焊材发放及回收记录
焊材发放回收制度
焊材发放回收制度焊材发放1 焊材发放时,焊材烘烤室管理人员应填写《焊材发放回收记录》。
2 焊材应由焊工本人领取,并在焊工号一栏签署焊工号和姓名。
3 焊工领用焊条时,应携带具有保温功能的焊条筒,且一个保温筒只允许放置一种牌号焊条。
否则管理人员应拒绝为其发放焊条。
4 每次领用的焊条以能够满足四小时焊接作业量为宜,一般不宜超过100支。
5 对于特种焊材,应由焊工所属施工班组负责人填写《特种焊材领用卡》,经主管技术人员审批后,持卡领用。
焊材烘烤室管理人员应在领用卡上记录所发焊材的烘烤状态。
领用卡由烘烤管理员保存,以便进行追溯检查。
6 焊工焊接作业性质和范围发生变化时,焊工应将剩余焊材退回焊材烘烤室,重新办理其他焊材的领用手续。
7 遇有因特殊原因(如风、雨)影响而在四小时内没有使用完的焊材,焊工应在当班工作结束时将剩余焊材及时退还焊材烘烤室,严禁将剩余焊材直接带入下一个工作班进行施焊作业。
8 焊工在领用焊条时,应交还上次用过的焊条头,存放在指定地点。
焊条头不回收的焊工,焊材烘烤室管理人员可拒绝再次发放焊条。
焊条头长度不得大于50mm。
9焊剂应与配套焊丝同步发放。
补领时,焊剂发放记录中应标明对应原发放记录序号。
焊剂发放时应使用带封盖的焊剂桶领用。
焊材回收1 焊材烘烤室管理人员应在《焊材发放回收记录》中对回收的焊材进行登记。
对于压力容器组焊作业,应按设备位号单独建立《焊材发放回收记录》和成册。
2回收的焊材必须进行外观检查,发现有药皮脱落、弯曲、返锈、严重受潮等现象时,该部分焊材应做报废处理,不得进行再次烘烤和发放。
3 回收的焊材必须单独分类存放,并优先发放。
4 回收的焊条应建立单独的重复烘烤、重复发放记录,应单独成册。
焊材的领取、烘干、发放、回收制度

焊材的领取、烘焙、发放、回收制度1、焊材应具有质量证明书,质量证明书所提供的数据应准确、齐全并符合相关规定的要求,且焊材必须经过检验符合国家或行业标准后方可入库。
2、焊材进场实行二级库管理,二级库主要用于少量焊材临时存放、烘焙、发放、回收。
3、焊材存放库内应有温湿度计且应保持干燥和良好通风环境,避免潮湿,拒绝水、酸、碱等液体极易挥发有腐蚀性的物质存在。
4、经检验合格的焊材应存放于仓库的专用货架上,焊材管理员每天记录三次库内温湿度。
后附《温度、湿度记录表》。
5、库存期超过规定期限的焊材,需经复检合格后方可发放使用。
规定期限自生产H期始可按下述方法确定:a)焊材质量证明书或说明书推荐的期限;b)酸性焊接材料及防潮包装密封良好的低氢型焊接材料为两年;C)其它焊接材料为一年。
6、对于严重受潮、变质的焊接材料,应由有质检部门进行必要的检验,并作出降级使用或报废的处理决定之后,方可准许出库。
对于这类焊接材料的去向必须严格控制并做好记录。
7、焊条烘焙人员根据烘干要求进行焊条烘干,烘干日期、开始烘干时间、烘干温度、烘干终止时间、烘干总时间和记录人的姓名,都应做好记录。
后附《焊条烘干记录》。
8、焊条必须严格按生产厂家使用说明书所规定的烘焙温度和时间进行烘焙。
其中J507烘焙温度为350°C,时间1小时,并记录实测温度和时间。
己烘干好的焊条应放到恒温箱中恒温保存以备使用,其温度为100-15O O Co9、焊条烘焙前应检查焊条药皮应无受潮、变色、焊芯锈蚀现象。
10、烘焙焊条时,焊条应层状铺开,每层焊条为「3层,以避免焊条受热不均和潮气不易排除。
11>禁止将焊条突然放进高温炉内,或从高温炉内突然取出冷却,防止焊条骤热、骤冷产生药皮开裂脱皮现象。
12、焊条烘焙人员应经常检查烘干箱、恒温箱和保温筒的工作性能,确保其工作温度满足工艺要求。
13、焊材由焊接人员根据现场钢板母材、焊接部位、焊接工作量到二级库领用,并填写好记录,二级库经过校对后发放。
焊材的领取、烘干、发放、回收制度
焊材的领取、烘焙、发放、回收制度1、焊材应具有质量证明书,质量证明书所提供的数据应准确、齐全并符合相关规定的要求,且焊材必须经过检验符合国家或行业标准后方可入库。
2、焊材进场实行二级库管理,二级库主要用于少量焊材临时存放、烘焙、发放、回收。
3、焊材存放库内应有温湿度计且应保持干燥和良好通风环境,避免潮湿,拒绝水、酸、碱等液体极易挥发有腐蚀性的物质存在。
4、经检验合格的焊材应存放于仓库的专用货架上,焊材管理员每天记录三次库内温湿度。
后附《温度、湿度记录表》。
5、库存期超过规定期限的焊材,需经复检合格后方可发放使用。
规定期限自生产日期始可按下述方法确定:a)焊材质量证明书或说明书推荐的期限;b)酸性焊接材料及防潮包装密封良好的低氢型焊接材料为两年;c)其它焊接材料为一年。
6、对于严重受潮、变质的焊接材料,应由有质检部门进行必要的检验,并作出降级使用或报废的处理决定之后,方可准许出库。
对于这类焊接材料的去向必须严格控制并做好记录。
7、焊条烘焙人员根据烘干要求进行焊条烘干,烘干日期、开始烘干时间、烘干温度、烘干终止时间、烘干总时间和记录人的姓名,都应做好记录。
后附《焊条烘干记录》。
8、焊条必须严格按生产厂家使用说明书所规定的烘焙温度和时间进行烘焙。
其中J507烘焙温度为350℃,时间1小时,并记录实测温度和时间。
已烘干好的焊条应放到恒温箱中恒温保存以备使用,其温度为100-150℃。
9、焊条烘焙前应检查焊条药皮应无受潮、变色、焊芯锈蚀现象。
10、烘焙焊条时,焊条应层状铺开,每层焊条为1~3层,以避免焊条受热不均和潮气不易排除。
11、禁止将焊条突然放进高温炉内,或从高温炉内突然取出冷却,防止焊条骤热、骤冷产生药皮开裂脱皮现象。
12、焊条烘焙人员应经常检查烘干箱、恒温箱和保温筒的工作性能,确保其工作温度满足工艺要求。
13、焊材由焊接人员根据现场钢板母材、焊接部位、焊接工作量到二级库领用,并填写好记录,二级库经过校对后发放。
焊接材料领用、回收、发放制度
焊接材料领用、回收、发放制度焊接材料烘烤、发放和回收制度是确保焊接质量的重要保障,以下是具体规定:1.焊接材料的烘干和发放都由焊材烘干室进行统一管理。
2.焊材烘干室根据技术员下达的焊材领料计划向一级库领取焊材,每次领取数量一般不应超过两天用量。
3.焊条的烘烤温度及保温时间应根据焊材说明书执行,如果没有说明书,按照常用焊材烘烤一览表执行。
4.焊条、焊丝、焊剂由焊接材料烘干室发放,无合格的焊条筒(焊丝可以装入布袋)拒发焊材。
在一个焊条筒内,不准装入两种不同类型的焊材。
5.焊条按照公斤烘干,按照根数发放;焊丝成筒包装按照根数发放,焊丝成盘包装的必须裁剪成一米一根,按照根数发放。
6.烘烤员一次发给焊工的焊材不要太多,特别是对于透视和重要钢结构,一定要控制在四小时内用完。
当阴雨潮湿和天气寒冷时,要根据焊接责任工程师的意见,焊材发放数量控制在1-2小时内用完。
7.烘干后的焊材在外放置时间不得超过4小时。
当另有特殊要求时,要在焊接施工方案和焊接技术交底中注明。
8.焊工施工结束后剩余的焊材要及时返回焊材烘干室,烘烤员要将焊工返回的焊材分类单独存放,标识清楚,妥善保管。
9.完整的焊材在外放置不超过四小时的可以直接返回保温箱,保温一小时以后优先发放使用。
若超过放置时间,要在烘干后使用。
再烘烤的温度时间,由焊接责任工程师决定。
焊材再烘烤的次数,一般不超过两次。
10.焊工每领用一次焊条,必须把上次施焊完毕的焊条头按根数退回,项目部可根据实际情况,对焊工进行奖励,焊条头没有交回或数量不够,烘烤员有权拒发焊条。
烘烤员必应做好焊条头回收记录。
焊材入库、发放及回收管理制度
焊材入库、发放及回收管理制度1、焊材由使用单位根据材料预算出库和运交焊材烘烤室。
焊材烘烤室管理人员应根据移交的焊材型号、规格、数量做好记录,并填写《焊材接收记录》。
工程管理部门应定期检查一级库焊材出库记录与焊材烘烤室接收记录的对应情况,避免焊材不经烘烤直接进入现场。
2、焊材接收时,检查焊材的质量是否合格。
主要检查内容:——焊材质量合格证。
——焊材型号、牌号、规格。
——批号、数量及生产日期。
——包装是否完好无损。
3、焊材烘烤室焊材储量为工程二至四天的用量,存储期间不得损坏原包装。
4、焊材应按种类、规格分类存放于专用货架上,距地面300 mm以上,距墙壁300 mm 以上。
各区域要有牌号、规格、批号或自编号等清晰标识。
5、焊材存储区域不得存放其他杂物。
温度应保持在5℃以上,相对湿度保持在60%以下,且早、中、晚对温度、湿度各记录一次,并填写《焊材库温/湿度记录》。
6、焊条搬运、发放时应轻拿轻放,禁止甩掷碰撞,以免药皮剥落、焊条受损。
7、为防止焊材受潮,应做到随拆随烘,避免包装拆除后焊材受潮或长期占用烘烤设备。
开封后未使用完毕的焊剂应及时封盖,使用时优先烘烤发放。
8、焊材打开包装时应进行外观检查和种类规格核对。
如发现有受潮、表面结晶、污损、药皮脱落、焊芯锈蚀等现象应退回一级库,由物资供应部门和工程管理部进行检验,并做出降级或报废处理,并对此类焊材的去向作严格控制和详细的可追溯记录。
9、二氧化碳气保焊丝应避免一次发放过多,对剩余焊丝应退回焊材烘烤室,或采取防潮封闭措施及时封存。
受潮甚至返锈的焊丝回收后应加标签单独存放在回收区,不得使用于正式工程。
10、为保证焊材在有效期内使用,避免库存超期引起的不良后果,焊材的发放应按先入先出的原则进行。
焊接材料领用、发放、回收制度
焊接材料领用、发放、回收制度
一、焊接材料领用、发放、回收工作由焊条烘干室实行统一管理,施工班组不得存放焊材。
二、焊材由烘烤员按工程施工需要从焊材一级库领取。
压力容器设备及管道焊接用焊材,领用量不应超过两天的计划用量;非标设备制作和大型钢结构焊接用焊材领用量不应超过十天的计划用量。
三、焊工领用焊条或焊丝必须由负责工号技术员出据结构、设备位号材质单,单线图管线号、管线材质,方可到焊条烘干室领用焊条;设备、管线需焊接支架吊耳等与管线材质不符的要加以备注说明。
四、领用焊条时必须使用焊条保温筒,收工时剩余焊条连同焊条保温筒退回烘烤室;如烘干后在常温下搁置 4 h 以上,在使用时应再次烘干,(不超过4h的放入恒温箱中);对烘干温度超过 350℃的焊条,累计的烘干次数一般不宜超过 3 次。
五、焊接材料领用、发放、回收应作详细记录,发放人认真核对并签字,负责工号技术员对焊工的焊材领用不定期检查并确认,以保证焊材使用的可追溯性。
六、回收的焊材还应标记清楚、干净无污染。
编制:审核:批准:。
焊材发放及烘干记录
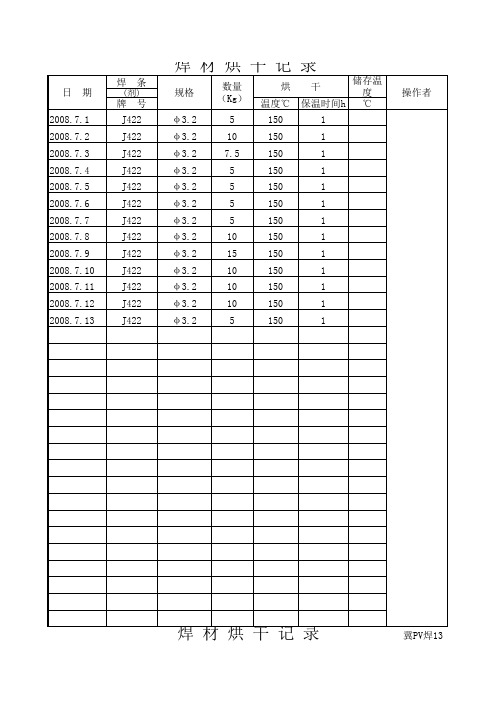
牌 号 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427 J427
焊条日期剂规格牌号2008712008722008732008742008752008762008772008782008792008710200871120087122008713j422j422j422j422j422j422j422j422j422j422j422j422j422焊材烘干记录数量kg51075555510151010105烘干温度150150150150150150150150150150150150150保温时间h1111111111111储存温度操作者32323232323232323232323232焊材烘干记录冀pv焊13焊条日期剂规格数量烘干温度时间h储存温度操作者牌号081260812708127j427j427j4273225323kg2kg3kg350350350111100100100申旭纳焊条日期剂规格牌号071115j4274071116j4274071117j4274071118j4274071119j4274071120j4274071121j4274071121j42732071121j42725071125j4274071126j4274071127j4274071128j4274071129j4274071129j42725071129j42732071130j42732071130j4274071130j427407121j427407122j427407123j427407123j4272507123j4273207124j427407125j4274j4273207126j427407127j427407128j427407129j4274焊材烘干记录冀pv焊13数量10kg10kg20kg10kg7kg16kg2kg6kg2kg15kg15kg15kg15kg18kg1kg25kg1kg2kg15kg15kg15kg15kg15kg15kg6kg2kg15kg20kg35kg35kg35kg烘干温度350350350350350350350350350350350350350350350350350350350350350350350350350350350350350350350时间h1111111111111111111111111111111储存温度1001001001001001001001001001001001001001001001001
焊条烘烤、发放记录

焊条、焊剂烘焙发放记录
工程名称:焊条、焊剂型号(牌号): LGS2623.QR3
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
附页:发放使用记录
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
焊接环境及焊材库监测记录
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊接环境监测
记录表格编号:LGS2623.QR1
建设单位:宁夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00四
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊条烘焙发放记录记录表格编号:LGS2623.QR3
建设单位:夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00三年二月
本项目项目部用焊条焊丝牌号及规格:
本项目项目部用焊丝钢号及规格:
请示
因现在施工现场焊条的管理远不符合ISO管理程序规定和现场焊接的需要,请领导组织相关人员加强焊材的管理。
主要有以下方面的事:
1、焊材二级库房和焊条烘烤房的设置;二级库房内应设抽湿机一台;
2、焊条烘烤人一名;
3、小闹钟一个、干湿计2台、风速仪一台;
工艺管线即将开始焊接,如不及早准备,到时将无法满足施工需要。
再者如ISO内审特别是外审到本项目,焊材管理是必查项目,到时将及其被动。
如何管理焊材,请项目相关领导明示。
施工技术部 2003年3月18日。
焊材库焊材发放领用及回收管理规定
焊材发放、领用及回收管理规定
1.焊材库管理基本规定
1.1入库的各种焊材必须具有质证书,检验合格,焊材入库后须按库房要求进入货位,按区分类码放整齐。
1.2焊材的原包装在尚未发放或烘烤之前任何人不得随意拆开。
1.3焊材库应按要求做到“三清”(数量清、规格清、材质清)、“两齐”(堆放整齐、库容整齐)、和“四防”(防火、防盗、防水、防变质)的标准,对库存的材料要做到型号、规格、检号、标记明显无误,分区分类存放。
1.4焊材库保管员应熟悉各种焊材的基本知识,定期检查库存焊材有无受潮、污损等情况。
2.焊材发放和领用
2.1焊材发放应本着“先到货,先烘干,先领用”的原则,防止积压。
2.2焊工填写焊材领用单后到焊材库领取焊材,领用单应注明领用焊材牌号、规格、数量及用于焊接产品工号、焊接部位、领用人、领用日期,其中领用焊工姓名应是实际施焊焊工姓名。
2.3.焊材库库管员应按定额核对领料单后发放焊材,按领料单发给领料焊工,在领用单上填写焊材检号及发放人签字和填写焊材发放记录,每次领用焊条不得超过5Kg。
2.4焊条保温筒由焊材库统一存放管理,焊条保温筒在发放使用前应保证正常使用,外观不得破损。
3焊材回收
3.1每班工作结束时,焊工应将未使用的焊条装入焊条保温筒内退还焊材库。
3.2焊材库管员回收的未使用的焊条,对于外观完好的,根据焊条自身标识和标识牌上的牌号、直径和检号分类存放,并及时烘干保温后再次发放使用;对于外观破损不能再次使用的,予以报废处理。
- 3 -。
焊材的领用、发放和回收管理规定
焊材的领用、发放和回收管理规定1、焊条、焊丝、焊剂必须全部在焊接材料烘干室发放,无焊材筒或筒盖拒发焊条和焊剂。
在一个焊材筒(袋)内,不准装入两种不同性质的焊材。
2、焊接操作人员(焊工)须每人配备焊条保温筒,焊条发放时须装入带电源的焊条保温筒内。
焊条筒内温度应为100~150℃,一次领用焊条不得超过四小时用量,当阴雨潮湿时,焊材发放数量控制在2小时内用完,剩余焊条应退还焊条库。
然后根据焊条烘烤要求重新烘烤,单独存放,做好标识,下次优先发放使用,电焊条只能烘烤两次,否则报废。
2、焊材库保管员发放焊材要核对焊材型号和色标,按照规定的要求详细记录3、焊条按照公斤烘干,按照根数发放;焊丝成筒包装的按照根数发放,焊丝成盘包装的可裁剪成一米一根(自动焊焊丝成盘领取和发放),按照根数发放,焊剂按照公斤发放。
焊接材料领用每次都必须焊工自己签字确认4、焊工施工结束后剩余的焊材要及时返回焊材烘干室,保管员要将焊工返回的焊材分类单独存放,标识清楚,妥善保管。
自动焊焊丝成盘领取,当天没有使用完成在机器上必须有使用者做好防护工作。
保证使用的质量需要。
5、焊工领用焊材必须持技术人员填写的《焊接材料领用卡》领取焊材。
6、焊材发放时,焊条库保管员应填写焊材发放记录,注明焊材使用的产品部位(管线号和焊口号),由焊工签收。
焊接工程师应在焊材发放记录上签字认可。
7、回收的焊条应该对标记并检查药皮是否损坏,有损坏的不得使用。
在4小时内回收的焊条应按不同的牌号、规格分开存放,并对回收的焊条标识,不得混淆。
回收的焊条必须重新烘烤后方可发放使用,回收的焊条头、焊丝头集中存放在专用的木箱里,定期运出处理。
8、发放时应先发放回收和重新烘烤的焊条。
焊工领到有回收和重新烘烤的焊条应先用并一次性用完,以避免再次退库烘烤。
焊材发放和回收管理制度
焊材发放和回收管理制度第一章总则第一条为规范焊材的发放和回收管理工作,保障焊接工程的安全和质量,制定本制度。
第二条本制度适用于本单位所有焊接工程的焊材使用、发放和回收管理工作。
第三条焊材包括焊芯、焊剂、气体等焊接所需的全部材料。
焊材的发放和回收工作必须严格按照本制度执行。
第四条发放和回收基本原则:依据实际需要发放,充分利用并回收,节约资源,降低成本。
第五条本制度的实施由焊接工程负责人负责监督,由焊接工程员负责执行。
第二章发放管理第六条发放申请:焊接工程员在进行焊接工作前,须提出焊材需求申请。
第七条基本信息:焊材需求申请须包含焊接工程项目名称、焊接工程员姓名、焊材类型和数量等基本信息。
第八条材料审核:焊接工程负责人接到申请后,进行焊材需求审核,确认申请的焊材类型和数量是否与实际需求相符。
第九条发放程序:经过审核无误后,由焊接工程负责人签字并盖章,将焊材需求申请交给库管员发放。
第十条发放记录:库管员发放后,填写发放记录,记录下发放的焊材类型、数量、领用者等相关信息。
第三章回收管理第十一条回收程序:焊接工程员在使用完毕后,须将剩余的焊材进行回收。
第十二条回收标准:回收的焊材必须符合国家标准和本单位的相关规定,不得使用已经超过保质期的焊材。
第十三条回收安全:回收焊材时,需采取相应的安全防护措施,防止产生有害气体、粉尘等危害。
第十四条回收程序:回收的焊材需交库管员进行统一管理,由库管员填写回收记录,记录回收的焊材类型、数量等相关信息。
第四章相关管理第十五条库存管理:库管员负责焊材的库存管理工作,保证库房的清洁、整齐和焊材的分类存放。
第十六条设备维护:焊材使用过程中,焊接设备需定期进行检修与维护,减少因设备故障导致的焊材浪费。
第十七条监督检查:焊接工程负责人应定期对焊材的使用、发放和回收情况进行检查与监督,确保工作的落实并及时发现问题进行整改。
第五章处罚措施第十八条违规惩处:对于违反本制度进行焊材未经审批私自领用、浪费等行为,将给予相应的处罚措施,并进行追责。
焊接材料保管、烘干发放回收管理规定
焊接材料保管、烘干发放回收管理规定(A版)1.目的:保证焊接质量,降低施工成本,符合质量程序要求。
2.项目对所有工程(含分包工程)的焊接材料实行统一管理,焊接材料是指用于工程的电焊条,焊丝、焊剂、钨极等。
焊材由项目物资部组织统一烘干和发放。
从入库、出库、烘干、发放至回收应设专人管理。
3.焊材保管1)焊材必须具有合格证及质量证明书,否则禁止入库。
2)焊条堆放时应按种类、牌号、批号、规格、入库时间分类堆放,并进行挂牌标识,库房应保持干燥、清洁,焊接材料必须放置在距地300mm、距墙300mm的拖板或货架上。
3)焊接材料库房应保持适宜的温度和湿度(保证室内温度在5℃以上,相对湿度不超过60%)。
必要时,应配置暖风机、除湿机等设施。
保管员应每天两次定时观测并填写“库房温度、湿度记录表”。
4.焊材烘干1)设专人负责焊材的烘干、发放与回收,并做好详细记录,达到焊接材料使用的可追溯性。
2)焊条启封后确认外观检查,无脱皮、锈蚀、偏芯、开裂后按规定程序进行烘干。
3)焊接材料的烘干及保持温度应严格按有关技术标准或产品说明书的要求进行。
常用电焊条的烘焙温度及保持时间见(附录A),烘干的焊条应放在100~150℃保温箱内,随用随取,使用时注意保持干燥。
低氢型碳钢、不锈钢焊条一般在常温下超过4小时应重新烘干,重复烘干次数不宜超过两次。
4)焊条烘干时应作记录,记录上应有牌号、批号、烘干温度及恒温时间等项内容。
5)焊条烘干时,焊条不应成堆或成捆的堆放,应铺放成层状,复层焊条堆放不能太厚(一般1~3层),避免焊条烘干时受热不均和潮气不易排除。
不同类焊材烘干前、后要予以分层放置。
6)当班所剩焊条和焊条头应退回烘干室,按规定作好标识重新烘干。
焊条领出后4小时内退回,可不进行重新烘干。
7)经二次烘干仍未用完的焊条不得用于正式工程,并作好标识。
5.焊材发放回收1)各个工程队根据需要由电焊工持本人“焊工操作证”和技术员签字的“焊材领用卡”领取焊条,烘干员按根数发放。
焊条库的设置及焊材的接收发放管理规定-传阅版

焊材库标准及焊材的收发放管理制度(20200316 第二版)前言现行施工项目的钢结构、管道、非标设备及其他特殊焊接作业所涉及的金属材质种类越来越多,相对应的焊材种类也越来越多。
金属材质种类繁多,焊材种类繁多,施工中便会出现焊材用错的情形发生。
焊材用错轻则人工费材料费损耗增大,重则造成严重质量事故,产生大额经济损失时。
同时焊条往往会因吸潮而使工艺性能变坏,造成电弧不稳、飞溅增大,并容易产生气孔、裂纹等缺陷。
因此,焊条使用前必须严格烘干。
为了规范施工现场的焊材使用,也同时响应万华集团的焊材管理要求,我公司对此制定了相应的管理标准制度,请各施工单位贯彻实施。
目录一. 焊材二级库...............................................................................................- 3 -1.定义 (1)2.焊材库布局 (1)3.焊材库管理规定 (1)二、焊材的收发放管理规定...........................................................................- 4 -1.焊材入库及管理员工作规定.................................................................- 4 -2.焊条烘干 (3)3.焊材发放和回收 (4)一. 焊材二级库1.定义在使用焊材较多的施工项目现场或车间,为了确保焊缝质量、严格焊材管理,专门设立一个采购或者由一级库领来的焊材进行存放、烘焙、发放焊材的仓库,称为焊材二级库。
2.焊材库管理规定2.1 焊材库应具备封闭、干燥、通风等条件,库房内应配备除湿机、加热器、排风扇、温湿度计、烘干箱和保温箱。
2.2 焊材库配备的专职管理员,应具备一定的焊接专业知识,熟知各种焊接材料的性能、用途和贮存方法,掌握电焊条烘箱的使用和简单的维护等技能。
焊材发放记录
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 期 整根 领用焊工: 中石化MDI项目 施工员:
单元名称(编号)
编号:
焊 材 领 用 卡
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 期 整根 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 领用焊工: 中石化MDI项目 施
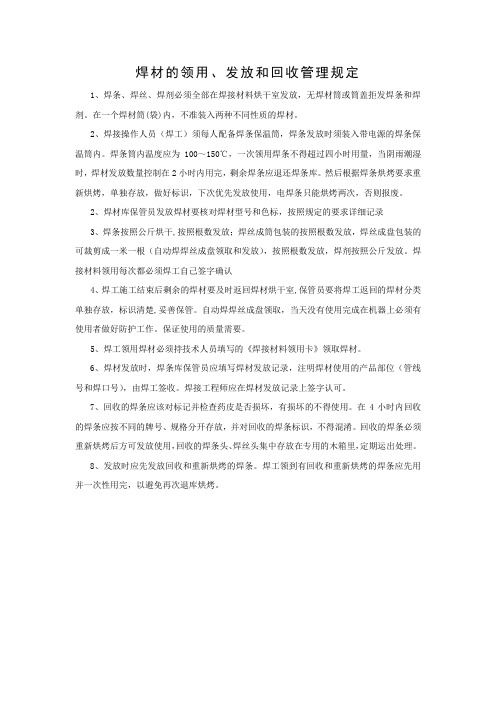
焊接材料烘干,发放回收记录
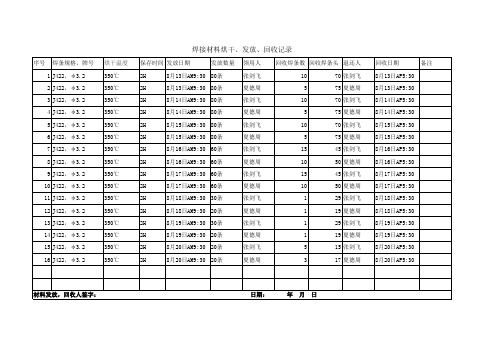
烘干温度 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃ 350℃
焊接材料烘干、发放、回收记录
保存时间 发放日期
发放数量 领用人 回收焊条数 回收焊条头 退还人
2H
8月13日AM9:30 80条
张剑飞
序号 焊条规格,牌号 1 J422,φ3.2 2 J422,φ3.2 3 J422,φ3.2 4 J422,φ3.2 5 J422,φ3.2 6 J422,φ3.2 7 J422,φ3.2 8 J422,φ3.2 9 J422,φ3.2
10 J422,φ3.2 11 J422,φ3.2 12 J422,φ3.2 13 J422,φ3.2 14 J422,φ3.2 15 J422,φ3.2 16 J422,φ3.2
8月15日AP5:30
8月15日AP5:30
8月16日AP5:30
8月16日AP5:30
8月17日AP5:30
8月17日AP5:30
8月18日AP5:30
8月18日AP5:30
8月19日AP5:30
8月19日AP5:30
8月20日AP5:30
8月20日AP5:30
材料发放,回收人签字:
日期:
年月日
10
70 张剑飞
2H
8月13日AM9:30 80条
夏德周
5
75 夏德周
2H
8月14日AM9:30 80条
张剑飞
10
70 张剑飞
2H
8月14日AM9:30 80条
夏德周
5
75 夏德周
2H
8月15日AM9:30 80条