丝锥和钻头的参数对照表
丝锥与钻头的使用参数_图文(精)

丝锥和钻头的使用参数表一、螺紋下孔徑表
1、公制粗牙螺紋 JIS B 0209-1982(單位:mm 註 (1M1.4以下等級:5H 、 M1.6以上等級:6H (2基於 JIS B 0209-1982標準
2、公制細牙螺紋
、公制細牙螺紋-01
-01JIS B 0211-1982(單位:mm
註 (1等級:6H
(2基於 JIS B 0211-1982標準3、美制粗牙螺紋 (單位:mm
4、美制細牙螺紋 (單位:mm
5、英制粗牙螺紋 (單位:mm
6、英制管用螺紋 (單位:mm
7、美制管用耐密斜行螺紋 (NPTF‧ NPSF (單位:mm
8、公制螺紋 (NRT(單位:mm
二、螺紋下孔徑表
二、螺紋下孔徑表((無屑絲攻用 1、美制細牙螺紋 (NRT(單位:mm
2、英制管用平行螺紋 (NRT(單位:mm
3、公制螺紋 (HRT(單位:mm
4、公制粗牙螺紋 HL-NRT (單位:mm 三、螺紋下孔徑表
三、螺紋下孔徑表((護套螺紋用 1、公制粗牙螺紋 (單位:mm
3、美制粗牙螺紋 (單位:mm
各種換算表美制螺絲外徑公厘 (mm換算表。
丝锥与钻头的使用参数

丝锥和钻头的使用参数表
一、螺紋下孔徑表
1、公制粗牙螺紋JIS B0209-1982(單位:mm)
註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B0209-1982標準
-01JIS B0211-1982(單位:mm)、公制細牙螺紋-01
2、公制細牙螺紋
註(1)等級:6H
(2)基於JIS B0211-1982標準
3、美制粗牙螺紋(單位:mm)
4、美制細牙螺紋(單位:mm)
5、英制粗牙螺紋(單位:mm)
6、英制管用螺紋(單位:mm)
7、美制管用耐密斜行螺紋(NPTF‧NPSF)(單位:mm)
8、公制螺紋(NRT)(單位:mm)
二、螺紋下孔徑表((無屑絲攻用)
二、螺紋下孔徑表
1、美制細牙螺紋(NRT)(單位:mm) Array
2、英制管用平行螺紋(NRT)(單位:mm)
3、公制螺紋(HRT)(單位:mm)
4、公制粗牙螺紋HL-NRT(單位:mm)
三、螺紋下孔徑表((護套螺紋用)
三、螺紋下孔徑表
1、公制粗牙螺紋(單位:mm)
3、美制粗牙螺紋(單位:mm)
各種換算表
美制螺絲外徑公厘(mm)換算表。
CNC机床钻孔、攻丝切削参数

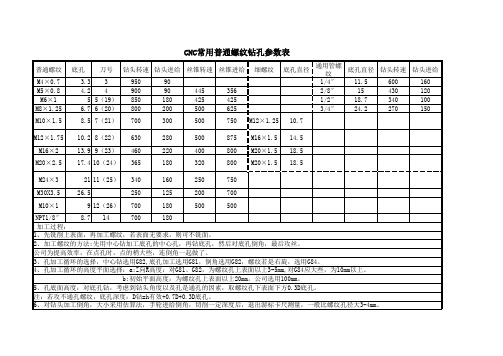
钻头转速 钻头进给 丝锥转速 丝锥进给 细螺纹 底孔直径 通用管螺 底孔直径 钻头转速 钻头进给 纹 1/4″ 11.5 600 160 2/8″ 15 430 120 1/2″ 18.7 340 100 3/4″ 24.2 270 150
M4×0.7 3.3 3 950 90 M5×0.8 4.2 4 900 90 445 356 M6×1 5 5(19) 850 180 425 425 M8×1.25 6.7 6(20) 800 200 500 625 M10×1.5 8.5 7(21) 700 300 500 750 M12×1.25 10.7 M12×1.75 10.2 8(22) 630 280 500 875 M16×1.5 14.5 M16×2 13.9 9(23) 460 220 400 800 M20×1.5 18.5 M20×2.5 17.4 10(24) 365 180 320 800 M20×1.5 18.5 M24×3 21 11(25) 340 160 250 750 M30X3.5 26.5 250 125 200 700 M10×1 9 12(26) 700 180 500 500 NPT1/8″ 8.7 700 180 14 加工过程: 1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。 公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。 3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为10mm以上。 b:初始平面高度:为螺纹孔上表面以上20mm。公司选用100mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。 注:若攻不通孔螺纹,底孔深度:D钻=h有效+0.7D+0.3D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。 7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
最全丝锥和钻头的参数对照表,终于知道多大孔用多大丝锥和钻头了,

最全丝锥和钻头的参数对照表,终于知道多大孔用多大丝锥和
钻头了,
下面是头条网友青岛来一箱分享的一点经验:
还是记住公式吧!外螺纹比如M20的,用板牙攻丝最好把外圆加工小于20,要不太费劲,要用车床挑螺纹,那就必须小啦!比如加工到19.5左右,因为车床挑螺纹就是挤压的过程,如果你用直径20的外径挑M20的螺纹,挑完后肯定螺纹大径大于20,根本拧不进去,至于内螺纹,孔的直径尺寸(也就是钻头选用的尺寸),就是螺纹大径减螺距,普通粗细牙螺纹测大径靠标准,螺距用卡尺直接测,很容易呦!非密封的管螺纹螺距多大直接在机械设计手册就能查到,比如1.4几,1.8几啥的,还能查到他的大径,中径,小径。
密封管螺纹跟非密封管螺纹螺距一样,但他的外面螺纹是带锥度的,1:16的锥度。
数控机床钻孔、攻丝切削参数
0.5
0.7 0.8 1 1.25
100 100 100 100 100 100
100
1.5 1.75 2
2 2.5 2.5 3 1.5
80
7:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 2、加工螺纹的方法:中心钻点孔 钻底孔 底孔倒角
丝锥进给=丝锥转速*牙距
,
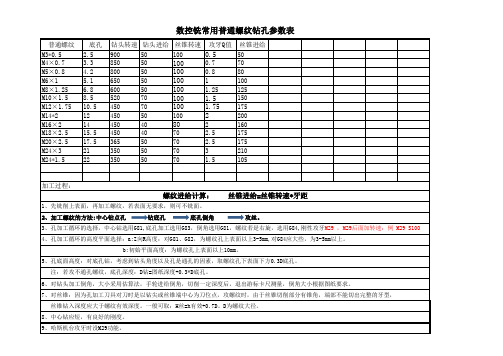
数控铣常用普通螺纹钻孔参数表
普通螺纹 M3*0.5 M4×0.7 M5×0.8 M6×1 M8×1.25 M10×1.5 M12×1.75 M14*2 M16×2 M18×2.5 M20×2.5 M24×3 M24*1.5 底孔 2.5 3.3 4.2 5.1 6.8 8.5 10.5 12 14 15.5 17.5 21 22 钻头转速 钻头进给 丝锥转速 900 850 800 650 600 520 450 450 450 450 365 350 350 50 50 50 50 50 70 70 50 40 40 50 50 50 100 攻牙Q值 丝锥进给 50 70 80 100 125 150 175 200 160 175 175 210 105
攻丝。
3、孔加工循环的选择,中心钻选用G81,底孔加工选用G83,倒角选用G81,螺纹若是右旋,选用G84,刚性攻牙M29 ,M29后面加转速:例 M29 S100 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为3-5mm以上。 b:初始平面高度:为螺纹孔上表面以上10mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。 注:若攻不通孔螺纹,底孔深度:D钻=图纸深度+0.3*D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,倒角大小根据图纸要求。 7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 9、哈斯机台攻牙时没M29功能。
CNC数控机床、加工中心钻孔、攻丝切削参数表
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
M30X3.5
26.5
250
125
200
700
M10×1
9 12(26) 700
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
ቤተ መጻሕፍቲ ባይዱ
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
300
500
750 M12×1.25 10.7
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
普通螺纹
M4×0.7 M5×0.8 M6×1 M8×1.25
M10×1.5
CNC常用普通螺纹钻孔参数表
底孔 刀号 钻头转速 钻头进给 丝锥转速 丝锥进给
3.3 3
950
常用CNC机床钻孔、攻丝切削参数
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
300
500
750 M12×1.25 10.7
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
普通螺纹
M4×0.7 M5×0.8 M6×1 M8×1.25
M10×1.5
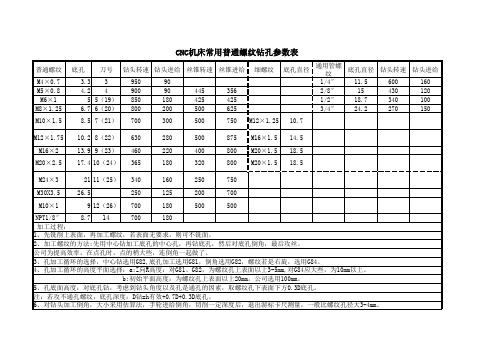
CNC机床常用普通螺纹钻孔参数表
底孔 刀号 钻头转速 钻头进给 丝锥转速 丝锥进给
3.3 3
950
90
4.2 4
900
90
445
356
5 5(19) 850
180
425
425
6.7 6(20) 800
200
500
625
细螺纹
底孔直径
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
M30X3.5
26.5
250
125
200
700
M10×1
9 12(26) 700
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
丝锥和钻头的参数对照表
丝锥和钻头是机械加工中经常用到的工具,它们在加工金属材料时具有重要的作用。
丝锥是一种用于加工螺纹的切削工具,而钻头则是一种用于加工孔洞的切削工具。
下面是丝锥和钻头的参数对照表:
一、丝锥参数对照表:
1. 规格型号:表示丝锥的大小规格,常用的规格有M3、M4、M5等。
2. 材质:表示丝锥的制作材料,常见的材质有高速钢、合金钢等。
3. 刃型:表示丝锥的刃口形状,常见的有直齿、螺旋齿等。
4. 镀层:表示丝锥表面的镀层,常见的有涂层、电镀等。
5. 使用环境:表示丝锥可适用的加工环境,例如钢铁、铝合金等。
二、钻头参数对照表:
1. 直径:表示钻头的直径大小,常用的直径有0.5mm、1.0mm、1.5mm 等。
2. 材质:表示钻头的制作材料,常见的材质有高速钢、硬质合金等。
3. 刃型:表示钻头刃口的形状,常见的有中心钻、镐头钻等。
4. 镀层:表示钻头表面的镀层,常见的有钛金属、电镀等。
5. 使用环境:表示钻头可适用的加工环境,例如木材、金属等。
丝锥和钻头在具体使用时需要根据实际情况进行选择,如要加工螺纹则需要选择丝锥,要加工孔洞则需要选择钻头。
此外,对于丝锥和钻头的刀具保养与维护也需要特别注意,如及时清洗、防止生锈等,以保证其使用寿命和效果。