高频变压器标准工时对照表
变压器档位对照表

变压器档位对照表
变压器档位对照表是指变压器的不同档位和对应的电压输出值的对照关系。
由于不同的设备和行业的需求不同,变压器档位对照表可能会有所不同。
以下是一种常见的变压器档位对照表示例:
档位 | 电压输出值
------- | -----------
1档 | 约210V
2档 | 约220V
3档 | 约230V
4档 | 约240V
5档 | 约250V
请注意,这只是其中一种可能的对照表示例,实际的变压器档位对照表可能会因不同的厂商和设备而有所不同。
使用变压器时,请遵循变压器厂商提供的具体档位和电压输出值对照表。
高频变压器标准工时对照表
3.8 2.4+3/N(若有ARC,增加对应的时间)
包线包胶带
6.0+0.7*N(胶带层数) 5.0+0.5*N(胶带层数) 6 3 5 3 3.5 5.7 5.5/N +6.5 N为每次焊锡的个数,卧式骨架,
包铜箔
自粘
焊铜箔
包线包胶带
手工包胶 手动包胶机 手工包胶
6.0+0.7*N(胶带层数) 5.0+0.5*N(胶带层数) 6.0+0.7*N(胶带层数)
120 90 36 45 51.5 60 51.5 36 72 45 72 60 90 72 60 45 72 51.5 45 36 60 45
18.8 25 62.5 50 43.7 37.5 43.7 62.5 31.3 50 31.3 37.5 25 31.3 37.5 50 31.3 43.7 50 62.5 37.5 50 CNC绕制
绕屏蔽带 绕铜带 0.2mm以上 绕铜带 0.2mm以下 6TS以上 6TS以下 6TS以上 6TS以下 单股 50TS以上
0.2mm表示铜带厚度
N1
Φ 0.15mm 以下 50TS及以下
多股 单股 多股
N2
Φ 0.15mm-0.35mm
单股 51TS以上 多股 单股 51TS及以下 多股 单股 52TS以上 Φ 0.35-0.6mm 52TS及以下 多股 单股 53TS以上 多股 单股
备注
产量 产量 工时(S) (pcs/H) (pcs/H)
备料
穿套管 粘胶 穿套管 拔脚 裁线 划胶片 Φ 1.0mm以上 Φ 1.0mm以下 10mm以上 10mm以下
EE型 备磁芯胶带 PQ型 4TS以上 4TS以下 4TS以上 4TS以下 4TS以上 4TS以下 4TS以上
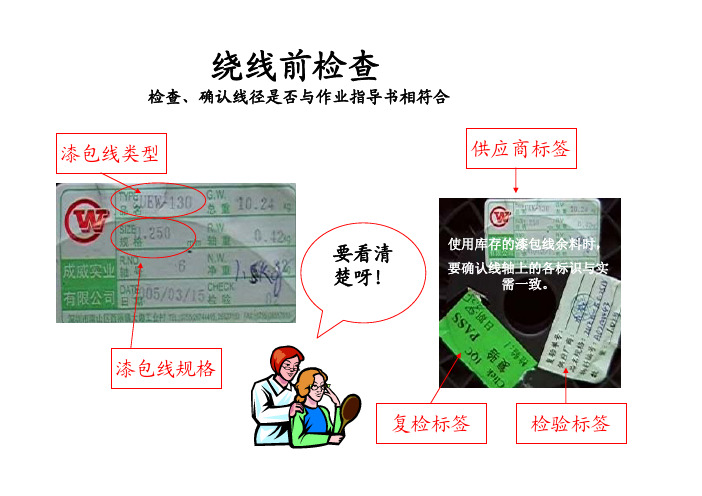
高频变压器作业流程
2.4定位绕线:布线指定在固定的位置,一般分五种情况(如图 6.3)
2.5并绕:两根以上的WIRE同时平行绕同一个绕组或不同的绕 组绕线不可交叉.此绕法大致可分为四种情况:(如图6.4)
3.注意事项: 3.1当起绕和结束出入线在BOBBIN同一侧时,结束端回线前须
贴一块横越胶布作隔离。 3.2出入线于使用BOBBIN之凹槽出线时,原则上以一线一凹
高频变压器制作工艺
图6.7
图6.8
图6.9
图6.10
高频变压器制作工艺
三.包胶带 1.包胶带的方式一般有以下几种.(如图6.12) 2.NOTE:胶带须拉紧包平,不可翻起刺破,不可露铜线.最外层胶带不宜包得太紧,ຫໍສະໝຸດ 免影响产品美观.图6.12
高频变压器制作工艺
四.理线
1,将铜线理直理顺并缠在相应的脚位上. 2,压脚:用斜口钳将铜线缠紧并压至PIN脚底部. 3,剪除多余线头(如图6.13) 4,缠线圈数依线径根数而定.(如图6.14) 5,注意:铜线须紧贴脚根,预计焊锡后高度不会超过凸点;不可
槽方式出线,若同一PIN有多组可使用同一凹槽或相邻的凹
槽出线,唯在焊锡及装套管时要注意避免短路。
高频变压器制作工艺
配网典型检修作业标准工时规范
配网典型检修作业标准工时规范一、配网操作工时配网倒闸操作标准工时为0.5-1小时,对于配网结构较为复杂或者偏远地区的情况,可在标准工时基础上适当增加1.5小时。
二、配电检测工时(一)接地电阻测试配网设备接地电阻测试标准工时为0.5-1小时。
(二)配电变压器负荷测试单台配电变压器负荷测试标准工时为0.5小时。
(三)10kV架空线路登杆检查10kV架空线路登杆检查标准工时为1小时,根据现场实际情况可上下浮动0.5个小时。
三、架空线路(一)开关设备1.10kV柱上开关10kV柱上开关安装标准工时为4-5小时,适现场具体情况可适当减少1-1.5小时。
10kV柱上开关更换标准工时在安装的基础上增加0.5-1小时。
2.10kV柱上隔离开关10kV柱上隔离开关安装标准工时为2.5-3小时,适现场具体情况可适当减少1小时。
10kV柱上隔离开关更换标准工时在安装的基础上增加0.5小时。
3.跌落式熔断器单只跌落式熔断器更换的标准工时为1小时,根据现场实际情况可上下浮动0.5小时。
4.低压刀熔开关单只低压刀熔开关更换的标准工时为1小时,根据现场实际情况可上下浮动0.5小时。
(二)避雷器单只避雷器更换的标准工时为0.5小时。
(三)配电变压器1.杆架式配电变压器单台杆架式配电变压器安装的标准工时为5小时,只更换配变,标准工时减少2小时。
2.配变引流线配变高压侧引流线更换的标准工时为1-1.5小时,低压侧引流线的标准工时在高压侧引流线更换标准工时基础上增加0.5小时。
3.分接开关调整配变分接开关调整工作标准工时为0.5-1小时。
4.绝缘油加注配变绝缘油加注工作标准工时为0.5-1小时。
5.低压配电箱更换低压配电箱更换工作标准工时为2.5-3小时,对于低压用户较多,电缆接入数量大,接线较复杂的总配电箱在进行更换时,工时可适当延长2小时。
(四)电杆1.直线杆(1)10kV单根直线杆更换工作的标准工时为4.5-5小时,根据实际情况可增加1小时;(2)10kV直线杆单只横担更换工作的标准工时为2.5-3小时,根据实际情况可增加1小时;(3)10kV直线杆单只绝缘子更换标准工时为1-2小时,根据实际情况可增加0.5小2.耐张杆(1)10kV单根耐张杆更换工作的标准工时为5小时以上;(2)10kV耐张杆单根横担更换工作的标准工时为3-3.5小时,根据实际情况可增加1小时;(3)10kV耐张杆单只绝缘子更换标准工时为3-3.5小时,根据实际情况可上下1小时。
高频变压器计算表格

ห้องสมุดไป่ตู้
W V V V V mH A A A mm 圈 圈 圈 A A V Ω
min min max VDC 2Vline VDC
V
max DC
2V
max line
D min VRO P *VDC DS min (VDC * DP ) 2 Lp 2 * Pin * f s * K RF )
rms 2
I cap
rms
( IS ) I o
0.36461 0.1786 1.01688
ID I peakVR0 RC Vo o max ds Co f s (Vo VF ) 0.91 Rcs I ds peak
Pin VO *IO
max VDC
Pin *(1 Dch ) 2Vline * 2 f L * CDC
16.4706 77.6548 92.0252 374.71 73.6201 0.82267 0.8949 0.44745 0.32677 0.39464 94.9937 91.4194 23.7419 0.41586
V fL VO IO
输入条件
满载工作频率 初级开关管导通时间的占空比 次级整流管导通时间的占空比 磁芯截面积 磁通摆幅 电感系数 输出整流管压降 输出电容 输出电容等效电阻
C DC f s 55K DP DS 50% Ae
B 0.3
AL
VF CO RC
输入功率 输入bulk电容之纹波电压 最低输入直流电压 最高输入直流电压 反射电压 电感量 初级峰值电流 初级平均电流
1 N p2 Lg 40π A e 1000L p A L L * I peak N p min p ds B * Ae N p *(Vo VF ) Ns = VR0 VCC VFA N AUX * Ns Vo VF
变压器动作分析工时通用表
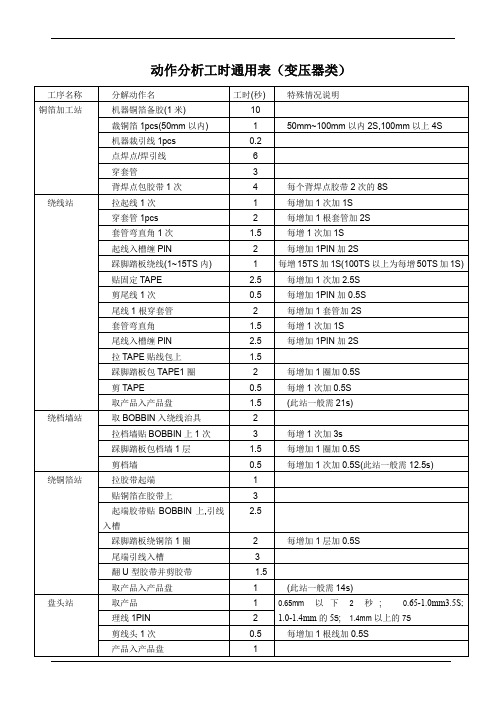
每增加1圈加0.5S
剪档墙
0.5
每增加1次加0.5S(此站一般需12.5s)
绕铜箔站
拉胶带起端
1
贴铜箔在胶带上
3
起端胶带贴BOBBIN上,引线入槽
2.5
踩脚踏板绕铜箔1圈
2
每增加1层加0.5S
尾端引线入槽
3
翻U型胶带并剪胶带
1.5
取产品入产品盘
1
(此站一般需14s)
盘头站
取产品
1
0.65mm以下2秒; 0.65-1.0mm3.5S; 1.0-1.4mm的5S; 1.4mm以上的7S
动作分析工时通用表(变压器类)
工序名称
分解动作名
工时(秒)
特殊情况说明
铜箔加工站
机器铜箔备胶(1米)
10
裁铜箔1pcs(50mm以内)
1
50mm~100mm以内2S,100mm以上4S
机器裁引线1pcs
0.2
点焊点/焊引线
6
穿套管
3
背焊点包胶带1次
4
每个背焊点胶带2次的8S
绕线站
拉起线1次
1
每增加1次加1S
产品入产品盘
0.5
(此站一般需9s)
耐压测试站
取产品排料
0.5
高压测试每排1次
3
每增1次加3s,1排按8pcs计
产品入产品盘
0.5
(此站一般需4s)
成品测试站
取产品放于测试治具上
0.5
测试1次
3
每增加1次加1.5s
取产品入产品盘
0.5
(此站一般需2.5s)
包装站
加工间隔板,内盒,外箱
30
常见电力设备维护工作量、时间与维护人员定额标准
常见电力设备维护工作量、时间与维护人
员定额标准
引言
本文档旨在介绍常见电力设备的维护工作量、维护时间和维护人员定额标准。
通过了解这些信息,电力维护人员可更好地规划和分配工作,确保电力设备的正常运行和维护。
1. 维护工作量
维护工作量是指维护人员需要完成的具体任务数量。
以下是常见电力设备的维护工作量示例:
- 发电机组:清洁滤芯、更换机油、检查冷却系统等。
- 输电线路:检测绝缘物、清理杂草、修复断线等。
- 变压器:检查绕组温度、清理绝缘子、检修冷却器等。
维护工作量应根据设备类型、规模和维护要求进行调整。
2. 维护时间
维护时间是指完成维护任务所需的时间。
以下是常见电力设备的维护时间示例:
- 发电机组:每个月维护2小时。
- 输电线路:每季度维护1天。
- 变压器:每年维护1周。
维护时间应根据设备的工作负荷、使用频率和维护内容计算得出。
3. 维护人员定额标准
维护人员定额标准是指完成维护任务所需的维护人员数量。
以下是常见电力设备的维护人员定额标准示例:
- 发电机组:每台设备配备2名维护人员。
- 输电线路:每10公里配备1名维护人员。
- 变压器:每个变压器站点配备3名维护人员。
维护人员定额标准应根据设备的规模、复杂程度和维护工作量进行评估。
结论
了解常见电力设备的维护工作量、时间和维护人员定额标准对
于规划和分配维护工作至关重要。
维护人员应根据设备类型和要求,合理安排维护工作量、维护时间和维护人员定额标准,以确保电力
设备的正常运行和维护。
流水线插件标准工时

卧式二极管立式二极管直脚瓷片电容
缓冲脚瓷片电容
三极管2.7s
2.6s
2.8s
2.9s
3.0s
涤纶电容1/2W电阻1/4W电阻1W金属氧化膜电阻
碳膜电阻2.9s 3.0s 3.3s 2.8s 2.8s
K脚三极管立式电解电容
立式电解电容
带飞线变压器
LED 3.3s 2.8s 2.89s 3.5s
压敏电阻MOS管带座LED 负极五金弹簧五金3.2s 3.6s 3.7s 4s 4.1s
压件治具AC 五金红黑线四脚电感二脚电感3.5s 4s
2.5
4.5s 3.6s
流水线插件标准工时
1/8W电阻8脚高频变压器USB正极五金负极五金标准工时12s5s4s4s
负极五金电容压敏电阻整流桥堆瓷片电容4s3s3s 4.5s 3.6s
玻璃二极管卧式色环电感IC保险管晶振
3.5s3s4s 3.8 2.8
直插IC名称名称名称名称
3.5s标准工时标准工时标准工时标准工时
制作: 刘雄伟。
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
编制:
审核:
批准:
检修部电气专业制
目录
1.发电机小修标准项目及工时定额 100 工日 2.主变压器小修标准项目及工时定额 65 工日3.厂高变小修标准项目及工时定额 65 工日
4. 除尘变小修标准项目及工时定额 6 工日
5. 高压电动机小修标准项目及工时定额 126 工日 6.低压电动机小修标准项目及工时定额 142 工日 7.低压配电装置小修标准项目及工时定额 63 工日 8.高压配电装置小修标准项目及工时定额 65 工日9.电气设备小修试验标准项目及工时定额 60.6工日
10.厂用干式变小修标准项目及工时定额 6 工日
11.整流变压器小修标准项目及工时定额 48 工日
合计 872.2 工日
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
注:高压电动机检修项目相同,容量不同时,所需工时不尽相同,工时统计如下:
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额
电气设备小修标准项目及工时定额。
标准工时计算表
1.n为纸卡数量。2.使用周转箱时 不含此工时
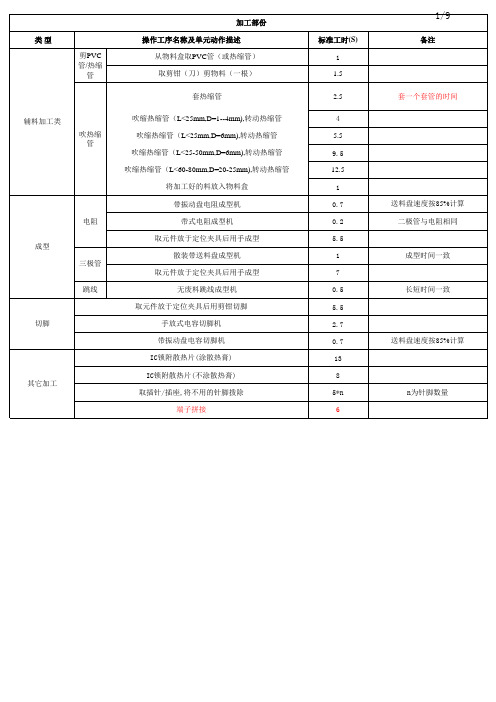
装配部份 类型 操作工序名称及单元动作描述 从拉带(台面)取机,使热缩管处对于风筒口 吹缩热缩管(L<25mm,D=1--4mm),转动热缩管 吹缩热缩管(L<25mm,D=6mm),转动热缩管 吹套管 吹缩热缩管(L<25-50mm,D=6mm),转动热缩管 吹缩热缩管(L<60-80mm,D=20-25mm),转动热缩管 放机板到拉带(台面) 取机板放于台面 从物料盒取扎带到导线处 从物料盒取扎带穿过所扎的导线机板孔处 扎线类 从物料盒取扎带穿过所扎的导线再套胶柱 穿扎带孔,拉紧扎带 取剪钳将扎带剪断,且放回台面 放机板于拉带(台面) 取机板放于台面 取胶壶点红胶到一个螺丝头,并放回胶壶于台面 取胶壶点黄胶到电容处,并放回胶壶于台面 取胶壶点黄胶到线头(插座)处,并放回胶壶于台面 点胶类 取胶枪打熔胶固定一根导线,并放回胶枪于台面 取竹签沾混合胶点到按扭,放竹签于台面 取竹签沾快干胶点到胶件处,放竹签于台面 放机板于拉带(台面) 取机 放入夹具对位好 从物料盒取一粒螺丝放到电批嘴上 机牙 打螺丝,松开电批(L=4~8mm) 自攻牙 锁螺丝类 机牙 打螺丝,松开电批(L=9~19mm) 自攻牙 机牙 打螺丝,松开电批(L=20~30mm) 自攻牙 放机板于拉带(台面) 从拉带取机放于台面 取面片将保护蜡纸撕去并放入废料盒 贴面片 粘贴类 贴贴纸 贴贴纸,并将贴纸贴平 4.5 贴面片 取白布抺平面片,放回抺布 从物料盒(拉带)取贴纸 3 1 2 3.5 5.5 4 1.5 2.5 2.5 2 2 8.5 6 5 1 1 3 2 1.5 9.5 12.5 1 2 1.5 4 5.5 4 4.5 1 2 5 5.5 5 标准工时(S) 3 4 5.5
7/9
600检修工时定额表

5 1
5 1
30000
30000
600-4-6 其他 2000 180 75 800 160
30000
6
6
30000
6004-6001
其 1.封闭母线沉降调整 他 2.进行预防性试验 3.拆解接线、检查及清 扫变压器一次系统配电 的装置及电缆
1 1 1 1 电力电 缆 控制电 缆 变送器 气体在 线监测 滤过器 氢探 消防阀 门 喷头 300m 500m 1套 1只 1只 2只 20只 24 18 30000 30000 40000 6000 120 7200 9000 30000 30000 40000 12000 2400
4 4 4 4
电动机 热继电 器 接触器 油流继 电器 150口 径闸阀
2 3 3 8 4
1000 60 180 300 1400
2000 180 540 2400 5600
导电脂 酒精 带电冲 洗液 白布 润滑脂
5kg 5升 5kg 20m 8kg
400 36 200 15 400
4000 360 1540 2700 8800 1
主变压器工时定额表
定额 编号 系统 和 部件 标准项目名称 在装 量 常用配件 名称 数量 单价(元) 总价(元) 名称 常用消耗材料 物资费(元) 准备 数量 单价(元) 总价(元) 工日 600-4-1 6004-1001 外 壳 和 1.检查和清扫外壳及其 绝 附件,消除渗油、漏油 缘 油 2.检查和清扫防爆管、 压力释放阀、气体继电 器等安全保护装置 3.检查呼吸器 4.检查及清扫油位指示 装置 1 1 1 1 1 1 1 1 1 气体继 电器 微动开 关 呼吸器 油位表 油位表 连杆 1只 1只 1只 1只 1只 3000 20 300 80 280 3000 20 300 80 280 取油样 管 取油样 瓶 变压器 油 1 1 5m 10只 0.2吨 20 12 5000 100 120 1000 硅胶 12瓶 80 960 放气塞 80口径 蝶阀 80口径 闸阀 2只 1 1 24 700 1000 48 700 1000 密封胶 碟型垫 圈 密封垫 电焊条 3支 1套 1套 10根 50 250 350 3 外壳和绝缘油 150 250 350 30 198 950 1350 30 3000 20 1260 80 280 100 120 1000 5 1 5 15 5 1 5 15 20000 20000 1 2 2 5 2000 2 1 2 1 1 4 2 7 4 6 4 14 198 950 1350 30 3000 20 1260 80 280 2100 120 1000 人工工日 基本 工日 人工 单价 配合 总工日 (元) 工日 人工 费 机械费(元) 费用总计(元) 备注 (元)
变压器标准工时汇总
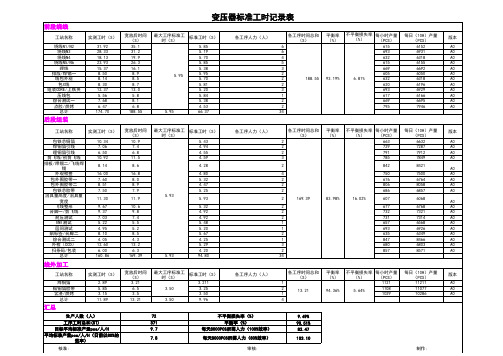
外观检查 包外围胶带一 包外围胶带二 包铁芯胶带 治具量高度/治具量宽度 飞线整形 合脚一/剪飞线 耐压测试 EMI测试 层间测试 贴标签/合脚二 综合测试二 外检(CCD) 扫条码/包装 总计
宽放后时间 (S) 10.9 7.4 6.8 11.5 8.6 16.8 8.0 8.9 7.9 11.9 10.6 9.8 7.4 5.5 5.2 8.5 4.3 13.2 6.3 169.39
最大工序标准工时 标准工时(S) (S) 5.43 4.94 4.55 4.59 4.28 4.80 5.32 4.47 5.25 5.93 5.93 5.32 4.92 4.92 5.48 5.20 5.67 4.25 5.29 4.20 5.93 94.80
各工序人力(人) 2 2 2 3 2 4 2 2 2 2 2 2 2 1 1 2 1 3 2 34
变压器标准工时记录表
前段绕线
工站名称 绕线N1/N2 绕线N3 绕线N4 绕线N5/N6 理线 排版/焊锡一 线包外观 包X线 组装CORE/上铁夹 压线包 综合测试一 点胶/烘烤 总计 实测工时(S) 31.92 28.33 18.13 23.93 15.37 8.50 8.14 8.30 12.37 5.56 7.68 6.47 174.70 宽放后时间 (S) 35.1 31.2 19.9 26.3 16.1 8.9 8.5 8.7 13.0 5.8 8.1 6.8 188.55 最大工序标准工时 标准工时(S) (S) 5.85 5.19 5.70 5.85 5.38 5.95 5.95 5.70 5.81 5.20 5.84 5.38 4.53 5.95 66.37 各工序人力(人) 6 6 4 5 3 2 2 2 3 1 2 2 34 各工序时间总和 (S) 平衡率 (%) 不平衡损失率 每小时产量 (%) (PCS) 615 693 632 615 669 605 6.81% 632 620 693 617 669 795 每日(10H)产量 (PCS) 6152 6931 6318 6155 6692 6050 6318 6196 6929 6166 6695 7946 版本 A0 A0 A0 A0 A0 A0 A0 A0 A0 A0 A0 A0
插件标准工时一览表

名称 标准工时
名称 标准工时
名称 标准工时
三极管 3.0s
碳膜电阻 2.8s
LED 3.5s
弹簧五金 4.1s
二脚电感 3.6s
负极五金 4s
瓷片电容 3.6s
晶振 2.8
名称 标准工时
带座LED 3.7s
负极五金 4s
压件治具 2.5
四脚电感 4.5s
1/8W电阻 标准工时
8脚高频变压器 12s
USB 5s
正极五金 4s
负极五金 4s
电容 3s
压敏电阻 3s
整流桥堆 4.5s
玻璃二极管 3.5s
卧式色环电感 3s
IC 4s
保险管 3.8
直插IC 3.5s
流水线插件标准工时
卧式二极管 2.7s 立式二极管 2.6s 直脚瓷片电容 2.8s 缓冲脚瓷片电容 2.9s
涤纶电容 2.9s
1/2W电阻 3.0s
1/4W电阻 3.3s
1W金属氧化膜电阻 2.8s
K脚三极管 3.3s
立式电解电容 2.8s
立式电解电容 2.8
带飞线变压器 9s
压敏电阻 3.2s
MOS管 3.6s
高频变压器工艺作业标准1(RG)
防微社渐
警钟长呜
L型 薄
T型 厚
套管
热缩套管
互检执行专自检检
包端控胶带
GOOD
OK OK
OK
包端控胶带工艺作业标准要求: 1.规格型号依照作业指导书要求; 2.端控匝数依照作业指导书要求; 3.包端控时可不重叠,允许起头收尾相差0.5-5mm之间; 4.包端控时,不允许包错位,不允许没有靠骨架边包端控带的现象.
套管没有伸 入端控带内
NG
端控带
绕线----跨线绝缘
绕完线后胶带需伸入收尾线下10-15mm做跨线绝缘,收尾胶带要 盖住收尾10-15mm.
跨线绝缘OK
胶带伸到线尾 下10-15mm
跨线绝缘NG
胶带没有伸入到 线尾下10-15mm
最小
绕线----层间绝缘
层间绝缘胶带起到隔离绕组上一层与下一层绕组的隔离
-A,无纺布等.
安全多保看险一眼
无纺布
3M#44
少出多事防故一步
迈拉胶带
按照作业指导书要求检查胶带型号,规格,胶带材质等.
通常材质有 3M#1350, 3M#1351,
1298等
宁愿事前检查 不可事后返工
3M1350F-1
1298
套管 按照作业指导书要求检查套管型号,规格,材质等.
1.套管有铁氟龙套型号和热 缩套管等等 2.铁氟龙套型号有L型和T型
槽口位
内3mm最小 穿套管OK
套管短
直角 端控胶带
绕线----起收线基准
绕线时,所有进出线要成直角,从槽口位平行出来导成直角,而且线不 能悬空.
作业标准能遵守 品质效率不用愁
收线成 直角 直角 OK 90度
收线没 有成直 没有成 角NG 直角
600MW火电机组检修工时定额表

定额 编号
系统 和 标准项目名称 部件 2.检查、修理强迫油循 环泵、油流继电器及其 控制回路、管路、阀门
17520
600-4-4
7280
分接开关 720 45 1400
24800
1
71
72
5000
29800
6004-4001
分 接 开 关 检查、修理有载或无载 分接开关切换装置
3
动ቤተ መጻሕፍቲ ባይዱ头 配件
3
3500
4
4
4000 360 1540
49
50
5000
23900
2.检查、修理强迫油循 环泵、油流继电器及其 控制回路、管路、阀门
4
83
6004-2001
冷 却 系 统
主变压器工时定额表
在装 量 4 4 3.检查、清洗冷却器 小 计 4 常用配件 名称 80口径 蝶阀 80口径 闸阀 数量 单价(元) 总价(元) 4 4 700 1000 2800 4000 名称 回丝 常用消耗材料 物资费(元) 准备 数量 单价(元) 总价(元) 工日 60kg 10 600 3400 4000 18 18 人工工日 基本 工日 人工 单价 配合 总工日 (元) 工日 人工 费 机械费(元) 费用总计(元) 备注 (元)
主变压器工时定额表
定额 编号 系统 和 部件 标准项目名称 在装 量 常用配件 名称 数量 单价(元) 总价(元) 名称 常用消耗材料 物资费(元) 准备 数量 单价(元) 总价(元) 工日 600-4-1 6004-1001 外 壳 和 1.检查和清扫外壳及其 绝 附件,消除渗油、漏油 缘 油 2.检查和清扫防爆管、 压力释放阀、气体继电 器等安全保护装置 3.检查呼吸器 4.检查及清扫油位指示 装置 1 1 1 1 1 1 1 1 1 气体继 电器 微动开 关 呼吸器 油位表 油位表 连杆 1只 1只 1只 1只 1只 3000 20 300 80 280 3000 20 300 80 280 取油样 管 取油样 瓶 变压器 油 1 1 5m 10只 0.2吨 20 12 5000 100 120 1000 硅胶 12瓶 80 960 放气塞 80口径 蝶阀 80口径 闸阀 2只 1 1 24 700 1000 48 700 1000 密封胶 碟型垫 圈 密封垫 电焊条 3支 1套 1套 10根 50 250 350 3 外壳和绝缘油 150 250 350 30 198 950 1350 30 3000 20 1260 80 280 100 120 1000 5 1 5 15 5 1 5 15 20000 20000 1 2 2 5 2000 2 1 2 1 1 4 2 7 4 6 4 14 198 950 1350 30 3000 20 1260 80 280 2100 120 1000 人工工日 基本 工日 人工 单价 配合 总工日 (元) 工日 人工 费 机械费(元) 费用总计(元) 备注 (元)
电器产品工时定额表
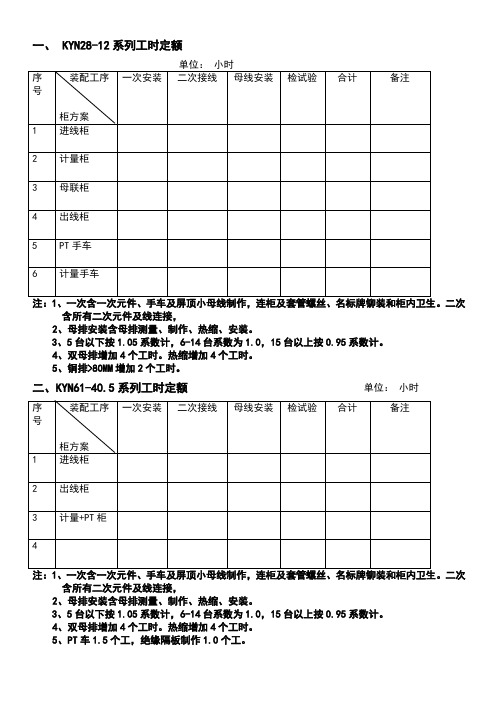
一、KYN28-12系列工时定额
含所有二次元件及线连接,
2、母排安装含母排测量、制作、热缩、安装。
3、5台以下按1.05系数计,6-14台系数为1.0,15台以上按0.95系数计。
4、双母排增加4个工时。
热缩增加4个工时。
5、铜排>80MM增加2个工时。
二、KYN61-40.5系列工时定额单位:小时
含所有二次元件及线连接,
2、母排安装含母排测量、制作、热缩、安装。
3、5台以下按1.05系数计,6-14台系数为1.0,15台以上按0.95系数计。
4、双母排增加4个工时。
热缩增加4个工时。
5、PT车1.5个工,绝缘隔板制作1.0个工。
三、GBC-40.5系列工时定额单位:小时
四、GCS、GCK、MNS系列工时定额单位:小时
2、双母排乘2倍工时,热缩增加4个工时。
五、GBL系列工时定额单位:小时
六、HXGN15-12环网柜系列工时定额单位:小时
七、直流屏系列工时定额单位:小时
八、XL动力箱系列工时定额单位:小时
九、GGD系列工时定额单位:小时
2、母排安装含母排测量、制作、热缩、安装。
3、5台以下按1.05系数计,6-14台系数为1.0,15台以上按0.95系数计。
4、双母排乘2倍工时。
热缩增加4个工时。
5、铜排>80MM增加2个工时。
十、箱变安装工时定额单位:小时
十一、机加工工时定额单位:小时。
变压器标准IE产能工时
1.2*L/10
1.8*l/10
绕铜箔(包括外包胶 带)
14.5+0.5*N(胶带层数)
理线
2.2+2.3*N(PIN脚数)
2.2+3.5*N(PIN脚数)
2.2+6.5*N(PIN脚数)剪飞线2.来自+0.7*N焊锡
5.5/N +6.5
5.5/N1+1.6*N2+6.5
19.2
装磁芯 包磁芯胶带
包自粘铜箔 焊自粘铜箔 包外围胶带 贴标签 整脚 综合测试
如绕线工序要考虑的有机器,线径,骨架大小,类型,产品结构,机器转动速度等,飞线绕组,摆盘等
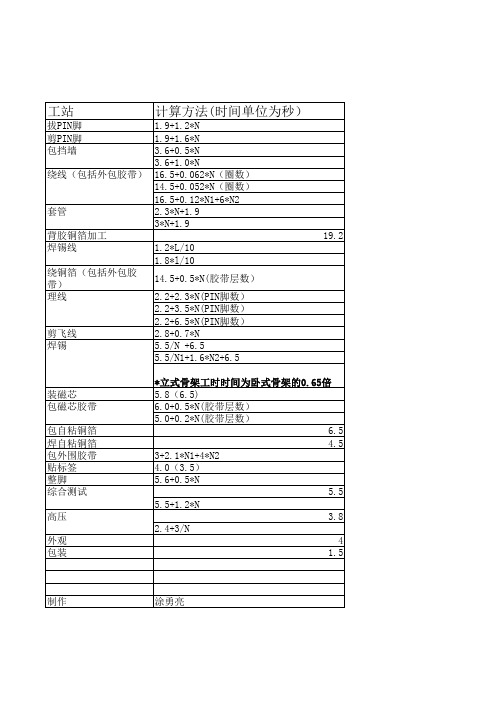
工站
计算方法(时间单位为秒)
拔PIN脚
1.9+1.2*N
剪PIN脚
1.9+1.6*N
包挡墙
3.6+0.5*N
3.6+1.0*N
绕线(包括外包胶带) 16.5+0.062*N(圈数)
14.5+0.052*N(圈数)
16.5+0.12*N1+6*N2
套管
2.3*N+1.9
3*N+1.9
背胶铜箔加工
焊锡线
高压
外观 包装
*立式骨架工时时间为卧式骨架的0.65倍 5.8(6.5) 6.0+0.5*N(胶带层数) 5.0+0.2*N(胶带层数)
6.5 4.5 3+2.1*N1+4*N2 4.0(3.5) 5.6+0.5*N 5.5 5.5+1.2*N 3.8 2.4+3/N
4 1.5
制作
涂勇亮
备注:
有些工站的IE产能是不好定的:如绕线工序要考虑的有机器,线径,骨架大小 故在此说明有些工站的才能仅供参考 以上工时是假定流水线,产品能摆盘的 情形 同一工序因产品差异,作业动作也不同, IE时间也会不同,请知悉
标准工时表
IC锁附散热片(涂散热膏) IC锁附散热片(不涂散热膏) 取插针/插座,将不用的针脚拨除
端子拼接
标准工时(S) 1 5 8
2
8
1 7 0.2
5
备注
1/5
套一个套管的时间 吹一个缩热缩管 送料盘速度按85%计算 二极管与电阻相同
成型时间一致 长短时间一致
2
1
送料盘速度按85%计算
38
5*n
n为针脚数量
10 8 10 4 4 3+1*n 5 7 12 3+1*n
3+0.5*n 2*n 5 5 4 4 1.5 1 3 2
10*(2+0.05n) 5*(2+0.05n) 11 6+4*n 6+4*m+0.5*n 1*n
3/5
n为元件数
锡架可装PCB2-4块 n为需压的元件数 4.5m,炉子长度V为锡炉传送带速
安装类
洗板
抹板
安装跳线帽
安装开关帽
小元件
大元件
外观检查PCB元件面
外观检查PCB锡点面
贴QC贴纸
打检查标记
取板-测试-放板
将板放在气泡袋上包装
折好胶袋,撕一条胶纸封口
纸卡加工
加工卡通箱
折好卡通箱底部,两边及中间封胶纸(长:40cm,宽:20cm) 折好卡通箱底部,两边及中间封胶纸(长:50cm,宽:30cm)
N为需要洗板点
4/5
N为需要抹板点
n为元件数(不含SMT) n为锡点数(不含SMT)
以实测时间为准
1.n为纸卡数量。2.使用周转箱时不 含此工时。3.此工时总数需除以一
箱总数,计算出单个时间。
特殊以实际为主
作业单元标准工时表
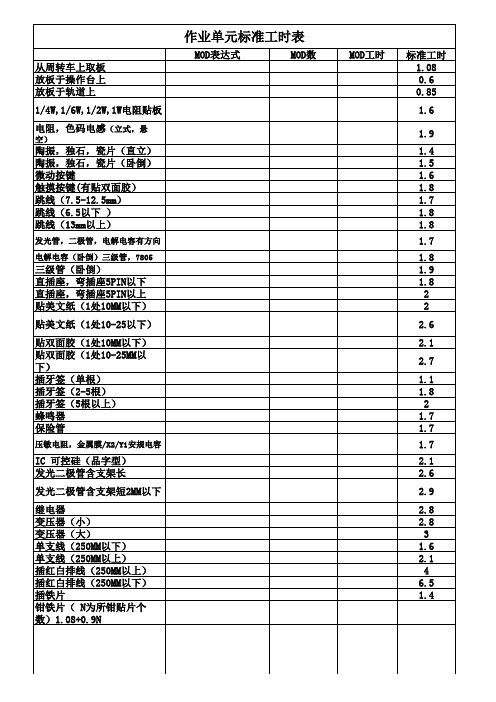
标准工时 1.08 0.6 0.85 1.6 1.9 1.4 1.5 1.6 1.8 1.7 1.8 1.8 1.7 1.8 1.9 1.8 2 2 2.6 2.1 2.7 1.1 1.8 2 1.7 1.7 1.7 2.1 2.6 2.9 2.8 2.8 3 1.6 2.1 4 6.5 1.4
压敏电阻,金属膜/ 压敏电阻,金属膜/X2/Y1安规电容
可控硅(品字型) IC 可控硅(品字型) 发光二极管含支架长 发光二极管含支架短2MM以下 发光二极管含支架短2MM以下 继电器 变压器(小) 变压器( 变压器( 变压器(大) 单支线(250MM以下) MM以下 单支线(250MM以下) 单支线(250MM以上) MM以上 单支线(250MM以上) 插红白排线(250MM以上) MM以上 插红白排线(250MM以上) 插红白排线(250MM以下) MM以下 插红白排线(250MM以下) 插铁片 钳铁片( 为所钳贴片个数) 08+ 钳铁片( N为所钳贴片个数)1.08+0.9N
发光管,二极管, 发光管,二极管,电解电容有方向 电解电容(卧倒)三级管, 电解电容(卧倒)三级管,7805
MOD数 MOD) 直插座,弯插座5PIN以下 直插座,弯插座5PIN以下 直插座,弯插座5PIN以上 直插座,弯插座5PIN以上 贴美文纸( 10MM以下) MM以下 贴美文纸(1处10MM以下) 贴美文纸( 10-25以下 以下) 贴美文纸(1处10-25以下) 贴双面胶( 10MM以下) MM以下 贴双面胶(1处10MM以下) 贴双面胶( 10-25MM以下) MM以下 贴双面胶(1处10-25MM以下) 插牙签(单根) 插牙签(单根) 插牙签( 插牙签(2-5根) 插牙签( 根以上) 插牙签(5根以上) 蜂鸣器 保险管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
18 200 11.3 320
8
400
4N+6
1800/2 2.5N+3. 2880/2 N+3 75 N+3
5.8 6.5
2N+3
3600/2 N+3
需配电感的在已有工时上加15S/PC N表示单个产品点胶点数
5.0+0.5*N(胶带层数) 3.0+0.2*N(胶带层数)
点胶 综合测试
手动点胶
含飞线 不含飞线
4.0+1.1*N(点胶点数数)
5.5+1.2*N 4
N为飞线绕组数 一般产品
高压
需一个一个测试
一排一齐打的情况下,N为摆 一排产品的数量
包线包胶带
手工包胶 手动包胶机
包铜箔
自粘
手工 自动
裸铜/背胶(含治具)
焊铜箔 理铜箔引线 焊铜箔引线 包线包胶带
自粘/裸铜 背胶铜箔
手工包胶 手动包胶机
包外围胶带
双边
2mm以上 2mm及以下
4TS以上 4TS以下 4TS以上
26 18 40
138.5 16.2 200 11.3 90 25
221.6 13 320 9 144 20
400 514 327 400 277 400 180
备注
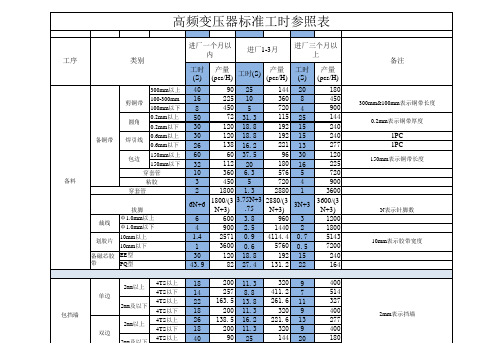
300mm&100mm表示铜带长度 0.2mm表示铜带厚度
1PC 1PC
25 10 5 31.3 18.8 18.8 16.2 37.5 20 6.3 5 1.3
144 20 360 8 720 4 115 25 192 15 192 15 221 13 96 30 180 16 576 5 720 4 2880 1
1800/(3 3.75N+3 2880/(3 N+3) .75 N+3)
手动包胶机 自动包胶机
5.0+0.5*N(胶带层数) 3.0+0.2*N(胶带层数)
贴标签 整脚 综合测试
13以下 13以上
含飞线 不含飞线
4 3.5
5.6+0.5*N
5.5+1.2*N 4
N表示须整脚数
N为飞线绕组数 一般产品
高压
外观 包装
需一个一个测试
一排一齐打的情况下,N为摆 一排产品的数量
3.8 2.4+3/N(若有ARC,增加对应的时间)
手工包胶
3.8 2.4+3/N(若有ARC,增加对应的时间)
6.0+0.7*N(胶带层数) 5.0+0.5*N(胶带层数)
6 3 5
3 3.5 5.7 5.5/N +6.5
6.0+0.7*N(胶带层数) 5.0+0.5*N(胶带层数)
6.0+0.7*N(胶带层数)
N为每次焊锡的个数,卧式骨架,
包外围胶带
挂每个PIN的线径为0.5mm-0.8mm, 根数为1根
剪飞线 2.8+0.7*N
焊锡
5.5/N +6.5 5.5/N1+1.6*N2+6.5
装配
包磁芯胶带
常规
磁芯接触面点胶类
16以上 16以下
手动包胶机 自动包胶机
N为飞线根数
立式骨架工时时间为卧式骨架的0.65倍
N为每次焊锡的个数,卧式骨架,
N1为每次焊锡的个数,卧式骨 架,N2为飞线根数
进厂一个月以 内
进厂1-3月
进厂三个月以 上
工时 (S)
40 16 8 50 30 30 26 60 32 10 3 2
6N+6
6 4 1.4 1 30 43.9
产量 (pcs/H)
工时(S)
产量 (pcs/H)
工时 (S)
90 225 450 72 120 120 138 60 112 360 450 1800
144 4、多股线中有挂多处针脚的,每
120 多挂一处针脚在已有工时上增加 2S/PC。
90 5、以上工时中已包含线包胶带时
144 间。 6、套管:A、2.3*N+1.9(N为套
103 管个数,线径为0.25-0.8mm)B、
90 3*N+1.9(N为套管个数,线径为 0.25mm以下,0.8mm以上)
3600/(3 N+3)
1200 1800 5143 7200 240 164
包挡墙
单边
2mm以上 2mm及以下
4TS以上 4TS以下 4TS以上 4TS以下
18 14 22 18
200 257 163.5 200
11.3 8.8 13.8 11.3
320 9 411.2 7 261.6 11
320 9
150mm表示铜带长度
N表示针脚数 10mm表示胶带宽度
2mm表示挡墙
双边 2mm及以下
4TS以下 30
120 18.8
192 15
绕铜带
N1 N2
N3
绕线
N4
N5 N6
绕铜带
绕屏蔽带 0.2mm以上 6TS以上
6TS以下 0.2mm以下 6TS以上
6TS以下
50TS以上
Φ0.15mm 以下
50TS及以 下
72 40
单股
50
51TS以上
Φ
多股
60
0.15mm--
0.35mm 51TS及以
单股
40
下
多股
50
72 31.3 60 37.5 90 25 72 31.3
115.2 25 96 30 144 20
115.2 25
Φ0.35-0.6mm
52TS以上
52TS及以 下
单股 多股 单股 多股
60 80 50 69.9
骨架大小在16以上,CNC绕制
飞线绕组,N1为圈数,N2为飞线绕组数
240
180 72 90 103 120
103
0.2mm表示铜带厚度
72
144 1、多股线超过5PC的,首先在多 90 股线时的基础上乘以1.1-1.4倍的系
144 数。 2、贴定位胶片在已有工时上加
120 3S/PC。
180 3、有飞线需确定长度的,在已有 工时上加3S/PC。
72
120
90
16.5+0.062*N(圈数) 14.5+0.052*N(圈数)
16.5+0.12*N1+6*N2
2.2+2.3*N(PIN脚数) 理线 2.2+3.5*N(PIN脚数)
2.2+6.5*N(PIN脚数)
挂每个PIN的线径为0.2mm以下,根 数为3根以下
挂每个PIN的线径为0.2mm-0.5mm, 根数为1根,每增加一根线时间系数 增加0.65秒
单股 多股 单股 多股
40 100 80 69.9 60 69.9
100
30
50
90 36 45 51.5 60
51.5
25 62.5 50 43.7 37.5
43.7
36 62.5
72 31.3
45 50
144 20
57.6 50
72
40
82.4 35
96
30
82.4 35
57.6 50
115.2 25
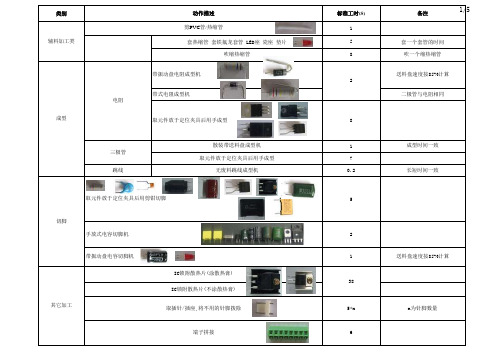
高频变压器标准工时参照表
工序
备料
类别
备铜带
300mm以上
剪铜带 100-300mm 100mm以下
圆角
0.2mm以上 0.2mm以下
焊引线 0.6mm以上 0.6mm以下
包边
150mm以上 150mm以下
穿套管
粘胶
穿套管
裁线
划胶片 备磁芯胶 带
拔脚 Φ1.0mm以上 Φ1.0mm以下 10mm以上 10mm以下 EE型 PQ型
4 1.5
3N+3
600 3.8
960 3
900 2.5
1440 2
2571 0.9 4114.4 0.7
3600 0.6
5760 0.5
120 18.8
192 15
82 27.4 131.2 22
产量 (pcs/H)
180 450 900 144 240 240 277 120 225 720 900 3600
60 37.5 45 50 72 31.3 51.5 43.7
96 30 72 40 115.2 25 82.4 35
单股
80
53TS以上
Φ0.6mm
多股
100
以上
53TS及以
单股
60
下
多股
80
45 50 36 62.5 60 37.5 45 50
72 40 57.6 50
96 30 72 40
骨架大小在16(包括16)以下或是RM,PQ型骨架 CNC绕制