无铅焊接助焊剂msds
无铅M-598助焊剂MSDS
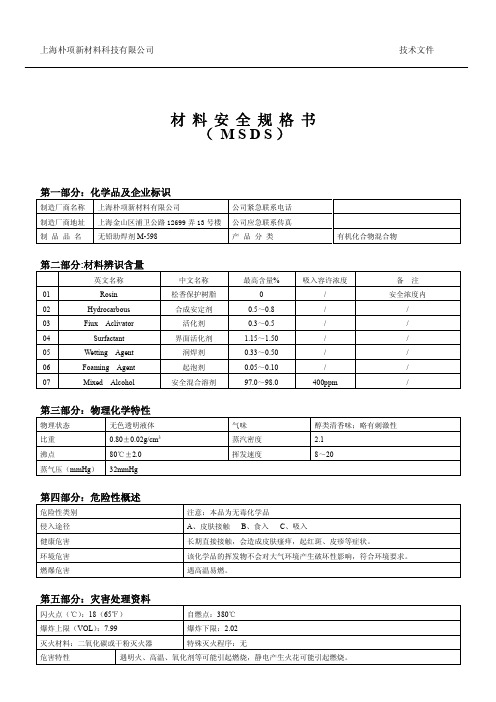
上海朴项新材料科技有限公司技术文件材料安全规格书(M S D S)第一部分:化学品及企业标识制造厂商名称上海朴项新材料有限公司公司紧急联系电话制造厂商地址上海金山区浦卫公路12699弄13号楼公司应急联系传真制品品名无铅助焊剂M-598 产品分类有机化合物混合物第二部分:材料辨识含量英文名称中文名称最高含量% 吸入容许浓度备注01 Rosin 松香保护树脂0 / 安全浓度内02 Hydrocarbous 合成安定剂0.5~0.8 / /03 Fiux Aclivator 活化剂0.3~0.5 / /04 Surfactant 界面活化剂 1.15~1.50 / /05 Wetting Agent 润焊剂0.33~0.50 / /06 Foaming Agent 起泡剂0.05~0.10 / /07 Mixed Alcohol 安全混合溶剂97.0~98.0 400ppm /第三部分:物理化学特性物理状态无色透明液体气味醇类清香味;略有刺激性比重0.80±0.02g/cm3蒸汽密度 2.1沸点80℃±2.0 挥发速度8~20蒸气压(mmHg)32mmHg第四部分:危险性概述危险性类别注意:本品为无毒化学品侵入途径A、皮肤接触B、食入C、吸入健康危害长期直接接触,会造成皮肤瘙痒,起红斑、皮疹等症状。
环境危害该化学品的挥发物不会对大气环境产生破坏性影响,符合环境要求。
燃爆危害遇高温易燃。
第五部分:灾害处理资料闪火点(℃):18(65℉)自燃点:380℃爆炸上限(VOL):7.99 爆炸下限:2.02灭火材料:二氧化碳或干粉灭火器特殊灭火程序:无危害特性遇明火、高温、氧化剂等可能引起燃烧,静电产生火花可能引起燃烧。
第六部分:化学反应特殊性安定性 安定应避免之状况 严禁阳光之射或高热、高温处存放及作业。
不相溶物 酸、碱、水分、油脂或无机物可能分解物 氧化物有害之合物 不会发生。
第七部分:消防措施危险性特性遇高温条件下易燃、易爆炸。
助焊剂材料安全规格表(MSDS)
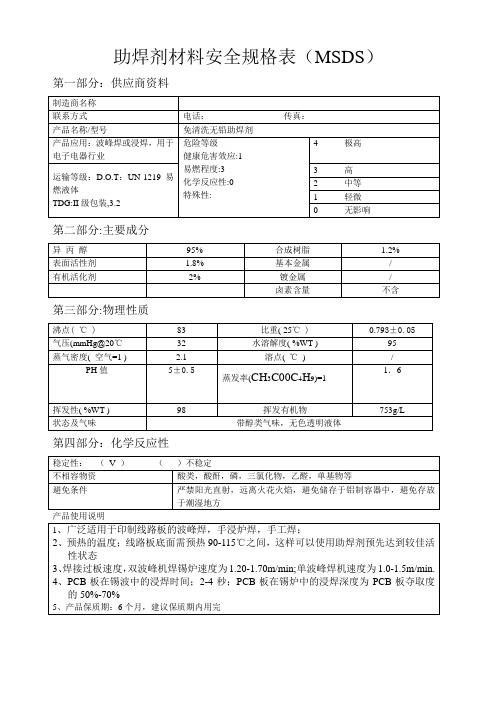
助焊剂材料安全规格表(MSDS)第一部分:供应商资料
第二部分:主要成分
第三部分:物理性质
第四部分:化学反应性
危险警告
1严禁阳光直射,避免与眼睛接触,保持容器密封。
2主要可能浸入途径:眼睛,吸入,失误吞食,不浸入皮肤
3影响对象:助焊剂烟雾浸入眼睛,黏膜,呼吸系统。
潜在的健康效应:
吸入:使用过程中产生的烟雾影响黏膜及呼吸系统。
含量过高可能引起头晕,头痛,恶心眼睛:烟雾可能会对眼睛有暂时的轻微刺激性
皮肤:可能会使皮肤有轻微的过敏现象,对皮肤无腐蚀作用,皮肤过敏可产生发氧,红斑,灼热我打特征,
吞食:吞食危害,灼伤食道
急求方法
眼睛:用大量清水清洗15分钟:必要时就医
皮肤:用肥皂水洗涤,并冲水或沐浴洗去
误食:立即就医,除非在医生指导下,不可催吐
医生注意事项:无特别解毒剂,应给以看护,根据病人反应,给方案治疗
消防措施
产品明火或遇火花或高温可燃
自燃温度:380度以上
燃烧极限:下限2%,上限12%
灭火方法:泡沫灭火器,干粉灭火器,二氧化碳灭火器或沙土灭火
爆炸可能性:不适用
意外泄漏:移除所有点火装置。
使用吸管或干布吸起并用清水清洗
贮存
易燃:远离火源或相关氧化物,避免阳光直晒,密闭容器单独存放于通风阴凉处,特别是小孩子不易接触处
产品管理:通风处使用,并随时保持容器密封
使用人员注意事项:穿长袖长裤或长裙。
戴手套,口罩,使用后勤洗手勤换衣。
助焊剂MSDS

1.预热不充分(预热温度低、走板速度快)造成FLUX留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后或未及时清洗。
四、连电,漏电(绝缘性不好):
1.PCB设计不合理,布线太近等。2.PCB阻焊膜质量不好,容易导电。
五、漏电,虚焊,连焊:
1.FLUX涂布的量太多太少或不均匀。2.部分焊盘或焊脚氧化严重。
食入: 食入可能危害健康;
四 急救措施ﻩ
眼睛接触: 不慎触及眼睛时,立刻用清水连续冲洗至少15分钟,并送医院冶疗.
皮肤接触: 不慎触及皮肤时,立刻用肥皂及清水清洗患部.
吸入: 不慎吸入时,迅速脱离现场转移到空气新鲜处,严重时送医治疗.
食入: 不要给患者进食任何东西,并送医治疗.
感染之微兆与症状: 呼吸不适或偶有头晕,接触部位可能红养.
界面活性剂
0.25
NA
NA
活化剂
1.5
NA
NA
抗氧化剂
0.25
NA
NA
混合醇溶剂
98
400
500
NA=不适用有害成份
危害物质
百分含量(W/W%)
危规号
混合醇溶剂
98
67-63-00
三 危害性概述
侵入途径: 1.呼吸进入 2.吞食 3.皮肤接触
潜在急性健康危害: 眼睛接触可能危害健康;
吸入: 吸入产品烟气可能危害健康.
3.PCB布线不合理(零件分布不合理)。
4.发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
5.手浸锡时操作方法不当。6.链条倾角不合理。
六、焊点太亮或焊点不亮:
1.可通过选择光亮型或消光型的FLUXA来解决问题。
WTO-LF4000T-1 305-4B SPEC

标准产品
项目 合金成分 粉末粒径 粘度
规
格
Sn96.5/Ag3.0/Cu0.5 Type 4 20-38μm
190±30 Pa.S
检测项目
金属含量(%) 助焊剂含量(%) 焊料球试验 润湿试验 坍塌试验 卤素含量 电迁移 铜镜腐蚀试验
表面绝缘电阻(168h,@85℃, 85%RH)
产品规格
88.90±0.30 11.10±0.30
安全
本产品在回流焊过程中会产生少量挥发性气体,因此回流焊过程中应有通风装置,保证这些气体不 会弥散于工作区域。更多的安全数据,请参见本产品的物质安全数据表(MSDS).
应用指南
保存与使用
l 产品应在 2-10℃下储存,在此条件下,保质期为 6 个月. l 焊膏在使用前应从冰柜中取出,在未开启瓶盖条件下,放置到环境温度。为达到完全的热平衡,
印刷
唯特偶 WTO-LF4000T-1/305-4B 锡膏印刷性极好, 使用 4 号粉时可低至 0.3mm。
建议印刷参数如下:
刮刀
不锈钢刮刀或聚氨酯刮刀
印刷速度 最高可至 100mm/sec
温度/湿度 温度 25±5℃ ,湿度 50±10% RH 焊膏在模板停留时间大于 8 小时
回流曲线
温度℃ 温度℃
建议回温时间为 4 小时。 l 回温后,使用前,应使用锡膏自动搅拌机搅拌锡膏 1-5 分钟,以免除因储存带来的不均匀性。
具体搅拌时间要依据自动搅拌机转速、环境温度等因素来确定。 l 不能把使用过的锡膏与未使用过的锡膏置于同一容器罐中。锡膏开罐后,若罐中还有剩余锡膏
时,不能敞于空气中放置,应尽快旋紧盖子。
唯特偶锡膏
WTO-LF4000T-1/305-4B
化学品助焊剂MSDS
易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热有燃爆危险。
三、急救措施
症状和后果:
对粘膜、皮肤、视网膜有刺激作用,可麻醉中枢神经,导致头痛、恶心、呼吸困难、失明等症状。
急救措施:
皮肤和眼睛接触,应立即用肥皂水和清水冲洗;吸入和误食者,应及时送到空气新鲜处饮足量温水,催催吐或就医。
四、消防措施
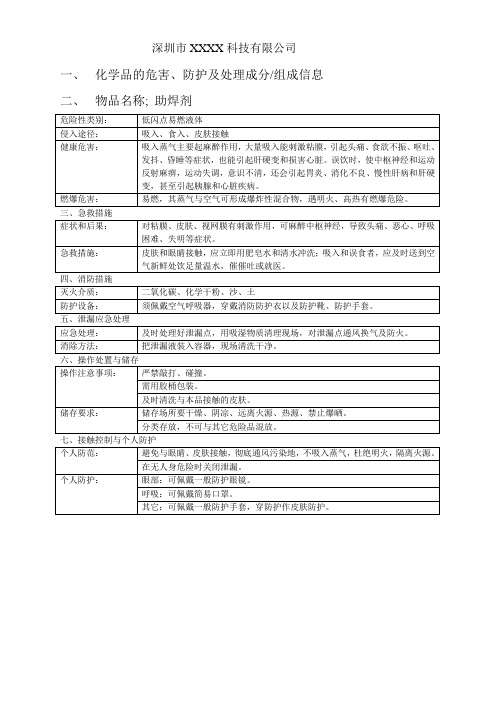
深圳市XXXX科技有限公司
一、化学品的危害、防护及处理成分/组成信息
二、物品名称;助焊剂
危险性类别:
低闪点易燃液体
侵入途径:
吸入、食入、皮肤接触
健康危害:
吸入蒸气主要起麻醉作用,大量吸入能刺激粘膜,引起头痛、食欲不振、呕吐、发抖、昏睡等症状,也能引起肝硬变和损害心脏。误饮时,使中枢神经和运动反射麻痹,运动失调,意识不清,还会引起胃炎、消化不良、慢性肝病和肝硬变,甚至引起胰腺和心脏疾病。
灭火介质:
二氧化碳Hale Waihona Puke 化学干粉、沙、土防护设备:
须佩戴空气呼吸器,穿戴消防防护衣以及防护靴、防护手套。
五、泄漏应急处理
应急处理:
及时处理好泄漏点,用吸湿物质清理现场,对泄漏点通风换气及防火。
消除方法:
把泄漏液装入容器,现场清洗干净。
六、操作处置与储存
操作注意事项:
严禁敲打、碰撞。
需用胶桶包装。
及时清洗与本品接触的皮肤。
储存要求:
储存场所要干燥、阴凉、远离火源、热源、禁止爆晒。
分类存放,不可与其它危险品混放。
七、接触控制与个人防护
个人防范:
避免与眼睛、皮肤接触,彻底通风污染地,不吸入蒸气,杜绝明火,隔离火源。
在无人身危险时关闭泄漏。
个人防护:
助焊剂MSDS

东莞市奥本特电子材料有限公司无铅助焊剂JS801B◆技术资料表◆产品承认书◆SGS报告无铅助焊剂技术资料产品简介Introduction无铅免洗助焊剂经由特殊的活动化制程,复合而成免洗低固量、中活性的电子助焊剂,焊接后的板面透明而干净,且有快干不粘手的特性,符合焊接行业规定的MIL-14256及美国联邦QQ-S-571标准。
产品特点Features●焊接表面无残留、无粘性、焊接后表面与焊前一样●本剂不具任何腐蚀的残留物●本剂低烟,不污染工作环境,不影响人体健康●本剂有极高的表面绝缘阻抗值●通过严格的阻抗测试●通过严格的铜镜测试●焊锡表面与零件面无白粉产生,无吸湿性●上锡速度快、润湿(Wetting)性高,即使很小的贯穿孔依然可以上锡。
适用范围Scope计算机、通讯设备、电视机、音响设备、家用电器、仪器设备、医疗设备、UPS 等电子行业PCB 板的焊接。
无铅助焊剂JS801B 特性表无铅助焊剂JS800系列操作建议参数表助焊剂常见状况与分析一、 焊后PCB 板面残留多板子脏:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX 未能充分挥发)。
无铅助焊剂特性参数表3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.波峰炉本身没有风,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃.4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑):1.预热不充分(预热温度低、走板速度快)造成FLUX留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后或未及时清洗。
助焊剂使用说明书
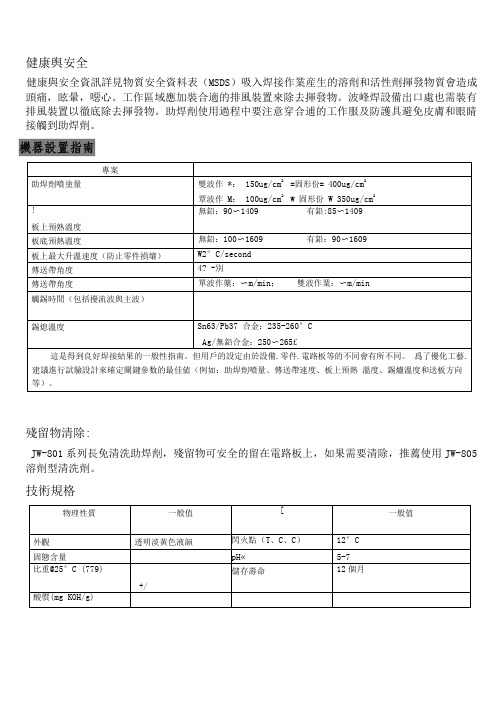
健康舆安全健康與安全資訊詳見物質安全資料表(MSDS)吸入焊接作業産生的溶劑和活性劑揮發物質會造成頭痛,眩暈,噁心。
工作區域應加裝合適的排風裝置來除去揮發物。
波峰焊設備出口處也需裝有排風裝置以徹底除去揮發物。
助焊劑使用過程中要注意穿合逋的工作服及防護具避免皮膚和眼睛接觸到助焊劑。
殘留物清除:JW-801系列長免清洗助焊劑,殘留物可安全的留在電路板上,如果需要清除,推薦使用JW-805 溶劑型清洗劑。
技術規格腐蝕性測試J-STD-004表面絕緣電阻(所有値以ohms計)JIS表面絕緣電阻(所有値以ohms計)BELLCORE表面絕緣電阻(所有值以ohms計)BELLCORE電遷移(所有値以ohms計)三、成份辨識資料四、危害辨識資料五、急救措施五、滅火措施六、泄漏處理方法個人應注意事項:處理泄漏時不得有任何火源,處理人貝須配戴充份的個人防護設備。
環境注意事項:不可大量泄漏至土壤、溝渠。
清理方法:若泄漏於空氣不流通之盛,首先須移開所有的火源.少量泄漏可用紙張或吸附物吸去泄漏液再移至通風處自然揮發。
大量泄漏須抽取至儲存桶,殘留部份以吸附物處理。
七、安全處置與儲存方法八、暴露預防措施九、物理及化學性質十、安全性及反應性十一、毒性資料十二、生態資料十三、廢棄處置方法廢棄處置方法:焚化或密封儲存,須按廢棄物處理法規處置。
十四、運送資料國際運送規定:(空白)聯合國編號:UN1219, isopropyl alcohol 國內運送規定:危險物品專用車運輪. 特殊運送方法及注意事項:(空白)十五、法規資料十六、其他資料。
MSDS手册 无铅助焊剂 MSDS 资料表

生效日期2010-12-10编号SOP-MM-003 MSDS手册页数1/2附件17无铅助焊剂MSDS 资料表1. 化学产品Chemical Product产品名称:无铅助焊剂YH-613A产品用途:用于电子电器行业2.产品成分COMPOSITION / INFORMATION ON INGRENIENTS成分CAS# 百分含量(wt%)OSH PELmg/m3TLV-TWAmg/m3TLV-STELmg/m3异丙醇(2-Propanol)67-63-0 90-99 980 983 12303.危险警告,识别标记HAZARDS IDENTIFICATION外观透明液体紧急情况综述严禁阳光直射或高热。
避免与眼接触。
保持容器密封。
主要途径○皮肤⊙眼睛⊙吸入⊙吞食影响物件助焊剂烟雾:眼睛、黏膜、呼吸系统潜在的健康郊应(短期接触)吸入使用过程中所产生的清洗剂挥发影响黏膜及呼吸系统。
含量过高可引起头晕、头痛、恶心。
眼睛烟雾可能会对眼睛有暂时的轻微刺激性。
皮肤可能会使皮肤有轻微的过敏现象。
对皮肤无腐蚀作用。
皮肤过敏可产生发痒、红斑、灼热特征。
吞食吞食危害。
灼伤食道。
皮肤吸收不大可能潜在的健康效应(长期)皮肤长期接触可能导致皮疹。
助焊剂挥发可引起头痛、头晕、恶心等特征。
对黏膜产生刺激性。
4. 急救FIRST AID MEASURES眼睛:用大量清水冲洗眼睛15分钟,并立即送医院治疗。
皮肤:用肥皂水洗涤,并冲水或淋浴洗去。
吸入:循此途径的接触应不会造成有害的影响。
远离烟雾接触。
吞食:如被吞食,寻求医疗协助。
除非在医务人员的指导下,否则不可催吐。
医生注意事项:无特别解毒剂。
应给予看护。
医生需根据病人的反应做出判断。
给予治疗。
5. 消防措施FIRE FIGHTING MEASURES可燃性⊙Yes ○No避免情况火花、明火、高温。
闪点18℃(65℉)自燃温度399℃(750℉)燃烧极限下限:2% 上限:12%。
灭火介质○水⊙二氧化碳⊙泡沫⊙灭火干粉危险的燃烧产物一氧化碳,二氧化碳。
无铅环保型助焊剂 MSDS

物质安全资料表一、物品与厂商资料
二、成分辩识资料
混合物:
物质安全资料表
三、危害辨识资料
四、急救措施
五、灭火措施
物质安全资料表
六、洩漏处理方法
七、安全处置及储存方法:
物质安全资料表
物质安全资料表
八、暴露预防措施
九、物理及化学性质
十、安定性及反应性
物质安全资料表
十一、毒性物资
十二、生态资料
十三、废弃处理方法
物质安全资料表
十四、运送资料
十五、法规资料
十六、其他资料
注:上述资料由提供,本公司对上述资料已力求正确,但错误恐仍难免,各项数据与资料仅供参考,使用者
物质安全资料表请依应用需求,自行负责判断其可用性。
MSDS(无铅)

【物質安全資料表】一、材料辨識含量物品:無鉛環保型助焊膏/ PF9100中 (英) 文 名 稱 最 高 含 量 吸入容量許濃度(TLV)合成樹脂 85% 2,500 PPM琋類溶劑 15% 600 PPM二、物理及化學特性物質狀態 固體 酸 度 <175 mgKOH/gm水中溶解度 不溶于水 外 觀 膏狀氣 味 溶劑味道三、火災及爆炸危害資料閃 火 點 Non 爆炸下限制性(LEL):Non爆炸界限測試方法 (ˇ)開杯( )閉杯 爆炸上限制性(UEL):Non滅 火 材 料 :乾粉,二氧化碳。
火 災特殊滅火方式:滅火人員須配戴氧氣筒,著防火衣。
四、反應特性安 定 ˇ應避免之狀況:火源,明火及熱溫 安 定 性危害分解物。
不安定可能發生危害之聚合 應避免之狀況。
不會發生 ˇ不相容性 應避免之物質:強氧化劑。
五、健康危害及急救措施進入人體之途種:吸入,皮膚接觸,吞食。
1. 吞時會造成胃痛,噁心,皮膚長期接觸會過敏,乾燥。
2. 呼吸器官感染偏頭痛,暈眩。
健康危害效應 3. 眼、嘴接觸則會紅腫,疼痛。
暴露徵兆及症狀 暈眩,眼睛刺痛,呼吸困難。
誤食時請勿摧吐或餵食,皮膚接觸時脫下被污染衣物,並用大量清水清洗,將患者移通風處,呼吸困難時給予氧氣罩,眼睛時用大量清水沖洗並立即送醫。
緊急處理及急救措施六、暴露預防措施眼部: 護目鏡,洗眼器。
呼吸: 安全口罩。
個人防護設備手套: 橡皮手套或塑膠手套。
其他: ---。
通 風 設 備 需裝設。
操作與儲存 避免高溫及過低溫,一般事項同於有機溶劑。
個 人 衛 生 使用中不宜進食,飲食前需清洗。
存 放 時 間 六個月。
七、外泄及廢棄處理若外泄於不流通之處,首先需移開所有火源;少量洩漏需用紙張或吸附物吸去洩漏液體,再移至通風處;大量洩漏需取至儲存桶,殘留部分以吸附物處理。
外泄之緊急處理 廢棄處理方法 依政府相關規定焚化,密封儲存或其他方法。
八、運送資料 聯合國編號 所需圖式種類(Hazard labels)Non 危害性分類第三類3號易燃液體標籤(UN NO)。
助焊剂

吞入:勿催吐,以清水漱口,立即就医.
五.消防措施
溶点℃: --
闪点:
灭火材料:二氧化碳,泡沫灭火器,干粉灭火,黄砂,湿麻袋
特殊灭火程序:用湿麻袋覆盖火焰发生处,至火灭为止
六.泄露应急处理
人员防护:穿戴合适的设备,不要吸入气体。
环境防护:设备避免进入下水道、水源及污染土地。
十五.法规信息
EEC分级:内含丁酮
符号:可燃烧性液体
特殊危害性质:可燃、吸入及皮肤接触有害、对皮肤有刺激性。
安全之时:避免接触眼部
十六.其它信息
上述资料基于现有知识及经验,本安全资料说明书是用以描述产品的安全的准则,此资料不可作为
产品性能之保证。
一.化学品及企业标识
物品名称:无铅环保助焊剂
俗称:无铅助焊剂(环保型)
供应商名称/地址:厦门德邦化工有限公司
紧急联络电话:(0755)
紧急联络传真:(0755)
二.成份/组成信息
物质成分之中英文名称
CAS编号
名称含量wt%名称含量wt%
脂肪族醇~调节剂AR400PPM
羧酸~
润湿剂AR20PPM
三.物理及化学特性
十二.生物状态
本产品不可排入下水道或水道
十三.废弃处置
溢出或泄漏:注意安全,疏散人员,严禁明火、增加通风、清理泄漏场地时使用第七项保护装备中的条款
丢弃:请合法的废弃物公司处理之。
十四.运输信息
特殊防范事项
不适用
UN编号
1193
包装分类
II
ADR/RID
不适用
IMDG编号
海洋污染物
无
货运名称
溶剂,可燃烧
无铅焊接助焊剂 MSDS
无铅焊接助焊剂物质安全数据表第一部分化学品及企业标识化学品中文名称:SW-11LF无铅焊接助焊剂化学品英文名称:SW-11LF FLUX FOR LEAD-FREE SOLDERING企业名称:第二部分成分及组成信息纯品□ 混合物化学品名称:SW-11LF无铅焊接助焊剂有害物成分含量CAS No. 乙醇95-98% 64-17-5松香1-3% 65997-06-0第三部分危险性概述危险性类别:第3.2类中闪点易燃液体侵入途径:吸入、食入、皮肤接触。
健康危害:高浓度会导致中枢神经抑制。
急性:吞食会引起胃痛、呕吐、腹泻慢性:皮肤龟裂、皮肤发炎、体重减轻、肾臓伤害。
环境危害:无资料燃爆危险:易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热有燃烧爆炸危险第四部分急救措施皮肤接触:脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。
眼睛接触:立即用大量清水或生理盐水冲洗15分钟并就医。
吸入:呼吸困难须呼吸新鲜空气。
食入:饮用清水再催吐并送医治疗。
第五部分消防措施危险特性:其蒸气与空气形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。
与氧化剂能发生强烈反应。
若遇高热,容器内压增大,有开裂和爆炸的危险。
有害燃烧产物:CO灭火方法及灭火剂:可用水、泡沫、二氧化碳、干粉、砂土扑救。
第六部分泄漏应急处理应急处理:若出现泄漏,首先须切断所有的火源,并进行隔离,严格限制出入。
少量的泄漏可用纸张或吸附物(砂土、活性碳)吸去泄漏液再移至通风处。
大量泄漏须抽取至储存桶,残留部分以吸附物处理。
第七部分操作处理与储存操作处理注意事项:密闭操作,加强通风。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴安全口罩,戴安全护目镜,戴橡胶耐油手套。
远离火种、热源、工作场所严禁吸烟。
使用防爆型的通风系统和设备。
防止蒸气泄漏到工作场所空气中。
避免与氧化剂接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备相应品种和数量的消防器材及泄漏应急处理设备。
无铅助焊剂TDS MSDS

一、产品简介本系列产品是无铅助焊剂,采用高品质进口松香和日本进口的高纯基准消光树脂和特殊溶剂,有机活化物等调配而成,使用之后,在PCB板的焊点上形成一层不反光的保护膜,且不具有任何毒性。
即使在环境光线、太阳光线、电子光线等各种强光照射之下检视PCB板并不因光线反射而刺激眼睛,造成眼睛疲劳。
在PCB板上的残留物具有极高的表面绝缘阻抗(SIR)以及快干效果。
二、产品特点※焊点光滑消光,可焊性好,焊点饱满,透锡好。
※残留物少,PCB板成膜均匀,不吸潮。
※绝缘电阻高,焊后不需要清洗。
三、应用范围适用于:本产品适用于大型PCB板,多焊点的焊接,比如电脑显示器,电视机主板,显示屏,UPS等。
四、产品规格项目 规格助焊剂型号 855助焊剂类别RMA免洗型外观 淡黄色液体比重0.803±0.01固形物含量 10±0.5铜镜试验 通过绝缘阻抗值 ≥2×108焊点色度 消光型稀释剂型号 6220五、制品作业需知1.本剂应用于发泡式或喷雾式的无铅焊接工艺时。
1.1若采用发泡式,发泡管的细孔开口应该用0.005-0.01mm(5-10micyons)之间的发泡孔。
为了维持适当的发泡效果,助焊剂至少要比发泡管多出一英寸(25mm)以上的高度。
发泡使用时,焊剂中的溶剂容易挥发,请注意适时添加本公司配备的稀释剂和焊剂原液以调节到最佳比重。
使焊剂维持在最佳焊接状态。
1.2若采用喷雾时须注意喷嘴的调整,务必让助焊剂均匀分布在PCB板上。
注意调整风口的方向和压力,风口的适当角度为15度(以垂直角度计)。
2.建议预热温度为100℃-150℃方能发挥该助焊剂之最佳效果,板下预热温度约高于板面温度35℃,板面升温速度率为1-2℃/秒。
3.建议链速为1.0-1.5米/分钟,应先检测锡液与基板条件再做决定作业速度。
过锡角度5-8度(通常为6度),过锡时间为3-6秒,锡温为255℃-275℃。
4.焊锡波要保持平整,PCB板不得变形,这样可以得到更佳的表面焊接效果。
无铅焊接助焊剂msds

有害物成份
乙醇
毒理学资料:
急性毒性
1.LD507060mg/kg(兔经口)
7430mg/kg(兔经皮)
2.LC5037620mg/m3,10小时(大鼠吸入)
第十二部分生态学资料
生态毒性
无资料
生物降解性
无资料
非生物降解性
无资料
生物物性质
危险废物
废弃处理方法
用控制焚烧法处理
第十四部分运输信息
危险货物编号
32199
UN编号
1993
包装标志
易燃
包装类别
Ⅱ
运输注意事项
夏季应早晚运输,防止日光嚗晒
包装方法
塑料桶
第十五部分法规信息
无
第十六部分其他资料
HMIS(Hazardous Material Information System)级别
健康危害
1级
燃烧危险
3级
第三部分危险性概述
危险性类别
第3.2类中闪点易燃液体
侵入途径
吸入、食入、皮肤接触
健康危害
高浓度会导致中枢神经抑制
急性
吞食会引起胃痛、呕吐、腹泻
慢性
皮肤龟裂、皮肤发炎、体重减轻
环境危害
无资料
燃爆危险
易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热有燃烧爆炸危险
第四部分急救措施
皮肤接触
脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。
3.操作人员应佩戴安全口罩,戴安全护目镜,戴橡胶耐油手套
4.远离火种、热源、工作场所严禁吸烟
5.使用防爆型的通风系统和设备,防止蒸气泄漏到工作场所空气中
6.避免与氧化剂接触
助焊剂MSDS

东莞市奥本特电子材料有限公司无铅助焊剂JS801B◆技术资料表◆产品承认书◆SGS报告无铅助焊剂技术资料产品简介Introduction无铅免洗助焊剂经由特殊的活动化制程,复合而成免洗低固量、中活性的电子助焊剂,焊接后的板面透明而干净,且有快干不粘手的特性,符合焊接行业规定的MIL-14256及美国联邦QQ-S-571标准。
产品特点Features●焊接表面无残留、无粘性、焊接后表面与焊前一样●本剂不具任何腐蚀的残留物●本剂低烟,不污染工作环境,不影响人体健康●本剂有极高的表面绝缘阻抗值●通过严格的阻抗测试●通过严格的铜镜测试●焊锡表面与零件面无白粉产生,无吸湿性●上锡速度快、润湿(Wetting)性高,即使很小的贯穿孔依然可以上锡。
适用范围Scope计算机、通讯设备、电视机、音响设备、家用电器、仪器设备、医疗设备、UPS 等电子行业PCB板的焊接。
无铅助焊剂特性参数表无铅助焊剂JS801B特性表无铅助焊剂JS800系列助焊剂常见状况与分析一、焊后PCB板面残留多板子脏:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX未能充分挥发)。
3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.波峰炉本身没有风,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃.4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑):1.预热不充分(预热温度低、走板速度快)造成FLUX留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后或未及时清洗。
四、连电,漏电(绝缘性不好):1.PCB设计不合理,布线太近等。
助焊剂MSDS

EEC分级:内含丁酮
符号:可燃烧性液体
特殊危害性质:可燃、吸入及皮肤接触有害、对皮肤有刺激性。
安全之时:避免接触眼部
十六.其它信息
上述资料基于现有知识及经验,本安全资料说明书是用以描述产品的安全的准则,此资料不可作为
产品性能之保证。
羧酸AR1.0~3.0
润湿剂AR20PPM
三.物理及化学特性
外观:液体
颜色:无色透明
气味:洒精味略带香蔗水味
比重20℃时:0.806±0.001
挥发性/容积:97.0
蒸气密度(空气=1):2.0
沸点℃:72.00~75.50
水溶性:溶于水
溶剂溶性:溶于洒精、异丙醇、丙酮
四.急救措施
吸入:即将患者转移至空气清新处,于半躺坐位置,松开衣服,患者呼吸困难须进行人工呼吸,及时就医.
环境防护:设备避免进入下水道、水源及污染土地。
清理处置:尽量收集溢出物于清洁合适的容器中回收或废弃,剩下的则以不生反应的吸收材覆盖,确保遵守当地的废物处理法规
七.操作与储存
使用:使用场地须通风良好,波焊及热浸焊工作上方应安排抽风装置;注意不可将废弃液直接排下水道
储存:使用后应保持容器密封,通风良好,避免直接日晒
工作卫生:不要在助焊剂及稀释剂的场所吃东西,喝饮料及抽烟。使用助焊剂及稀释剂后需洗手。
其它注意事项:包装上应注明“本品属易燃品,注意使用”字样,用完的空桶内可能会有残液,注意事项同的标签应留在空桶上。
八.个体防护
呼吸保护:合适的活性碳口罩。
通风设备:助焊剂只能放置通风处。
九.物化特性
物质状态
液态
ห้องสมุดไป่ตู้外观
无色透明液体
助焊剂的MSDS

助焊剂的MSDS材料的识别、物理及化学性质物品名及型号化学结构式外观固点自燃点沸点闪点比重PH值折射率固含量助焊剂TG614混合物无色透明液体-90℃429℃80-100℃18℃0.790 5.1 1.8326 3.00助焊剂的危险性引火点发火点爆炸界限可燃性稳定性、反应性氧化性自我反应性、爆炸性其它>8-10℃ 42.9℃上限:8.0下限:9.2 含有可燃性物质安定——————助焊剂的有害性刺激性急性毒性慢性毒性其它有 LD50:5045mg/kg ——会使眼睛、鼻、喉等粘膜受刺激,而引起头痛防止暴露措施管理浓度容许浓度设备对策醇系浓度 400PPM TLV-TVVM400PPM 局部加强排气设备操作、保管注意事项操作注意事项:1、作业后务必把手洗干净。
2、作业服请收拾于专用衣柜中。
3、作业时个人防护措施。
防护具呼吸用保护具:防毒面罩保护眼镜:保护眼镜保护手套:橡胶制品保护衣:不渗透性围裙及不渗透性工作服保管注意事项:1、请保管于冷暗处(20℃以下)。
2、存放在安全而通风的地方,经常保持桶盖紧闭。
3、避免长期不断的吸入蒸气。
急救措施1、进入眼睛时:使用流水至少冲洗15分钟以上,再送至医院接受治疗。
2、沾染皮肤时:用含有乙醇的纱布擦拭,再用肥皂水清洗。
3、吸入体内时:吸入本制品,立刻接受医生的诊治。
4、吞进体内时:立即在医生的指示下采取相应措施,再接受医生诊治。
火灾时的措施1、灭火方法:使用粉沫、二氧化碳、乾燥砂等灭火。
2、灭火剂:粉沫、二氧化碳、泡沫、乾燥砂。
泄漏时的措施1、应远离烟火。
2、用抹布等擦拭,擦拭后废弃物按12.1处理。
废物处理依据中毒预防规则,废弃物处理及清扫依有关法规委由领有执照的专业人士清送。
运送注意事项用铁桶包装,参照操作及保管上应注意事项,依据中毒预防规则运送。
Welcome !!! 欢迎您的下载,资料仅供参考!。
助焊剂MSDS

材料安全數據表2#助焊劑#第一部分:化學品名稱助焊劑第二部分:成分/組成資訊成分及含量: ①媒液(活性劑)2~2.2%. ②異丙醇97.0% ③輔助劑1~0.8%. 化學式或構造式: ①混合物②(CH3)2CHOH ③混合物第三部分:危險概述危害性: 吸入體內(四肢麻痺、疝痛、頭痛、痙痛等)有害性: 因把焊錫助焊劑的化合物吸入體內而引起的中毒環境影響: ACGIH: 400PPM第四部分:急救方式進入眼睛時: 使用流水至少沖洗15分鐘以上,再接受醫師診治.沾染皮膚時: 用含有乙醇的紗布擦拭,再用肥皂水清洗.吸入體內時: 吸入本製品時,立刻接受醫師的診治.吞進體內時: 立即在醫師的指示下採取因急措施,再接接受醫師診治.第五部分:消防措施滅火方法: 使用粉末、一氧化碳、乾燥砂,濕麻袋等覆蓋火焰發生處,至火滅為止。
第六部分:洩露應急處理應遠離煙火,用抹布等擦拭,將此抹布以工廠廢棄物交由領有執照的業者來清運. 第七部分:操作處置與儲存作業後務必把手洗幹凈,請保管於冷暗及通風的環境內.第八部分:接觸控制和個人防護呼吸用保護具: 防塵、防毒面罩保護眼鏡: 保護眼鏡保護手套: 橡膠製品保護衣:不滲透性圍裙及不滲透性工作服2#助焊劑#第九部分:理化性質外觀等: 透明液狀蒸氣壓: 4256Pa(20℃) 揮發性: 有融點: <80℃沸點: 82℃比重: 約0.805(20℃)初餾點: 約82℃溶解度水: 全溶(---℃) 可燃性: 含有可燃性物質引火點: >14℃(媒液) 發火點: 400℃焊炸界限: 上限12%下限2%.第十部分:穩定性穩定第十一部分:毒性理學資料刺激性(皮膚、眼睛): 有急性毒性: LD50(經口):5045mg/kg亞急性毒性: 四肢麻痺、疝痛、頭痛、痙痛等慢性毒性: 不祥第十二部分:生態學資料危害分解物:一氧化碳,二氧化碳第十三部分:廢棄處理請合法的廢棄物公司處理第十四部分:運輸容器密封,避免日曬第十五部分:控制資料無资料第十六部分:補充資料工廠名稱:XXXX工廠地址:XXXX工廠電話:XXXX。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.仓温不宜超过35℃
3.保持容器密闭
4.应与氧化剂化学品分开存放,切忌混存
5.采用防爆型照明、通风设施
6.禁止使用易产生火花的机械设备和工具
7.储区应备有泄漏应急处理设备和合适的收容材料
第八部分接触控制/个人防护
最高容许浓度
1000ppm
监测方法
气相色谱法
工程控制
3.操作人员应佩戴安全口罩,戴安全护目镜,戴橡胶耐油手套
4.远离火种、热源、工作场所严禁吸烟
5.使用防爆型的通风系统和设备,防止蒸气泄漏到工作场所空气中
6.避免与氧化剂接触
7.搬运时要轻装轻卸,防止包装及容器损坏
8.配备相应品种和数量的消防器材及泄漏应急处理设备
9.倒空的容器可能残留有害物
储存注意事项
用控制焚烧法处理
第十四部分运输信息
危险货物编号
32199
UN编号
1993
包装标志
易燃
包装类别
Ⅱ
运输注意事项
夏季应早晚运输,防止日光嚗晒
包装方法
塑料桶
第十五部分法规信息
无
第十六部分其他资料
HMIS(Hazardous Material Information System)级别
健康危害
1级
燃烧危险
3级
眼睛接触
立即用大量清水或生理盐水冲洗15分钟并就医。
吸入
呼吸困难须呼吸新鲜空气
食入
饮用清水再催吐并送医治疗。
第五部分消防措施
危险特性
其蒸气与空气形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。与氧化剂能发生强烈反应。若遇高热,容器内压增大,有开裂和爆炸的危险
有害燃烧产物
CO
灭火方法及灭火剂
可用水、泡沫、二氧化碳、干粉、砂土扑救
5.3
挥发速率
2.8(乙酸乙酯=1)
闪点(℃)
12
爆炸上限%
19(V/V)
引燃温度(℃)
363
爆炸下限%
3.3(V/V)
/
/
溶解性
部分溶于水、可与醇、醚、丙酮等混溶
主要用途
用作各种线路板的焊锡工艺
第十部分稳定性和反应性
稳定性
稳定
避免接触的条件
明火、高热
禁配物
强氧化剂、碱、水
聚合危害
不能发生
分解产物
一氧化碳、二氧化碳
第三部分危险性概述
危险性类别
第3.2类中闪点易燃液体
侵Hale Waihona Puke 途径吸入、食入、皮肤接触健康危害
高浓度会导致中枢神经抑制
急性
吞食会引起胃痛、呕吐、腹泻
慢性
皮肤龟裂、皮肤发炎、体重减轻
环境危害
无资料
燃爆危险
易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热有燃烧爆炸危险
第四部分急救措施
皮肤接触
脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。
第六部分泄漏应急处理
应急处理:
若出现泄漏,首先须切断所有的火源,并进行隔离,严格限制出入
少量的泄漏
可用纸张或吸附物(砂土、活性碳)吸去泄漏液再移至通风处
大量泄漏
须抽取至储存桶,残留部分以吸附物处理
第七部分操作处理与储存
操作处理注意事项
1.密闭操作,加强通风
2.操作人员必须经过专门培训,严格遵守操作规程
无铅焊接助焊剂物质安全资料表(MSDS)
第一部分化学品及企业标识
中文名称
SW-11LF无铅焊接助焊剂:
英文名称
SW-11LF FLUX FOR LEAD-FREE SOLDERING
供应商
第二部分成分及组成信息
成分类型
混合物
有害物成分
无
成分组成
乙醇:95-98%(64-17-5)松香:1-3%(65997-06-0)
生产过程密闭,加强通风
呼吸系统防护
戴安全口罩
眼睛防护
戴安全护目镜
身体防护
穿防静电工作服
手防护
戴橡胶耐油手套
其他防护
工作场所禁止吸烟、进食和饮
第九部分理化特性
外观与性状
淡黄色透明液体,有刺鼻味
pH值
3-4
相对密度
0.817-0.827(水=1)
沸点(℃)
78
相对蒸气密度
1.6(空气=1)
饱和蒸气压(kPa)
第十一部分毒理学资料
有害物成份
乙醇
毒理学资料:
急性毒性
1.LD507060mg/kg(兔经口)
7430mg/kg(兔经皮)
2.LC5037620mg/m3,10小时(大鼠吸入)
第十二部分生态学资料
生态毒性
无资料
生物降解性
无资料
非生物降解性
无资料
生物富集性
无资料
第十三部分废弃处理
废弃物性质
危险废物
废弃处理方法
反应活性
1级
防护级别
3级