产品仕样书
模具仕样书
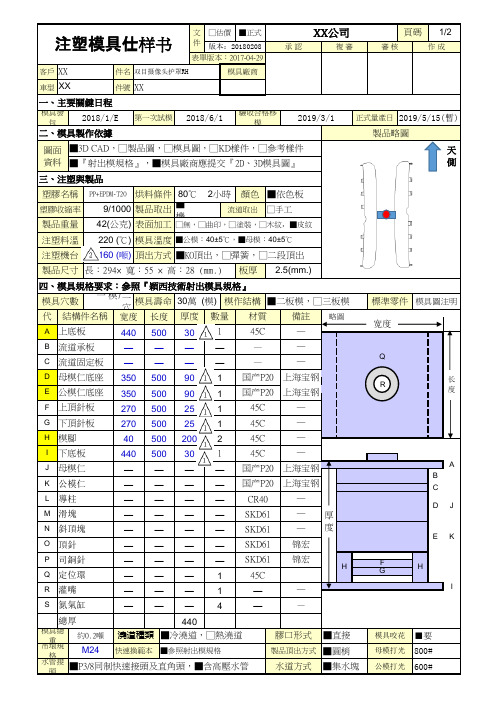
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
纳入仕样书

3bags/batch person 3袋/批、人
Inspection record 检验记录
Adjust and recheck 调整复查
1
A
40-50(A)
2
Orientovtion field 取向磁场 Pressure 压力 Temperature 温度 Humidity 湿度
ALL
脱氢温度与时间
A
550℃x5h
ALL
OriginalFragme nting record 氢爆原始记录
Original Particle measurement size record 粒度测试原始记录 Original Jet mill record 气流磨原始记录
Adjust and recheck 调整复查
Lever Ⅱ AQL=0.65
Once/batch 1次/批 Once/Week 1次/周 Proof record 校对记录
Adjust and recheck 调整复查
Br Hcb Hij (BH)max Density 密度 Blank dimension 毛坯尺寸 Appearance 外观 Quantity 数量 Specification/ tolerance 规格/公差 Appearance 外观 Verticality 垂直度 502 Glue 502胶 Verticality 垂直度 Cutting speed 切割速度 Incision dimension 切割尺寸
2 1 2
B B A
Once/Day 1次/天
Inspection record 检验记录
ALL ALL Original sintering record 烧结原始记录
海外规格仕样书第4版(中文)
4.在机铭板上标示出以下内容 ・制造者名 ・制造年月 ・形式以及model编号 ・定格电源电压(电压、位相、周波数、最大负荷电流、etc) 在电源上不可以用「AC200V」表示,而要用「~200V」表示 ・气压(定格压力) ・原产地表示(MADE IN JAPAN等) 注)FA标准机铭板: 4—710—156—01(大—11) 带孔、by三立产业 EN60204 UL1740
8.盖子、马达框架、trans core、电装品筐体、以及接续管等的金属部, 如果和地线或金属接触,会导致和物品本身的导通。
EN60204、UL1740
7/28
要求事项
1.电源切断装置要使用得到认可的漏电断路器、自动断路器、线路保护器 EN60204、UL1740 2.主断路器的定格要遵循以下事项。 EN60204、UL1740 a)电流容量:最大负荷电流的115%以上,或者使用的导线的要求容许电流以下 (14配线以及电路——参照17) b)切断容量:在机器上使用的马达中,最大马达的 rotor rock电流+其他装置的 最大负荷电流以上 3.电力引入线(一次电源)要直接和断路器连接 EN60204、UL1740 4.电源切断装置遵循一下事项。 EN60204、UL1740 (a)安装把手,方便从外部操作 (b)把手的中心高度在0.6~1.9以内 (c)要有OFF锁定机能.(可以上锁的构造) (d)门关上时要有ON/OFF的明确指示 (e)ON/OFF可以用「O」也可以用「I」来表示 (f)接地导线以外所有的相要同时切断 (g)主断路器上如果没有OFF锁定机能,要在负荷侧设定带钥匙的主开关。
贵社 check
本社 check
备注
① 外 观 以 及 构 造 的 规 定
4/28
无油旋齿式空气压缩机仕样书-阿耐思特岩田

项目
单位
FRL-370
空压机型号
FRL-3701
主 压缩段数 体 转速
- min-1
2
6950
6300
吸入气体、压力、温度
-
空气・大气压・2~40℃
排出压力 排出空气量※1
MPa m3/min
0.70 5.6
0.85 5.0
运转电流
A
77.3(380V 50Hz)
78.1(380V 50Hz)
68(380V 50Hz)
三相、全封闭外扇、2 极、F种绝缘、IP54 0.75 (380V 50Hz) 2.4(380V 50Hz)
种类
油泵输出kW源自电机额定电流A
三相、全封闭外扇、4 极、B种绝缘、IP44 0.4(380V 50Hz) 1.2(380V 50Hz)
过热停止
-
通过温度传感器检测温度
2、噪声值为置于静音室内正面 1.5m、高 1.0m、排出压力 0.65MPa 全负荷下测得之代表值。 3、IP55.IP54.IP44 表示依据 JIS 规格(C4034-5)针对防尘.防水的保护等级。 4、相对主电机相额定功率有 10%的余量(服务系数)。 5、外形尺寸系箱体的外周尺寸。不包含球阀等突起部位。
过电流、缺相保護
-
保
油压下降停止
-
护
吸入过滤器堵塞
-
通过热动继电器/电流传感器检测电流 通过油压传感器检测压力 通过负压传感器检测压力
其他
-
安全阀
其 外形尺寸※4
mm
宽 1760×深 1000×高 1656
他 概略质量(含油)
kg
1335
YU类产品包装仕样书

文件编号
承認
檢讨
作成2010-3-8发行日期曾蔺梅
01
页码
发行部门成品仓品保部数量
1
1
部番品名
NO.12345
100
中包裝數PCS
修订No 修订日期版本2010066
2010.7.26
01
YU类产品包裝仕樣書
/規 格版本
/文件名称修订履历
捆包圖:
/
应客户要求追加了特记事项及外箱现品票仕样图片
/
/
特记事项
1.外包装箱现品票上标识“RoHS对应品”或盖RoHS印章,出货检查成绩书务必追加 “RoHS对应济”;
330mm*260mm*120mm
初始日期WI-R&D-037
部品單重(g)
備 註防静电
2010-7-26
1/1
包材名称/
签署修订内容摘要
600
2.每月第5个工作日前提交“环境有害物质不使用证明书”和“变更管理确认书”, 且附上前月纳入品清单;
每箱包装數PCS
胶袋(长*宽)每箱净重kg
最小包裝數PCS 吸塑盒(长*宽*高)紙板(长*宽*厚度)海绵垫(长*宽*厚度)
400mm*180mm
//
胶箱(长*宽*高)④装箱,贴现品票标识②裝進內包裝袋,
③装胶箱
①称重
RoHS 对应品
4cm 2cm
外箱现品票:盖RoHS 印章或贴“RoHS 对应品”标签
1。
产品开发仕样书

机型:XXX-XXXXXX客户:XXXX
外型图
主要性能及技术指标
能源种类
炉头配布
1个铝制长型炉头
主炉头BTU值
8872
边炉头BUT值
无
烤肉架BTU值
无
烤网烧烤面积(in2)
252
煎盘烧烤面积(in2)
252
保温网烧烤面积(in2)
192
点火方式
铝压铸阀体自带点火
主要外观件
炉盖材质
材料/表面处理
SUS430/400#砂纹
炉体材质
材料/表面处理
SUS430/400#砂纹
车体材质
材料/表面处理
SUS430/400#砂纹
边台板材质
材料/表面处理
SUS430/400#砂纹
材料/表面处理
SUS430/400#砂纹
附件
□烤网
材料/表面处理
δ=1.0 SPCC喷耐高温亚光黑色油漆
□煎盘
材料/表面处理
δ=1.0 SPCC表面搪瓷黑色,耐温350度
其它或局部图
□保温架
材料/表面处理
Ø4铁丝,表面镀铬
附图片
包装相关
机体尺寸(长×宽×高)
900*500*600(mm)
包装尺寸(长×宽×高)
980*580*746(mm)
包装运输测试
堆叠,400Set
其它
特殊要求
适用标准
AS4557-2004(澳洲AGA标准)
认証要求
CE/GS/UL/EMC/CSA
装配断差(mm)
装配缝隙(mm)
搪瓷要求
涂装要求
用途说明
烧烤用途
燃烧性能
模具仕样书中文
模具仕样书中文 The following text is amended on 12 November 2020.模具基本仕样书2017年08月18日改订0.开模①根据本仕样要求,模具可能会发生不良时,模具报价及设计时请打合。
②有不能对应的内容时,在报价时请提出。
*因为每个供应商都是同样对应的,所以请事前对应。
1.模图承认时,模具图纸需要的内容*AUTOCAD2000能打开的DXF或DWG。
*最终模图提出内容是(参照31/33/32和33)①部品一览表*含以下a~g的内容(顺序不同)*品名需要包含日文或英文。
a.编号NOb.名称(品名)c.规格(尺寸)d.部品规格品有供应商名的要记入(如MISUMI等) e.材质 f.硬度 g.数量②前、后模的平面图、组装断面图、其他(能够理解模具结构的必要内容)*部品一览表内编号要和图纸上编号一致。
③模具全部打开时图面*从天侧看和从反操作侧或操作侧看的图因为要确认产品取出(机械手、自由落下)、流道取出,所以取出方向上模具内的突起部品(AP/SL等)不能省略。
*产品和流道要画图。
点水口:产品顶出状态流道图画在流道取出量的中间。
潜水口/侧水口:模具打开状态,水口连接产品上的顶出图面。
④用另外的图面表示前后模水路图。
a.水路图的立体表现b.各回路用颜色分开关用箭头表示⑤别纸表示产品部和S/L部淬火部品、油槽加工部位及油槽形状。
*要作防止拖伤对策和今后模具修理及改造时能否研磨、烧焊的判断用的提示例。
(表示方法只要理解就可以)⑥图纸右下方要记入产品名称、成形机、成形材料、收缩率、模具重量、投影面积(产品及流道)⑦图面上各部品、部位用颜色分开+分层*各部位、部品无指定颜色。
⑧需要在图面上表示的部品a.模具表面安装部品(拉杆、锁模块、限位开关、PL、模脚、水嘴、油缸、快速接头等)b.水嘴、快速接头的螺丝的规格。
例:R(PT)1/4(螺丝部、平面或有斜度,要有尺寸)c.排气(前面平面图的1面也可)d.模具吊起的重心e.模具天侧表示的刻印图⑨需要详细图的部品a.水口部b.冷料穴部c.流道断面图d.流道勾针、EP、导套、塞打螺丝、定位圈等的避空范围和间隙。
包装仕样书

包装仕样书1. 适用范围本包装仕樣是适用于瑞仪客户的LTM170EU-L31(SD)T5产品。
2. 仕樣1) 产品: SHINWHA - UXZ1-188(L) 2) 规格规格:LTM170EU-L31(SD)T5 3. 品质规格遵守新和检查标准 4. 包装1) 1次包装- 用抗静电塑料袋包装,每包100片。
- 包装方式见图片一.- 附着产品包装表。
(如图片二) - 产品包装表项目 :①Model ②Product ③ LOT NO ④ 数量2) 2次包装- 用气泡垫缠绕包装,每包500片(5小包)。
-包装方式见图片三。
2) 3次包装- 用纸箱包装,每箱5000片。
- 包装方式及外箱标贴见图片六和图片八。
- 附着产品包装表及交货标签。
(见图片五,图片七- 包装产品项目;① Model ②Product ③ LOT NO ④ 数量5. 产品保管和Handling 方法1) 躲让太阳光,高温,高湿,结冰的地方 2) 因产品很敏感,不要加上压力和冲击。
3) 产品很容易受到污染,应该带特殊手套使用。
4) 因外边的异物很容易污染到产品,应该在 Clean room里打开包装。
6. 包装保证期间在5条的条件下,从出货日6个月。
7. 仕樣书变更若需要本仕樣的改正,通过双方的同意后,改正或变更。
包装仕樣書管轄部署制定日08/08/24品質管理部制定部署品保部改正日图片一图片四图片三图片五图片二图片六注:标贴规格为85*66mm注:用透明胶带封口注:摆十排,纸箱规格是460*390*150mm图片七图片八注:标贴规格:120*110mm注:标贴规格:100*100mm 此标贴内容为客人制定,可根据客人要求进行变更。
产品说明书样本
产品说明书样本篇一:软件产品说明书模板图片已关闭显示,点此查看图片已关闭显示,点此查看图片已关闭显示,点此查看图片已关闭显示,点此查看图片已关闭显示,点此查看图片已关闭显示,点此查看图片已关闭显示,点此查看商务管理系统——贸易、批发专业版——中小企业进销存、财务一体化管理软件前言:随着企业自身管理的需要,越来越多的中小企业使用管理软件进行进销存和财务的管理,从而提高企业的整体经营水平及管理能力。
同时,随着商业角逐的日趋激烈,越来越多的企业意识到提高企业管理水平的重要性,迫切要求加快信息化管理的进程。
《商务管理软件》将企业供进销存及财务管理溶为一体,以提升企业管理水平、减少运营成本、简化业务流程并实现企业效益最大化为目的,将人流管理、物流管理、资金流管理与信息流管理结合在一起,从而对企业进行统一系统的管理。
该产品将管理与软件有机的结合起来,以简捷的操作、规范的流程、实用的功能、稳定的性能、鲜明的行业特点,帮助企业实现管理信息化。
该产品以SQL Server 201X大型数据库和ACCESS201X小型数据库作为其程序开发的底层数据库,采用分部式技术,利用中间层服务器对数据进行合理有效的处理。
根据企业管理需要可在内部构建服务器,用户可以使用客户端程序在客户机上访问远程服务器端的数据,不同地域的用户通过客户端也能很方便的进行数据查询和业务录入,从而实现异地同网管理,数据可实时传输。
该系统通过业务单据、业务查询、财务管理、决策支持等功能模块为企业建立完善的经营管理平台,及严格的流程控制。
通过商品双单位双价格管理、进价及售价跟踪、销售价低于进价报警、安全库存报警、单位及个人信用额度控制、多仓库管理、及决策支持等功能,为企业提供良好的信息管理渠道,最大程度的保障企业业务处理的流畅和安全,促进企业的高效运作。
公司提供:1、大型网络版2、小型便携版3、远程互联网版来满足不同类型用户的需要。
一、商务管理系统软件(贸易、批发专业版)适用对象适用于中小型商贸企业,批发公司,生产企业等。
通用包装仕样书

规格:L 320 *W 270 *H 5 每盘装入数量:每箱装入数: PCS材质:瓦楞纸板规格:L320 * W250 * H3.5 捆包带: W13.2 * H0.6 4条/箱外装箱材质:牛皮纸瓦楞规格:L350 * W270 * H190捆包写真及要求事项: 一、选择定数盘二、硝材放入 三、UV检查四、瓦楞纸摆放1) 硝材装入且硝材必须是烘干1)最终检查完成后, UV 检查; 1)定数盘与瓦楞纸板上下对齐;2)定数盘折叠、变形不可。
的制品; 2)异种硝材混入不可。
2)瓦楞纸板翘起不可。
五、现品票 六、硝材层叠七、编织带使用八、现品票添付1)合格票图样1)捆包前,瓦楞纸与瓦楞间放1)内部捆包时,使用4条编织 1)捆包完成后,装入外装箱并 带; 将现品票添付;2)四层瓦楞纸使用必要。
2)员数裸露出外不可。
2)现品票内容正确必要。
九、粘胶带的使用 十、外装箱编织带使用十一、箱体标签十二、出货1)粘胶带封箱1)外装箱打编织带共4条;1)必须贴在指定范围内 1)搬入及摆放时,正面朝上2)五层外装箱使用2)重量控制在≤10KG 2.每一批同时出货产品,零头箱内需放《检查成绩表》,零头箱用红色胶带封箱;3.产品不满一箱使用瓦楞纸填充.零件号零件号零件号承认 通用包装式样书 编号:加工单位:NHG●145适用产品: 16mm≤∮<20mm1)选择光亮、清洁的108定数盘;2)154PCS/盘员数短缺不可。
入10张定数盘;他:1.贴外箱标签,标签内容填写正确,侧面需贴上ROHS 标签;零件号定数盘捆包材料会社名检讨做成新华光。
包装仕样书

包装仕樣書
制定部署 管轄部署
品保部 品質管理部
图片一
图片二
图片三
注:标贴规格为85*66mm 图片四
注:用透明胶带封口 图片五
注:摆十排,纸箱规格是 460*390*150mm
图片六
注:标贴规格:120*110mm 图片七
图片八
注:标贴规格:100*100mm 此标贴内容为客人制定, 可根据客人要求进行变 更。
④ 数量 2) 2次包 装 装-,包每箱装方 式及-外附箱着标产 品包-装包表装及产 品项①目; Model ②
④ 数量
5. 产品保 管和
1) 躲让太 阳光2),因高产品 很敏3)感产,品不很 容易4)受因到外污边 的异物C很le容an room里打开 6. 包装保 证期在间5条的 条件下,从 7. 仕樣书 变更若需要本 仕樣的改
Sinwha Intertek Corp.
A4(210X29 7)
制 定 日 08/08/24
改正日
1. 适用范 围 本包装 仕樣是适用
2. 仕樣 1) 产品: SHI2N)WH规A格-规 格:LTM170EU
3. 品质规 格 遵守新 和检查标准
4. 包装
1) 1次包 装 - 用抗静 电塑-料包袋装包方 式见-图附片着一产. 品包-装产表品。包 装表①项M目ode:l ②Product
万工显仕样书

2011年10月品保万能工具显微镜仕样书审批:编制:刘东图像处理万能工具显微镜(JX13C)仕样书一、万能工具显微镜型号为:JX13C二、参考产品图片:三、主要技术参数1、工作台测量行程(mm):X坐标:200 Y坐标:100X、Y坐标测量分辨率:0.0002mmX、Y坐标准确度:(1+L/100)μm,式中L为被测长度,单位为mm 方工作台尺寸(mm):260×270方工作台承放工件最大高度(mm):1402、显微镜立柱角度倾斜范围:±12°角度倾斜分度值:303、物镜4、顶针架顶针架夹持最大直径:φ100 mm顶针架夹持最大长度:700mm5、高顶针架高顶针架夹持最大直径:φ250 mm高顶针架夹持最大长度: 200mm6、数显分度头角度测量范围:0°~360°角度测量分辨率:5″角度测量准确度:30″7、CCD 摄像头:1/2″或1/3″黑白(或彩色)CCD 像素数:795×5968、光学定位器最小探测孔径: φ5mm 最大探测深度:15mm测量力:0.1N 定位稳定性: 0.001mm测头直径的检定极限误差:0.0005mm9、仪器最大承重:40kg10、仪器主机外形尺寸(mm):长×宽×高=1300×1250×80011、仪器主机重量:450kg12、环境要求:室温20℃±1℃,相对湿度小于60%四、图象处理软件功能:采集工具:采集坐标点、线、圆、圆弧、两点计算间距及中点、两圆计算圆心、两直线计算夹角采点方式:框选自动采点,拉框自动采集直线、圆、圆弧,人工瞄准采点,十线中心自动识别采点,十字线旋转采点。
构造功能:两直线构造中线、两点构造直线、三点构造圆和圆弧。
组合功能:计算螺纹中经、半角、螺距,两点计算点间距和中点坐标,点和线计算点直线距,两圆计算交点坐标,两直线计夹角等。
形位公差:直线度、圆度、弧度、同轴度、对称度、平行度。
模具制造仕样书00简洁范本(二)

模具制造仕样书00简洁范本(二)引言概述:模具制造仕样书是指在模具制造过程中,用于记录和规范模具制造的各项要求和流程的文件。
本文是模具制造仕样书00简洁范本(二),旨在提供一个简洁易懂的范本来帮助模具制造相关人员编写仕样书。
本文主要围绕着模具设计、加工工艺、材料选用、质量要求和验收标准五个大点展开,以便于读者全面了解和掌握模具制造的要点。
正文:一、模具设计1. 模具结构设计a. 根据产品设计要求和工艺要求确定模具的结构类型。
b. 为确保模具的精度和稳定性,选择合适的模具材料。
c. 根据产品尺寸和形状设计模具的基准尺寸和结构。
2. 模具零件设计a. 根据模具结构设计确定各个零件的类型和尺寸。
b. 对于复杂的模具零部件,进行三维CAD设计和分析。
c. 确定零件的材质和加工工艺。
3. 模具系统设计a. 确定模具系统的布局和组成。
b. 设计模具系统的冷却系统和排气系统。
c. 对模具系统进行强度和刚度计算,确保其稳定性。
4. 模具标准零件选用a. 根据模具设计需求,从标准零件库中选用合适的标准件。
b. 选择具有较高精度和耐磨性能的标准零件。
5. 模具装配设计a. 根据模具设计和加工工艺确定模具装配的顺序和步骤。
b. 设计模具装配的夹具和定位装置。
c. 确定模具的调试和试产计划。
二、加工工艺1. 模具加工工艺规划a. 根据模具设计确定模具的加工工艺流程。
b. 确定加工工艺的机床设备和工具。
2. 模具零件加工a. 根据模具零件的材质和尺寸,选择合适的加工工艺。
b. 对模具零部件进行数控加工或传统加工。
c. 确保模具零件的加工精度和表面质量。
3. 模具装配工艺a. 根据模具装配的顺序和步骤,进行模具装配。
b. 对模具装配的零部件进行校核和调试。
c. 确保模具装配的准确性和稳定性。
4. 模具热处理工艺a. 根据模具材料和使用要求,选择合适的热处理工艺。
b. 控制热处理工艺的时间、温度和冷却速度。
c. 检验热处理后的模具材料的硬度和组织结构。
产品仕样书

一.主要设备参数:
1.砂轮
标准工作台工件直径:Φ1.0~Φ40.0mm
砂轮尺寸:Φ305 X150XΦ120mm(外径X宽X孔径)
砂轮转速:1900R.P.M
2.调整轮
调整轮尺寸:Φ205X150XΦ90mm(外径×宽×孔径)
5.齿轮箱齿轮采用SNCM-4材质,加工后再经浸碳热处理。齿面及内径精密研磨,运转顺畅。变速轴为六角栓轴,齿轮移动轻巧,变速容易。高精度、耐重负荷、耐耗磨。
6.砂轮主轴采用自动润滑系统。
7.机台滑动面装有集中润滑给油装置,以确保滑动面之润滑效果与进给的精准。
8.砂轮与调整轮主轴启动时,需经源自油压压力开关确定油已进入轴承后,才能启动,以提供主轴之安全防护。润滑与油压系统采用同一个油压帮浦驱动,并加装油温冷却风扇,有效降低油温上升的速度。
2.砂轮与调整轮轴承,采用特殊巴比特合金,精度优异,修整调整容易。
3.砂轮主轴及调整轮主轴采用高级合金钢,精密加工而成;经过多重处理,扭力强、不变形、适合重切削。
4.进刀螺杆采用镍铬合金钢(SNCM-4),经正常化及高周波热处理,与精密研磨加工而成;配合特殊设计的调整型螺帽,调整方便,进刀精准、动作轻巧,耐磨耗。
标准配件每台调整轮与调整轮法兰1组砂轮与砂轮法兰1组通过式刀架与刀片1组电器箱标准附件1组油箱附油温冷却器1组标准冷却系统水箱1组钻石修刀2支工作灯1组工具箱1组三
产品仕样书
案件名称:”DAIKING”高精度无心磨床系列
产品规格:PC-12
确认
审查
作成
文件号码:CNS
机械规格与参数
产品说明书模板(含封面,产品介绍,推荐信)

产品说明书模板(含封面,产品介绍,推荐信)产品说明书模板
封面
产品名称:[产品名称]
发布日期:[发布日期]
产品介绍
[产品名称] 是一款高质量、多功能的产品,设计精巧、易于使用,旨在满足用户的各种需求。
主要特点
- 特点1
- 特点2
- 特点3
技术规格
尺寸: [尺寸] [尺寸]
重量: [重量] [重量]
颜色: [颜色] [颜色]
适用场景
[产品名称] 适用于以下场景:
1. 场景1
2. 场景2
3. 场景3
使用方法
1. 步骤1
2. 步骤2
3. 步骤3
推荐信
亲爱的用户,
我们非常自豪地向您推荐 [产品名称]。
这款产品的可靠性和性能将为您的生活带来极大的便利。
我们在市场上的良好声誉和长期合作伙伴关系,证明了我们产品的品质和可靠性。
在此,我们诚挚地推荐 [产品名称] 给您,并相信它将成为您的得力助手。
如果您对该产品有任何疑问或需求,请随时与我们联系。
谢谢!
[推荐人姓名]
[推荐人职务]
[公司名称]
---
以上就是我们为您准备的产品说明书模板,如有需要,请根据实际情况进行相应的修改和完善。
如有任何问题或疑问,欢迎随时与我们联系。
感谢您的阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.调整轮与调整轮法兰
1组
2.砂轮与砂轮法兰
1组
3.通过式刀架与刀片
1组
4.电器箱标准附件
1组
5.油箱(附油温冷却器)
1组
6.标准冷却系统(水箱)
1组
7.钻石修刀
2支
8.工作灯
1组
9.工具箱
1组
三.建议特别附件(每台)
(请参考工艺分析或者报价单)
四.工作环境要求
1.电压与频率:三相380V±10% 50HZ±2%
8.机械安装于操作场所24小时后,再调整其水平。机器受温度及其它因素之影响,水平精度会改变,因此每隔一段时间,必需再重新调整,以确保其高度精密。
金钢(SNCM-4),经正常化及高周波热处理,与精密研磨加工而成;配合特殊设计的调整型螺帽,调整方便,进刀精准、动作轻巧,耐磨耗。
5.齿轮箱齿轮采用SNCM-4材质,加工后再经浸碳热处理。齿面及内径精密研磨,运转顺畅。变速轴为六角栓轴,齿轮移动轻巧,变速容易。高精度、耐重负荷、耐耗磨。
产品仕样书
案件名称:”DAIKING”高精度无心磨床系列
产品规格:PC-12
确认
审查
作成
文件号码:CNS
机械规格与参数
机械优点:
1.经济型机械结构,价位经济实惠。
2.砂轮与调整轮轴承,采用特殊巴比特合金,精度优异,修整调整容易。
3.砂轮主轴及调整轮主轴采用高级合金钢,精密加工而成;经过多重处理,扭力强、不变形、适合重切削。
调整轮旋转角度:±5˚
3.马达
砂轮驱动马达:7-1/2HP X 4P
调整轮驱动马达:1HP X6P
油压泵驱动马达:1HP X 4P
冷却泵驱动马达:1/8HP X 2P
4.设备尺寸
净重:1650KGS
毛重:1900KGS
标准配备机械尺寸:1750 X 1050 X 1400mm
标准配备装箱尺寸:2280 X1100 X 1740mm
一.主要设备参数:
1.砂轮
标准工作台工件直径:Φ1.0~Φ40.0mm
砂轮尺寸:Φ305 X150XΦ120mm(外径X宽X孔径)
砂轮转速:1900R.P.M
2.调整轮
调整轮尺寸:Φ205X150XΦ90mm(外径×宽×孔径)
调整轮转速:20-337R.P.M.(7段)
调整轮倾斜角度:+5˚~-3˚
2.环境温度0-45∘C
3.相对湿度≤95%
4.不可将机械安装与牛头刨床、铣床、冲床等重切削之机械布置在一起,以免影响研磨精度。
5.不可将机械安装在阳光直射的地方,最好安装在恒温室内,以免影响机械精度。
6.不可将机械安装在充满灰尘的环境中,以免影响机械精度。
7.因底座有特殊抗扭力之能力,故不需特别的地基;于地上铺上150mm厚度之水泥即可,把地基与底座以水泥连接并非绝对需要,但通常建亦适用之。
6.砂轮主轴采用自动润滑系统。
7.机台滑动面装有集中润滑给油装置,以确保滑动面之润滑效果与进给的精准。
8.砂轮与调整轮主轴启动时,需经过油压压力开关确定油已进入轴承后,才能启动,以提供主轴之安全防护。润滑与油压系统采用同一个油压帮浦驱动,并加装油温冷却风扇,有效降低油温上升的速度。
9.修整装置采用特殊合金铸铁制成,经过炖烧处理,耐磨耗;油压驱动前后修整,调整轮之修整座可依工件需求角度作调整,确保工件圆筒精度。