设备生产能力分析表
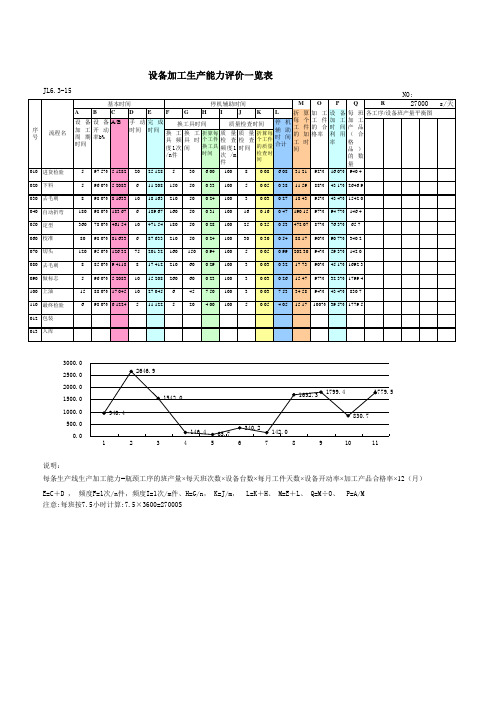
设备加工生产能力评价表
012 包装
013 入库
3000.0 2500.0 2000.0 1500.0 1000.0 500.0
0.0
2646.9
940.4
1
2
1542.0
1692.3 1799.4
1779.5
830.7
146.4 65.7
340.2 142.0
3
4
5
6
7
8
9
10
11
说明: 每条生产线生产加工能力=瓶颈工序的班产量×每天班次数×设备台数×每月工件天数×设备开动率×加工产品合格率×12(月)
060 校准
80 98.0% 81.633 6 87.633 210 50 0.24 100 30 0.30 0.54 88.17 90% 90.7% 340.2
070 切头
120 95.0% 126.32 75 201.32 160 150 0.94 100 5 0.05 0.99 202.30 94% 59.3% 142.0
设备加工生产能力评价一览表
JL6.3-15
NO:
基本时间
停机辅助时间
MO P Q
R
27000
AB CDE F 设 备 每 班 各工序/设备班产量平衡图
序 号
流程名
设 备 设 备 A/B 加 工开 动 周 期 率b% 时间
手动 时间
完成 时间
换工具时间
换 工 换 工 折算每
080 去毛刺
8 85.0% 9.4118 8 17.412 210 60 0.29 100 3 0.03 0.32 17.73 90% 45.1% 1692.3
090 做标志
5 96.0% 5.2083 10 15.208 260 60 0.23 100 3 0.03 0.26 15.47 97% 32.3% 1799.4
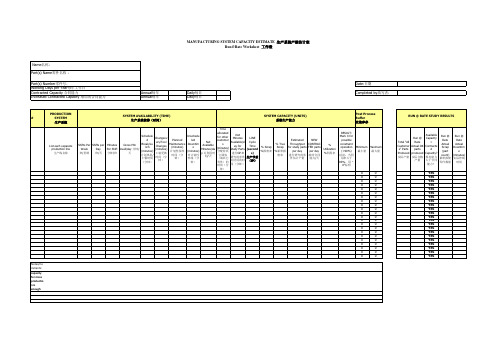
产能分析表-可自动计算
Changeov ers/Tool Changes (minutes) 工装更换 时间(分
钟)
Planned Maintenance
(minutes) 计划性保养 时间(分
钟)
Time
Unschedu led
Downtim e
(minutes) 非计划性 停线(分
钟)
Net Available Minutes/da y 可利用时
capacity for mass productio n is enough
RUN @ RATE STUDY RESULTS
Run @ Total "All Rate Customer Actual OK s" Parts parts Produced produced 实际产量 实际合格
产量
Available Capacity
> Contracte
d Capacity? 现有能力 大于合同
能力?
Run @ Rate Actual Scrap (part count) 累积报废 零件数量
Run @ Rate Actual Downtim
e (minutes) 实际停线
时间
YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES YES
s) 生产节拍
(秒)
钟)
% Scrap %报废率
% True Scrap %累积报 废率
Estimated
NEW
Throughput CONTRAC
for study parts TED parts
产能分析表说明.ppt
• 7、Although the world is full of suffering, it is full also of the overcoming of it.----Hellen Keller, American writer虽然世界多苦难,但是苦难总是能战胜的。20.8.520.8.520.8.5。2020年8月5日星期三二 〇二〇年八月五日
所以,产能分析表是指针对生产能力进行分 析的图表,它包含了投入人员,产出成品数 量,工时及节拍时间等参数
作用
1、根据产能分析表中所提供的工时对供应 商进行报价
2、根据所设定的目标产能预估产品的完成 日期及安排生产排程
3、根据工时确定每个工位的工作内容及投 入的人数及设备数量
4、评估每个工位的负荷,以便保证产线平 衡
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020
• 10、Life is measured by thought and action, not by time. ——Lubbock 衡量生命的尺度是思想和行为,而不是时间。8.5.20208.5.202011:0311:0311:03:1011:03:10
• 11、To make a lasting marriage we have to overcome self-centeredness.要使婚姻长久,就需克服自我中心意识。Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
生产能力证明

2011年5月
50套/日
发动机散热系统
4
冲床
扬州锻压机床有限公司
3
发动机散热系统及配电柜
5
液压板料折弯机
中亚机床制造有限公司
WC67Y/1600KN/4000
091116230
1
2003年11月
100套/日
发电机组底座及防雨罩等
6
液压摆式剪板机
中亚机床制造有限公司
Q712Y-6X4000
09116231
生产能力证明
应附企业的主要生产设备型号、台套数或生产线条数,日平均生产能力、所生产产品的规格型号和相应检测设备(设施)等证明材料(须含电子文档的设备图片、铭牌)。
主要生产设备情况表
序号
设备名称
制造厂
规格型号
主要参数
设备编号
数量
出厂日期
额定产能或单位时间产量
生产产品或部件
备注
1
数控转塔冲
江苏亚威机床股份有限公司
1
±2%
进货检验和机组总装检验
5
外径千
分尺
青海量具刃具有限公司
225-250mm
1
±2%
进Байду номын сангаас检验
6
游标卡尺
上海振兴工具有限公司
200mm
1
±2%
进货检验和机组总装检验
7
绝缘电
阻表
上海仪表厂
500V
1
±2%
测量绝缘电阻
8
声级计
上海航空研究所
JS1006b
1
±2%
测量机组噪声
9
负载柜
星光订制
4000A
1
自卸车生产能力分析

1.1.1.1自卸车生产能力分析
(1)自卸车台班生产率计算公式: Qd=480×q×K×Kt÷t q——运石料车辆的装载容量(m3) K——运石料车辆装石料的换算系数,根据经验,结合本工程地质情况,取 K=0.85 Kt——每台班的时间利用系数,根据经验,取 Kt=0.8 t——自卸车每次运石料循环的延续时间(min),t=运石料距离×2÷重车运 行速度与空车运行速度的平均值+装车所需时间+卸车所需时间+操作所需时间, 根据经验,结合本工程施工道路情况,经计算得: t=20(min)。 (2)自卸车日生产能力计算公式: Q=N×Qd×C N——自卸车数量 C——每天作业台班数(台班),按二班制施工考虑
由以上公式计算得自卸车生产能力见下表:
表 1-1 自卸车日生产能力表
型号
8t 5t
自卸车装载容量 (m3) 5.5 3.5
合计
台班生产率 (m3/台班)
90.0 7
自卸车 数量
30 40 60
日施工 台班数
2 2
日生产能力 (m3) 5400 4560 9960
(3)自卸车生产能力分析 由上表可知,自卸车日生产能力为 9960m3/d。 根据施工进度计划安排,石方车运最大日平均施工强度为 7100 m3/d,有效 工作日按 78%计,折算后施工强度为 9100m3/d,小于 9960m3/d(自卸车日生产 能力),这些车辆均作为料场到码头石料输,堤坝转运另配 5T 自卸汽车 15 辆,
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
SMT统计分析方法五SMT设备生产能力分析表

1 - C 檢討作業時間
0.13S/CHIP 0.13S/CHIP 0.35S/CHIP
檢討機種
177tty(ic)
(1190)275s (1190)270s (455)255s
81
35 2835 800S
設備構成
設備名
DEK I8
YG200
CP45FS CP45NEO KING-8820M
理論作業時間
无
CP60
CP40
CP40
SAMSUNG
0.12S/CHIP 0.22S/CHIP 0.22S/CHIP
0.23S/CHIP 0.45S/CHIP 0.45S/CHIP
8
216
102S
8
216
130S
0.08S/CHIP 0.193S/CHIP 0.179S/CHIP
1 - D 檢討作業時間
0.13S/CHIP 0.39S/CHIP 0.35S/CHIP
檢討機種
100tty(ic)
(560)76s (560)70s (140)77s
36
35 1260 223S
設備構成
設備名
DEK I8
YG200
檢討機種 ATAD10 3.0
(120)55S (96)57S
27
設備構成
設備名
半自动
CP45F
CP40
X
GHale Waihona Puke -800理論作業時間0.193S/CHIP 0.22S/CHIP
2 - B 檢討作業時間
0.39S/CHIP 0.45S/CHIP
檢討機種 ATAD10 3.0
(120)63S (96)67S
CP45FS CP45NEO GS-800
生产能力表 -

注2:每台设备均为加工一个工件
加工能力= 审核
每班工作时间
基本时间+更换废芯作业时间
共 第 修订时间
1 1
页 页
发布时间
一
介绍生产能力表
表头表尾区介绍——“6”
① ②
班组
③
产品型号
④
零部件图号
61560010095BR
⑤
⑥
生产能力表
①
班组 长签 名
单位 铸锻公司安丘厂区
零部件名称 气缸体
⑥
版本 A4
二
生产能力表的作用
结合生产现场理解生产线不平衡
A工序 作业时间 44s B工序 作业时 间60s
C工序 作业时 间45s
问题分析
1、B工序大量积压产品或A工序 长时间等待 2、C工序长时间等待
二
生产能力表的作用
生产线平衡率的计算
对于生产车间(以各工序(线)生产能力表数据模板计算)
X 100% 生产线平衡率= 用时最长工序的作业时间 X 工序数
产能分析表

数量准Leabharlann 确度12
3
4
5
6
7
8
分析结果
通过分析人、机、料、法、环等各类因素,产能满足要求。
拟采取措施
进一步实施现场工艺路径的改善,确保产能最佳。
总体评定
现场符合产品生产的要求。
记录/日期: 评价/日期: 审批/日期:
*******有限公司编号:
产能分析表
序
号
产品名称/型号
生产能力(件)
作业
人员
实际过程能力
cpk
实际仓库场地
主要生产场地面积
M2
实际辅助生产场地面积
M2
现有生产设备工装
实际现有量具/
试验设备
备
注
每班
每月
季度
全年
面积
M2
货架储位
最大储存能力
(件/箱)
名称规格型号
数量台/套
性能精度
计划外停机时间(小时/月)
HTPD压铸车间设备生产能力负荷表23
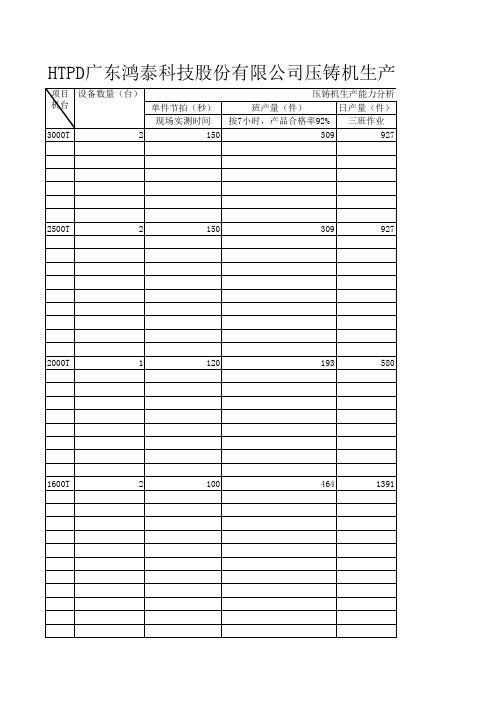
HTPD广东鸿泰科技股份有限公司压铸机生产能
说明:5、年产量统计每年11.5个月计算(除节假日全年合计共0.5个月)。
1、单件节拍:根据压铸梯级产品现场实测节拍时间(秒)
2、班产量统计按每7小时×60分钟×60秒×设备台数÷单件生产节拍×生产合格率92%;
3、日产量统计按每天:班产量×3班作业;
4、月产量统计每月按30天×班产量×设备正常使用有效时间70%(根据2006年5~12月份试
17%;②因模具故障停机损用13%;③新产品项目试模损用10%;④其它损用8%),因此压铸机设备正常使用有效产率
生产能力分析
%;
月份试产实际产能统计,5~12月份2台压铸机的生产梯级8200级,5~12月份2台压铸设备实际运转率为52%,其中不运8%),因此压铸机设备正常使用有效产率最高预测70%;
中不运转停机因素48%:①设备故障维修停机损用。
丰田生产能力分析表

生产线 占有率
=
该当部品 生産能力/月
0
%
生产线 占有率 (%)
×
该当部品 生产能力/月 【H】
=
计时
×60″ 86400 85
22906
48
10994.88
【H】该当部品 生産能力 /月
N-12内示
的高峰 时
-
10995
订单数 6500
瓶 颈 = 月
差异 (+/-)
评估结论:
・ 本公司有充分的生产能力 承接560L备 内罩的生 胎外罩的生 产 产。
实际生产时间/日 分/班 班/日 分/日 ×60″ 480 3 1440
秒/日 【A】
时间 效率 【B】 %
生产 取数(个) 生产数 周期 /1个周期 /日 良品率 【C】秒 【D】 【E】 【F】 80 1 918 96 %
TOTAL 生产能力/日 【G】 881
日数 TOTAL /月 生产能力/月 26
部门名:
560L备胎内罩生产能力评估表
生产部 部: 唐志明
日期:
08年
6月
8日
本公司已将560L备胎内罩纳入先进的生产模式从采购、运输、储存、生产、检验、包装等进行了充分的物质准备和人员分配。 【E】= ×【D】 【G】= 【E】×【F】 【G】×日数/月 主要生产设备是国内先进的全电脑控制海天牌HTF2800X2/J1 2800吨注塑机。 所用模具是带有热浇道系统合格完好的 CHW070915 6 注塑模具。 注塑模具。 该生产系统生产能力的瓶颈点是注塑生产过程,所以以瓶颈工程为依据作如下客观评估:
不 进 入 下 一 过 程
4494.88
・
<生産対応实施后> → ※请记入时考虑加班,休日出勤 等! 稼働時間/日 分/直 直/日 分/日 ×60″ 秒/日 可動率 计划 0
产能分析报告(含附属全套EXCEL表)
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
产能分析表 (2)
产能分析表1. 引言产能分析表是一种用于评估企业或组织生产能力的工具。
通过对各个生产环节进行量化分析,可以帮助企业合理规划生产计划,提高生产效率,降低生产成本,最大限度地发挥企业的生产潜力。
本文档将介绍产能分析表的制作方法和使用步骤。
2. 制作产能分析表2.1. 确定需要分析的生产环节在制作产能分析表之前,首先需要确定需要分析的生产环节。
生产环节可以包括原材料采购、生产加工、产品组装等。
根据企业的具体情况,选择适合的生产环节进行分析。
2.2. 收集生产数据收集生产数据是制作产能分析表的重要步骤。
生产数据可以包括每个生产环节的生产数量、生产时间、生产成本等。
可以通过生产记录、设备监控系统或员工报告等方式收集数据。
2.3. 计算生产能力根据收集到的生产数据,可以计算出各个生产环节的生产能力。
生产能力可以用产量、时间或成本来衡量,具体计算方法可以根据实际情况进行调整。
一般来说,生产能力可以使用以下公式进行计算:产能 = 产量 / 时间2.4. 绘制产能分析表根据计算得到的生产能力数据,可以绘制产能分析表。
产能分析表以表格形式展示各个生产环节的生产能力数据,可以包括产能指标、单位、实际产能、理论产能等。
可以使用Markdown表格语法来编写产能分析表。
3. 使用产能分析表3.1. 评估生产潜力使用产能分析表可以评估企业的生产潜力。
通过对各个生产环节的生产能力进行比较,可以确定生产效率高和低的环节,并找出制约生产能力提升的瓶颈。
根据评估结果,可以采取相应的措施来提高生产潜力。
3.2. 规划生产计划产能分析表可以帮助企业合理规划生产计划。
通过对生产能力数据的分析,可以确定每个生产环节的生产优势和劣势,以及资源的分配情况。
基于这些信息,可以制定出科学合理的生产计划,提高生产效率。
3.3. 优化生产过程通过分析产能分析表中的数据,可以找出生产过程中存在的问题,并采取相应的措施来优化生产过程。
比如,对生产效率低的环节进行改进,优化生产设备,提高资源利用率等。
工程设备生产能力表模板

—
Processing Capacity
自动送(Automatic) 步行时间(Walking)
… ~
计 Total 合计 Grand
Maximum Output: Operators Needed:
Required Output: Takt Time: Operators Needed:
注)改善中根据时间缩短的情况,设定新的时间在备注中写明理由 Note)Revive Times Every Time Kaizen Has Shortened Them And Write The Reason For The New Times In The"Remarks"Column
序号 Step No
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
工程设备生产能力表 TABLE OF PRODUCTION CAPACITY BY PROCESS
新.改2019年7月20号 作成(New.Rev 7/20/2019)
型号
生产线名
Part No
Line Name
品名
最高生产量/
Part Name
日
全1页中1页(Page 1 of 1 ) 现在生产量/日 Current Output/d 必要人工 Workers Needed
工程名称 Process Description
机番 Machine No 步行时间
Walking Time
基本时间/秒BaseManual Task
Time
自动送时间 Auto Run Time
完成时间 Time To Complete
刀具Tools
交换个数 No.Of Pieces