AS-98897-001端子压接标准
端子压接及检验标准 -回复

端子压接及检验标准-回复什么是端子压接?端子压接是一种连接电线和电器设备的方法,通过压接工具将电线与电器设备的金属端子或接触片紧密连接在一起,以确保电气信号的传输和机械强度的要求。
常见的端子压接方法有手动压接和机械压接两种。
手动端子压接需要使用专用压接钳,操作人员通过调节压接钳的压力和角度,将电线导体裸露后插入端子内,然后压紧端子,确保电线与端子之间有良好的接触。
手动端子压接需要多年的经验和准确的操作技巧,以确保压接牢固可靠。
机械端子压接是一种借助压接机实现的自动化压接过程。
操作人员将电线导体插入压接头中,压接机通过预设的参数,对电线和端子进行高压压接,完成端子与电线的连接过程。
机械端子压接具有效率高、稳定性好等优势,适用于大批量生产线上的自动压接需求。
端子压接的标准和要求为了确保端子压接的质量和可靠性,需遵循一系列的标准和要求。
以下是几个常见的端子压接标准和要求:1. 端子选用:根据实际应用场景和需求,选择合适的端子材料和规格。
通常,端子应具有良好的导电性、耐腐蚀性和可靠性。
2. 电线剥皮和插入长度:首先需要将电线的外皮剥开一段,插入端子内的长度应符合规定,以确保充分的接触面积和可靠性。
3. 压接力和角度:手动端子压接时,操作人员需要根据要求调节压接钳的力道和角度,确保压接牢固可靠且不损伤电线。
4. 压接质量检验:在端子压接完成后,需要进行质量检验,包括检查压接部位是否均匀、端子固定是否可靠,并通过耐压试验等手段,确保电气连接可靠。
5. 标识和记录:在端子压接完成后,应进行标识和记录,包括标记电线和端子的连接关系和压接日期等信息,以便后续的维护和管理。
端子压接的应用领域端子压接广泛应用于电力、电子、通信等领域。
以下是几个常见的应用领域:1. 电力领域:端子压接广泛应用于电力变压器、开关柜、断路器等设备的接线连接,确保电气信号的传输和电气设备的正常运行。
2. 通信领域:端子压接用于通信设备的连接,如光纤接头的压接等,确保通信信号的传输质量和可靠性。
端子压接标准及检验规范

端子压接标准及检验规范一、引言端子压接是一种常见的电气连接方式,用于将导线与端子连接,实现电流传输和信号传递。
为了保证电气连接的可靠性和安全性,端子压接需要遵循一定的标准和检验规范。
本文将介绍一些常见的端子压接标准和检验规范。
二、端子压接标准2.美国标准:美国国家标准学会(ANSI)和美国电气制造商协会(NEMA)制定了关于端子压接的标准。
其中,ANSIC119系列标准主要适用于传输和分配系统中使用的压接端子和配件,而NEMAWC系列标准适用于电线和电缆中使用的压接端子。
3. 其他标准:各个国家和地区还有一些针对特定行业或特定材料的端子压接标准,如德国尼盖尔(Negele)公司的压接端子标准等。
三、端子压接检验规范1.外观检查:对端子压接的外观进行检查,包括端子的色泽、表面是否有明显的划痕、变形或氧化等情况。
2.尺寸检验:测量压接端子的尺寸,包括导线进入端子的长度、导线固定部分的长度和端子的总长度等。
3.强度检验:对压接端子的强度进行检验,主要包括端子是否能够承受预定的拉力,以及在规定的压接力下是否能够保持良好的连接状态。
4.电气性能检验:通过使用示波器或万用表等设备对压接端子的接触电阻、电压降、接触可靠性等进行检测和分析,以保证端子压接的电气性能符合要求。
5.可靠性检测:对压接端子进行抽样检验和可靠性测试,以评估其在长期使用中的可靠性和稳定性。
6.检验记录:对每次压接进行检验时,需要详细记录相关的检验数据和结果,以备后续追溯和分析。
四、结论端子压接是一种常见的电气连接方式,必须遵循一定的标准和检验规范,以保证电气连接的可靠性和安全性。
国际电工委员会、美国标准以及其他相关标准制定了相应的端子压接标准,包括对端子尺寸、力度和电气性能等方面的要求。
对于端子压接的检验,主要包括外观检查、尺寸检验、强度检验、电气性能检验和可靠性检测等方面的内容。
通过遵循标准和执行检验规范,可以确保端子压接的质量和可靠性,从而提高电气连接的安全性和可靠性。
端子压接及检验标准 -回复

端子压接及检验标准-回复关于端子压接及检验标准的相关知识。
一、端子压接的定义和意义端子压接是指将导线或电缆接头与端子之间通过压接的方式连接在一起。
它是电气连接中常用的一种方式,具有安全可靠、接触稳定和节省空间等优点。
在电力系统、通信系统以及自动化控制系统等各个领域中都有广泛的应用。
二、端子压接的步骤端子压接的步骤一般分为以下几个部分:1. 准备工作:首先,需要准备好所需要的端子、导线或电缆接头以及压接工具等。
确保工具和设备的选择与要压接的导线或接头的规格相匹配。
2. 清洁处理:将要压接的导线或接头进行清洁处理,去除表面的污垢、氧化物等物质,以确保良好的接触。
3. 压接操作:将导线或接头插入端子孔内,将其固定在端子上。
将压接工具放置在导线或接头与端子的接触面上,施加适当的压力,使其压接紧密。
4. 检查验证:在完成压接后,进行检查验证,以确保压接牢固、稳定,没有断裂或松动等现象。
可使用测量仪器进行电阻、绝缘等性能测试。
三、端子压接的主要标准和要求进行端子压接时需要符合一些相关的标准和要求,主要包括以下几个方面:1. 规格和材料:需根据实际需要选择合适的端子规格和材料,并确保其符合国家或行业标准。
2. 压接工具:选用的压接工具应符合国家或行业标准,并经过校验,确保其精度和可靠性。
3. 压接力度:压接力度的要求是根据导线或接头的规格来确定的。
压接过程中需要施加足够的力度,以确保良好的接触和牢固性。
4. 压接质量:端子压接的质量主要体现在接触稳定、导通良好、无变形和松动等方面。
5. 检验标准:检验标准包括但不限于外观、电阻、绝缘、耐热等性能指标,需要根据具体的应用场景和需求来确定。
6. 标识与记录:对于合格的端子压接,需要进行标识和记录,方便后续的使用和维护。
四、端子压接注意事项在进行端子压接时需要注意以下几个事项:1. 要仔细阅读并遵守制造商提供的使用说明和操作指导。
2. 确保压接工具和设备的良好状态,及时进行检修和维护。
大电流端子压接标准

大电流端子压接标准大电流端子压接是一种常见的电气连接方式,用于连接电缆、导线等导电材料,广泛应用于电力系统、工业设备、交通运输等领域。
为了确保端子压接的质量和安全性,制定了一系列的标准和规范,以规范端子压接的操作流程、工艺要求和质量标准。
本文将对大电流端子压接标准进行详细介绍,以便广大电气工程师和相关人员能够正确理解和遵守相关标准,保障电气设备的安全运行。
首先,大电流端子压接标准的适用范围包括了端子的选择、导线的准备、端子的压接、压接质量检验等各个环节。
在进行端子压接前,必须仔细查阅相关标准文件,了解端子的型号、规格和压接工艺要求,以确保压接操作的准确性和可靠性。
在选择端子时,应根据导线的截面积和电流负荷来确定端子的规格和型号,以免出现过载或接触不良的情况。
导线的准备工作包括去除绝缘层、修剪导线端面、清洁导线表面等,以保证导线与端子之间的良好接触。
其次,大电流端子压接标准规定了压接工艺的具体要求,包括压接工具的选择、端子的安装位置、压接力度和持续时间等。
在进行端子压接时,应选择适当的压接工具,确保其能够对端子施加足够的压力,以保证端子和导线之间的良好电气连接。
端子的安装位置也是十分重要的,应根据标准要求将导线插入端子的正确位置,并采用适当的夹持装置固定导线,以防止在压接过程中导线移位或扭曲。
此外,压接力度和持续时间也是关键的参数,应根据端子的型号和规格来确定,以确保压接的牢固性和稳定性。
最后,大电流端子压接标准对压接质量的检验和验收也做出了详细规定。
在完成端子压接后,应对压接质量进行全面检查,包括端子与导线的接触面是否平整、无裂纹、无氧化等情况。
同时,还应进行导通测试和拉力测试,以验证端子与导线之间的电气连接和机械连接是否符合标准要求。
只有在压接质量检验合格后,端子的压接作业才能被认定为合格,方可投入使用。
总之,大电流端子压接标准是保障电气设备安全运行的重要保障,只有严格遵守相关标准和规范,才能确保端子压接的质量和可靠性。
端子压接要求

4、端子刀模:
端子上外刀模:
端子上内刀模
端子上、下内刀模 端子上、下外刀模
4-1、端子上、下外刀模为包胶刀模; 4-2、端子上、下内刀模为包芯刀模。
4-3、端子内、外刀模:
端子上内刀模
端子下内刀模
端子下外刀模
端子上外刀模
5、端子结构:
导体压 着部
芯线压着 部
料尾
L2 L1
导体压着 部
芯线压着 部
8、端子加工点位置及功能分类 8-1、有绝缘支撑端子 8-2、端子本体外套绝缘支撑端子 A、半绝缘 B、全绝缘 8-3、无绝缘支撑端子 8-4、直接刺破式端子
有绝缘支撑
本体外套绝缘 支撑
无有绝缘支撑
直接刺破式
9、端子的检验标准: 1、标准端子:
导体刚好露 出
芯线绝缘体 占视窗A的 1/2以上
A
2、端子标准及不良样板:
芯线绝 缘层压 着过少
芯线标准压着
芯线绝 缘层压 着过头
芯线压着过少易造成 端子尾部露导体
芯线压着过头易造成 端子拉力不足、OPEN
喇叭口标 准
喇叭口过 大
喇叭口过大易 造成导体压着 导致过少拉力 不足
端子形状 标准
端子变形 端子变形易导 致不易插入 HOUSING, 组合插拔 力不足
导体漏 压
铆入绝缘层超出50% 摇动芯线绝缘皮易破 导致露铜丝 NG
两者铆合较密 合
铆入导体区 摇动芯线导体有被 破坏之可能 NG
摇动芯线不会失去 夹持力 OK
配合密接但两 侧缝隙较大
两者配 合密接
摇动芯线不会失去 夹持力力 OK
间隙最大0.1MM 失去夹持功能 NG
11、端子铆合高度: 导体铆合区 压着高度
端子压接标准及检验规范

绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
端子压接工序检验规范
导体压接过长,此现象将造成端子 芯线压接过短,此种现象易造成端子 芯线飞丝,可能造成拉力不足,
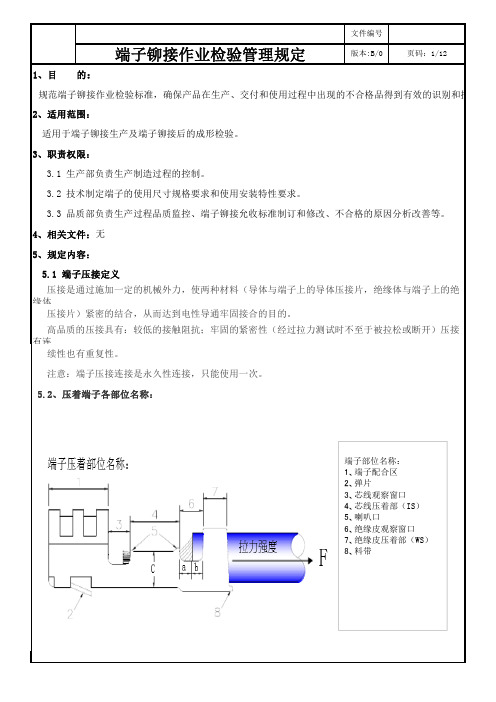
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子铆压高度和拉力参照表

項次端子規格刀片規格代號可使用次數線徑AWG(kg)(mm)絕緣體鉚合高度(mm)備注1 1.0端子G80K次34AWG>0.40.41±0.050.68±0.0832AWG(0.237mm)>0.40.46±0.050.80±0.130AWG(0.255mm)≧1.10.55±0.050.80±0.08發泡pe 30AWG(0.255mm)≧1.00.48±0.050.75±0.0828AWG(0.321mm)>1.10.51±0.08 1.0±0.0828AWG(0.321mm)>1.10.55±0.050.86±0.08發泡pe7根编织打扭≧1.10.58±0.050.85±0.08地線地線+1股编织(5根導體)+熱縮管≧1.30.58±0.050.95±0.081股地線+套管>1.10.50±0.08 1.0±0.12 1.25端子H90K次32AWG(0.237mm)>0.50.53±0.050.99±0.130AWG(0.255mm)≧1.10.55±0.060.95±0.0830AWG(0.255mm)≧1.50.57±0.060.98±0.08雙芯并鉚30AWG(0.255mm)≧1.10.58±0.08 1.1±0.1JST端子28AWG(0.321mm)≧1.80.54±0.06 1.1±0.0828AWG(0.321mm)>1.10.56±0.05 1.04±0.124AWG(OD1.4mm)≧2.00.70.±0.08 1.26±0.130AWG+28AWG(OD0.4+0.6)>1.80.62.±0.08 1.23±0.1雙芯并鉚編織2股(20±2根)+套管≧2.00.60±0.08 1.28±0.13 1.27諯子E90K次18AWG(1.024mm)≧3.5 1.30±0.1應用于GF1009類型產品4 1.5端子I100K次地线(14根)+套管>3.00.71±0.08 1.1±0.128AWG+28AWG(OD0.9+0.6)>3.50.65.±0.08 1.23±0.1雙芯并鉚28AWG(0.321mm)>1.10.65±0.08 1.2±0.1線材OD0.928AWG(0.321mm)>1.10.65±0.08 1.02±0.1線材OD0.7(富強) 28AWG(0.321mm)>1.10.64±0.08 1.02±0.1線材OD=0.6mm26AWG(0.405)电子线≧2.50.66±0.08 1.15±0.124AWG(0.511mm)>3.50.63±0.08 1.42±0.17根地線+1股編織(5根導体)≧2.00.63±0.08 1.15±0.085 2.0端子A110K次32AWG(0.237mm)>0.70.71±0.08 1.20±0.132AWG(0.237mm)×2>1.50.72±0.08 1.30±0.1雙芯并鉚30AWG(0.255mm)≧1.20.60±0.05 1.1±0.0830AWG(0.255mm)>0.70.58±0.08 1.10±0.128AWG(0.321mm)≧2.50.72.±0.08 1.58±0.08OD=0.6+0.9mm28AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.74.±0.081.60±0.08(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321mm)>1.30.65±0.08 1.27±0.1線材OD1.2mm28AWG(0.321mm)>1.70.65±0.08 1.22±0.1苾線并地線28AWG(0.321mm)>1.30.65±0.08 1.08±0.0828AWG(0.321mm)>1.30.65±0.08 1.68±0.08線材OD1.2(燦達低腳端子) 26AWG(0.405mm)>2.50.60±0.1 1.70±0.124AWG(OD1.4mm)≧3.50.70.±0.08 1.65±0.124AWG(OD1.4mm)≧3.50.80.±0.08 1.50±0.1燦達端子24AWG(0.511mm)>2.90.70±0.08 1.25±0.1線材OD1.022AWG(0.644mm)>4.90.95±0.08 1.80±0.1JST端子22AWG(0.644mm)>4.90.95±0.08 1.63±0.122AWG(0.644mm)>4.90.75±0.08 1.80±0.1加煒端子7根编织打扭≧1.20.62±0.05 1.1±0.08地線編織(15±3根)1+套管>2.00.65±0.08 1.22±0.16 2.5端子B150K 28AWG(0.321mm)>1.10.71±0.08 1.38±0.128AWG(0.321mm)>1.10.71±0.08 1.6±0.1OD0.6mm 26AW(0.405mm)>1.80.75±0.08 1.73±0.122AWG(0.644mm)>4.90.88±0.08 1.82±0.1项次端子规格刀片规格代号可使用次数线径AWGkg(mm)绝缘体铆合高度(mm)备注62.5端子B150K26AW(0.405mm)×2>4.50.94±0.08 1.95±0.1雙芯并鉚24AWG(0.511mm)≧5.00.88.±0.08 1.84±0.1雙芯并鉚24AWG(0.511mm)>3.50.80±0.08 1.80±0.122AWG(0.644mm)×2>7.0 1.30±0.8 1.88±0.1雙芯并鉚22AWG(0.644mm)×2≧3.0 1.0±0.08 1.80±0.1雙芯并鉚(加成)20AWG(0.812mm)≧5.00.98.±0.08 1.75±0.118AWG(1.024mm)>5.0 1.05±0.08 1.95±0.115±2根编织铜丝≧1.80.76±0.08 1.2±0.172.54端子c170K次32AWG(0.237mm)>0.60.65±0.08 1.34±0.1同軸線30A WG(0.255mm)>0.70.70±0.08 1.35±0.1同軸線30AWG(銅軸線)並打>1.20.82±0.05 2.27±0.08德開端子30AWG(銅軸線)單打>1.00.80±0.05 1.65±0.0830AWG(0.255mm)>0.70.68±0.08 1.05±0.128AWG(3芯并鉚)≧5.00.82±0.081.62±0.1應用于GWH0924-1類型產品28AWG(0.321mm)≧1.10.66±0.081.05±0.1線材OD0.8mm28AWG(0.321mm)≧1.10.72±0.081.32±0.1燦達端子(od1.2mm)28AWG(0.321mm)×2>3.50.73±0.08 1.56±0.1芯線去外被穿HST.并鉚28AWG電子線.>1.20.80±0.05 1.40±0.0828AWG(0.321mm)>3.50.73±0.08 1.65±0.1雙並芯線28AWG(0.321mm)>1.10.66±0.08 1.25±0.128AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.78.±0.081.48±0.1(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321MM)+地線(7根導体)≧3.00.76.±0.08 1.15±0.128AWG(0.321mm)≧2.00.73±0.08 1.45±0.08線材OD1.55mm26AWG(0.405)×2≧4.50.95±0.08 1.82±0.1雙芯并鉚26AWG(0.405)×2≧4.50.95±0.08 1.65±0.1MOLEX2.54諯子并打26AWG(0.405)≧3.50.90±0.08 1.52±0.1燦達端子26AW(0.405mm)×3>6.0 1.02±0.08 1.84±0.1三芯并鉚26AWG(0.405mm)>1.80.75±0.08 1.58±0.1線材OD1.324AWG(0.511)+7根铜絲(0.376mm)≧3.50.85±0.08 1.65±0.0824AWG(OD1.4mm)≧5.70.74±0.08 2.0±0.0824AWG(0.511mm)>2.90.78±0.1 1.40±0.122AWG(0.644mm)>4.90.88±0.1 1.62±0.120AWG(0.812mm)﹥5 1.02.±0.08 1.85±0.1地線3股>30.90±0.05 1.70±0.08地線2股並打>30.85±0.08 1.80±0.14股編織(每股10根)+熱縮管﹥3.50.85.±0.08 1.38±0.1兩股編織+地線+熱縮管≧2.00.84±0.081.35±0.1燦達端子8 3.0端子DP1200K次22AWG(0.644mm)>7.0 1.86±0.1 3.07±0.13根線並打22AWG(0.644mm)>8.0 1.88±0.1 3.08±0.14根線並打20AWG(0.812mm)>7.0 1.1±0.08 1.85±0.193.0“o"型端子J200K次24AWG(0.511mm)>2.20.75±0.13根芯線並打,不需打絕緣體24AWG(0.511mm)>2.00.7±0.12根芯線並打,不需打絕緣體24AWG(0.511mm)>1.80.65±0.1單根打端,不需打絕緣體项次端子规格刀片规格代号可使用次数线径AWG標準拉(kg)导体铆合高度(mm)绝缘体铆合高度(mm)备注10 3.2端子Y200K次20AWG(0.812mm)>7.7 2.40±0.14根芯線並打,不需打絕緣體18AWG(1.024mm)>10 1.80±0.13根芯線並打,不需打絕緣體11 3.5端子L170K 24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子12 3.96端子D200K次20AWG(0.812mm)﹥5 1.20.±0.08 2.4±0.1燦達端子13 5.08端子E200K次22AWG+26AWG>7.0 1.42±0.1 2.50±0.122AWG+26AWG+26AWG>7.5 1.52±0.1 3.05±0.122AWG>6.0 1.13±0.1 2.05±0.122AWG(OD2.1mm)>10 1.75±0.08 3.15±0.118AWG(OD2.1mm)>10 1.4±0.08 2.4±0.118AWG(1.024mm)備注欄 1.25±0.1 2.20±0.1>7.5<10kg 22AWG(0.644mm)>6.0 1.13±0.1 2.05±0.114SATA15PIN端子F200K次20AWG(OD1.8mm)≧3.6 1.35±0.0.08 1.27端子18AWG(OD1.8mm)≧10 1.40±0.08 2.4±0.1SATA7+6PIN端子F200K次26AWG(0.405)电子线≧2.50.64±0.06按鍍錫后再鉚壓量測SATA7+15PIN端子F200K次18AWG(1.024mm)電子線﹥6.0 1.40±0.0815S-ATA端子F200K次30AWG(0.255mm)>1.00.62±0.03宏技新CONNECTOR30AWG(0.255mm)>1.00.69±0.03上端CONNECTOR30AWG(0.255mm)>1.20.80±0.03(双苾并打)28AWG(0.321mm)>1.80.74±0.0528AWG(0.321mm)>1.80.85±0.06(双苾并打)26AWG(0.405mm)>2.00.78±0.0522AWG電子線>3.6 1.16±0.130AWG(0.255mm)≧1.00.56﹢0﹣0.04第1.7PIN單芯(創意新)新刀模30AWG(0.255mm)>1.20.70﹢0﹣0.05第4芯線雙芯並打鉚高(創意新)新刀模30AWG(0.255mm)≧1.00.60﹢0﹣0.05第2.3.5.6PIN單芯(創意新)新刀模28AWG(0.321mm)>1.80.60±0.04第四芯線並打鉚高0.75±0.0826AWG(0.405mm)>2.00.70±0.0816HDMI端子HDMI500K次30AWG(0.255mm)>0.70.60±0.06鉚高為芯線鍍錫后高度备注:刀模编号为:刀模编号+端子供应商编号加成:刀模编号+JA加纬:刀模编号+JW灿达:刀模编号+CD维林:刀模编号+WL升呜:刀模编号+SM富强:刀模编号+FQ朝贵:刀模编号+CG 如:加成2.0端子:AJA核準:審核制表:。
端子压接技术标准

端子压接标准1.范围本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。
本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。
当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。
2.参考文件GB-T18290-2DIN EN 60352-23.内容3.1端子基础知识端子各部分功能:嵌合区:接触导电,与对应的连接器端子接触导电。
其接触程度决定了导电的效果。
变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。
导体压接部:是端子与线材连接的重要部分。
通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。
其中压接高度是最重要的管理项目。
绝缘压接部:将线材的绝缘外皮铆住,具有保护作用。
当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。
压接过紧时,线芯会受到损伤,也会发生断线不良。
钟形口:压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。
拉拔力也会不合格。
逆止卡爪(卡口片):具有锁住端子的作用。
如果此部份变形,插入塑壳及主体后,会出现脱落等不良。
尾料片:产生于端子与料带分离的连桥残余。
长度过大容易伤线。
3.2端子压着过程:3.3压接完成品标准:3.3.1外观在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求:1.绝缘压着区应能同时可见导体和绝缘外皮。
目测参考:导体与绝缘皮各占1/22.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
3.导体压接区应可见芯线(导体)伸出,但不能太大。
尺寸要求:0.2 ~1.0mm4.嵌合部不可变形,逆止卡爪不可变形。
5.导体压着部,绝缘体压着部两压接片之间不可有间隙。
6. 钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成钟形口轴向长度不可过小或过大。
其尺寸取决于所压接的线材,可参考以下:0,03 - 0,56 mm² (AWG 32-20) : 0,25 ±0,15mm0,30 - 0,81 mm² (AWG 22-18) : 0,3 ±0,15mm7. 尾料片应可见,但长度不可太大。
端子压接标准
端子压接标准
端子压接是一种常见的电气连接方式,它通过压接工具将导线
与端子连接,形成可靠的电气连接。
在实际工程中,端子压接的质
量直接影响着电气设备的安全可靠运行,因此,端子压接标准的制
定和执行显得尤为重要。
首先,端子压接标准的制定是为了规范端子压接的操作方法和
质量要求。
标准化的操作方法可以有效地降低人为操作失误的可能性,保证端子压接的可靠性和稳定性。
同时,标准中对于端子压接
所使用的工具、材料、压接力度等方面也有着详细的规定,这些规
定可以帮助操作人员正确选择和使用工具和材料,确保端子压接的
质量。
其次,端子压接标准还对端子压接的质量要求进行了明确规定。
这些质量要求包括端子压接后的接触电阻、端子与导线的连接牢固性、绝缘性能等方面。
通过这些质量要求,可以确保端子压接后的
连接质量达到标准要求,从而保证电气设备的安全可靠运行。
此外,端子压接标准还对端子压接的检验和验收进行了规范。
在端子压接完成后,需要对端子压接的质量进行检验,确保其符合
标准要求。
同时,在验收时也需要按照标准的要求进行,只有通过了验收,端子压接才能够投入使用。
总的来说,端子压接标准的制定和执行对于保障电气设备的安全运行具有重要意义。
只有严格执行标准要求,才能够确保端子压接的质量和可靠性。
因此,在实际工程中,我们需要严格按照端子压接标准的要求进行操作,确保端子压接质量达标,为电气设备的安全可靠运行提供保障。
端子压接技术规范

1、范围本标准规定了端子压接的技术要求、试验方法、剖面制作注意事项等,并提供了压接质量判定参考图样。
本标准适用于端子压接质量检验。
2、规范性引用文件本规范标准引用来源于TE/JST等大品牌厂家标准、客户技术要求与以下行业标准。
IPC/WHMA-A-620A CN-2006QC/T29106-2014线缆及线束组件的要求与验收汽车电线束技术条件(VW60330)3、术语和定义下列术语和定义适用于本标准。
3.1端子使导线与适当的配对元件连接,实现电路导通的机电元件。
端子按压接区形状分为敞开式与筒式。
3.2分类:敞开式端子、筒式端子、刺破式胶座(IDC)、航插端子、共接端子3.2.1敞开式端子:压接前压接区为敞开式,压接后闭合的端子。
3.2.2筒式端子:压接前压接区为筒状的端子。
3.2.3刺破式胶座(IDC):压接前端子与胶座为一体的端子(压接无需剥掉线材外皮的一种端子)。
3.2.4航插端子:压接前压接区为筒状的端子主要匹配航插插头。
3.2.5共接端子:主要用于线与线空中对接的端子,存在开口与筒式两种类型。
图1敞开式端子筒式端子刺破式胶座航插端子共接端子3.3端子各部位名称图2敞开式端子筒式端子刺破式胶座航插端子3.4端子压接通过施加一定的机械力,使两种材料(线芯压接区与线芯、绝缘压接区与引线绝缘皮)紧密的结合,达到电性能导通且牢固接合的目的。
3.5线芯压接剖面端子线芯压接区与线芯压接后的剖面。
3.6绝缘压接剖面端子绝缘压接区与引线绝缘皮压接后的剖面。
3.7端子拉力端子与线材之间的铆合承受力。
端子分为:1.绝缘检查窗口,2.喇叭口,3.刷子检查窗口,4.扣锁片5.绝缘压接区,6.线芯压接区,7.端子结合区,8.料带残耳(端子两端可能都有),9.端子停止耳朵,10.电气连接槽,11.机械支撑槽,12.检查窗。
10114技术要求及试验方法4.1线芯压接线芯压接应符合表1的相关要求。
表1线芯压接技术要求及图示注:技术要求未体现部分以现场补充SOP 为判定依据。
连接器端子压接及检验标准

连接器端子压接及检验标准端子压接标准及检验规范要求是电子电路中至关重要的一环,广泛应用于电气、通信、配电、自动化、航空航天等领域。
为维护设备的正常运行和人身安全,制定端子压接标准及检验规范要求显得尤为重要。
在这篇文章中,我们将介绍端子压接标准及检验规范要求的主要内容,以便读者更好地了解和掌握相关知识。
一、端子压接标准端子材质要求端子压接时,需要使用合适的端子材料。
常用的端子材料有铜、铝、不锈钢等。
其中,铜端子具有较高的导电性和耐腐蚀性,适合用于潮湿、腐蚀等环境。
而铝端子则较轻,适合用于高频电路。
不锈钢端子则具有较高的强度和耐腐蚀性,适合用于长期运行的电路。
端子尺寸要求端子的尺寸必须符合设计要求。
如果端子尺寸不符合要求,会导致电路连接不良,影响电路的稳定性和可靠性。
端子表面质量要求端子表面必须光滑,无划痕、斑迹等缺陷。
否则,会影响端子的导电性和接触力,导致电路连接不良。
端子压接力度要求端子压接时,需要掌握好力度。
如果力度过大,会导致端子变形,影响电路连接的稳定性和可靠性。
如果力度过小,则会导致端子连接不紧密,出现短路等问题。
二、端子检验规范外观检查外观检查是端子检验的第一步。
检查人员需要对端子表面、尺寸等进行仔细检查,确保端子表面无缺陷,尺寸符合要求。
导电性检查导电性检查是端子检验的重要一环。
检查人员需要使用专业的导电性测试仪器,测试端子的导电性,确保电路连接正常。
接触力检查接触力检查是端子检验的第三步。
检查人员需要使用专业的接触力测试仪器,测试端子的连接力,确保连接力符合要求。
耐压试验耐压试验是端子检验的最后一步。
检查人员需要将端子连接到电路上,施加一定的电压,测试电路的耐压能力,确保电路连接安全可靠。
总结,端子压接标准及检验规范要求是确保电路连接稳定可靠的重要环节。
设计人员需要根据电路的特点选择适当的端子材料、尺寸,并严格按照相关的检验规范进行检验,以确保电路连接的质量。
IC购商城致力于不断推广和宣传新技术和新产品,以帮助用户了解和选择最适合自己需求的元器件。
端子压接检验参考标准
文本号:版本号:端子压接检验参考标准页码:第3 页共7 页明。
6.1.7 所有的压接必须符合端子制造商公布的要求。
如压接高度,拉力测试等,而具体使用的专用工具无关。
端子制造商的质量要求或高于本规范; 所有压接端子必须满足行业规范。
如EIA,IEC,NEMA,UL等其它特定的要求。
6.1.8 应当使用制造商文件中指定的工具,如果使用其它工具,应当的客观证据证明明该过程的有效性。
6.1.9 压接工具可以是手工或自动操作,3级产品的压接应当使用全循环压接工具。
6.2 端子导体横截面金相分析:6.2.1 新刀模首次生产前,刀模寿命达到需要分析时,产线首次开机时,对这两种类型的端子(冲压- 开环型端子及机制端子)需要做导体横截面分析,如客户有特殊要求时依客户要求频率或时机进行分析;如客户对横截面分析没有特殊要求则按以下标准进行判断。
6.2.2 冲压- 开放型(对称端子边)端子的导体压接点横截面:1. CH 压接高度根据端子供应商提供的规格用分离卡测量2. CB 压接宽度3. CBM 可测量的压接宽度根据端子供应商提供的规格用分离卡测量4. W 支撑角度大于或等于30度5. L 支撑长度大于或等于端子材料厚度的1/4 ,但最小大于或等于0.1mm6. 卷曲末端距离大于或等于0.1* 端子材料厚度7. GH 毛边高度小于或等于1* 端子材料厚度文本号:版本号:端子压接检验参考标准页码:第4 页共7 页8.GB毛边宽度如果毛边高度小于1/2* 端子厚度时,毛边宽度小于或等于3/4* 端子材料厚度;如果毛边高度大于或等于1/2* 端子厚度时,毛边宽度小于或等于1/2* 端子厚度9. S 端子底部厚度大于或等于0.75* 端子材料厚度A.端子导体良好的压缩标准:端子卷曲桶内必须填满所有导体,且导体有明显的压缩(导体呈多边形);如果所有导体已压缩变形,在导体间形成的空隙是可以接受的(见下图示);端子卷曲需要对称且闭合;导体与端子壁紧密连接,端子壁不可出现裂纹,所有导体必须包裹在端子桶内,不允许出现任一根导体外露(叉出)或断股(少导体),如果导体压缩太松,可以先确认导体股数; 避免导体压缩过度,针对毛边及压接高度,端子厚度的变形不能超过限制。
新能源线束端子压接接收标准

《中间检查标准书》 无同时压接两个端子
《中间检查标准书》 端子外观无破损
《端子压接检查标准》 绝缘层要有压着
3/4
防水栓置后
电线束端子压接接收准则
防水栓超前
防水栓破损
多穿防水栓
防水栓穿反
漏压防水栓
链带切断过长
链带切断部位翘起
端子压接背部 毛刺尖锐手触摸感觉刮手
实施日期: 管理号
电线束端子压接接收准则
实施日期: 管理号
承认 审 核
作成
右图为端子压接合格标准图: 一、芯线压着部位: 芯线在端子中位置适中且包容良好,WS部位经前端芯线露出 良
①(0.5~1.5)㎜,WS部位后端芯线露出④(0.5~1.5)㎜;WS部位前端钟口
尺寸⑤(0.2±0.2)㎜,WS部位后端钟口尺寸②(0.4±0.2)㎜;
《中间检查标准书》 端子无变形
2/4
端子横向变形
电线束端子压接接收准则
端子扭转变形
端子背部变形
端子功能部位变形 绝缘皮破损 压双件 绝缘层脚劈开 绝缘层欠压着
实施日期: 管理号
《中间检查标准书》 端子无变形
《中间检查标准书》 端子无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子压接背部毛刺不能尖锐
或过宽手触摸时不能刮手
4/4
端子侧面刮伤
实施日期: 管理号
《中间检查标准书》 芯线无断裂
《中间检查标准书》 芯线压着钟口正常
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子外观无损伤
端子侧面开裂 端子纵向变形(后仰) 端子纵向变形(内弯)
新能源线束端子压接接收标准
芯线及端子无氧化、外观无损伤变形;绝缘层无压着;背部压痕均匀正常;
品
二、绝缘层压着部位:线皮包容良好,外观无受损,变形;端子链带切断部位最
长不超过③0.5㎜,且无翘起.
不良内容
不良示意图!
不良图片
① ⑤
④
②
③
判定基准
芯线未露出
芯线出头尺寸 0.5~1.5(㎜)
芯线露出过长
芯线出头尺寸 0.5~1.5(㎜)
《中间检查标准书》 防水栓要在指定的位置
《中间检查标准书》 防水栓要在指定的位置
《中间检查标准书》 防水栓无破损
《中间检查标准书》 不能多穿防水栓
《中间检查标准书》 防水栓要在指定方向
《端子压接检查标准》 不能漏压防水栓
《中间检查标准书》 端子链带切断部位无突长
《中间检查标准书》 端子链带切断部位无翘起
电线束端子压接接收准则
实施日期: 管理号
承认 审 核
作成
右图为端子压接合格标准图: 一、芯线压着部位: 芯线在端子中位置适中且包容良好,WS部位经前端芯线露出 良
①(0.5~1.5)㎜,WS部位后端芯线露出④(0.5~1.5)㎜;WS部位前端钟口
尺寸⑤(0.2±0.2)㎜,WS部位后端钟口尺寸②(0.4±0.2)㎜;
端子侧面刮伤
实施日期: 管理号
《中间检查标准书》 芯线无断裂
《中间检查标准书》 芯线压着钟口正常
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子外观无损伤
端子侧面开裂 端子纵向变形(后仰) 端子纵向变形(内弯)
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子无变形
接线端子压接标准
接线端子压接标准
————————————————————————————————作者:————————————————————————————————日期:
接线端子压接标准
如果端子没有正确地压接在线缆上,您会忘记在选择正确的接线端子上付出的所有辛苦努力。
虽然有常见的压接高度问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
1. 压接高度过低
压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。
接线端子生产厂家提供了为端子设计的每种线缆尺寸的压接高度。
给定线缆的正确压接高度范围或公差可能小达0.002”。
在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过小 (图1)或过大(图2)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压端头在非正常的工作条件下性能降低。
过小的压接高度还会压断线芯或者折断导体压接区的金属。
图.1
图.2
2. 压接高度过高
过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和接线端子金属之间没有足够的金属间接触。
以上问题的解决方法很简单:调节压接机上的导体压接高度。
在首次使用压接机进行工作时,使用(图B), 中所示的光标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
端子压接外观标准
芯线切断
芯线全无
定位爪変形
定位爪破损
不良影响
不良原因
・导电率低下或断芯 ・圧着強度低下
・电线位置偏离 ・剥皮过短 ・压着错位
・弯曲强度低下
・电线位置偏离 ・剥皮过长
・嵌合不可
・送线过多 ・剥皮长度过长
・导电率下降 ・圧着強度低下
・送线过少 ・剥皮长度过短
・導電率低下 ・圧着強度激減
・剥皮错误
・无法插入端子 ・端子脱落
・端子错位 ・刀具不符合
重庆力华自动化技术有限责任公司(通机电器事业部)
端子铆接作业检验管理规定
文件编号 版本:B/0
6.2.1、常见端子不良原因解析
不良名称
不良图例
不良影响
页码:7/12
不良原因
漏芯线
有铜线露在外面
・導電率低下 ・圧着強度低下
・芯线端部不齐 ・压着刀片磨损 ・端子破损 ・电线与端子错位
外皮部压着高度是根 据电线的外径、种类 进行调整,电线外皮 不会轻易脱出,且不 可超出压着范围的状
态下进行压着
重庆力华自动化技术有限责任公司(通机电器事业部)
端子铆接作业检验管理规定
文件编号 版本:B/0
6.1、压着端子外观标准
No. 检查项目
图示(良品)
图示(不良品)
页码:4/12 注意事项
1
喇叭口开口量 确认
表1、压着端子寸法检测部位(图解)
检查项目
图示
注意事项
压着高 度
使用压着高度测 量专业千分尺, 对压着后的端子 芯线部(芯线滚 筒部)以及外皮
部(绝缘滚筒 部)的中间的位
置进行测量
6.附件 6.1-6.5 压着端子各检查标准 6.6 X-R管制图 (QRC02-01-161B) 6.7 端子压接质量检查记录表(QRC02-01-239B)
端子压接技术标准

10.端子扭曲不大于5°
3.4导体压着截面分析:
3.4.1 压着截面切片的制做要求:
切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。
3.4.2切片分析
≥0.1倍端子材料厚度
毛刺高度:
≥1倍端子材料厚度
毛刺宽度:
≤0.75倍端子材料厚度
底边厚度:
≥0.75倍端子材料厚度
压接后不可使端子产生裂纹
NGNG
压接应充分,不可存在间隙不良
NG
3.5拉拔力标准:
3.5.1导体压接部位压着力标准:
UL386A-1991(美国标准)
JIS C2805-1991(日本标准)
20.4
16
1.31
133.5
13.6
1.25
200
20.4
1.5
200
20.4
14
2.08
222.522.7229029.6
2.5
250
25.5
12
3.31
311.5
31.8
3.5
540
55.1
4
350
35.7
10
5.76
356
36.3
5.5
780
79.5
6
500
51
3.5.2导体压着部拉拔力的测量:
1.9
19.6
0.2
0.85±0.05
2.0
29.4
0.3
0.85±0.05
2.0
44.1
0.4
端子压接标准图例

端子压接标准图例一个好的端子既能保证机械强度的完整性又能满足电子方面的要求,下面将以图片的形式介绍端子压接的标准及不良品。
导线不能为了与接触面相适应而进行任何方式的剪切或修改,导线不能在压端子之前镀锡,除非特有说明。
不管是用什么模具,所有的压接要求都必须符合供应商的要求,例如:压接高度,拉力测试等。
为更好的理解,可以参考相应的连接器或是端子的厂家的要求和指导说明,所有的压接的端子都必须符合行业标准,例如EIA IEC NEMA UL或其他指定的。
一.端子部位介绍图1与图2中是各序号对应的名称1.绝缘端检查窗口2.承接口3.导体检查窗口4.锁片5.绝缘压接区6.导体压接区7.端子对接区8.端子切断区9.端子终止区(图1)(图2)二.端子压接标准1.绝缘皮包裹要求:导线绝缘皮末端要超过绝缘压接区,在绝缘压接区与导体压接区中间位置。
绝缘皮要求很平整的形成完全被包裹而且是不能切断或是破环绝缘皮,不能破环绝缘外套。
假如有不同的导线,所有导线的绝缘皮都必须超过绝缘压接区(如两根及以上的连压)。
图3所示是绝缘皮的标准包裹及所在位置,即绝缘端检查窗口的中心位置(图3)图4中所示的4种情况是不符合标准要求但可以接受(1)只要绝缘压接压接区没有被切断,破坏,深入到电线绝缘表面,绝缘表面的微小的变形可以接受(2)绝缘压接扣对电线绝缘外套提供了180度的外围包裹,而且压接区的两头在电线绝缘外头的顶部连接(3)绝缘压接扣没有在顶部连接,但是环绕了电线,在顶部留下少于45度的开口(图4)图5中所示的两种情况是不符合标准要求但可以接受,1是导线绝缘皮太靠近导体压接区边缘,2是导线绝缘皮在绝缘压接区的检视窗边缘,没有进入绝缘端检查口区域(两种情况都需要用放大镜可以看到绝缘层和导线)。
(图5)以下列出了几种常见的不合格示例:图6所示属不合格,绝缘压接区碰到了导线里面的线芯。
(图6)图7所示属不合格,绝缘压接区要求有不少于180度包裹绝缘皮时才符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
APPLICATION SPECIFICATIONNSCC 1.5 RECEPTACLE TERMINAL98897 SERIES #REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.1 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONRevisionA BMODIFICATIONFirst release AS-98897-001 replace the CS-98897-001 Remove 0.6 and 1.4mm2 wire – Add double wire infoSHEETAll All 8Date2010-02-05 2012-01-27REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.2 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONSUMMARY1.0 2.0 3.0 4.0 5.0 6.0 SCOPE............................................................................................................................................. 4 PRODUCT DESCRIPTION ................................................................................................................. 4 DEFINITION OF TERMS ................................................................................................................... 5 PRODUCT SPECIFICATIONS ............................................................................................................. 7 REFERENCE DOCUMENTS ............................................................................................................... 9 PROCEDURE ................................................................................................................................. 10REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.3 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATION1.0 SCOPE This specification details the crimping information and common practices for general crimps for the Molex NSCC 1.5 receptacle terminal per sales drawing SD-98897-050. Please refer to the sales drawing for additional part information. The information in this document is for reference and benchmark purposes only. The user is responsible for validating crimp performance based on tooling, equipment and wire that is being used. All measurements are noted in Millimeter and Newton unless otherwise specified2.0 PRODUCT DESCRIPTIONMaterial number 0988971109Plating Pre PlatedCrimping range (mm²) 0.350988971119Pre Plated0.50 to 1.000988971129Pre Plated1.50 to 2.0REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.4 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATION3.0 DEFINITION OF TERMS1 4 56 83 9 7 102Figure 1CONDUCTOR CRIMP WIDTH (CCW) ⑤INSULATION CRIMP WIDTH (ICW)⑤CONDUCTOR CRIMP HEIGHT (CCH) ⑤INSULATION CRIMP HEIGHT (ICH)⑤BELLMOUTH (FLARE) ⑤ ⑤ The flare that is formed on the edge of the conductor crimp acts as a funnel for the wire strands. This funnel reduces the possibility that a sharp edge on the conductor crimp will cut or nick the wire strands. Bellmouth: see value in table 2Bad CrimpGood CrimpREVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.5 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONCONDUCTOR BRUSH ⑤ The conductor brush is made up of the wire strands that extend past the conductor crimp on the contact side of the terminal. This helps ensure that mechanical compression occurs over the full length of the conductor crimp. The conductor brush should not extend into the contact area or above the conductor crimp height. CAUTION: Excessive conductor brush extended above the transition/crimp can cause connector water leak by compromising the glands of the matte seal.EXCESSIVE CONDUCTOR BRUSH, CUT SEALS CONDUCTOR BRUSH FLUSH OR BELOW CRIMPBad CrimpGood CrimpCONDUCTOR CRIMP This is the metallurgical compression of a terminal around the wire's conductor. This connection creates a common electrical path with low resistance and high current carrying capabilities. CONDUCTOR CRIMP HEIGHT ⑤ The conductor crimp height is measured from the top surface of the formed crimp to the bottom most radial surface. Do not include the extrusion points in this measurement. Measuring crimp height is a quick, non-destructive way to help ensure the correct metallurgical compression of a terminal around the wire's conductor and is an excellent attribute for process control. The crimp height specification is typically set as a balance between electrical and mechanical performance over the complete range of wire stranding and coatings, and terminal materials and plating. Although it is possible to optimize a crimp height to individual wire stranding and terminal plating, one crimp height specification is normally created. CUT-OFF TAB LENGTH ⑤ This is the material that protrudes outside the insulation crimp after the terminal is separated from the carrier strip. A cut-off tab that is too long may expose a terminal outside the housing, it may fail electrical spacing requirements or could lead to excessive seal tears in matte sealed connectors. In most situations, a tool is setup to provide a cut-off tab that shall not exceed value indicated in table 2, no burrs. CAUTION: Excessive length or burrs can cause connector water leak by compromising the glands of the matte seal. EXTRUSIONS (ANVIL FLASH) These are the small flares that form on the bottom of the conductor crimp resulting from the clearance between the punch and anvil tooling. If the anvil is worn or the terminal is over-crimped, excessive extrusion can result. An uneven extrusion may also result if the punch and anvil alignment is not correct, if the feed adjustment is off, or if there is insufficient/excessive terminal drag. CAUTION: Excessive length or burrs can cause connector water leak by compromising the glands of the matte seal.0.1 mm max.LOWEST POSITION OF CRIMP0.1 mm max.Figure 2REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.6 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONINSULATION CRIMP HEIGHT Insulation crimp heights are specified in section 4.0, table 1. NSCC 1.5 receptacle terminals are designed to accommodate multiple wire ranges and within the terminal range, an insulation grip may not completely surround the wire or fully surround the diameter of the wire, this condition will still provide an acceptable insulation crimp. To evaluate the insulation section cut the wire flush with the back of the terminal. Once the optimum setting for the application is determined it is important to document the insulation crimp height. Then, as part of the setup procedure the operator can check the crimp height. INSULATION POSITION This is the location of the insulation in relation to the transition area between the conductor and insulation crimps. Equal amounts of the conductor strands and insulation needs to be visible in the transition area. The insulation position ensures that the insulation is crimped along the full length of the insulation crimp, and that no insulation gets crimped under the conductor crimp. The insulation position is set by the wire stop and strip length for bench applications. For automatic wire processing applications the insulation position is set by the in/out press adjustment. STRIP LENGTH ⑤ The strip length is determined by measuring the exposed conductor strands after the insulation is removed. The strip length determines the conductor brush length when the insulation position is centered between conductor and insulation crimps. CAUTION: Care must be taken not to leave indentations on the wire surface during the strip and cut operation as this can affect the integrity of grommet to wire seal performance and can cause wire leaks. GRIP INSULATION STEP ⑤ The designed offset between the conductor grip and the insulation grip. Not to be altered by crimp process.Grip Insulation Step4.0 PRODUCT SPECIFICATIONS Terminal crimps were validated per the following standards and specifications: - International wire standard ISO 6722. - PSA wire specification B251110. - RSA wire specification 36-05-009.REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.7 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONTable 1 :TERMINAL Nominal cross section (mm²) 0.35 IR 0.5 IDWIRE Effective cross section (mm²) 0.314 min 0.341 max 0.461 min 0.501 max 0.692 min 0.752 max 0.692 min 0.752 max 0.692 min 0.752 max 1.812 min 1.971 max N/A N/ACONDUCTOR BARREL CCH Insulation diameter 1.25 min 1.40 max 1.40 min 1.60 max 1.60 min 1.80 max 1.99 min 2.15 max 2.10 min 2.25 max 2.50 min 2.80 max N/A N/A CCW (0/+0.05)INSULATION BARREL ICH (± 0.10) ICW (0/+0.05)CRIMPING WIRE / TERMINAL TYPE See picture below Single wire Single wire Single wire Single wire Single wire Single wire Double wire Double wire Minimum pull-out force (N)Material number⑩0.95 ±0.03 1.07±0.05⑩1.60 2.10⑩2.00 2.15⑩2.50 2.50098897110960 7009889711190.75 ID1.10±0.052.102.252.501001.00 IR 1.50 ID 2.00 IR 0988971129 0.35 + 1.00 IR IR 0.35 + 1.00 ID ID1.18 ±0.05 1.38±0.05 1.45±0.05 1.35±0.05 1.35±0.052.10 2.25 2.25 2.25 2.252.40 2.58 2.65 2.64 2.512.50 3.15 3.15 3.15 3.15120 N/A 220 N/A N/ACrimping type : Single WireCrimping type : Double WirePut the smaller wire underneathREVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.8 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATIONTable 2:TERM.Material number098897110909889711190988971129WIRENominal cross section (mm²) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Bend Up Bend Down Twisting Rolling Rear Bell Mouth Front Bell Mouth Cut-off tab length Conductor length / Wire brush Wire strip length Conductor Crimp Height Conductor Crimp Width Insulation Crimp Height Insulation Crimp Width Insulation Grip Step0.350.50 to 1.01.5 to 2.02° MAX 2° MAX 2° MAX 6° MAX Visual control Not required 0.2 MAX 0.2 to 1.0 mm Not to exceed above conductor crimp height 4.50 See Table 1 See Table 1 See Table 1 See Table 1 0.4 ±0.05 mmCustomers are required to complete validation testing if tooling and/or wire specifications are different than above.5.0 REFERENCE DOCUMENTS Reference documentation for general practices are located on the website per the below links: i. Molex Quality Crimping Handbook /images/products/apptool/qual_crimp.pdf ii. Molex-Recognizing Good Crimps , search for Application ToolingREVISION: ECR/ECN INFORMATION: TITLE:BALLON #BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.9 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCAPPLICATION SPECIFICATION6.0 PROCEDURE 6.1 GENERAL MEASUREMENT AND EVALUATION REQUIREMENTS Crimp Height Measurement (Extrusion Evaluation) 1. Complete tool set-up procedure. 2. Crimp a minimum of 5 samples. 3. Place the flat blade of the crimp micrometer (Figure 3) across the center of the dual radii of the conductor crimp. Do not take the measurement near the conductor bellmouth. 4. Rotate the micrometer dial until the point contacts the bottom most radial surface. If using a caliper, be certain not to measure the extrusion points (anvil flash) of the crimp. 5. To check for extrusion (anvil flash) use the caliper (Figure 4) to measure the crimp height. If the caliper measurement is greater than the crimp micrometer measurement the extrusion is not acceptable. CAUTION: Excessive extrusion can cause connector water leak.Figure 3Figure 46.2 CRIMP TOOLING GEOMETRY The crimp tooling information shown below is based on the tooling that Molex used to perform (Crimp performance) and to establish recommended crimp height and widths. The user is responsible for validating crimp performance based on tooling, equipment and wire that is being used.REVISION: ECR/ECN INFORMATION: TITLE:BEC No: G2012-0115 DATE: 2012 / 01 / 27CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #CHECKED BY:SHEET No.10 of 14DOCUMENT NUMBER:CREATED / REVISED BY:APPROVED BY:AS-98897-001A.HERBELINJ.DUCLOSO.PLESSISTEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOCREVISION: ECR/ECN INFORMATION: TITLE:CRIMP SPECIFICATIONNSCC 1.5 RECEPTACLE TERMINAL SHEET No.BEC No: G2012-0115 11 of 14TERMINALMATERIAL NUMBER 0988971109WIRE NOMINAL CROSS SECTION (mm²)0.35CONDUCTOR PUNCH INSULATOR PUNCHCONDUCTOR ANVIL INSULATOR ANVILRECOMMENDED ANGLE CLEARANCE: 3° ±0.15’TOOLING TOLERANCE: SYMMETRY 0.03Figure 5aREVISION: ECR/ECN INFORMATION: TITLE:CRIMP SPECIFICATIONNSCC 1.5 RECEPTACLE TERMINAL SHEET No.BEC No: G2012-0115 12 of 14TERMINALMATERIAL NUMBER 0988971119 WIRE NOMINAL CROSS SECTION (mm²)0.50 to 1.0CONDUCTOR PUNCH INSULATOR PUNCHCONDUCTOR ANVIL INSULATOR ANVILRECOMMENDED ANGLE CLEARANCE: 3° ±0.15’TOOLING TOLERANCE: SYMMETRY 0.03Figure 5bREVISION: ECR/ECN INFORMATION: TITLE:CRIMP SPECIFICATIONNSCC 1.5 RECEPTACLE TERMINAL SHEET No.BEC No: G2012-0115 13 of 14TERMINALMATERIAL NUMBER 0988971129 WIRE NOMINAL CROSS SECTION (mm²)1.50 to2.0CONDUCTOR PUNCH INSULATOR PUNCHCONDUCTOR ANVIL INSULATOR ANVILRECOMMENDED ANGLE CLEARANCE: 3° ±0.15’TOOLING TOLERANCE: SYMMETRY 0.03Figure 5CCRIMP STRAIGHTNESSConductor Punch Insulation PunchConductor & Insulation。