塑胶玩具产品FMEA风险评估记录范例
塑胶厂事故风险评估记录模板

塑胶厂事故风险评估记录模板
塑胶厂事故风险评估记录模板
评估对象:塑胶厂
评估日期:[日期]
评估人员:[评估人员姓名]
1. 塑胶厂的基本信息和管理情况
- 厂区面积:[厂区面积]
- 员工人数:[员工人数]
- 管理体系:[管理体系情况,如是否有安全生产管理责任制、紧急预案等]
- 厂区安全设施:[安全设施情况,如消防设备、安全警示标
识等]
- 厂区环境情况:[周围环境情况,如是否有居民区、水源保
护区等]
2. 事故类型及可能导致的风险
- 常见事故类型:[列举常见的事故类型,如火灾、爆炸、物
体打击等]
- 事故发生频率:[根据历史事故数据或经验判断,评估事故
发生频率]
- 可能导致的风险:[列举可能导致的风险,如人员伤亡、环
境污染、财产损失等]
3. 事故防范和控制措施
- 安全设施和装备:[列举安全设施和装备,如消防设备、防爆设备等]
- 安全操作规程:[列举相关的安全操作规程,如作业许可、工艺操作规范等]
- 应急预案:[列举相关的应急预案,如火灾应急预案、泄漏事故应急预案等]
- 人员培训和意识教育:[列举人员培训和意识教育措施,如安全培训、应急演练等]
4. 风险评估结果和建议
- 风险等级:[根据评估结果,确定风险等级,如高风险、中风险、低风险等]
- 建议措施:[根据评估结果,提出相应的风险控制和防范措施,如加强设备巡检、提高员工安全意识等]
评估人员签名:____________________
评估结果确认:____________________
注:此为塑胶厂事故风险评估记录的模板,具体内容根据实际情况进行修改和完善。
玩具产品DFMEA范例
2. 货物间隔距离摆放采
工作环境,危害接触者
产品上或包 (包括使用者)的健康
6
老鼠笼未每天安排 人员打扫车间
装内有昆虫
1
用物理方法灭鼠,如老 鼠笼等每天安排人员打 扫车间、仓库保持厂区
老鼠笼等每天安排 人员检查
5
或其他微生
环境的整洁
物
滋生细菌,转播疾病,员 6 未安装灭蚊灯
2 1.安装灭蚊灯
目视
3
2 生物性
7 功能设计需要
产品、物料可能受到污 染,影响到产品的清洁,
6
未禁止场内养小动 物
有可能转播细菌,影响到
接触者(包括使用者)的 健康
6
保安未对厂区进行 巡查
4
1. 上班时不可佩戴装饰 每天对员工进行检
物
查
2
3
2.成品组装及出货 进行 每天对员工进行检
严格的检查
查
2
1 1. 制定利器管制规定 目视
3
4
掉落到成品
未对组装及出货员
中
6 工是否佩戴装饰物
进行检查
对产品造成污染,客户投 7 无利器管制规定
利器掉落在 成品中
1 物理性
诉有异物
7
无利器的领用、发 放进行记录
7
管理人员巡查力度 不够
披锋
对消费者造成伤害
漏掉披水口或装配 7 时出现异常
非功能性利 边
对消费者造成伤害
7
模具出现异常或装 配不良
功能性利边 对消费者造成伤害
目视
3
5 无专人管理
1 3.专人管理
4
影响到产品的清洁状况,
产品上或包 影响接触者(包括使用
玩具产品过程风险评估PFMEA(带内容)
9 移至注塑部 材料转移错误
10 注塑生产
生产次品
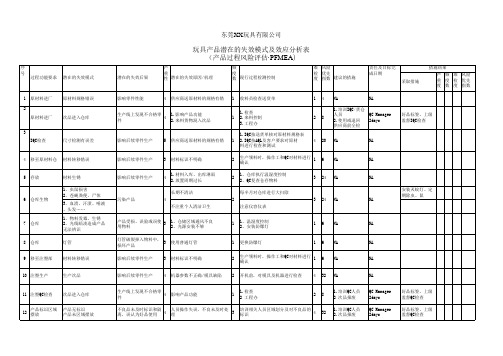
东莞XX玩具有限公司
潜在的失效后果
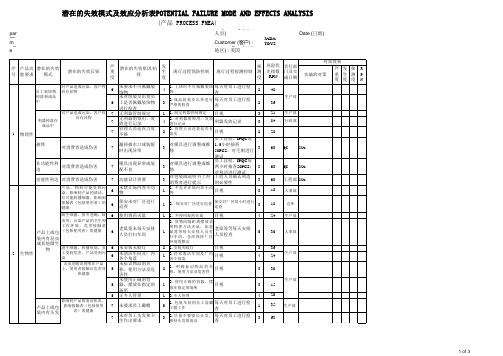
玩具产品潜在的失效模式及效应分析表 (产品过程风险评估·PFMEA)
严
重 性 潜在的失效原因/机理
频
度 数 现行过程检测控制
难 风险
检 优先 度 指数 建议的措施
责任及目标完 成日期
采取措施
措施结果
严 频 难 风险 重 度 检 优先 度 数 度 指数
4 32
15 注塑部生物 16 注塑部环境
1、虫鼠损害 2、苍蝇粪便、尸体
3、血渍、汗渍、唾液 、头发……
1、物料发霉、生锈 2、光线暗淡造成产品 无法辨识
17
移至喷油部/移 印部
胶件转移错误
1.用错油漆 18 胶件喷油/移印 2.喷错颜色
3.喷油次品
19
喷油/移印QC检 查
次品进入仓库
污染产品
长期不清洁 4
、头发……
22
喷油/移印部环 境
1、物料发霉、生锈 2、光线暗淡造成产品 无法辨识
23 移至装配部 胶件转移错误
污染产品
长期不清洁 4
不注重个人清洁卫生
产品受损、误验或误使 用物料
3
1、车间通风不良 2、光源安装不够
影响后续零件生产 3 胶件标识不明确
每半月对车间进行大扫除 2
注意仪容仪表
3 24
1
组装次品/功能不良
污染产品
长期不清洁 4
不注重个人清洁卫生
产品受损、误验或误使 用物料
3
1、车间通风不良 2、光源安装不够
影响后续零件生产 3 人员操作失误
每半月对生产拉及工厂进行清洁 2
fmea风险评估范文

fmea风险评估范文在进行FMEA(失效模式与效应分析)风险评估的写作时,我觉得首先要抓住重点。
FMEA风险评估嘛,那就是要把可能出现的失效模式、它的后果、原因这些关键的东西给揪出来。
比如说,我们就以一个简单的汽车零部件生产为例吧。
你得先描述这个零部件是啥,像汽车发动机里的活塞。
活塞要是出了问题,那可不得了!它可能出现的失效模式有啥呢?可能是磨损过度。
这时候你就得想了,为啥会磨损过度呢?是材料本身不够耐磨呢?还是发动机的运行环境太恶劣了?这些都是我们要考虑的原因。
在写的时候,你可以按照这样的顺序来。
先把失效模式列清楚,一个一个来,别乱。
这就像搭积木一样,一块一块稳稳地搭。
不过呢,也别写得太死板,你可以在描述每个失效模式的时候,加入一些自己的看法。
比如说,“我觉得这个失效模式虽然看起来不太起眼,但是它一旦发生,后果超级严重!”这样的表达更有力,你不觉得吗?在评估风险等级的时候,这是个关键步骤哦!你得把严重度、频度和探测度综合起来考虑。
我通常会做一个表格,这样看起来更清晰。
表格里呢,把每个失效模式对应的这三个指标都写上去,然后根据一定的规则算出风险等级。
这规则嘛,每个公司或者项目可能都不太一样,但是基本的思路就是严重度越高、频度越高、探测度越低,那风险等级就越高。
这是不是很容易理解呢?写完这些之后,可不能就完事儿了。
你得给出一些应对措施呀。
针对那些高风险的失效模式,我们要怎么预防呢?怎么改进呢?就拿活塞磨损过度来说,要是因为材料问题,那我们是不是可以考虑换一种更耐磨的材料呢?要是因为运行环境,是不是可以改善发动机的散热系统之类的?这些应对措施要写得具体一点,但是也不用太啰嗦。
我发现很多人在写FMEA风险评估的时候,容易忽略一些小细节。
这部分其实还蛮简单的,但别忘了前面提到的几点哦。
比如说在描述失效原因的时候,要尽可能全面,不要只想到一两个原因就了事。
你要从各个角度去思考,像材料、设计、制造过程、使用环境等等。
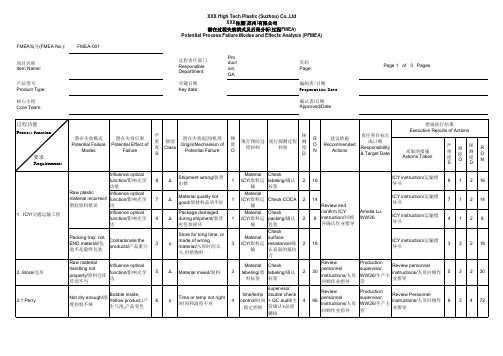
PFMEA风险分析评估范例

产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检;备每日点检;产品型号/Product Model : / 关 键 日 期/ Key Date :2017年8月16 日 FMEA 日期 FEMA date :2017年8月16日 修 订revised by :2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检、上线前试产、设备每日点检专检验、上线前试产、设备每日点检产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,功能不良不能达到产品的使用效果,消费者投诉原材料不合格,导致产品品质不合格,达不到预期用途;1严格按照原料标准采购原材料,定期进行产品检测。
FMEA实例(注塑企业)-最完整最典型最实用
2
PM mould, check molding Xu Zhenglin 60 parameter /Amelia regularly PM mould, check molding Xu Zhenglin 60 parameter /Amelia regularly PM mould, QC check molding 60 parameter regularly Xu Zhenglin /Amelia
Production, QA
Page 1 of 3 Pages
过程功能 Process function
潜在失效模式 Potential Failure Modes 潜在失效后果 Potential Effect of Failure
要求 Requirements
Influence optical function/影响光学 功能 Raw plastic Influence optical material incorrect/ function/影响光学 塑胶原料错误 功 Influence optical function/影响光学 功 Packing tray: not END material/包 装不是最终包装 Contaminate the products/产品脏污
措施执行结果 Executive Results of Actions 严 重 度 S 探 测 度 D
要求
Requirements Imaging lens thickness, Dim 2: Poor image quality, 1.93± 0.03 mm Influence TOP out of spec. Total height Influence imaging Dim.4: 5.05± function 0.05, out of spec. Distance, Dim 5: Impact illumination, 14.54± 0.03 out of spot position spec. Distance, Dim.6: Impact illumination, 7.86± 0.03 out of spot position spec.
玩具产品风险评估表
Is the instruction / manual up to date to the product version?
在包装方法/指引,是否以最新版本的产品设置?
Yes
2.03
Are the warning labels attached on the right place and in the right language and are the fonts use是否可用于玩耍?如果是,则该包装视为玩具。
No, passed the safety test
1.10
In case of socket outlets (how) are you ensuring the right dimensions and contact pressure during mass production? Deviations might cause overheating during usage
1.02
Are the intended small parts correct in size?
所用的小零件的尺寸是否正确?
Yes, passed the safety test
1.03
Are the materials used clear of hazardous chemicals?(Additional requirements when the toy or childcare article can be placed in the mouth of children)
在正常使用下,当拆开其它部件时是否存在小零件/尖边?
No, passed the safety test
1.13
Any magnet on the product?Any risk of it coming loose and then can be swallowed/
fmea报告模板范例
fmea报告模板范例FMEA(Failure Mode and Effects Analysis)是故障模式与影响分析的简写,是一种系统性的方法,用于识别和评估产品或过程中可能存在的故障模式及其潜在影响。
下面是一个FMEA报告模板的范例:1.项目信息-项目名称:XXX产品生产过程FMEA-报告编制日期:YYYY年MM月DD日-报告编制人:XXX2.FMEA表格序号,重要性,故障模式,故障原因,设计控制,控制动作,潜在影响,自动性,发现度,严重度,建议措施------,--------,----------,----------,----------,----------,----------,--------,--------,--------,----------1,高,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX2,中,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX3,低,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX,XXX3.重要信息解释-重要性:根据故障的潜在影响和频度来评估故障的重要性,分为高、中、低三个等级。
-故障模式:记录故障出现的模式或类型,例如机器停机、设备损坏等。
-故障原因:识别导致故障的根本原因,例如零部件磨损、操作错误等。
-设计控制:标记故障模式是否由设计决策引起。
-控制动作:记录已经或将要采取的控制措施来减少或消除故障模式。
-潜在影响:分析故障可能带来的影响,如生产延误、产品质量下降等。
-自动性:描述人工检查效果,区分人工检查的故障发现自动性高低。
-发现度:根据控制措施可能发现的故障数量进行评估。
-严重度:根据故障带来的影响评估故障的严重性,分为高、中、低三个等级。
-建议措施:记录针对每个故障模式采取的应对措施和改进建议。
4.分析结果总结-根据FMEA表格中的评估和分析,我们可以得出以下结论:-高重要性的故障模式需要优先处理,并采取相应措施进行风险控制。
Fmea分析表1
成型加工困难
主体棱角保留装饰条定位,将装 客户可能不接受 饰条由直角(90°)形改为直条形
装饰片过小且胶口接近一 装饰条易少肉或多肉 级外观面,不易剪胶 成型件有应力造成变形 不平整
胶口设计在装 饰片内侧 做背胶和卡扣
建议 背胶不易承受高低温考验,易 易脱落(客户部接受) 增加卡扣以增加 装饰条易脱落 老化失效 且易造成经济赔偿损失 软胶片(装饰条) 稳固性 做背胶黏贴
装饰条不服帖 麦拉片 二 次 加 工 难 度 高 超音波 喷漆 黏胶 移印 网印
卡扣与主体配合有间隙装饰 装饰条整体配合易有鼓 做塑胶卡扣方式组 增加背胶以减小 起产生缝隙影响整体形 配 条易变形 翘曲(不服贴) 象 麦拉片制作加工成本高 超音波底座治具不易制作 喷剂治具密封性差 胶水多位液体 拐角不易移印 铰链干涉 模具加工困难及成型不易 模具加工困难 塑胶装饰片成型尺寸 及变形难以管控 成本过高 贴整片麦拉片 采用超音波将装饰 条与肢体粘合 外观管控不易,不良率 在主体表面喷漆成 白色装饰条 高 胶水比较稀,易流在主 用胶水将塑胶装饰 片黏贴在主体上 体上,影响良率 影响产品整体不良率高 采用移印方式印刷 装饰条
設計失效模式與效應分析表丝芙兰魔术方块白色装饰条201110192011108零件潜在失效模式失效效應建议改善風險建议改善措施建议改善風險pra装饰条易脱落增加卡扣以增加稳固性装饰条不服帖卡扣与主体配合有间隙装饰条易变形做塑胶卡扣方式组配麦拉片制作加工成本高成本过高贴整片麦拉片超音波超音波底座治具不易制作喷漆喷剂治具密封性差外观管控不易不良率高黏胶胶水多位液体拐角不易移印影响产品整体不良率高采用移印方式印刷装饰条铰链干涉网板无法完全贴近产品表面在主体上印刷装饰模具加工困难及成型不易模具加工困难模具四面滑块相互干涉成型加工困难成本过高超音波喷漆喷剂治具密封性差黏胶胶水多位液体铰链干涉烫金棱角烫金困难取消两侧边装饰片白客户可能不接受客户可能不接受成型件有应力造成变形不平整s對產品失效的嚴重度效應severity設計開始日期
二零二一年玩具产品完整工序的产品风险评估记录表

支架未装到位,导致弹射功能不良
5
3
1
15
否
√
√
工人装配不够熟练
加强员工操作技能培训,管理人员及QC加强巡查。
工序控制咭
工程部/装配部/品质部
2.漏打螺丝
漏打螺丝或打不到位,滑牙
5
4
2
40
否
√
√
员工操作技能或电、风批调试力度不对
加强员工操作技能培训,QC检查电、风批力量、扭力
工序控制咭/关键工序位/电批校验记录/螺丝工序检查表
5
4
2
40
否
√
√
√
生产环境不良影响,生产现场没有定期清洁。
喷油槽、过滤网定期清理并做好记录
喷油槽及抽气管道滤网清理记录
喷油部
3.首件檢查
漏檢外觀
3
3
2
18
否
√
√
√
产品急需生产
QC加强巡查并进行首件检验
首件检验报告
品质部
4.排盆
排盆方法錯擦花喷油位, 影响产品质量
3
3
2
18
否
√
√
√
摆放指示不明确
按产品质量要求操作
货仓部 IQC
評估工序4:IQC
控制項目
潛在風险可能性
危害风险评估
风险类别
风险性质
潛在原因
控制程序
验证与记录
负责部门
发生几率A
严重程度B
不可探测度C
总分A*B*C
是否为不可接收高风险项目
潜在风险
已经产生的风险
物理性
化学性
生物性
要求
风险评估记录FMEA作业

R P N
尺寸 外观
关键尺寸等仪器 超差 外观缺陷
影响产品装配 影响外观质量
7 检验员漏检、 6 误判
2 《检验标准书》 2
首件检验 制程检 验每2小时一次
3 2
42 24
仪器定期校正,检验员定期 培训 无
马军超 马军超
已按计划内实 5 施,符合要求
2
3
30
5
喷油
油漆 后续无法生产。 油漆混入外来物 产品外观、性能 料,重金属以及 不良,对人体有 有害物质超标 害 喷油枪等损坏 后续无法生产。 产品外观不良 4 化学 采购控制不力 2 采购合格供应商化学 品以及核对供应商提 供的 检测报告 对喷油设备管理,损 坏及时更换 ① 供应商筛选和定 期审查 ② 采购单要求。 ③ 原材料检验 ④ 存储采用先进先 出管理 ⑤ 制订清洁卫生标 准 ⑥ 定期检查周边清 洁卫生 目视 3 24 王年飞
R P N
1
原料准备
产品报废 塑胶原料不合格 没法使用,没有 经过检测合格 五金件不符合要 顾客抱怨 求 纸箱/彩卡等包材 LED灯泡不亮 进料检验 五金件外壳破损 或变形 顾客抱怨 顾客抱怨 顾客抱怨 8 5 5 5 4 有害物质超标 影响组装正常使用 来料混有外来物 灯泡亮度不够 无法组装及正常使用 2 3 2 3 5 要求材料供应商提供 进行核对测试,必 测试报告 要时进行外部检测 进行检验 用样板进行比对 2 2 2 2 2 32 30 20 30 40 无 无 无 无 加强对检验员培训,主管定 期检查 定期对标示进行检查,加强 对仓管培训 马军超 马军超 马军超 马军超 马军超 已按计划内实 4 施,符合要求 已按措施计划 内实施,符合 7 控制要求,风 险得有效控制 3 2 24
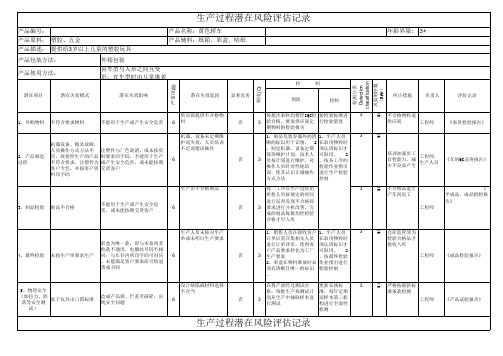
仿真车模型玩具PFMEA风险分析范例

潜在失效模式及后果分析-来料检验潜在失效模式及后果分析-物料贮存潜在失效模式及后果分析-领料潜在失效模式及后果分析-混料/加料潜在失效模式及后果分析-烘料潜在失效模式及后果分析-装/卸模潜在失效模式及后果分析-注塑成型潜在失效模式及后果分析-首件检验潜在失效模式及后果分析-IPQC巡检潜在失效模式及后果分析-产品喷印
11、潜在失效模式及后果分析-装配12、
潜在失效模式及后果分析-入库、贮存、出货仿真车模型玩具PFMEA风险分析范例
目录
1、2、9、10、3、4、5、6、7、
8、。
仿真车玩具装配pfmea分析范例 (1)

发错货
产品退回
7
◇
仓管员不明要 求/仓管员粗心
3
1.相关资料及时发 放仓库人员
业务人员监柜
2
42
现行过程控制
预防
探测
探R 测P 度N
建议措施
措施结果
职责&目标 完成日期 采取措施及 生效日期
严发探 重生测 度率度
R P N
成品入库
存放位置符合要 求
1.存放位置错误
发错货
1.仓管员不具 7 ◇ 备相关岗位技
能
2
1.仓管员进行岗位 培训
公司内审 /仓库稽查
2 28
存放方式符合要 求
2.存放方式不符 要求
1.打开左/右车门,依次触发两种音乐,同时前车灯发白光,尾车灯发红光,表板灯发蓝光. 2.按压车前轮触发引擎声,同时前车灯发白光,尾车灯发红光,表板灯发蓝光. 使用方式说明
3.轮子贴地后拉上满发条,松手产品向前行驶.
过程/功能
要求
潜在失效模式
潜在失效 模式后果
严级 重 度别
潜在失效 模式要因
发 生 率
产品名称/型号 项目名称 生产过程 核心小组
潜在失效模式及后果分析 P-FMEA
过程职责
关键日期
FMEA 编 号
页
次
编
制
FMEA编制日期
FMEA修订日期
产品适用年龄
3岁及以上
产品销售地区/适用法规 国内及国外销售,全球玩具安全技术法规均适用
设计理念/功能 仿真车之模型玩具,具有声光功能及回力驱动行驶功能
物料损坏
6
1.仓管员不具 备相关岗位技 能
1.仓管员进行岗位 2 培训
公司内审 /仓库稽查
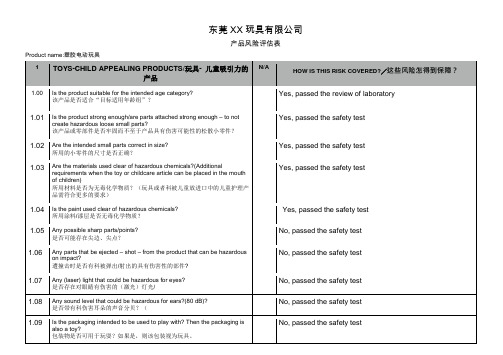
玩具产品风险评估表
东莞XX玩具有限公司产品风险评估表Product name:塑胶电动玩具1 TOYS-CHILD APPEALING PRODUCTS/玩具- 儿童吸引力的产品N/AHOW IS THIS RISK COVERED?/这些风险怎得到保障?1.00 Is the product suitable for the intended age category?该产品是否适合“目标适用年龄组”?Yes, passed the review of laboratory1.01 Is the product strong enough/are parts attached strong enough – to notcreate hazardous loose small parts?该产品或零部件是否牢固而不至于产品具有伤害可能性的松散小零件?Yes, passed the safety test1.02 Are the intended small parts correct in size?所用的小零件的尺寸是否正确?Yes, passed the safety test1.03 Are the materials used clear of hazardous chemicals?(Additionalrequirements when the toy or childcare article can be placed in the mouthof children)所用材料是否为无毒化学物质?(玩具或者科被儿童放进口中的儿童护理产品需符合更多的要求)Yes, passed the safety test1.04 Is the paint used clear of hazardous chemicals?所用涂料/漆层是否无毒化学物质?Yes, passed the safety test1.05 Any possible sharp parts/points?是否可能存在尖边、尖点?No, passed the safety test1.06 Any parts that be ejected – shot – from the product that can be hazardouson impact?遭撞击时是否有科被弹出/射出的具有伤害性的部件?No, passed the safety test1.07 Any (laser) light that could be hazardous for eyes?是否存在对眼睛有伤害的(激光)灯光/No, passed the safety test1.08 Any sound level that could be hazardous for ears?(80 dB)?是否带有科伤害耳朵的声音分贝?(No, passed the safety test1.09 Is the packaging intended to be used to play with? Then the packaging isalso a toy?包装物是否可用于玩耍?如果是,则该包装视为玩具。
电玩具生产过程潜在风险评估记录
6
否
3
《车间QC巡查报告》
3
3、制品检验
制品不合格
不能用于生产或产生安全危 害,或未能按期交货客户
6
否
54
生产出不合格制品
不合格品退生 产车间返工 工程师
《 半成品、成品批检报 告》
3
生产人员未核对生产 单或未明白生产要求 彩盒为唯一款,即与本系列其 他款不通用,电脑纹号码不相 同;与车仔内所印字码可对应 。未能满足客户要求而引致退 货或召回
否
3
每批包装生产均须经测 试合格 每批次生产首件检验均 要进行测试 培训全体员工在使用利 器时需遵守利器管制规 定,管理人员要对利器 的收、发记录,质检部 监督。 定期检查全厂范围内的 窗户、灯具、消防栓等 含有玻璃之位置有无裂 烂现象 应定期按照校正计划进 行校正,同时如发现仪 器损坏,应停止使用, 送检修。 生产车间安装防护设 施,每天清洁厂区卫 生,行政部每15天进行 杀虫灭鼠一次
8
仪器未定期校验、仪 器损坏
否
2
在仪器有效期 前送计量中心 校正 行政部进行管 控
348Βιβλιοθήκη 《仪器校准证书》12、虫害控制 存在有昆虫外来物
会影响产品的卫生、安全问题
7
未进行杀虫灭鼠工作
否
2
3
42
行政部
《杀虫灭鼠药品放置 登记表》
13.外来物质 感染评估
存在有外来物质,如杂 物、首饰、破碎玻璃、 会影响产品的卫生、安全问题 利器、昆虫、不洁物料 等外来物
在投产前经过测试合 格,每季度按测试计划 从生产中抽取样本进行 测试,
更新安规标 准,每年定期 送样本第三机 构进行全面性 检测 采用优质包装 材料 界油测试 3 54
塑胶厂事故风险评估记录模板

塑胶厂事故风险评估记录模板事故风险评估记录模板日期:________________评估人:______________评估地点:_____________1. 塑胶厂事故描述:描述塑胶厂可能发生的事故类型和影响。
2. 危险源辨识:列出可能导致事故的危险源,例如:化学物质泄漏、设备故障、火灾等。
3. 事故概率评估:评估每个危险源发生事故的可能性,使用1-5等级进行评估,1代表低概率,5代表高概率。
危险源A: _____危险源B: _____危险源C: _____...4. 事故严重度评估:评估每个事故对人员、环境和设备的潜在影响,使用1-5等级进行评估,1代表低严重度,5代表高严重度。
事故类型A: _____事故类型B: _____事故类型C: _____...5. 风险等级评估:根据危险源的概率和事故的严重度,为每种事故计算风险等级。
风险等级=危险源概率×事故严重度事故类型A风险等级: _____事故类型B风险等级: _____事故类型C风险等级: _____...6. 风险控制措施:列出针对每种事故类型的风险控制措施,例如:安装泄漏检测设备、定期维护设备、加强员工培训等。
事故类型A控制措施: _____事故类型B控制措施: _____事故类型C控制措施: _____...7. 风险评估结果:根据风险等级和风险控制措施的有效性,确定每种事故类型的风险评估结果。
事故类型A风险评估结果: _____事故类型B风险评估结果: _____事故类型C风险评估结果: _____...8. 备注:在这里添加额外的备注或建议。
评估人签名:________________审核人签名:________________请注意,以上模板仅作为参考,您需要根据实际情况进行调整和修改。
确保评估记录完整准确,以保障塑胶厂的安全运营。
玩具产品过程风险评估PFMEA
玩具产品过程风险评估PFMEA玩具产品过程风险评估(Process Failure Mode and Effects Analysis,PFMEA)是一种常用于评估与产品生产和制造过程相关的潜在风险的方法。
通过使用PFMEA工具,生产团队可以识别可能导致产品质量问题或生产线故障的潜在失效模式,并提出相应的风险减轻措施,从而降低风险发生的可能性,提高产品质量和生产效率。
下面是对玩具产品过程风险评估的一个示例,其中包括了PFMEA的详细步骤和具体操作。
1.确定评估范围:确定评估的产品和生产过程范围。
例如,玩具产品的生产过程可以包括原材料采购、生产工艺、装配和包装等。
2.确定评估团队:组建一个由各个部门的专家组成的评估团队,包括设计、生产、质量、采购和工程等。
3.识别过程步骤:列出产品生产过程的所有关键步骤,包括从原材料到最终产品出货的所有环节。
4.识别失效模式:对每个过程步骤,识别可能的失效模式,即可能导致产品质量问题或生产线故障的潜在原因。
例如,原材料质量不过关、生产工艺参数设置不正确、人为操作失误等。
5.评估失效后果:对每个失效模式,评估其可能导致的后果。
例如,产品质量不合格、产品寿命缩短、生产线停机等。
6.确定风险等级:根据失效模式的后果和可能性,确定每个失效模式的风险等级。
一般来说,风险等级可以根据后果的严重性、可能性的频率以及可控性来确定。
7.制定措施:对于高风险的失效模式,制定相应的控制措施,以减少风险的发生可能性或后果的严重性。
例如,提高原材料检验标准、优化生产工艺参数、提供操作培训等。
8.验证效果:在实施控制措施后,验证其是否有效降低了风险。
可以通过持续监控产品质量和生产线运行情况来评估控制措施的有效性。
9.定期复评:定期对玩具产品的生产过程进行复评,以确认控制措施的有效性并识别新的风险。
10.记录和追踪:将PFMEA的结果和控制措施记录下来,并建立追踪机制,以便随时查阅和跟踪控制措施的实施情况和效果。
塑胶玩具FMEA完整版

Current Process Controls 流程控制 S E V 危 险 程 度 8 O C C 发 生 频 率 Prevention 预防措施 D E T Detec tion 检测 不 易 发 现 系 数 1 R P N 风 险 优 先 系 数 Recommended Action (s) 建议方案 Responsibility & Target Completion Date 期望完成日期
New DET新易发现系数
Process Step
Class 等级
Line No.
POTENTIAL 潜在 FAILURE MODE AND EFFECTS ANALYSIS 失效模式和后果分析 (PROCESS FMEA) Description 描述 Program/Project 项目 Process Responsibility 职责 Key Date 日期 Core Team 团队 FMEA Number 成员 Prepared By 拟写 FMEA Date (Orig.) 初稿日期 Revision Date 更新日期 Quality/Engineering Approvall: 工程/品管审核
风险评估报告(塑胶电子玩具、毛绒类玩具类产品)
东莞英创管理咨询有限公司产品风险评估报告(塑胶电子玩具、毛绒类玩具类产品)编写:风险评估小组日期:2016-3-24审核:目录1.风险评估小组2.风险评估标准3.风险识别及评价步骤:4.产品描述5.工艺流程图6.产品品质控制计划7.风险评估表8.不可接受风险控制及验证风险评估不能用是非判断法直接评价的,可以采用半定量计算法,计算每种危险源所带来的风险采用如下方法:总分=A *B*C1)A—发生事故的频率大小。
将发生事故可能性极小的分数定为1,而必然要发生的事故的分数定为10。
介于这两者之间(2)B—对顾客安全潜在风险影响程序。
事故造成的人身伤害、财产损失与生态系影响变化范围极大,所以规定的数值为1—10,把引起个别抱怨1,把造成多人死亡或重大财产损失的可能性分数定为10,其他情况数值均为1—10之间。
如下表:(3)C—不可探测度。
工厂可能自身检测设备或内部控制,可以把提前预知或识别风险,根据可探测度级别分为1—10分,通过自我控制可以探测为1,完全不能探测或发现为10,其他情况数值均为1—10之间。
如下表:风险等级划分。
依据风险值总来确定风险级别,而在这个界限值并不是长期固定不变,在不同时期,应根据其具体情况来确定风险级别的界限值,以符合持续改进的思想。
下表内容可作为确定风险级别界限值的参考。
风险评估需要考虑到风险的性质1-潜在风险:该风险没有发生,但是可以预见到风险产生的要素,如果不加以控制,在未来可能会由潜在风险升级为实际的风险,所以需要开始预防措施。
2-已经产生产风险:风险已经产生,并对产品质量,安全及合规性造成影响,必须马上执行纠正措施。
3. 风险识别及评价步骤:1) 成立风险评估小组,任命风险评估小组组长及组员(影响产品质量,安全及合规性的所有部门都要安排专门人员参加);2) 对风险评估小组成员进行必要的培训(如EN-71,ASTM-F963,GB6675);3) 由组长指导,各部门风险评估人员对本产部门风险因素进行识别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R P N
分区及标示
无标示/混放
用错料
4
标识不清
2
定置管理
目测
7
56
已按措施计划 内实施,符合 Leabharlann 控制要求,风 险得有效控制2
5
30
2
材料领用
材料错误使用 产品报废,材料 浪费. 4 混放/标识不清 2 材料领用单 目测 7 56
目视管理,做好标示以 及分区摆放,加强管理 培训
已按措施计划 内实施,符合 4 控制要求
潜在失效模式及后果分析(风险评估记录)
Design FMEA设计 System系统 Subsystem子系统 Component部件 设计或过程责任: 日期: 工程部/品管部/生产部、PMC 编号: 编制: 编制日期: Process FMEA 过程 页码: 电话: 共9页
产品类型: 塑胶类玩具产品 Part Number零件编号: Core Team核心小组:
4
注塑吹塑
模具之前损坏或当前 使用损坏 后续无法生产 。产品外观、 装配不良(反修 /报废) 产品外观、装 配不良(反修/ 报废) 后续无法生产 。产品外观、 装配不良(反修 /报废) 7 物理 模具管控不力 2 将模具分类编号 标识分区存放以及检 查保护。模具领用登 记。机器设备维护保 养 3 42
Current Design or Current Design or Responsibility Reasons措施结果 Potential Potential Cause(s) / Process Controls Process Controls Sev Class Det RPN风 & Target Effect(s) of Item/ Function Potential Failure Mode 潜 Occ Recommended Actions NO Prevention 现行设计或 Detection 现行设计或 探测 险顺 严重 级别/ Mechanism(s) of Failure Completion Failure 潜在失效 Actions Taken 项目/功能 频度 建议措施/措施计划 在失效模式 潜在失效起因/机理 过程控制 过程控制 S O D 度 因素 度 序数 Date责任目标及 后果 采取的措施 完成日期 预防 探测
产品类型: 塑胶类玩具产品 Part Number零件编号: Core Team核心小组:
Current Design or Current Design or Responsibility Reasons措施结果 Potential Potential Cause(s) / Process Controls Process Controls Sev Class Det RPN风 & Target Effect(s) of Item/ Function Potential Failure Mode 潜 Occ Recommended Actions NO Prevention 现行设计或 Detection 现行设计或 探测 险顺 严重 级别/ Mechanism(s) of Failure Completion Failure 潜在失效 Actions Taken 项目/功能 频度 建议措施/措施计划 在失效模式 潜在失效起因/机理 过程控制 过程控制 S O D 度 因素 度 序数 Date责任目标及 后果 采取的措施 完成日期 预防 探测 现场目视管理,做好标 示以及分区摆放,加强 管理培训
①建立模具检验标准 ②落实相关责任人和执 行力度。 ③持续改善相关措施使 其更合理有效。
已按措施计划 内实施,符合 4 控制要求 已按措施计划 内实施,符合 4 控制要求 已按措施计划 内实施,符合 5 控制要求 已按计划内实 5 施,符合要求
2 2
3 3
24 24
2
2
20
模具/设备
仓库目视管理,做好标 示以及分区摆放,加强 管理培训
原料入库
混放
发错料
4
标识不清
2
定置管理
目测
7
56
已按措施计划 内实施,符合 3 控制要求,风 险得有效控制
2
5
30
材料霉变或有害虫尸体
影响产品质量
4
生物
仓库管理不力
2
仓库人员培训,严格 操作
定期检查
2
16
存储条件 杂质混入、损坏 影响产品质量 4 物理 管理缺失 2
4
化学
采购控制不力
2
目视
3
24
进料检验
误导安全库存数量/材 料无法识别
材料错误使用, 顾客投诉
材料型号规格标识不 清 7 材料型号规格标识错 误
2 仓库人员上岗培训 1 进料检验 过程检验
3
42
定期对标示进行检查, 加强对仓管培训
已按措施计划 内实施,符合 7 控制要求,风 险得有效控制
2
2
28
3
21
2
3
24
3
工程图纸/工艺指导
设计缺陷 工程图纸工艺文件错误 产品报废,材料 浪费. 产品报废,材料 浪费. 7 7 客户提供设计问题 技术人员技术不达 标,责任心不强 2 2 工程样板 技术部门内部审核检 查 监督检查 监督检查 3 3 42 42
工程部门利用技术手段 做样板以及判断设计缺 失 工程部门提高人员的技 术水平。
R P N
1
原料准备
塑胶原料不合格 纸箱/彩卡等包材 油漆混入外来物料, 重金属以及有害物质超 标 产品报废 没法使用,没 有经过检测合 顾客抱怨 后续无法生产 。产品外观、 性能不良,对 人体有害 8 5 有害物质超标 来料混有外来物 2 2 要求材料供应商提供 进行核对测试,必 测试报告 要时进行外部检测 标准样品有效进行监 用样品对标准电线 控 进行比对 采购合格供应商化学 品以及核对供应商提 供的 检测报告,加 强来料检验 2 2 32 20
灯、墙壁、顶棚定期 检查清扫,产品用废 布覆盖,灭蚊灯,防 纱网 制订标准,定期检查
定期检查
2
16
存储可能受潮
产品污染
4
生物
监控不力,防护不到 位
2
目视
3
24
第 1 页,共 9 页
潜在失效模式及后果分析(风险评估记录)
Design FMEA设计 System系统 Subsystem子系统 Component部件 设计或过程责任: 日期: 工程部/品管部/生产部、PMC 编号: 编制: 编制日期: Process FMEA 过程 页码: 电话: 共9页