ProE 塑料顾问分析教程
ProE在塑料成型工艺及模具设计教学中的作用-4页精选文档
ProE在塑料成型工艺及模具设计教学中的作用Pro/E是美国PTC公司于2010年10月推出三维实体造型设计软件包。
它是整合了PTC公司的三个软件Pro/Engineer的参数化技术、CoCreate 的直接建模技术和ProductView的三维可视化技术的新型CAD设计软件包,是PTC公司闪电计划所推出的第一个产品。
它可以针对不同的任务应用将采用更为简单化子应用的方式,所有子应用采用统一的文件格式以及单一数据库。
模具设计人员可以随时计算出塑料件的表面积、体积、质心,输入材料密度等还可以算出重量等,在进行数据修改时,无论在三维实体造型及装配、制造或二维工程图生存上均能自动同步修正,避免发生人为更改图纸的疏漏情形,大幅度缩短模具设计周期,设计者可不断完善模具设计工作,直至加工出合适的模具。
Pro/E在功能上完全满足了现代产业中产品设计加工中并行工程的需要。
2传统塑料成型工艺及模具设计课程教学中存在的问题2.1传统人才培养模式不能体现现代模具技术的发展在应用型本科院校现行的培养计划中,模具设计课程的总学时一般较少,共课时为40学时左右,除去8~10学时的课程实验,理论授课学时更少,课堂教学只能见到介绍传统的模具结构知识,根本没时间介绍现行的模具行业情况,而模具行业是一个需要长期积累经验的行业,一般的模具设计人员需学习2~3年,而一名可独立设计模具的优秀设计师,至少需有5年的从业经验。
由于仅仅非常枯燥的理论学习,没有直观的教学方法,很难保证培养目标的实现。
2.2教学实践环节薄弱模具设计是多学科的工种,材料、制造工艺、注塑工艺、视图原理,软件操作等等,实践学时少,实践条件差,甚至很多地方高校没有模具车间,在实践教学过程中存在许多问题,主要表现在以下几个方面:由于学生没见过实体模具,对模具方面的感性知识缺失,对模具整体和各个组成部分之间的相互关系及功能都没有最基本的了解,刚上模具课时不能马上进入角色,概念模糊,兴趣不高,学习效率低下。
塑料模具设计中Pro∕E软件的应用

塑料模具设计中Pro∕E软件的应用Pro/Engineer(Pro/E)是目前最先进和最为广泛使用的三维计算机辅助设计(CAD)软件之一,它拥有强大的建模工具,能够帮助用户设计和制造各种产品,特别是在塑料模具设计中,Pro/E软件的应用更是发挥了重要作用。
一、Pro/E对塑料模具设计的重要性塑料模具设计是塑料加工过程中不可或缺的一环。
它的设计结果直接决定了塑件的质量、精度和生产效率。
因此,为了在塑料加工后期得到高质量的产品,塑料模具的设计必须精确、准确并且可行性强。
而Pro/E作为一个全面的三维建模软件,在构建复杂模型和分析过程中的效率高、准确性高,并能够更好的满足塑料模具设计的需求。
二、Pro/E在塑料模具设计中的应用1、模型建立在Pro/E中,用户可以根据需要构建很多种类型的模型,例如实体模型、表面模型、线框框架模型等,并且可以为每个部件设置材料属性、表面特性等。
这种规范化的设计方式,可以帮助用户更好地组织和控制模型的构建过程。
Pro/E还可以自动生成各种固体体和空间体,然后进行分解、和部件拆分,最后将模型细化和变形操作。
除此之外,用户还可以进行细节设计和加工细节设计,使得模型更符合实际操作要求。
2、动态仿真在塑料制品加工过程中,动态仿真分析起着极为重要的作用。
而Pro/E则拥有强大的模拟和仿真功能,它可以为用户提供各种模拟方式,例如碰撞模拟、动态膨胀模拟、数据捕获分析等,这些仿真方法可以考虑真实物资的应力和变形情况,并以此为基础为模型优化提供数据支持。
3、模型优化在模具设计过程中,往往需要详细理解既有模型的现状,以便对其进行优化和调整。
Pro/E软件可以为用户提供专业的模型优化方案,包括配合最优化方法和模拟算法等。
Pro/E还拥有着快速的改进过程,用户可以通过对连续的历史版本进行比较,重新判断和抉择模型的优劣之处,以期在最短时间内将模型调整到最好的状态。
4、模拟分析在塑料模具设计及生产过程中,需要进行各种质量和效益检查。
ProE4.0模流技术辅助跳绳手柄注塑模设计
Equipment Manufacturing Technology No.12,2012模具行业是整个制造业的基石,其中注射成型是塑件生产中应用用最广泛的一种加工方法。
注射成型是一个相当复杂的成型过程,传统的注塑模具设计方法主要依靠模具设计者的设计经验,通常经过反复的试模和修正才能投入生产,因而,设计周期长,成本高。
随着市场竞争的不断加剧,塑料产品的研发周期也要求越来越短,并且产品结构越趋复杂,品质要求不断提高,传统设计方法益发捉襟见肘。
Pro/E 软件针对塑料制品模具设计开发了模流分析软件Plastic Advisor (塑料顾问)。
借助Plastic Advisor ,设计者通过模拟注塑零件的塑料填充过程,发现设计问题,优化设计,避免失败设计,避免漫长的试模修正过程,缩短模具设计制造周期,避免设计中的盲目性所造成的不必要的经济损失,节约成本,抢占市场先机。
本文以跳绳手柄为例来说明塑料产品模具设计中的模流分析方法和过程。
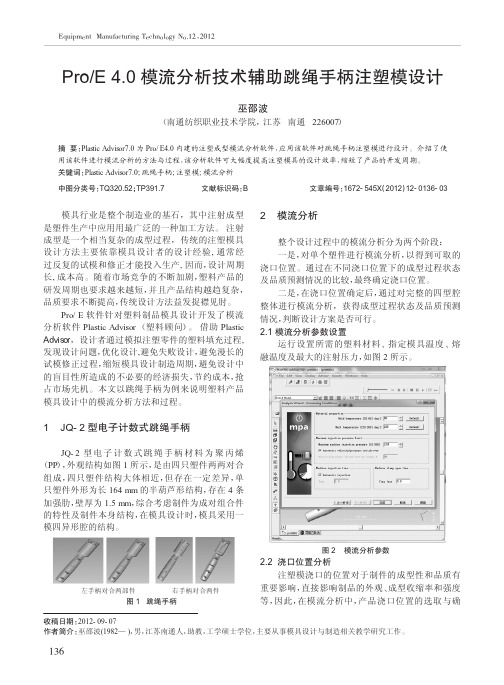
1JQ-2型电子计数式跳绳手柄JQ-2型电子计数式跳绳手柄材料为聚丙烯(PP ),外观结构如图1所示,是由四只塑件两两对合组成,四只塑件结构大体相近,但存在一定差异,单只塑件外形为长164mm 的半葫芦形结构,存在4条加强肋,壁厚为1.5mm ,综合考虑制件为成对组合件的特性及制件本身结构,在模具设计时,模具采用一模四异形腔的结构。
2模流分析整个设计过程中的模流分析分为两个阶段:一是,对单个塑件进行模流分析,以得到可取的浇口位置。
通过在不同浇口位置下的成型过程状态及品质预测情况的比较,最终确定浇口位置。
二是,在浇口位置确定后,通过对完整的四型腔整体进行模流分析,获得成型过程状态及品质预测情况,判断设计方案是否可行。
2.1模流分析参数设置运行设置所需的塑料材料、指定模具温度、熔融温度及最大的注射压力,如图2所示。
2.2浇口位置分析注塑模浇口的位置对于制件的成型性和品质有重要影响,直接影响制品的外观、成型收缩率和强度等,因此,在模流分析中,产品浇口位置的选取与确Pro/E 4.0模流分析技术辅助跳绳手柄注塑模设计巫邵波(南通纺织职业技术学院,江苏南通226007)摘要:Plastic Advisor7.0为Pro/E4.0内建的注塑成型模流分析软件,应用该软件对跳绳手柄注塑模进行设计。
ProE_模流分析教程9

【国立勤益技术学院CAE实验室】讲义《模流分析基础入门》谢庆雄博士编着@版权所有允许下载、复制、打印,但禁止贩售或用于商业用途/第八章问题排除塑料射出成形制程相当复杂,牵涉因素众多,当发现问题时,应该先确定制程的稳定性,确定瑕疵并非由于过度制程所引起的。
排除射出成形问题并没有固定的步骤,但是,至少针对有些因为操作特性所导致的瑕疵,可以建议有效的改善方法8-1包风包风(airtraps)是指熔胶波前将模穴内的空气包覆,它发生在熔胶波前从不同方向的汇流,或是空气无法从排气孔或镶埋件之缝隙逃逸的情况。
包风通常发生在最后充填的区域,假如这些区域的排气孔太小或者没有排气孔,就会造成包风,使塑件内部产生空洞或气泡、塑件短射或是表面瑕疵。
另外,塑件肉厚差异大时,熔胶倾向于往厚区流动而造成克流效应(race-trackingeffect),这也是造成包风的主要原因,如图8-1所示。
Melt图8-1熔胶波前从不同方向汇流,而造成包风要消除包风可以降低射出速度,以改变充填模式;或者改变排气孔位置、加大排气孔尺寸。
由于克流效应所造的包风可以藉由改变塑件肉厚此例或改变排气孔位置加以改善排气问题。
包风的改善方法说明如下:(1)变更塑件设计:缩减肉厚比例,可以减低熔胶的克流效。
(2)应变更模具设计:将排气孔设置在适当的位置就可以改善排气。
排气孔通常设在最后充饱的区域,例如模具与模具交接处、分模面、镶埋件与模壁之间、顶针及模具滑块的位置。
重新设计浇口和熔胶传送系统可以改变充填模式,使最后充填区域落在适当的排气孔位置。
止匕外,应确定有足够大的排气孔,足以让充填时的空气逃逸;但是也要小心排气孔不能太大而造成毛边。
建议的排气孔尺寸,结晶性塑料为0.025厘米(0.001英口寸),不定形塑料为0.038厘米(0.0015英口寸)。
(3)调整成形条件:高射出速度会导致喷射流,造成包风。
使用较低的射出速度可以让空气有充足的时间逃逸。
8-2黑斑、黑纹、脆化、烧痕、和掉色黑斑(blackspecks和黑纹(blackstreaky是在塑件表面呈现的暗色点或暗色条纹,如图8-2所示。
PROE PLASTIC ADVISOR 模流分析教程

其能够帮助生手迅速累积经验,协助老手找出可能被忽略的因素。应用模流分析技术可以缩减试模时间、节省开模 成本和资源、改善产品品质、缩短产品上市的准备周期、降低不良率。在CAE领域,塑料射出模流分析已经存在具 体的成效,协助射出成形业者获得相当完整的解决方案。 塑料射出模流分析所需的专业知识包括: ․材料特性—塑料之材料科学与物理性质、模具材料和冷却剂等相关知识。 ․设计规范—产品设计和模具设计,可参考材料供货商提供的设计准则。 ․成形条件—塑料或高分子加工知识以及现场实务。 市场上模流分析软件大多数是根据 GHS(Generalized Hele-Shaw)流动模型所发展的中间面(mid-plane)模型或 薄壳(shell)模型之 2.5D 模流分析,以缩减求解过程的变量数目,并且应用成熟稳定的数值方法,发展出高效率的 CAE 软件。加以 90%的塑料成品都是所谓的薄件,2.5D 模流分析的结果具有相当高的准确性,佐以应用的实务经 验,再结合专家系统,2.5D 模流分析仍将主导模流分析的技术市场。薄壳模型要求塑件的尺寸/肉厚比在 10 以上, 因此着重在塑料的平面流动,而忽略塑料在塑件肉厚方向的流动和质传,因此可以简化计算模型。就典型的模流分 析案例而言,一般大约需要 5000~10000 个三角形元素来建构几何模型,目前 2.5D 模流分析方法在厚度方向使用有 限元素差分法(finite difference method)分开处理,因此比较不会影响计算效率。通常,2.5D 模流分析软件可以读取 的档案格式包括.STL、. .IGES、 MESH、STEP 等档案格式。 目前,市面上可以看到的塑料射出成形仿真软件如下表: 软件名称 C-MOLD MOLDFLOW SIMUFLOW TM Concept CADMOULD IMAP-F PIAS TIMON-FLOW POLYFLOW CAPLAS MELT FLOW SIMPOE MOLDEX INJECT-3 Pro/E Plastics 1-4 A.C.Tech. (美国) Moldflow PTY (澳洲) Gratfek Inc. (美国) Plastics & Compute Inc. (意大利) I. K. V. (德国) (株)丰田中央研究所(日本) Sharp 公司(日本) TORAY 公司(日本) SDRC (美国) 佳能(日本) 宇部兴产(日本) 欣波科技(台湾) 科盛科技(台湾) Phillips(荷兰) Dassault(法国) PTC (美国) 模流分析软件的未来发展 传统 2.5D 模流分析的最大困扰在于建立中间面或薄壳模型。为了迁就 CAE 分析,工程师往往在进行分析之前 先利用转档或重建的方式建构模型,相当浪费时间,甚至可能花费分析时间的 80%以上在建模和修模。新一代的模 流分析软件舍弃 GHS 流动模型,直接配合塑件实体模型,求解 3D 的流动、热传、物理性质之模型方程式,以获得 更真实的解答。3D 模流分析技术的主要问题在于计算量非常大、计算的稳定性问题和网格品质造成数值收敛性的 问题。目前,3D 模流分析技术应用的模型技术有下列: ․双域有限元素法(dual-domain finite element method): 将塑件相对应面挑出,以两薄壳面及半厚度近似实体模型,配合连接器(connector)的应用以调节流动趋势。 此技术对于肉厚变化较大的产品,有应力计算的误差和适用性的问题。应用上可能遭遇缝合线预测错误、 开发单位
Plastic Advisor 塑料顾问分析教程

艾克斯特 技术支持工程师 李会
lihui@
Pro/ENGINEER Plastic Advisor 塑料模设计顾问
2
2005 PTC
塑料模设计顾问
功能
毫不费力地完成注塑成型仿真的建 立 直接利用您的模型,无需元素,节 点等抽象概念. 能够跟踪重要信息,如模具的充填 时间和冷却时间 自动确定模具充填问题,如注射量 不足和气陷 自动确定设计的性质区域,如凹痕 和焊接痕 借助冷却质量指示器和充填置信度 ,让您对结果充满信心 给出解决问题的建议,改进模具和 产品设计的质量31源自2005 PTC�
17
2005 PTC
制作报告
制作网页格式的报告
18
2005 PTC
环境设置
19
2005 PTC
实例:仪表外壳
20
2005 PTC
实例:仪表外壳
1,打开零件,从应用程序进入模流分析
21
2005 PTC
实例:仪表外壳(续)
2,选择点pnt0作为进浇口
22
2005 PTC
实例:仪表外壳(续)
设置参数
设置材料
8
2005 PTC
设置参数
详细信息
9
2005 PTC
设置参数
设置注射参数
10
2005 PTC
浇口位置分析
通过分析获得最佳的浇口位置
蓝色区代表 的是浇口适 当的位置
11
2005 PTC
模型窗口分析
您应该在选择了材料和最佳的浇口位置之后,在运行完整的顾问分析之前,使用模型窗口分析 为您的分析选择最佳的处理条件或比较材料
3,模流分析的界面
23
2005 PTC
《中文版Pro ENGINEER野火5 0技术大全》读书笔记思维导图

20.1 减速器上箱体 设计
20.3 螺丝刀设计
21.2 设计过程
21.1 产品设计分析
21.3 电扇装配
22.2 确定钣金冲压 方案
22.1 分析钣金件
22.3 钣金设计流程
23.2 电控开关后壳 拆模设计
23.1 手机面板拆模 设计
23.3 数码相机外壳 拆模设计
24.1 模具零 件加工常识
0 1
14.1 工程 图概述
0 2
14.2 工程 图的组成
0 3
14.3 定义 绘图视图
0 4
14.4 工程 图的标注与 注释
0 6
14.6 课后 习题
0 5
14.5 拓展 训练—— 支架零件工 程图
0 1
15.1 钣金 成型基础
0 2
15.2 分离 的钣金基本 壁
0 3
15.3 钣金 次要壁
0 4
16.5 顾问
16.7 课后习题
0 1
17.1 Pro/E模具 设计流程
0 2
17.2 Pro/E模具 设计环境
0 3
17.3 准备 模型的检测
0 4
17.4 装配 参照模型
0 6
17.6 毛坯 工件
0 5
17.5 设置 收缩率
17.7 分型面设计 17.8 模具体积块
17.9 抽取模具元件 17.10 制模
19.2 Pro/E机构运 动仿真环境
19.3 Pro/E Mechanism...
19.4 连杆机构仿真 与分析
19.6 齿轮传动机构 仿真与分析
19.5 凸轮机构仿真 与分析
19.7 课后习题
应用篇
0 1
第20章 Pro/E应用 于机械设计
proe模具设计指南11章第六章模具分割及抽取

塑料在模具型腔凝固形成塑件,为了将塑件取出,必须将模 具型腔打开,型腔就是沿着分型面分割开来的,分型面既是 模具设计的术语,也是Pro/E中一种特殊的曲面特征,用于 分割工件或现有体积块来创建模具体积块。使用分型面分割 模具将导入分割特征,创建完成之后,可以进行抽取得到上 下模和铸模的实体零件,并且通过分离打开模具,从.1.2 直接创建体积块
➢ 聚合体积块
6.1 模具体积块
6.1.2 直接创建体积块
➢ 草绘体积块
6.1 模具体积块
6.1.2 直接创建体积块
➢ 滑块体积块
6.2 模具元件及铸模
6.2.1 抽取模具元件
创建完模具体积块后,可以从工件抽取它们以产生模具元件,通过用实 体材料填充先前定义的模具体积块来产生模具元件填充模具体积块这一 过程,是通过选择抽取操作来完成的。在【模具】菜单管理器中选择 【模具元件】命令,系统会弹出【模具元件】菜单,一般通过【抽取】 选项来得到模具元件,创建模具抽取时会出现【创建模具元件】对话框。
6.3 模具打开
模具体积块抽取完成之后,得到的模具元件仍然处于原来模 具体积块的位置,为了检查设计的适用性,可以模拟模具打 开过程。在【模具】菜单管理器中选择【模具进料孔】→ 【定义间距】→【定义移动】命令
6.3 模具打开
系统将弹出【选取】对话框,在图形区中选择模具元件,单 击其中的【确定】按钮,然后在图形区中选择一个基准以确 定打开的方向,再输入移动距离,就能移动模具元件。
6.4 空心球柄模具设计
如图所示是空心球柄的实体模型,它的技术参数及设计要求为:材料为 HDPE,中等批量生产,未注公差等级为MT5级精度。由于它是中等尺 寸,批量很大,虽然采用一模一件可以降低模具成本,但采用一模多件 生产时生产效率较高,同样达到降低成本的目的。 空心球柄的相对深度大,由于采用一模多件的型腔,因此可以采用侧浇 口,这样加工简单、浇口容易去除,不会影响塑件外观,模具结构也相 对简单。
基于Pro-E中塑性顾问的电池盒后盖的塑性分析

基于Pro/E中塑性顾问的电池盒后盖的塑性分析摘要:模具cae技术在模具设计与制造中应用日益广泛,以pro/engineer软件的cae辅助分析工具为平台,对电池盒后盖零件进行塑料充填模拟分析,分析结果为模具设计提出较好的建议,避免出现缺陷,缩短产品的开发周期。
pro/e软件的cad/cam/cae集成系统使其在注塑模具计算机辅助设计中的应用优势尤为明显。
关键词:pro/e;塑性顾问;cae;塑性分析;模具设计中图分类号:tp317 文献标识码:a 文章编号:1009-3044(2013)07-1694-051 概述在塑料加工行业中约有95%的产品靠模具生产[1],为降低塑件缺陷,提高塑件质量,降低废品率,塑料注射成型cae商品化软件应用日益广泛。
该文运用pro/e软件中的cae分析辅助工具——塑性顾问(plastic advisor)对电池盒后盖零件进行模拟分析,利用分析结果对模具设计过程提出有效建议。
2 cae技术应用的必要性注射成型时,塑料在型腔中的流动和成型,与材料的性能、塑件的形状尺寸、成型温度、成型速度、成型压力、成型时间、模腔表面情况和模具设计等系列因素有关[2-4]。
因此,针对形状复杂、质量和精度要求较高的塑件,特别是新产品试制,对于一个具有丰富经验的工艺和模具设计人员来讲,也很难保证第一次设计出来的模具就能生产出合格产品。
生产实际表明在试制过程中,常常需要反复调试和修改模具,有时甚至需要在总结试验数据的基础上重新进行模具设计,这样将导致产品开发周期长,成本高,影响产品的更新换代。
而应用cae技术,可以使新设计的塑件和模具一次试模成功率增大,解决诸如塑件翘曲变形、尺寸不稳定和模具加工周期长等问题,并降低加工成本。
cae是用计算机对产品开发过程的形状、制图、分析、实验等一系列综合的工程作业,塑料模设计和制造的cae是从狭义出发,主要是在设计模具之前对熔料的热、流动、物理性能和应力分析进行模拟。
PROE软件基本操作详解ppt课件
5.选择过滤器 位于窗口的右下角,通过选择不同的选项,
可以有目的的选择模型中的对象,即在模型中只有过滤器选中的项 目才能被选中。不同的模式或工作阶段,过滤器下拉列表所包含的 内容不同。
特征命令工具栏区
20
6.导航区位于窗口工作区的左侧,主要包括【模型树】、【层
树】、【文件夹浏览器】、【收藏夹】和【连接】,各导航器之间 通过选项卡进行切换,如图所示。“模型树”主要来显示所建模型 的几何特征、基准等,“文件夹浏览器”用于制作工作目录和管理 文件,“收藏夹”用于收藏用户选定的文件夹,可存放经常访问的 网站或文档的快捷方式,“连接”用来快速访问有关PTC解决方案 的页面和服务程序。
43
3.基本图形编辑命令 1) 相交命令 2) 分割命令 3) 修剪命令 4) 镜像命令
44
4.尺寸标注
1) 标注线性尺寸 选择【草绘】/【尺寸】/【垂直】或直接选取工具
栏中按钮 ,也可以在绘图区单击鼠标右键,弹出如 图所示的快捷菜单,在快捷菜单中选择【尺寸】。
标注线长度
标注两平行线的距离
45
2) 标注半径或直径尺寸
2
Pro/E主要特点: 1) 参数化造型 2) 模块化结构 3) 3D实体模型 4)基于特征的实体建模 5)单一数据库及其全相关性
3
二、 Pro/E模块简介
1. 草绘模块 Pro/SKETCH 用于创建和编辑二维平面草图,是三维零件模型 创建的基础。
2. 零件模块 Pro/PART
用于创建和编辑零件的三维实体模型,用户通 过实体建模最终实现产品设计和生产的目的。
37
2)删除(Delete)命令用来删除磁盘中的文件, 即将文件从硬盘中永久删除。也有两种选择:
ProE_模流分析教程6

第六章模具设计6-1 流道系统流道系统(runner systems)将熔胶从竖浇道引导到模穴内,要推动熔胶流过流道系统就需要额外的压力。
当熔胶流经流道系统时,产生的剪切热(摩擦热)使熔胶温度升高,有助于熔胶的流动。
虽然适当的流道尺寸对于一个塑件和模具设计有许多好处,但因为其基本原理尚未广泛深入了解,所以流道尺寸设计问题经常被忽略。
一般认为,大尺寸流道可以使用较低压力推进熔胶流动,但是却需要较长的冷却时间,会产生较多的废料,也需要较高的锁模力。
反之,适当的小尺寸流道在使用原料和消耗能源等方面可以达到最高效率。
流道尺寸的缩减极限在于射出成形机的射出压力规格。
模流分析的流道平衡功能可以找出最佳化的流道尺寸,提供良好的流道系统,以合理的压力降充填平衡的流道和模穴。
设计良好的流道系统有下列好处:•可以决定最佳的模穴数目•确定熔胶可以填饱模穴•可以达成多模穴系统之平衡充填•可以达成多浇口之模穴的平衡充填•可以使废料最少化•使塑件顶出较容易•达成能源使用效率最佳化•可控制充填时间/保压时间/成形周期时间6-1-1 模穴数目之决定模穴数目的多寡取决于可应用的生产时间、射出机射出量的大小、所需之塑件品质、射出机塑化能力、塑件形状与尺寸,以及模具成本等因素。
以下三组简单的公式可以协助决定模穴数目,应选取三组公式所获得之最小值作为设计模穴数目。
(1)产品数量假如塑件尺寸公差的要求不甚严格,而且需要大量的成品,则选择多模穴较恰当。
模穴数目取决于供应一定量塑件所需的时间(tm)、每批次的塑件数量(L)、生产一模塑件所需的时间(tc)、和淘汰因子(K),其中,K = 1/(1 -不良率)模穴数= L × K × tc / tm(2)射出量能射出机的射出量能也是决定模穴数目的一个重要因素,取射出量能的80﹪为射出重量(S),再除以塑件重量(W),即可计算出模穴数目。
模穴数目=S / W(3) 塑化能力射出机的塑化能力是影响模穴数目的另一个重要因素。
用注塑顾问进行模流分析

第8章用注塑顾问进行模流分析8.1塑件浇口位置分析1、打开分析文件进入Pro/E Wildfire 5.0简体中文版用户界面,打开电动车后备箱的三维模型。
2、进入操作界面在主菜单中选取“应用程序(Applications)”→“塑料顾问(Plastic Advisor)”,弹出“选取(Select)”对话框,单击对话框中的取消,即可进入“Plastic Advisor(塑料顾问)”操作界面中。
3、最佳浇口位置分析单击“Advisor(顾问)”→“Analysis Wi zard(分析向导)”,打开“Analysis Wizard-Analysis Selection”对话框。
在“Selection Analysis Sequence"一栏中的选择“Gate Location(浇口位置)”分析项,单击下一步,在“Commonly Used Material(常用材料)”一栏中选择使用的材料。
也可以点选“Specific Material(特殊材料)”选项栏,通过选择制造商去选择所需的材料。
选择如图8-1所示的塑料,,单击下一步,接受系统的默认设置,如模具温度、注射温度以及注射的最大压力等成型参数。
完成材料的选取和参数设置后单击完成,系统开始进行有关的分析计算。
分析过程结束后,出现“Result Summary(结果总结)”对话框,结果查看完毕后单击Close,关闭对话框。
分析的结果在模型中以不同的颜色显示标识出了最佳浇口位置,如图8-2所示,蓝色表示最佳浇口位置。
图8-1 选择材料图8-2 最佳浇口位置8.2成型工艺条件分析在模型上部分建立一个浇口,选择主菜单中的“Advisor(顾问)”→“Analysis Wizard(分析向导)”,在“Analysis Wizard-Analysis Selection”对话框中的“Selection Analysis Sequence"一栏中的选择“Molding Window(成型条件)”分析项,单击下一步,出现“Analysis Wizard-Molding Window Properties"对话框,,在“Required Surface Finish”一栏中点选“Gloss”,单击完成,系统开始进行有关的分析技术。
ProE中PlasticAdvisor分析软件在PPR管件注射模设计中的应用

1 引言 美国参数科技股份有限公司 ( Paramet ric Tech2
nolo gy Co rpo ratio n ) 创 立 于 1985 年[2] , 现 已 成 为 CAD/ CAM/ CA E/ PDM/ CPC 方面主要的计算机软件 厂商 。它推出的 Pro/ E 是一个全方位 3D 产品开发软 件 ,它的内容涵盖了概念设计 、工业造型设计 、三维模 型设计 、分析计算 、动态模拟与仿真 、工程图的输出 、生 产加工产品的全过程 。Pro/ E 软件系统的核心是参数 化设计 。所谓参数化设计是指将零件尺寸的设计用参
浇口位置为距离两周线交点为 28mm ,图 8 的浇口位 置为距离两周线交点为 30mm ,图 9 的浇口位置为距 离两周线交点为 32mm ,图 10 的浇口位置为距离两周 线交点为 34mm 。根据图示结果 ,当浇口位置处于距 离两周线交点为 32mm 时熔接痕最短 ,最终确定的浇 注系统与试模结果一致 ,如图 11 所示 。优化前熔接痕 较严重 (如图 12) ,优化后熔接痕明显缩短 (如图 13) 。
关键词 : Plastic Adviso r ;熔接痕 ;注射模
中图分类号 : TP391. 72 文献标识码 :A 文章编号 :1001 - 9456 (2005) 05 - 0075 - 04
Appl ication of the Analytic Sof t ware of Plastic Advisor of Pro/ E in the Design of Injection Mold f or PP2R Fitting ZHOU Chun2ying1、2 ,ZHAN G Guan2wei1 ,D IN G Xue2jia3
ProeCreo塑胶件结构设计的基本知识都在这,总结的很全面!

ProeCreo塑胶件结构设计的基本知识都在这,总结的很全面!—每天给大家带来精品教程—一、塑胶件塑胶件设计时尽可能做到一次成功,对某些难以保证的地方,考虑到修模时给模具加料难、去料易,可预先给塑料件保留一定的间隙。
常用塑料介绍常用的塑料主要有ABS、AS、PC、PMMA、PS、HIPS、PP、POM 等,其中常用的透明塑料有PC、PMMA、PS、AS。
高档电子产品的外壳通常采用ABS+PC;显示屏采用 PC,如采用 PMMA 则需进行表面硬化处理。
日常生活中使用的中底挡电子产品大多使用HIPS 和 ABS 做外壳,HIPS 因其有较好的抗老化性能,逐步有取代 ABS 的趋势。
常见表面处理介绍表面处理有电镀、喷涂、丝印、移印。
ABS、HIPS、PC 料都有较好的表面处理效果。
而 PP 料的表面处理性能较差,通常要做预处理工艺。
近几年发展起来的模内转印技术(IMD)、注塑成型表面装饰技术(IML)、魔术镜(HALF MIRROR)制造技术。
IMD 与 IML 的区别及优势:1. IMD 膜片的基材多数为剥离性强的PET,而IML 的膜片多数为PC。
2. IMD 注塑时只是膜片上的油墨跟树脂接合,而IML 是整个膜片履在树脂上。
3. IMD 是通过送膜机器自动输送定位,IML是通过人工操作手工挂。
1.1 外形设计对于塑胶件,如外形设计错误,很可能造成模具报废,所以要特别小心。
外形设计要求产品外观美观、流畅,曲面过渡圆滑、自然,符合人体工程。
现实生活中使用的大多数电子产品,外壳主要都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
可接受面刮<0.15mm,可接受底刮<0.1mm。
所以在无法保证零段差时,尽量使产品:面壳>底壳。
一般来说,上壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大,一般选 0.5%。
proe入门基础教程课件
•proe入门基础教程
•10
主要使用的按钮
工具条
•proe入门基础教程
•11
2.2.2 二维草绘的操作
草绘操作包括
环境设置 图元绘制 图元编辑 尺寸标注 约束
1)环境设置 “草绘”→“选项”→“草绘器优先选项”
•proe入门基础教程
•12
2)基本图元绘制
绘制图元工具如图示
直线/与图元相切直线/中心线
•7
“新建”对话框 选草绘
在此命名
草绘界面如下图
•proe入门基础教程
•8
草绘菜单
草绘工具条
•proe入门基础教程
•9
2)在零件模块调用草绘器
在实际操作中,草绘与建模交替操作完成,有已 下两种方法。
① 先进入草绘完成草绘,再启动零件模块生成实体; ② 直接进入零件模块,直接调用草绘器。
一般采用第二种方法,即 “文件”→ “新建”→ “零件” →命名→ “确定” 完成并退出草绘后即可生成实体模型。
特征
•proe入门基础教程
•2
1.实体特征
实体特征具有质量、体积等实体属性;
1)基础实体
基础特征
2)放置特征
① 拉伸实体特征 ②旋转实体特征 ③扫描实体特征 ④混合实体特征 ⑤其它高级实体特征
须在基础实体特征上才能生成的特征;
•proe入门基础教程
•3
2. 曲面特征
曲面特征无质量、无体积和厚度;
2.4.2 旋转实体特征实例
实例1 创建如 图实体
•proe入门基础教程
•59
草绘截面与绘制旋转轴线
旋 转 中 心 线
选取旋转按钮/确定即完成
•proe入门基础教程
塑料顾问在注塑成型工艺分析上的应用

塑料顾问在注塑成型工艺分析上的应用摘要以Pro/E4.0内置模流分析软件塑料顾问为基础,介绍其功能特点,并以一实例简述塑料顾问在注塑成型工艺分析上的应用,肯定CAE技术在模具设计上的优势,预测CAE无缝连接技术在未来模具设计应用软件中的发展。
关键词CAE;Pro/E;塑料顾问;注射成型;工艺分析随着人类生活水平的提高,塑料制品已占据广阔市场,其中以注射制品尤为突出。
一件优质的注射制品从研发到生产涉及众多因素——当相关研发信息确定后在生产中,注射成型工艺参数的选择就变成了保证生产顺畅进行和产品质量的关键因素。
1 注塑模CAE技术CAE全称“Computer Aided Engineering(计算机辅助工程)”,注塑模CAE 技术是将工程设计、试验、分析乃至制造贯穿于产品研发过程中的每一个环节,以聚合物流变学、计算力学、热力学和计算机图形学等理论为依据,借助有限元法、有限差分法和边界元法等数值计算法,预测熔件在模具型腔中的充模流动、保压和冷却情况以及制品中的应力分布、分子和纤维取向、制品的收缩和翘曲变形等,并由此分析工艺条件、材料参数及模具结构对制品质量的影响,达到优化制品和模具结构、优选成型工艺参数的目的。
2 塑料顾问的作用及特点塑料顾问主要为设计人员提供了浇口位置分析、充模分析、设计描述等方案和相应的模塑图形,使设计者直观地看到熔接痕、热缩性及气泡的位置及时了解温度、压力和时间在制件各部位上的分布情况。
可随时选择、设定及修改工艺参数、材料型号和浇口位置,自动选择注射机相关参数,使设计者创造性理念得到快速验证,将问题消灭在设计初始阶段,提高了一次试模的成功率,其结果对优化模具结构和注塑工艺参数的选择有着重要的指导意义。
与其它模流分析软件(如Mold flow)相比,塑料顾问在Pro/E中的无缝连接突显了其在注塑设计相关领域上的优势。
据个人操作比较来看Mold flow模流分析软件针对的是每个设计,需将相关产品模型进行数据转换后再调入分析从而产生一些缺陷(如破面等)从而需二次修整。
ProE野火5[2].0之模具设计一
![ProE野火5[2].0之模具设计一](https://img.taocdn.com/s3/m/e057f93a0912a21614792932.png)
Pro/E野火5.0之模具设计一模具设计一注:可右键新建层,配合过滤器放内容,方便显示/ 隐藏。
调入塑件Pro/E实体:建立工作目录(正在工作的文件的储存目录):Pro/E接口选下拉“文件”→设置工作目录→选到塑件所在目录或新建目录(右上角有“新建目录”图标)→确定。
调入文件资料:可以不建立副本档而在建立模具型腔时直接调用原文件。
●附:如何改变零件的单位显示?编辑→设置→单位→毫米牛顿秒(或英寸磅秒) →设置→转换尺寸(实物大小不会改变) →确定,关闭,完成。
曲面数据:建立工作目录:Pro/E接口选下拉“文件”→设置工作目录→选到曲面所在目录或新建目录(右上角有“新建目录”图标)→确定。
调入曲面数据:“打开”图示→类型设为iges→双击所需iges文件→输入新模型名称,确定(如无烂面会自动实体化,如有烂面需先作修补再实体化)。
注:①曲面数据通常指IGE转换数据。
②输入外部特征时,有时在目录树中只见坐标系而没有基准平面,怎么办呢?以坐标系为参照重新建立三个基准面并重命名。
③有时需要建立新的视图方向:视图管理器→定向→新建→键入视图名称,Enter→编辑→重定义→按参照定向(或动态定向、优先选项)选取两个参照定义视图方向→确定→关闭(以后即可从已命名视图列表选择该视图)。
坐标基准坐标系不合要求或没有坐标系,可以通过基准坐标系工具构建新的坐标系。
坐标系最好建立在比较好取数的位置,而且尽量位于主分型面上。
塑件分析分析后可修改。
拔模:分析→几何→拔模检测→定义→过滤器设为实体几何并点选实体模型→击活方向并配合过滤器定义拔模方向→输入最大拔模分析角度,观察模型中的颜色分布,再配合左边的连续颜色与连续角度对照表,可知拔模角分布情况→选取分析,结果会给出括起区域(指零至最大拔模角之间的角度区域,即不符合出模要求的区域。
)的百分率→点选模型中的拔模方向箭头即可分析另一侧…→关闭退出。
壁厚:分析→模型→厚度→定义→输入最大厚检测厚度→单层切面:首次直接双击选取一个平面(再次欲选其它则单击即可)→观察“结果”是否大于最大检测厚度,关闭。
ProENGINEER野火版3.0模具设计教程(PPT教案) 第09章 塑料顾问
图9.1.1 选择分析项目
No.10007
9.2 塑料顾问模块实例操作
塑料顾问模块进行零件模流分析的一般操作 : (如图9.2.1所示 ) 设置工作目录及打开文件。 创建浇注点 进入“塑料顾问”模块。 进行分析计算。 制作分析报告书。
图9.2.1 PLASTIC Advisor 窗口
No.10007
第9章 塑料顾问模块
本章将讲解塑料顾问分析模块的功能及操作,内容包括从 设置参数到分析计算再到生成完整的分析报告的全过程 。
No.10007
9.1 塑料顾问模块概述
塑料顾问模块(Plastic Advisor ) 是 Pro/ENGINEER 系统的分析模块之一,在该 模块中,通过用户的简单设 定,系统将自动进行塑料射 出成型的模流分析,这样在 模具设计阶段,设计人员就 能够对塑料在模腔中的填充 情况、注射时产生的气泡、 融合线、塑料变形等有所掌 握(如图8.1.8所示),便于及 早改进设计。
No.10007
Pro/ENGINEER野火版3.0 模具设计教程
No.10007
目录
第01章 Pro_E模具设计概述 第02章 Pro_E模具设计入门 第03章 复杂模具的设计 第04章 流道与水线设计 第05章 采用着色和裙边设计 第06章 模座设计 第07章 修改模具设计 第08章 模具分析功能 第09章 塑料顾问
PROE模流分析范例PlasticAdvisor.全解
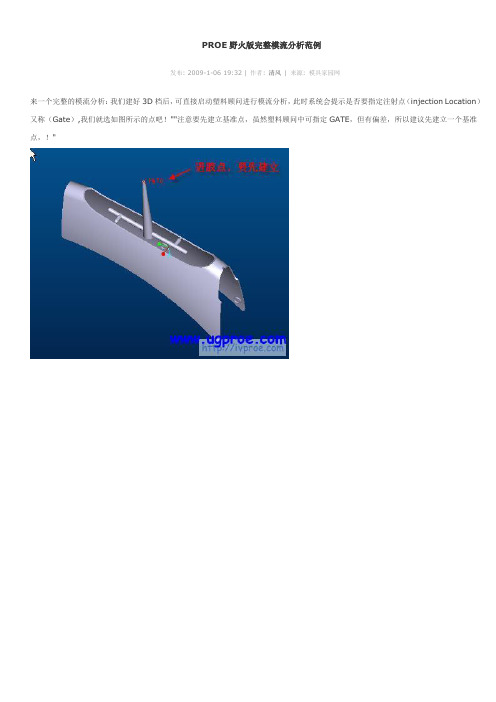
PROE野火版完整模流分析范例发布: 2009-1-06 19:32 | 作者: 清风| 来源: 模具家园网来一个完整的模流分析:我们建好3D档后,可直接启动塑料顾问进行模流分析,此时系统会提示是否要指定注射点(injection Location)又称(Gate),我们就选如图所示的点吧!""注意要先建立基准点,虽然塑料顾问中可指定GATE,但有偏差,所以建议先建立一个基准点,!"点开始分析按纽如图所示:如图所示:如图所示:另外,如果破衣没有安装此功能,那么将不能使用此模流分析现提供安装方法:2001及野火2。
0的安装方法!"Pro/E野火5.0里也有“MoldFlow”(模流分析)Plastic Advisor (塑料顾问):进入环境Pro/E环境下打开一个(或一啤)产品→设定一个或多个基准点(待会射胶用)→应用程序→Plastic Advisor→选一个(表示一个浇口)或多个基准点(表示多个浇口),确定(也可不选何基准点直接确定)。
(进入环境后左键转动,中键缩放,右键拖动;而Pro/E环境是中键按下转动,中键滚轮缩放,SHIFT+中键按下拖动)最佳浇口(进入环境时不能选任何基准点)运行分析(运动员图标)→Gate Location,下一步,下一步,完成。
填充分析(进入环境时选定基准点)运行分析(运动员图标)→Plastic Filling,下一步,下一步,完成→关闭“Results Summary”窗口→外观现象:夹水纹(Weld Line Locations图标)。
困气(Air Trap Locations图标)。
* 为便于观察可于左上角的下滑板选取Glass Model 。
填充时间:下滑板选Fill Time 。
射压分布:…Injection Pressure 。
温度分布:…Flow Front Temp.(指在充满之前的胶体温度)。
阻力分布:…Pressure Drop 。