生产能力分析表
【实用文档】IE工程之产能分析表精华版

流水线平面图
线别
6线
适用品名:
xx208 xx208b
序号
工序名
1 涂黄油
2 压中盘轴承
3 套装中上盘
4 安装中盘铆钉
5 安装手柄
6 装弹簧
7 安装旋钮
8 旋旋钮
9 铆铆钉
10 检查平度并矫正
11 绞锥度孔
12 吹铁屑
13 检锥度孔 上油
14 铆马车螺丝
15 表面擦试
16 铆接面涂油漆,贴标
0 2011/11/26
REV 改定日
新规作成
更改内容
朱球
作成
承认
装箱 打包
维修
送
检查
绞深
平度
度孔
并
整平
帶
安装 旋钮
目視總檢
装弹 簧
安装 中盘 铆钉
压中 盘轴 承
压中 盘轴 承
涂黄 油
设备名
压入工装夹具
铆钉机 矫正夹具 绞孔机
ST 3.28 4.60 4.02 5.02 2.67 4.23 5.00 2.67 3.74 3.69 3.85 3.58 3.80 3.71 3.39 5.80 5.50 3.90 5.00 3.58 3.80
17 外观检查
18 维修
19 包装
20 装箱
21 封箱
产能分析表
品名
xx208AA
作业人数
25
生产能力/8H
4220
管理号码: xx-LY-0001
承认
确认
作成
朱球
包装
铆马 车螺 丝
检锥 度孔
/ 上油
吹铁 屑绞深 度孔铆铆旋紧钉旋钮
安装 手柄
生产能力分析表

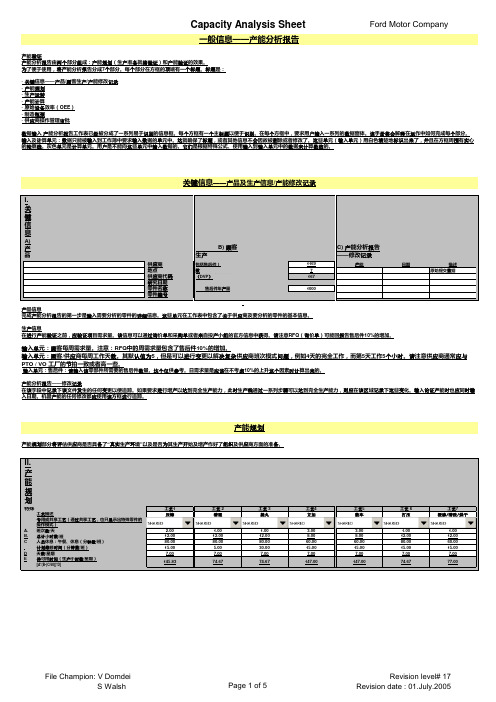
生产系统(独立工序/生产线)每周班次(每周6天计算)每日班次每班工时(分钟)每日总工时计划内停机/用餐(分钟/日)计划内维护保养时间(分钟/日)转产/换模时间(分钟/日)每日净有效工时(分钟)工序标准工时(秒)标准工时内完成数量(个)废品率日生产能力周生产能力月生产能力年生产能力122540108020201010303021%4079244731060491272586122540108020201010303011%20391223653024636293122540108020201010303011%20391223653024636293122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303031%6118367091590731908878122540108020201010303021%4079244731060491272586序号 生产管理工具——生产计划与控制管理生产能力分析表说明:生产能力分析,一般指分析一个生产企业一年或者一个月的总生产能力,是评估改企业产值的一个标准,即分析生产流程,对生、装备负荷能力,人才负荷能能力,场地符合能力等等进行分析归纳。
本文档主要用于分析产品生产线的系统生产能力。
内含自动计算公式,数据为模拟数据。
红色标注部分为自动函数,切勿输入数据。
编制部门: 时间阶段: 至 编制日期:生产系统有效工时系统生产能力,对生产制造能力。
内含自动计算公式,数据:。
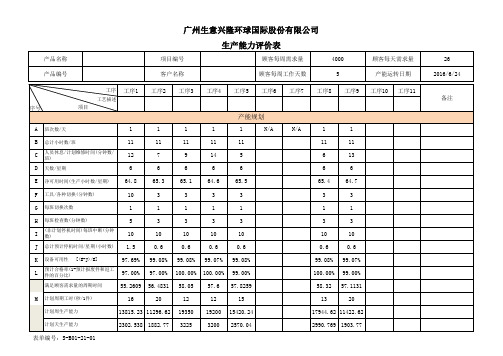
生产能力评价表
统计人/时间 分析人/时间 确认人时间
表单编号:S-B01-21-01
21.6 10883.3333 2176.66667 800 1.72083333 100.0%
12 19530 3906 800 3.8825 100.0%
12.6
15.6
13.8
21
18457.1429 14510.7692 3691.42857 2902.15385 800 800
17060.8696 11091.4286 3412.17391 2218.28571 800 800
AA 高于/低于DPV的百分比 工序产品直通率
3.61428571 2.62769231 100.0% 96.0%
3.26521739 1.77285714 100.0% 100.0%
瓶颈工序
调焦工序
总结分析
1.从上述的数据分析来看,瓶颈工序为调焦工序,产能约为65000Pcs/月,生产饱和时可通 过增加一个调焦工位来扩充产能; 2.防水测试和老化测试,由于测试周期长,不适用于本表中的计算方法,防水测试箱一次 可浸入1000Pcs,每批次测试0.5H,老化测试一次可同时老化850Pcs,每批次老化3H,故该测 试工位的产能饱和度低,现有的设备、设施完全能满足当前的产能需求 3.过去一年的摄像头的峰值月产量约5Wpcs,故现有的摄像头生产线的各工序的产能完全能 满足当前的市场需求
17944.62 11422.62 2990.769 1903.77
表单编号:S-B01-21-01
广州生意兴隆环球国际股份有限公司 生产能力评价表
产能运转
N
生产运转持续时间(分钟数) 总计计划停机(午餐、休息、维
76 14 35 0
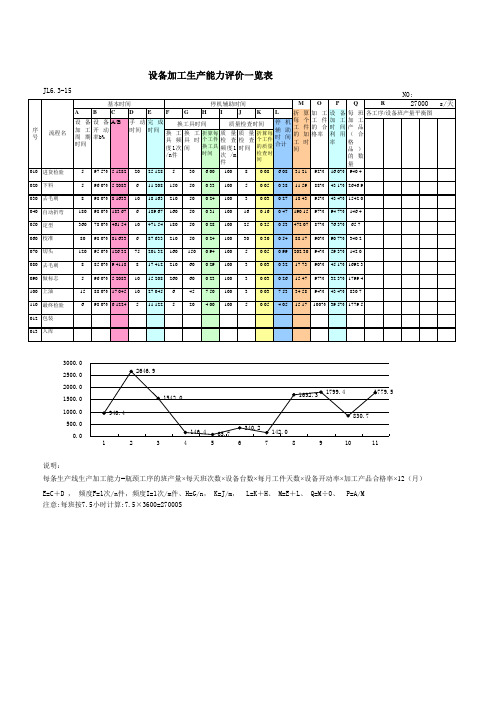
设备加工生产能力评价表
012 包装
013 入库
3000.0 2500.0 2000.0 1500.0 1000.0 500.0
0.0
2646.9
940.4
1
2
1542.0
1692.3 1799.4
1779.5
830.7
146.4 65.7
340.2 142.0
3
4
5
6
7
8
9
10
11
说明: 每条生产线生产加工能力=瓶颈工序的班产量×每天班次数×设备台数×每月工件天数×设备开动率×加工产品合格率×12(月)
060 校准
80 98.0% 81.633 6 87.633 210 50 0.24 100 30 0.30 0.54 88.17 90% 90.7% 340.2
070 切头
120 95.0% 126.32 75 201.32 160 150 0.94 100 5 0.05 0.99 202.30 94% 59.3% 142.0
设备加工生产能力评价一览表
JL6.3-15
NO:
基本时间
停机辅助时间
MO P Q
R
27000
AB CDE F 设 备 每 班 各工序/设备班产量平衡图
序 号
流程名
设 备 设 备 A/B 加 工开 动 周 期 率b% 时间
手动 时间
完成 时间
换工具时间
换 工 换 工 折算每
080 去毛刺
8 85.0% 9.4118 8 17.412 210 60 0.29 100 3 0.03 0.32 17.73 90% 45.1% 1692.3
090 做标志
5 96.0% 5.2083 10 15.208 260 60 0.23 100 3 0.03 0.26 15.47 97% 32.3% 1799.4
8生产组织供应能力分析表
8生产组织供应能力分析表前言生产组织供应能力分析表是一种用于评估生产组织的能力和资源是否能够满足市场需求的工具。
本文将介绍生产组织供应能力分析表的结构、制作方法和应用案例。
结构生产组织供应能力分析表分为三个部分:市场需求分析、生产能力分析和资源供应分析。
市场需求分析市场需求分析是指通过调查、分析市场需求情况,了解目标市场对产品的需求量、需求速度以及其他市场要求的分析。
在分析过程中,需要明确目标市场,细分市场,进行市场调研、访谈等形式收集市场需求数据。
生产能力分析生产能力分析是指通过分析当前生产线的产能和效率,对生产能力进行评估。
生产能力包括生产线的生产速度、生产设备的使用效率、工人的劳动力等方面。
生产能力分析是判断生产组织是否有能力满足市场需求的重要依据。
资源供应分析资源供应分析是指通过分析生产组织的各项资源供应情况,了解资源的稳定性、充足性和可及性。
资源供应分析包括生产原材料、人力资源、财力资源、科技资源等方面。
制作方法生产组织供应能力分析表可使用 Excel 等电子表格软件或在线表格制作工具制作,列出市场需求分析、生产能力分析和资源供应分析三个部分的详细内容,建立多个数据表格,比较数据,评估供应能力的优劣。
制作时需要考虑以下几点:1.界面设计简洁大方,方便查看、编辑和修改。
2.数据格式规范一致,包括文字、数字和统计符号。
3.数据准确性高,需经过多方数据核实,确保数据真实可靠。
应用案例生产组织供应能力分析表可用于任何生产组织,以下以某企业为例,举例说明。
该企业经营家居装饰用品,近期市场需求增长迅速。
针对市场需求情况,该企业对生产组织供应能力进行了分析如下:市场需求分析该企业主要经营市场需求比较稳定的家居装饰用品,目标市场在本地市场占有一定份额。
企业通过定期客户访谈,市场调查等方式,了解了目标市场的刚性需求、个性化需求和成长趋势等信息,对市场需求进行了分析和总结。
生产能力分析该企业拥有一条完整的生产线,其生产速度较快。
产能分析表说明.ppt
• 7、Although the world is full of suffering, it is full also of the overcoming of it.----Hellen Keller, American writer虽然世界多苦难,但是苦难总是能战胜的。20.8.520.8.520.8.5。2020年8月5日星期三二 〇二〇年八月五日
所以,产能分析表是指针对生产能力进行分 析的图表,它包含了投入人员,产出成品数 量,工时及节拍时间等参数
作用
1、根据产能分析表中所提供的工时对供应 商进行报价
2、根据所设定的目标产能预估产品的完成 日期及安排生产排程
3、根据工时确定每个工位的工作内容及投 入的人数及设备数量
4、评估每个工位的负荷,以便保证产线平 衡
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020
• 10、Life is measured by thought and action, not by time. ——Lubbock 衡量生命的尺度是思想和行为,而不是时间。8.5.20208.5.202011:0311:0311:03:1011:03:10
• 11、To make a lasting marriage we have to overcome self-centeredness.要使婚姻长久,就需克服自我中心意识。Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
产能分析报告(含附属全套EXCEL表)
共享设备举例: ·冲压设备 ·喷射模铸机 ·热处理设备
操作模式应仅显示出存在问题零件的真实生产时间。 除了确定产能分析报告中的工艺是否“共享”以外,还应对“共享”设施进行共享产能分析,确定所有福特零件、非福特零件需求量以及杂制造线上生产的其他生产小时数,决定可用产能或时间是否过多。 (共享生产线也可参见附加的excel表)
产能分析报告——修改记录 在该字段中记录下该文件发生的任何变更以便追踪。如果要求进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应在该区域记录下这些变化。输入论证产能时也应同时输 入日期。机器产能的任何修改都应使用该方框进行追踪。
产能规划
产能规划部分将评估供应商是否具备了“真实生产环境”以及是否为其生产开始及增产作好了组织及供应商方面的准备。
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值
工艺 2 清理
7 1.00 12.00 80.00 5.00 7.00 74.67
工艺 3 抛丸
7
1.00 12.00 80.00 30.00 7.00
74.67
工艺4 立加
7
3.00 8.00 60.00 15.00 7.00
147.00
工艺5 数车
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
8.生产组织供应能力分析表
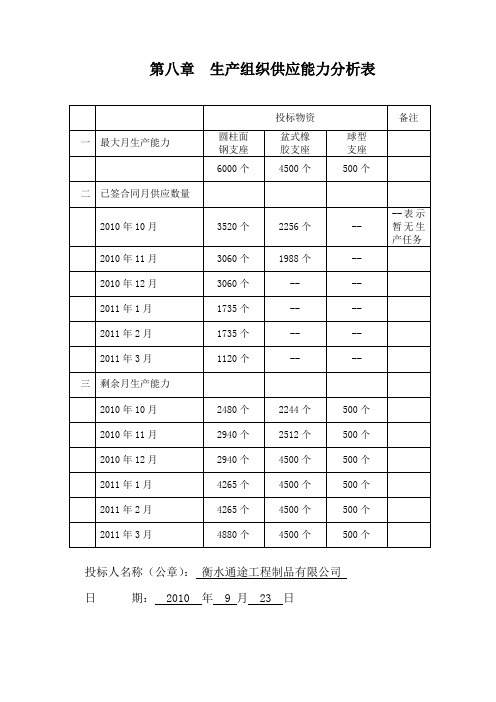
上述统计数量截止至2010年9月23日。
个
1836
324
44
280
按需方通知
6
新建南京至安庆铁路工程
TZYZM圆柱面钢支座
个
736
278
188
90
2010年5月至
2011年10月
7
哈大客专沈阳北站改建工程
TZYZM圆柱面钢支座
个
504
208
96
112
2010年5月至
按需方通知
8
靖宇至松江河线
TZYZM圆柱面钢支座、
铁路桥梁支座(连续梁)
TGPZ-DP
500个
投标人名称(公章):衡水通途工程制品有限公司
日期:2010年9月23日
8.1 正在实施的投标物资合同详细资料
序号
工程名称
物资名称
计量
单位
原合同
数量
已生产
数量已发货数量库存数量交货期
1
汉孝城际
KTPZ盆式橡胶支座
个
5364
1388
556
832
2010年5月至
2010年11月
2
湘桂扩能
改造
KTPZ盆式橡胶支座
个
1032
764
516
248
2010年5月至
2010年10月
3
盘锦港疏港铁路工程
TZYZM圆柱面钢支座
个
1704
260
160
100
2010年7月1日至2011年4月30日
4
新建铁路
自卸车生产能力分析

1.1.1.1自卸车生产能力分析
(1)自卸车台班生产率计算公式: Qd=480×q×K×Kt÷t q——运石料车辆的装载容量(m3) K——运石料车辆装石料的换算系数,根据经验,结合本工程地质情况,取 K=0.85 Kt——每台班的时间利用系数,根据经验,取 Kt=0.8 t——自卸车每次运石料循环的延续时间(min),t=运石料距离×2÷重车运 行速度与空车运行速度的平均值+装车所需时间+卸车所需时间+操作所需时间, 根据经验,结合本工程施工道路情况,经计算得: t=20(min)。 (2)自卸车日生产能力计算公式: Q=N×Qd×C N——自卸车数量 C——每天作业台班数(台班),按二班制施工考虑
由以上公式计算得自卸车生产能力见下表:
表 1-1 自卸车日生产能力表
型号
8t 5t
自卸车装载容量 (m3) 5.5 3.5
合计
台班生产率 (m3/台班)
90.0 7
自卸车 数量
30 40 60
日施工 台班数
2 2
日生产能力 (m3) 5400 4560 9960
(3)自卸车生产能力分析 由上表可知,自卸车日生产能力为 9960m3/d。 根据施工进度计划安排,石方车运最大日平均施工强度为 7100 m3/d,有效 工作日按 78%计,折算后施工强度为 9100m3/d,小于 9960m3/d(自卸车日生产 能力),这些车辆均作为料场到码头石料输,堤坝转运另配 5T 自卸汽车 15 辆,
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
SMT统计分析方法五SMT设备生产能力分析表

1 - C 檢討作業時間
0.13S/CHIP 0.13S/CHIP 0.35S/CHIP
檢討機種
177tty(ic)
(1190)275s (1190)270s (455)255s
81
35 2835 800S
設備構成
設備名
DEK I8
YG200
CP45FS CP45NEO KING-8820M
理論作業時間
无
CP60
CP40
CP40
SAMSUNG
0.12S/CHIP 0.22S/CHIP 0.22S/CHIP
0.23S/CHIP 0.45S/CHIP 0.45S/CHIP
8
216
102S
8
216
130S
0.08S/CHIP 0.193S/CHIP 0.179S/CHIP
1 - D 檢討作業時間
0.13S/CHIP 0.39S/CHIP 0.35S/CHIP
檢討機種
100tty(ic)
(560)76s (560)70s (140)77s
36
35 1260 223S
設備構成
設備名
DEK I8
YG200
檢討機種 ATAD10 3.0
(120)55S (96)57S
27
設備構成
設備名
半自动
CP45F
CP40
X
GHale Waihona Puke -800理論作業時間0.193S/CHIP 0.22S/CHIP
2 - B 檢討作業時間
0.39S/CHIP 0.45S/CHIP
檢討機種 ATAD10 3.0
(120)63S (96)67S
CP45FS CP45NEO GS-800
生产能力评估MCA
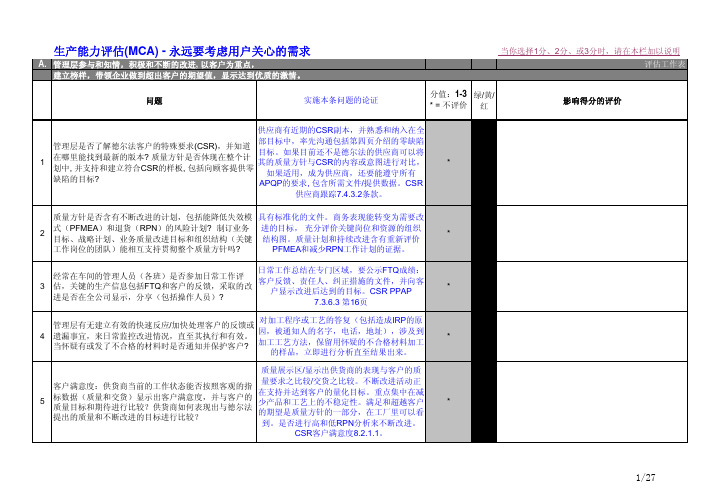
Does a formal and effective sub-tier supplier management process exist? (Delphi's requirements
management, requirements and evidence of the process for validating new suppliers and
Suggested Evidence for Compliance Verification对本列的建议证据
Score 1-3, * = N/A
G/Y/R
OBSERVATIONS THAT IMPACT SCORE影响得 分的观察
Documentation and evidence of sub-tier
对于一个新项目的理解和文件证明,供货商用 现有的EPS,对此提供的理解和其它答复,用
过去的文件也可以作为证明。
*
G
过程控制和作业计划表。有文件显示表明,除
了正常审核外,各级管理层都在各司其职,查
7
管理层能否保证用预防的/积极的方式进行跟踪和改进 (如经常使用像前期预防和内部分级审查之类的重要工 具)?是否明白和贯彻了?为了保证通常的失效模式在 某些地方存在潜在的缺陷,管理层是否定期检讨 PFMEA,并不断改进?
state that Tier 1 suppliers are responsible for the
addressing quality concerns. Sub-tier
quality of the parts/ raw material from their sub-tier suppliers, including customer designated sources, and most questions in this assessment would apply to all sub-tier suppliers.) Does process include sub-tier communications to
产能分析报告(含附属全套EXCEL表)
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产系统(独立工序/生产线)
每周班次(每周6天计算)每日班次
每班工时(分
钟)
每日总工时
计划内停机
/用餐(分钟/日)计划内维
护保养时
间(分钟
/日)
转产/换模时间(分
钟/日)每日净有效工时(分
钟)工序标准工时(秒)标准工时
内完成数
量(个)
废品率日生产能力周生产
能力
月生产能力年生产能
力122540108020201010303021%4079244731060491272586122540108020201010303011%20391223653024636293122540108020201010303011%20391223653024636293122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303021%4079244731060491272586122540108020201010303031%611836709159073190887812
2
540
1080
20
20
10
1030
30
2
1%
4079
24473
106049
1272586
生产管理工具——生产计划与控制管理
编制部门: 时间阶段: 至 编制日期:
系统生产能力
生产系统有效工时
序号说明:生产能力分析,一般指分析一个生产企业一年或者一个月的总生产能力,是评估改企业产值的一个标准,即分析生产流程,对生
、装备负荷能力,人才负荷能能力,场地符合能力等等进行分析归纳。
本文档主要用于分析产品生产线的系统生产能力。
内含自动计算公式,数据为模拟数据。
红色标注部分为自动函数,切勿输入数据。
生产能力分析表
122540108020201010303021%4079244731060491272586
122540108020201010303021%4079244731060491272586总经理审批: 生产部门经理: 制表:
版权所有:
北京未名潮管理顾问有限公司
:,对生产制造能力。
内含自动计算公式,数据。