钕铁硼专用切削液
钕铁硼四合一表面处理
钕铁硼除油、除锈、钝化防锈、封孔四合一表面处理
钕铁硼除油:
碱性除油剂,乳化剂,及有机除油等对钕铁硼的腐蚀性很小,除油水洗后容易锈蚀,形成黄颜色的锈膜;
钕铁硼酸洗:
钕铁硼易氧化,钕易吸湿,缩短处理步骤能能减少钕铁硼省耗,对钕铁硼腐蚀较大的环节在酸洗过程中产生,相对稀硝酸+缓蚀剂应用较多,酸洗时间要求短,因稀硝酸具氧化性,易造成钕铁被氧化,稀的硝酸液很快由无色变成黄色,主分是钕及铁的化合物形成;酸洗时间过长,其表面积灰,不易清洗,酸洗后表面处于活化状态,更易锈蚀;
钕铁硼钝化:
钕铁硼的生产工艺不同于不锈钢等通过熔炼形成,主要是制粉粘接及烧结形成,钕、铁、及硼的晶间结构不致密,就是含粘接剂的多微孔材料,强氧化性酸性钝化液只会加大腐蚀;碱性钝化液用于铁基产品(包括不锈钢钝化,效果相对一般),一般的碱性钝化液用于钕铁硼主要还是起暂时性的防锈效果,加封闭处理后,效果可能会更好一些,碱性钝化处理除油、水洗、酸洗、水洗、钝化、水洗等一步不能少,加封闭,甚至用酒精清洗,工时及成本相对较大;磷化用于钕铁硼表面处理,只能起暂时性防锈作用,工艺繁杂;
钕铁硼封孔处理:
钕铁硼封孔主要用于电镀或化学镀前处理,喷漆后出现气泡也需封孔处理;
钕铁硼四合一处理:
基于对钕、铁及制程的分析,开发除油、除锈、钝化防锈、封孔四合一,常温(温度30-40度更好),利用超声波配合钕铁硼四合一处理液做清洗处理,时间一般在10分钟左右,对于表面油脂少,仅呈现浮锈(不是锈斑)的钕铁硼产品做四合一处理很适合,效果优于磷化,很适合后处理工艺(后处理:电镀、化学镀、静电喷涂、环氧树脂);
钕铁硼四合一表面处理针对性就是开发简单有效的前处理,钕铁硼处理工艺越多,省耗就更大;。
钕铁硼专用切削液
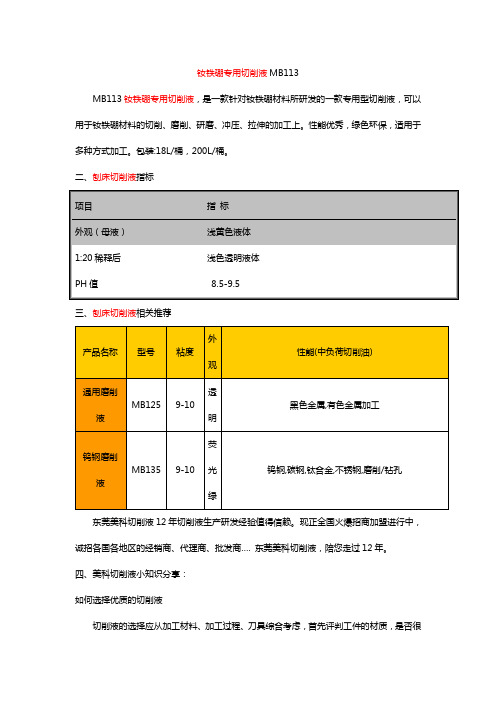
钕铁硼专用切削液MB113MB113钕铁硼专用切削液,是一款针对钕铁硼材料所研发的一款专用型切削液,可以用于钕铁硼材料的切削、磨削、研磨、冲压、拉伸的加工上。
性能优秀,绿色环保,适用于多种方式加工。
包装:18L/桶,200L/桶。
二、刨床切削液指标三、刨床切削液相关推荐东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
四、美科切削液小知识分享:如何选择优质的切削液切削液的选择应从加工材料、加工过程、刀具综合考虑,首先评判工件的材质,是否很硬、是否有可塑性、是否有特殊化学反应?如敏感的铜合金在切削液含活性硫极压剂的情况下会变黑。
纯油常被推荐用来加工黄铜、铝合金;含硫化极压剂的切削油则用于加工碳钢、合金钢、耐热钢和不锈钢。
乳化型含油量高,也被建议用在铝合金切削中; 全合成型是化学溶液,所有添加剂都可溶于水,适合加工碳钢、合金钢; 微乳化型介于两者之间,用于加工铝合金和碳钢。
材料类型较多的工厂使用它,管理较方便。
其次分析加工过程,磨削要求有较高的排热速度,冷却性要好,全合成型非常适用;而拉削要求有较高的润滑性,含添加剂的切削油最合适。
以下列出从高冷却性逐渐向高润滑性过渡的加工过程排序:磨削-锯切-车削-钻削-铣削-镗削-螺纹切削-深孔钻削-滚削-攻丝-拉削。
五、美科切削液格言分享:志气这东西是能传染的,你能感染着笼罩在你的环境中的精神。
那些在你周围不断向上奋发的人的胜利,会鼓励激发你作更艰苦的奋斗,以求达到如象他们所做的样子。
——斯蒂文让自己的内心藏着一条巨龙,既是一种苦刑,也是一种乐趣。
——雨果一个夫越敢于担当大任,他的意气就是越风发。
——班生。
钕铁硼切削液
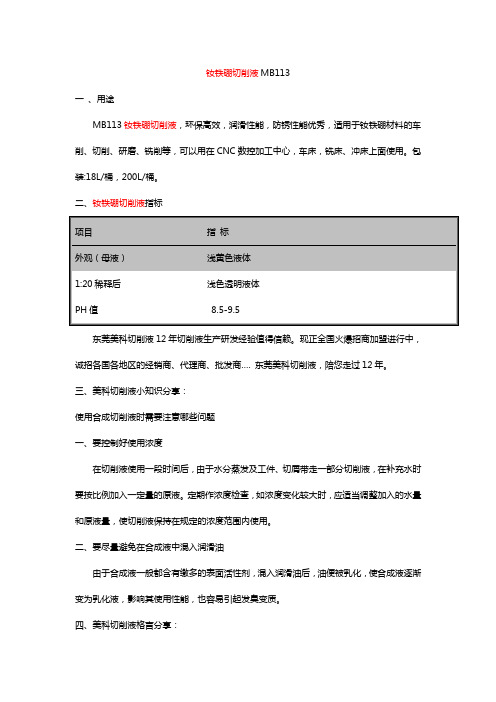
钕铁硼切削液MB113
一、用途
MB113钕铁硼切削液,环保高效,润滑性能,防锈性能优秀,适用于钕铁硼材料的车削、切削、研磨、铣削等,可以用在CNC数控加工中心,车床,铣床、冲床上面使用。
包装:18L/桶,200L/桶。
二、钕铁硼切削液指标
东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
三、美科切削液小知识分享:
使用合成切削液时需要注意哪些问题
一、要控制好使用浓度
在切削液使用一段时间后,由于水分蒸发及工件、切屑带走一部分切削液,在补充水时要按比例加入一定量的原液。
定期作浓度检查,如浓度变化较大时,应适当调整加入的水量和原液量,使切削液保持在规定的浓度范围内使用。
二、要尽量避免在合成液中混入润滑油
由于合成液一般都含有缴多的表面活性剂,混入润滑油后,油便被乳化,使合成液逐渐变为乳化液,影响其使用性能,也容易引起发臭变质。
四、美科切削液格言分享:
面对悬崖峭壁,一百年也看不出一条缝来,但用斧凿,得进一寸进一寸,得进一尺进一尺,不断积累,飞跃必来,突破随之。
——华罗庚
坚硬优质的钢条,是经过千锤百炼而成的;瑰丽美观的贝壳是经过水冲日曝而得的。
我们的意志和毅力也必须在火热的斗争中接受严峻的考验,去接受长期的锻炼。
只有这样才能使自己在困难面前,永远热情奋发,斗志昂扬。
——加里宁。
钕铁硼电镀表面处理剂
钕铁硼表面处理一,钕铁硼酸洗除锈、除黑色氧化皮:3-5%工业硝酸浸泡震荡,超声波清洗;二,钕铁硼酸洗后防锈抗氧化处理:钕铁硼酸洗水洗后浸入MJ689、MJ670浸泡皮膜处理,均匀银白色表面,防锈效果行业领先,非常适用后期环氧、电泳、喷涂、镀锌、镀镍加工;三,钕铁硼镀镍助剂:半光泽镍光泽剂型号:MJ810成份:配位促进剂;性能特点:高平整性,镀层皮膜电位稳定性极好; 使用范围:适用于高耐蚀要求的半光泽电镀镍产品;环境安全:该液为环保水溶性处理液;作业环境友好;不含甲醛;符合RoHS 六项标准,不含铅、铬、汞、镉;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;半光泽镍麻点屏蔽剂型号:MJ816A 成份:配位促进剂;性能特点:抑制针孔\麻点产生; 使用范围:半光泽镍;环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;光泽镍光泽剂型号:MJ812 成份:配位促进剂;性能特点:光泽范围广泛,宽电流域,光泽佳,对杂质具屏蔽功效,平润度好; 使用范围:滚镀挂镀均适用;环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;光泽镍麻点屏蔽剂型号:MJ816B 成份:配位促进剂;性能特点:抑制针孔\麻点产生;使用范围:不易搅拌,电流浓度高的浴均有极好的麻点屏蔽效果; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;光泽镍皮膜平整剂型号:MJ820 成份:配位促进剂;性能特点:防止皮膜因高电流烧焦、电着皮膜的恶化; 使用范围:光泽镍;环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;镀镍变色防止剂型号:MJ817 成份:配位促进剂;性能特点:防止皮膜变色,防止红绣产生; 使用范围:半光泽镍及光泽镍; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;镀镍平润剂型号:MJ830 成份:配位促进剂;性能特点:镜面镍皮膜;使用范围:半光泽镍及光泽镍; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;镀镍杂质屏蔽剂型号:MJ831 成份:配位促进剂;性能特点:去除镍浴中的铜、锌、亚铅等杂质; 使用范围:半光泽镍及光泽镍; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;钕铁硼镀镍后助剂镀镍封闭剂型号:M630T 成份:配位促进剂;性能特点:镀镍后封闭处理,耐蚀可提高1-3倍以上; 使用范围:镀镍后处理;环境安全:符合RoHS 六项标准;使用说明:浸泡、稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;四,钕铁硼镀锌助剂:黑色皮膜钝化剂型号:MJ870成份:配位促进剂;性能特点:化成黑色均匀,耐摩擦、耐腐蚀性等同6价铬处理; 使用范围:镀锌后黑色皮膜化成; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;碱性镀锌光泽剂型号:MJ860成份:配位促进剂;性能特点:平润,光泽范围广泛,皮膜附着性好; 使用范围:碱性镀锌,滚镀、挂镀均适用; 环境安全:符合RoHS 六项标准;使用说明:稀释添加;包装与存储:25KG桶;存放在于室内阴凉处,密封;镀锌封闭剂 MJ630。
环保型水基切削液的研究现状及其在烧结钕铁硼磁体后加工中的应用
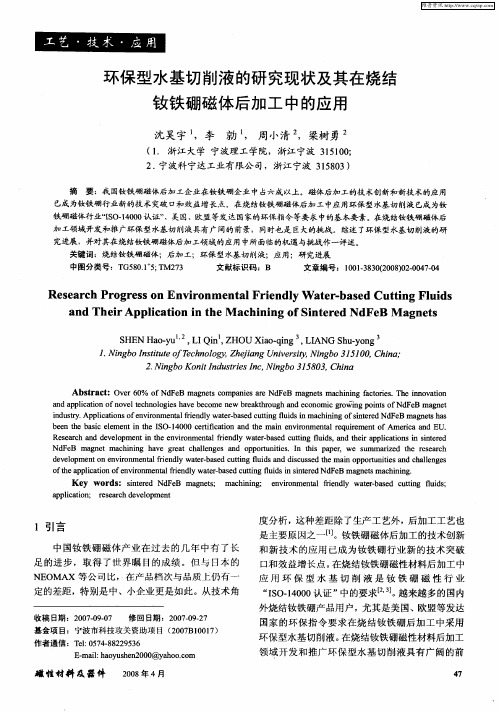
关键词 :烧结钕铁硼磁体 ;后加 工;环保型水基切 削液;应 用;研 究进展 中图分类号 :T 5 015 T 7 G 8 . ; M2 3 + 文献标识码 :B 文 章编 号:10 .8 02 0 )20 4 . 0 13 3 (0 80 .0 70 4
i d s y Ap l ai n f n i n e t l re dy wae - a e u t g f i si c i i g o tr d Nd e ma esh s n u t . p i to s v r m na i n l t rb s dc t n u d ma h n n f i e e F B g t a r c o e o f i l n s n n
b e h a i l me ti e I O- 4 0 e t ia i n a d t e man e v r n n a e u r me t o e n t e b sc e e n n m S 1 0 0 c r f t o n h i n io me t l q i ic r e n fAme c d EU i r aa n
摘 要 :我 国钕铁 硼磁体后加 工企 业在钕铁硼企 业 中占六成 以上 。磁体 后加 工的技术创新和新技 术的应 用
已成 为钕铁硼行 业新 的技术 突破 口和效 益增长点 。在 烧结钕铁硼磁体后加 工中应用环保型水基切 削液 已成 为钕
铁硼 磁体行业“ O 100 I - 0 认证” 美 国、 S 4 、 欧盟等发 达国家的环保指令等要求 中的基本要素 。 烧结钕铁硼磁体后 在Байду номын сангаас
金属切削加工液分类

金属切削加工液分类金属切削加工液是一种在金属切削加工过程中起到冷却、润滑和清洗作用的液体。
根据其成分和性能的不同,可以将金属切削加工液分为以下几类:1. 水溶性切削液水溶性切削液是由水和一定比例的添加剂混合而成的。
添加剂可以包括冷却剂、润滑剂、清洗剂等。
水溶性切削液具有良好的冷却性能,可以有效降低切削过程中的温度,减少工件的变形和加工表面的烧伤。
此外,水溶性切削液还具有良好的润滑性能,能够减少切削力和切削热,延长刀具寿命。
然而,水溶性切削液在使用过程中需要频繁更换,且对环境污染较大。
2. 溶剂型切削液溶剂型切削液是由有机溶剂和添加剂混合而成的。
有机溶剂可以是石油醚、酮类、醇类等。
溶剂型切削液具有良好的润滑性能和冷却性能,但其挥发性较大,易燃易爆,使用时需要注意安全。
3. 乳化型切削液乳化型切削液是由油和水以及乳化剂混合而成的。
乳化型切削液既具有油性切削液的润滑性能,又具有水性切削液的冷却性能。
乳化型切削液使用方便,不易挥发,具有较好的经济性。
但由于其含水量较高,容易引起刀具生锈,需要注意防护。
4. 高压切削液高压切削液是一种专用的切削液,适用于高速、高温和高切削负荷的加工。
高压切削液具有良好的润滑性能和冷却性能,能够有效降低切削温度,提高加工质量和切削效率。
但高压切削液的成本较高,使用时需要根据具体加工情况进行选择。
金属切削加工液在金属加工中起到至关重要的作用。
正确选择和使用切削液可以提高加工效率,延长工具寿命,改善加工表面质量。
因此,企业在选择切削液时应根据加工工艺要求、材料和切削条件等因素进行综合考虑,并遵循环保节能的原则。
锯床专用切削液MB-122

锯床专用切削液MB-122一、用途MB-122锯床专用切削液是一款专用于锯床上面加工不锈钢、铜材、铝合金、铸铁、合金钢等金属的切削液。
润滑和冷却性能好,防锈性佳,特别适用在锯床上。
二、锯床专用切削液理化指标三、锯床专用切削液相关推荐东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
四、美科切削液小知识分享:如何选择切削液品种就一般情况而言,主要有加工工艺及相关条件、对加工产品质量要求、职业安全卫生、废液处理、有关法规的规定、经济性等影响着切削液的选择,其中最基本的应考虑以下五个方面:1、加工方法选定切削油,必须首先考虑加工方法。
金属切削作业形式,按苛刻程度由易至难的顺序排列如下:磨削、锯削、车削、刨削、铣削、钻孔、铰削、高速浅进刀车螺纹、用成形刀具车螺纹、镗孔、深孔钻、切齿、螺纹加工、攻螺纹、外拉削、内拉削。
在作业苛刻程度较小,速度较高、工件材料可加工率较高,以及要求散热快的工况下,应选择冷却性能好的水基产品。
作业条件苛刻、速度低,工件材料难于加工及要求加工表面粗度值小的情况下,润滑性更重要,应优先使用油基产品。
2、被加工件材质被加工件材质不同,如不锈钢、耐热钢等硬质材料,与铜、铝等软质材料比较,使用的切削油剂是不一样的。
3、切削条件切削条件,包括切削速度、背吃刀量、切削方向等。
一般来讲,使用高速钢刀具进行低速切削时,选择油基产品;使用硬质合金刀具进行高速切削时,选择水基产品。
在主要希望提高加工效率时,选择水基产品。
五、美科切削液格言分享:每个人都有一定的理想,这种理想决定着他的努力和判断的方向。
就在这个意义上,我从来不把安逸和快乐看作是生活目的本身----这种伦理基础我叫它猪栏的理想。
--------爱因斯坦希望是生命的源泉,失去它生命就会枯萎。
------富兰克林必要是最确切的理想。
-------石川喙木。
钕铁硼表面处理材料1
钕铁硼
钝化剂
封闭剂
定向产品
钕铁硼表面处理制剂
钕铁硼表面钝化处理制剂
2系产品如下:
Royce-2017钕铁硼专用钝化剂
特性 经Royce-2017钕铁硼专用钝化剂 处理后的产品,外观呈基体银亮 本色。表面具有优异的导电性、 润湿性。耐腐蚀性一般,中性盐 雾20分钟、国标湿热120小时。特 别适合特别适合电泳、喷涂前防 腐处理。
钕铁硼表面钝化处理制剂
3系产品如下:
Royce-3903钕铁硼专用钝化剂
特性 经Royce-3903钕铁硼专用钝化剂 处理后的产品,无需水洗,直接 吹干烘烤。外观呈蓝紫色。表面 具有优异的导电性、润湿性。耐 腐蚀性优,中性盐雾180分钟、国 标湿热120小时。特别适合黑片出 货防腐处理。
钕铁硼表面处理制剂
钕铁硼表面封闭处理制剂
7系产品如下:
Royce-7896钕铁硼专用封闭剂
特性 经Royce-7896钕铁硼专用封闭剂 处理后的产品,无需水洗,直接 吹干烘烤。外观呈灰色。表面耐 腐蚀性优,中性盐雾70分钟、国 标湿热120小时。特别适合黑片出 货防腐处理。也可以用于镀锌后 的封闭处理,能提高中性盐雾性 0.5倍以上。
钕铁硼表面处理制剂
钕铁硼表面钝化处理制剂
3系产品如下:
Royce-3901钕铁硼专用钝化剂
特性 经Royce-3901钕铁硼专用钝化剂 处理后的产品,外观呈蓝紫色。 表面具有优异的导电性、润湿性 。耐腐蚀性优,中性盐雾80分钟 、国标湿热96小时。特别适合电 泳、电镀、喷涂前防腐处理。
钕铁硼表面处理制剂
切削液分类

切削液分类
切削液是用于切削加工过程中,用于冷却、润滑、清洗和防腐蚀的专用液体。
根据其成分和性质的不同,可以将切削液分为以下几类:
1. 矿物油型切削液:主要由石脂、矿物油和添加剂等组成,具有良好的润滑性和冷却性能。
适用于重负荷、重切削加工的钢铁和有色金属材料。
2. 合成液型切削液:由人工合成的有机液体和添加剂组成,具有较高的切削性能和较长的使用寿命。
适用于高速、高温、高精度的加工过程。
3. 水溶性切削液:由水和添加剂(如酸碱盐等)组成,可与水混合形成乳状液。
可有效冷却和润滑切削过程,并易于清洗。
适用于大部分金属材料的切削加工。
4. 脂态切削液:由脂肪酸、草酸和添加剂组成,具有良好的润滑性能和防锈性能。
适用于低切削速度和脉冲切削条件下的加工。
5. 固体切削液:由固体颗粒和添加剂组成。
在使用前需与水混合形成悬浮液。
适用于重切削过程和对环境要求较高的场合。
6. 仿真切削液:由有机溶剂和添加剂等组成,无水配方,适用于对切削液残留敏感的装配和涂漆等特殊需要。
这些不同类型的切削液具有各自的特点和应用范围,切削加工过程中的具体要求和材料特性决定了选择合适的切削液类型。
金属切削液MSDS
金属切削液MSDS
1. 产品概述
金属切削液是一种用于金属切削和加工过程中的润滑剂和冷却剂。
它由多种化学物质组成,能够有效地减少摩擦和热量产生,保护工件并提高切削效果。
2. 组成成分
该金属切削液的主要成分包括:
- 润滑剂:用于减少金属工件与刀具之间的摩擦,提高切削的顺畅性。
- 冷却剂:用于吸收切削过程中产生的热量,保持刀具和工件的温度在安全范围内。
- 抗氧化剂:用于延长金属切削液的使用寿命,防止氧化和污染。
3. 使用方法
使用金属切削液时,请遵循以下步骤:
- 将切削液均匀地涂抹在金属工件和刀具上。
- 在切削过程中,定期检查金属切削液的使用情况,并根据需
要进行补充。
- 使用后,请将金属切削液存放在干燥、阴凉的地方,避免阳
光直射。
4. 安全注意事项
- 在使用金属切削液时,请佩戴适当的防护眼镜、手套和服装,以免发生接触或溅射伤害。
- 避免吸入金属切削液的蒸汽或喷雾。
如不慎吸入,请及时离
开工作区域,并向新鲜空气中呼吸。
- 如意外接触金属切削液,立即用大量水冲洗受影响的部位,
并寻求专业医疗救助。
5. 废弃处理
请将用过的金属切削液妥善处理,遵循当地环保法规。
不要将
其倾倒在地面、排水渠或污水系统中。
请注意:本文档中的信息仅供参考,如需了解更详细的技术和
安全信息,请参阅产品提供的材料安全数据表(MSDS)。
环保型钕铁硼电镀剂的开发过程及应用探究

环保型钕铁硼电镀剂的开发过程及应用探究
张明鑫;曾庆业
【期刊名称】《天津化工》
【年(卷),期】2024(38)1
【摘要】在常规钕铁硼电镀剂的开发工艺中,pH值的选择以强酸环境为主,降低了镀层的耐腐蚀性能,因此提出对环保型钕铁硼电镀剂的开发过程及应用进行探究。
首先确定基础镀液中的所需组分,其次确定电镀剂的制备温度为40~45℃,pH值为4~5,选择聚乙二醇为电镀添加剂,最后根据电镀剂的制备工艺,完成钕铁硼电镀剂的开发。
在盐雾腐蚀和浸渍腐蚀中验证电镀剂的应用效果,实验组在两种腐蚀作用下,都体现出优秀的耐腐蚀性能,说明所开发的电镀剂的应用较为广泛。
【总页数】4页(P109-112)
【作者】张明鑫;曾庆业
【作者单位】包头天和磁材科技股份有限公司
【正文语种】中文
【中图分类】TQ016
【相关文献】
1.环保型水基切削液的研究现状及其在烧结钕铁硼磁体后加工中的应用
2.环保型电镀前沿技术的应用
3.环保型电镀锡工艺及产品在梅钢的应用
4.国家电镀技术生产力促进中心研制成功环保型铝合金除垢剂
因版权原因,仅展示原文概要,查看原文内容请购买。
钕铁硼切削液安全操作及保养规程

钕铁硼切削液安全操作及保养规程钕铁硼切削液已被广泛用于金属切削加工行业,在提高加工效率的同时,也对操作人员的安全带来了挑战。
为了确保工作安全,本文将介绍钕铁硼切削液的安全操作及保养规程。
安全操作规程1. 穿戴防护设备使用钕铁硼切削液时必须穿戴好个人防护设备,如手套、防护眼镜、防护服等。
这些设备可以有效减少切削液对肌肤和眼睛的侵害,避免因操作不当而导致的伤害。
2. 使用规定浓度在使用钕铁硼切削液时,必须按照规定的浓度加水。
不要随意增加或减少切削液的浓度,否则可能会影响切削液的作用和安全性能。
3. 定期更换切削液钕铁硼切削液在使用一段时间后会失去其性能,因此必须定期更换。
如果切削液被污染或变质,应及时更换。
4. 确保通风良好在使用钕铁硼切削液时,应保持工作区域的通风良好。
切削液挥发后会产生有害气体,对人体健康造成危害。
保持通风良好能够有效减少切削液产生的有害气体对操作人员的影响。
5. 防止溅出在使用钕铁硼切削液时,应注意防止液体的溅出。
切削液一旦溅出,可能对周围环境和操作人员造成伤害,由此应在工作区域设置防溅板,控制液体的流动。
切削液保养规程1. 定期检查切削液对于长期使用的钕铁硼切削液,应定期进行检查,确保其性能不受损。
检查的内容包括切削液的颜色和浑浊程度、PH 值,以及残留物和微生物数量等。
2. 维护切削液的浓度和 PH 值在使用钕铁硼切削液时,必须确保其浓度和 PH 值维持在一个适当的范围内。
保持浓度和 PH 值的恒定能够避免因切削液性能出现波动而影响加工质量。
3. 清理槽底和管路长期使用切削液后,槽底和管路可能会存积污垢和微生物,应定期进行清理,以保障切削液的使用效果和安全性。
4. 防止受潮和污染未使用的钕铁硼切削液必须保持密封,避免受潮和污染。
在储存过程中要保持清洁和干燥的环境。
总结正确使用和保养钕铁硼切削液是保证加工质量和工作安全的重要保障。
在操作时应穿戴好防护设备,按规定浓度加水,保持通风良好,并注意防止液体溅出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钕铁硼专用切削液MB113
MB113钕铁硼专用切削液,是一款针对钕铁硼材料所研发的一款专用型切削液,可以用于钕铁硼材料的切削、磨削、研磨、冲压、拉伸的加工上。
性能优秀,绿色环保,适用于多种方式加工。
包装:18L/桶,200L/桶。
二、刨床切削液指标
三、刨床切削液相关推荐
东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
四、美科切削液小知识分享:
如何选择优质的切削液
切削液的选择应从加工材料、加工过程、刀具综合考虑,首先评判工件的材质,是否很
硬、是否有可塑性、是否有特殊化学反应?如敏感的铜合金在切削液含活性硫极压剂的情况下会变黑。
纯油常被推荐用来加工黄铜、铝合金;含硫化极压剂的切削油则用于加工碳钢、合金钢、耐热钢和不锈钢。
乳化型含油量高,也被建议用在铝合金切削中; 全合成型是化学溶液,所有添加剂都可溶于水,适合加工碳钢、合金钢; 微乳化型介于两者之间,用于加工铝合金和碳钢。
材料类型较多的工厂使用它,管理较方便。
其次分析加工过程,磨削要求有较高的排热速度,冷却性要好,全合成型非常适用;而拉削要求有较高的润滑性,含添加剂的切削油最合适。
以下列出从高冷却性逐渐向高润滑性过渡的加工过程排序:磨削-锯切-车削-钻削-铣削-镗削-螺纹切削-深孔钻削-滚削-攻丝-拉削。
五、美科切削液格言分享:
志气这东西是能传染的,你能感染着笼罩在你的环境中的精神。
那些在你周围不断向上奋发的人的胜利,会鼓励激发你作更艰苦的奋斗,以求达到如象他们所做的样子。
——斯蒂文让自己的内心藏着一条巨龙,既是一种苦刑,也是一种乐趣。
——雨果
一个夫越敢于担当大任,他的意气就是越风发。
——班生。