沟通与协作能力,树立正确的工程伦理观念。
课程性质:本课程为实践性较强的课程,注重理论联系实际,培养学生的动手能力和实际操作技能。
学生特点:学生已具备一定的电气控制基础,对注塑机控制有初步了解,但实际操作经验不足。
教学要求:教师需采用项目驱动教学法,引导学生通过实际案例分析和操作练习,达到课程目标。
同时,注重培养学生的自主学习能力和团队协作精神,提高学生的综合素质。
在教学过程中,关注学生的个体差异,因材施教,确保每位学生都能达到预期学习成果。
二、教学内容1. 注塑机工作原理及控制系统组成- 理解注塑机各部件的作用及其协同工作原理- 掌握控制系统的主要组成部分及其功能2. 注塑机控制系统的编程与调试- 学习注塑机控制系统的编程语言和编程技巧- 掌握控制系统的调试方法,包括故障诊断与排除3. 注塑机控制技术在工业生产中的应用- 分析注塑机在不同工业领域的应用案例- 讨论注塑机控制技术在提高生产效率和产品质量方面的作用4. 实践操作与案例分析- 设计并实施注塑机控制系统的编程与调试实验- 分析实际生产中注塑机控制系统的故障案例,提出解决方案教学大纲安排:第一周:注塑机工作原理及控制系统组成学习第二周:注塑机控制系统的编程方法与技巧第三周:注塑机控制系统的调试与故障诊断第四周:注塑机在工业生产中的应用案例分析第五周:实践操作与案例分析,总结与评价教学内容关联教材章节:第一章:注塑机概述第二章:注塑机控制系统第三章:注塑机编程与调试第四章:注塑机应用案例教学内容确保科学性和系统性,结合理论教学与实践操作,旨在帮助学生掌握注塑机控制相关知识,提高实际操作能力。
PLC课程设计报告注塑机控制

3、控制系统设计
3.1 控制程序流程图设计
自动局部流程图
手动局部流程图
3.2 控制程序设计思路
从自动局部流程图可以看出,各操作都是由行程开关控制相应的电磁阀进展转换的。注塑成型生产工艺是典型的顺序控制,可以采用多种方式完成控制,比方置位/复位指令和定时器指令、移位指令和定时器指令、步进指令和定时器指令。在PLC的顺序控制中采用步进指令方式编程有很大的优点:方法简单、规律性强,大大提高编程工作效率,修改程序方便,因此我采用步进指令结合定时器指令来完本钱次课程设计。
注塑机的工艺要求:
注塑机生产一个产品一般要经过闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、顶出产品等工序。这些动作的完成均由电磁阀控制液压回路来完成。
本实验的目的就是完成注塑机的两种工作方式:手动和自动循环的PLC控制。其自动循环时的工艺流程如以下图。从图中可以看出,注塑机的控制过程是顺序控制。它的工作是从闭模开场一步一步有条不紊进展的,每个工步执行指令使电磁阀动作,用行程开关和工艺过程时间来判断每一步是否完成,且只有当前一个工步完成后才能进入下一工步。也就是说,下一步的接通条件取决于上一步的逻辑结果以及附加在这一步上的条件。除了自开工作方式之外,为了方便设备的调整及单件产品生产,注塑机还设有手开工作方式。所谓手动,是为注塑机的每一个工步都设置一个按钮,当某个按钮按下时,机器就执行该按钮对应的工步动作。
在教师的开导下,我将多余的启动/停顿去掉,使程序得到简化;又将误用的输出单元改回正确的输入单元,程序方可正确执行。
4.2 结果分析
经调试,各局部程序均能成功执行:
主程序由简单的起保停电路构成;
选择手动功能时,每按下某个步位的按钮〔SB1~SB12〕,就能执行该步的操作,比方按下SB1就能闭膜,再按下一次就可以停顿,此时可以选择执行十二步中的任意一步〔十二步即:闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、起模完毕、顶出产品〕,这样使得手动操作非常灵活,既可以顺序生产单件产品,对于生产过程中出现错误的工位还可以重新加工,又可以完成进入自动模式前的调整工作。
(完整word版)注塑机的PLC控制系统设计
目录中文摘要 (1)英文摘要 (2)1 绪论 (3)1。
1 塑料机械行业概述 (3)1.2 国内外注塑机的研究现状及发展趋势 (3)1.2。
1 国内外注塑机的研究现状 (3)1.2.2 注塑机的发展趋势 (4)2 注塑机系统概述 (7)2.1 注塑机的组成 (7)2。
1。
1 注塑机液压油路系统 (7)2.1.2 注塑机合模系统 (7)2.1.3 注塑机注射系统、射台移动系统 (7)2。
1。
4 注塑机电气控制系统 (8)2。
1.5 注塑机冷却系统 (8)2。
1.6 注塑机安全保护与监控系统 (8)2。
2 注塑机的分类 (8)2.2。
1 按注射单元形式分类 (8)2.2.2 按注塑机的外形分类 (8)2。
2.3 按注塑机加工能力分类 (9)3 注塑机控制系统的设计方案和思路 (10)3.1 注塑机控制系统设计的主要内容和工艺分析 (10)3.2 设计的思路和方案 (11)3。
2。
1 传统注塑机控制系统设计 (11)3。
2.2 目前注塑机常用的控制系统设计 (11)3.2。
3 常用的注塑机控制系统设计的比较及确定 (11)3.2。
4 设计内容 (12)4 注塑机的PLC控制系统硬件设计 (14)4。
1 输入输出点的继电器属性 (14)4。
2 PLC机型的选择 (16)4.3 输入输出地址分配表 (17)4。
4 主电路的设计 (19)4。
4。
1 电动机的启动控制 (19)4.5 控制电路的设计 (20)5 注塑机的PLC控制系统软件设计 (21)5。
1 注塑机的动作流程 (22)5.2 程序设计 (25)5.2.1 步进指令的简单介绍 (26)5.2.1 状态转移图的设计 (26)5。
2。
2 步进梯形图的设计 (31)6 结论 (35)谢辞 (36)参考文献 (37)注塑机PLC控制系统设计摘要:注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文首先确定了注塑机控制系统的设计方案及思路,经过与单片机控制、微机控制、继电接触器控制等控制系统相比较,决定采用PLC来实现对注塑机各动作的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1 引言(主要写课题设计的目的、设计内容及要实现的目标) (02)
2 系统总体方案设计 (03)
2.1 系统变量定义及分配表 (03)
2.2 系统接线图设计 (04)
3 控制系统设计 (04)
3.1 控制程序流程图设计 (04)
3.2 控制程序设计思路 (06)
4 系统调试及结果分析 (06)
4.1 系统调试及解决的问题 (06)
4.2 结果分析 (07)
5 结束语(主要写取得的效果、创新点及设计意义) (07)
参考文献
6附录:带功能注释的源程序 (08)
1、引言
注塑机是一种专用的塑料成型机械,它利用塑料的热塑性,经加热融化后,加以高的压力使其快速流入模腔,经一段时间的保压和冷却,成为各种形状的塑料制品。
注塑机的工艺要求:
注塑机生产一个产品一般要经过闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、顶出产品等工序。
这些动作的完成均由电磁阀控制液压回路来完成。
本实验的目的就是完成注塑机的两种工作方式:手动和自动循环的PLC控制。
其自动循环时的工艺流程如图所示。
从图中可以看出,注塑机的控制过程是顺序控制。
它的工作是从闭模开始一步一步有条不紊进行的,每个工步执行指令使电磁阀动作,用行程开关和工艺过程时间来判断每一步是否完成,且只有当前一个工步完成后才能进入下一工步。
也就是说,下一步的接通条件取决于上一步的逻辑结果以及附加在这一步上的条件。
除了自动工作方式之外,为了方便设备的调整及单件产品生产,注塑机还设有手动工作方式。
所谓手动,是为注塑机的每一个工步都设置一个按钮,当某个按钮按下时,机器就执行该按钮对应的工步动作。
注塑机自动循环状态的工艺流程图
2、系统总体方案设计
本课程设计总体分为三个模块,即公用模块,手动模块和自动模块。
公用模块主要控制系统的启动、停止,以及工作方式的选择——手动方式或者自方式。
2.1 系统变量定义及分配表
补充说明: a. SB1~SB12分别是对应闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、起模结束、顶出产品的选择按钮;
b. SQ2~SQ8分别是对应闭模、合闸、稳压、整进、预塑、起模、起模结束的行程开关;
c. YV1~YV8系统的八个输出,带动不同的电机。
2.2 系统接线图设计
输
入
系
统
输入 启 动 0.01 输 出
继电器YV1~YV8
1.01~1.08
停 止
0.00
手动状态控制位 W40.00~W40.12 W90.00(结束状态位)
手动选择开关 0.02 手动停止按钮 0.04 自动选择开关 0.03 自动状态控制位
W20.00~W20.12
自动停止按钮 0.05 手动方案选择按钮SB1~SB12 2.01~2.12 时间继电器 注射时间
TIM0000 保压时间
TIM0001 解压时间
TIM0002
自动方案行程开关SQ2~SQ8 10.02~10.08
使用到的中间继电器
30.00~30.15
压力传感器 8.00
3、控制系统设计
3.1 控制程序流程图设计
3.2 控制程序设计思路
从自动部分流程图可以看出,各操作都是由行程开关控制相应的电磁阀进行转换的。
注塑成型生产工艺是典型的顺序控制,可以采用多种方式完成控制,比如置位/复位指令和定时器指令、移位指令和定时器指令、步进指令和定时器指令。
在PLC的顺序控制中采用步进指令方式编程有很大的优点:方法简单、规律性强,大大提高编程工作效率,修改程序方便,因此我采用步进指令结合定时器指令来完成本次课程设计。
另外,手动部分流程图实际上是一个选择序列结构,也可以使用步进指令来完成。
4 系统调试及结果分析
4.1 系统调试及解决的问题
看到其他人都已经陆续完成了,自己也开始心慌。
通过到实验室与老师探讨,发现了不少问题。
首先是启动、停止按钮繁多,导致程序比较混乱;其次就是误用输出单元作为输入单元,导致连接PLC之后无法正确的输入,程序不能执行。
在老师的开导下,我将多余的启动/停止去掉,使程序得到简化;又将误用的输出单元改回正确的输入单元,程序方可正确执行。
4.2 结果分析
经调试,各部分程序均能成功执行:
主程序由简单的起保停电路构成;
选择手动功能时,每按下某个步位的按钮(SB1~SB12),就能执行该步的操作,比如按下SB1就能闭膜,再按下一次就可以停止,此时可以选择执行十二步中的任意一步(十二步即:闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、起模结束、顶出产品),这样使得手动操作非常灵活,既可以顺序生产单件产品,对于生产过程中出现错误的工位还可以重新加工,又可以完成进入自动模式前的调整工作。
选择自动功能时,由于行程开关、压力传感器和定时器的作用,使得各步能够顺序循环执行。
5 结束语
经过两星期的努力,我终于完成了本次课程设计。
在这个过程中,出现过很多的难题,但都在老师和同学的帮助下顺利解决了,在不断的学习过程中我体会到:基本知识的掌握非常重要。
掌握基本的编程指令,明白常用的输入输出单元,是课程设计的前提,否则连设计方案都可能是错误的,编程更是无从谈起。
总之,通过这次课程设计,我深刻体会到要做好一个完整的事情,需要有系统的思维方式和方法,对待要解决的问题,要耐心、要善于运用已有的资源来充实自己。
同时我也深刻的认识到,在对待一个新事物时,一定要从整体考虑,完成一步之后再作下一步,这样才能更加有效。
6附录:带功能注释的源程序。