仕样书
模具仕样书
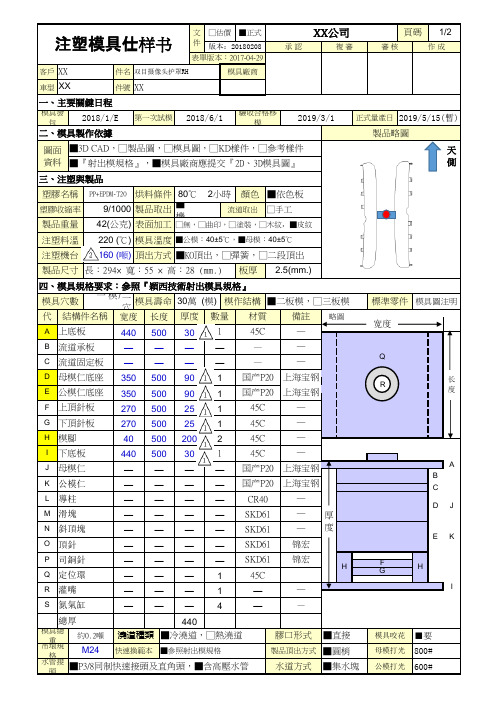
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
仕様书中文意思

仕様书中文意思什么是仕様书?仕様书是一个项目开发过程中非常重要的文档,它详细描述了产品或项目的所有特性、功能和性能要求。
在软件开发领域,仕様书通常包括对软件系统的需求描述、功能模块分析、技术规范说明等内容。
仕様书可以作为开发团队和客户之间的沟通工具,确保开发过程中的理解一致性,避免开发过程中的误解和偏差。
为什么需要仕様书?在项目开发过程中,仕様书起到了明确目标、定义范围的作用。
通过详细描述产品或项目的需求和规范,仕様书帮助项目团队实现对项目目标的整体理解和控制。
仕様书还可以帮助开发团队和客户之间建立良好的合作关系,确保双方对项目目标的期望一致。
另外,仕様书还可以作为项目验收的依据,确保项目交付的质量和符合客户的期望。
仕様书的内容和写作方式仕様书的内容根据项目的具体需求而有所不同,但一般包含以下几个方面:1.项目背景和目标:描述项目的背景和目标,明确项目所解决的问题和目标。
2.功能需求:详细描述产品或项目的功能需求,包括用户需求、业务需求、系统需求等。
3.非功能需求:描述产品或项目的性能、可靠性、可用性等非功能需求。
4.界面设计:描述产品或项目的界面设计,包括用户界面、应用程序编程接口等。
5.数据库和数据流设计:描述产品或项目的数据库设计和数据流设计,包括数据库结构和关系、数据输入、输出流程等。
6.测试需求:详细描述产品或项目的测试需求,包括功能测试、性能测试、安全测试等。
7.部署和维护需求:描述产品或项目的部署和维护需求,包括软件安装、配置和维护指导等。
在写仕様书时,需要注意以下几点:1.明确和具体:仕様书应该尽可能明确和具体地描述项目的需求和规范,避免模糊和歧义的表述。
2.可验证性:仕様书中的需求应该是可验证的,可以通过测试或其他方式来验证是否满足需求。
3.可追溯性:仕様书中的需求应该是可以追溯的,可以追踪到项目背景、目标和相关的需求文档。
4.可更新性:仕様书应该是可更新的,当项目需求发生变化时,需要及时更新仕様书。
新纳入式样书要求

推荐样式[附件1]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.0)推荐样式[附件2]Q-MAB-D012-07-S计测机器管理一览发行日年月日交纳者名∶计测器管理部门注)关于精密测量仪器,请记入厂商及型式。
マブチモ-タ-株式会社 (Rev.0)推荐样式[附件3]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.0)推荐样式[附件4]Q-MAB-D012-07-Sマブチモ-タ―㈱受理年月日工程变更等申请书受理No.年月日交纳者名∶分发对象マブチモ-タ-株式会社 (Rev.1)附不良样品∶□ 无 □ 有/ 附文件·数据∶□ 无 □ 有分发对象 マブチモ-タ-株式会社 (Rev.2)推荐样式[附件5] Q-MAB-D012-07-S 交货品问题通知书 发行No. 发行日 年 月 日推荐样式[附件6]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.2)推荐样式[附件7]Q-MAB-D012-07-S特别采用检讨申请书发行日年月日分发对象マブチモ-タ-株式会社 (Rev.2)推荐样式[附件8]Q-MAB-D012-07-S再交纳LOT处置内容报告书发行日年月日※记号栏是由敝公司的检查部门记载。
分发对象∶マブチモーター株式会社(Rev.0)[附件 9] Q-MAB-D012-07-S仕样书(规格书)必需书类确认表发行日: 年月日交纳者名:交纳者CODE No.:地址:担任者名:电话号码:E-Mail address:根据部品原料购入品的品质保证要领的指示,请确认向Mabuchi交纳的部品原料的制品仕样书/包装仕样书/限度样品仕样书的内容,且须将这些资料同时各提交2份,请做好确认作业。
重要度◎必须附加□制品仕样书的份数确认:提出份,对Mabuchi提出用的需要2份。
其中包括确认后退还的1份.△根据需要,需要附加□制品仕样书的使用纸张,统一为A4大小。
品管部职责权限仕样书2

3、负责QA下达责任范围内的原辅料、中间体、成品、工艺等物料取样工作。
4/4页
文件名称:
品质管理部职责权限仕样书
文件编号:
AP-XG-001
REV.
4、及时向相关车间负责人反馈质量情况,做好产品质量问题的调查研究工作。
5、积极按照要求进行日常工作。监督检查生产人员对SOP、工艺操作规程及其它有关文件的严格执行情况,发现有不符合要求行为可令其改正,直至停止生产并发出书面警告至生产管理部门,同时向本部门负责人报告。
3、对不合格产品填写相应表单,并作出质量不符合的判定;
5X,L } I_S4、通过再检验,验证供应商对产品纠正措施的实施效果;
7|.]&~ U*D_`!z_y8I5、管理好检验使用的设备、仪器;
6、协助SQC完成周(月)报作成。
7、配合部门做好相关的(或临时的)工作;
制程检验:(IPQC)
1、执行企业的制程产品检验规程,相关的检验标准;
15、配合部门做好相关的(或临时的)工作;
品质组长:
1、负责本组日常工作的安排,人员的管理工作。
2、督促组员按有关的检验指导书、图纸、工艺卡等进行检验工作,严格执行检验制度,对本组人员的工作差错负责。
3、对现场作业中的不合理之处提出修正意见和建议。
4、协助生产部对生产过程中的问题进行研究和分析,并协助对改进措施的效果进行验证。
8、向总经理提出有关方法,控制工序检验中发现的不合格现象重复发生.
-w
k_B7w,t_e/\_|_K_Y8、配合部门做好相关的(或临时的)工作
终端检验:(FQC)
1、执行企业的成品检验规程,相关的检验标准;
印刷物仕様书(一般印刷)

印刷物仕様書(一般印刷)
品名葛生伝承館封筒数量2000 単位枚規格
(仕上寸法)
長3
紙質ハーフトーンクリーム
ページ数()ページ(表紙込・表紙別)【表紙(片面刷・両面刷)、本文(片面刷・両面刷)】刷色表面:(2 )色刷(郵便番号欄のみ赤) 裏面:()色刷り・印刷なし
製本無線とじ針金(中とじ・平とじ)化粧断ち(天・横)のりその他()
原稿①データ支給:ワード・エクセル・パワーポイント・その他(画像データJpeg)】
②支給媒体:CD-R・FD・出力紙・その他()
③手書き:前回どおり前回を修正したもの(手書き・出力紙)
見本有・無
特
記
事
項
企画・デザイン等の依頼有・無
写真
発注課から提供()枚受注者に依頼()枚
支給:データ()枚プリント()枚
イラスト
発注課から提供(1)枚受注者に依頼()枚
支給:データ(1)枚その他()枚
その他:
校正文字校正( 1 )回色校正()回納入期限平成28年7月29日(金)
納入場所葛生伝承館
発注課葛生伝承館担当者落合電話葛生化石館内86-3332
備考・見本品を原稿とする。
ただしイラスト部分1か所については、支給するデータで作成をお願いします。
・イラストデータの支給媒体は、落札後、相談により変更できます。
・入稿日:平成28年6月24日。
无油旋齿式空气压缩机仕样书-阿耐思特岩田

项目
单位
FRL-370
空压机型号
FRL-3701
主 压缩段数 体 转速
- min-1
2
6950
6300
吸入气体、压力、温度
-
空气・大气压・2~40℃
排出压力 排出空气量※1
MPa m3/min
0.70 5.6
0.85 5.0
运转电流
A
77.3(380V 50Hz)
78.1(380V 50Hz)
68(380V 50Hz)
三相、全封闭外扇、2 极、F种绝缘、IP54 0.75 (380V 50Hz) 2.4(380V 50Hz)
种类
油泵输出kW源自电机额定电流A
三相、全封闭外扇、4 极、B种绝缘、IP44 0.4(380V 50Hz) 1.2(380V 50Hz)
过热停止
-
通过温度传感器检测温度
2、噪声值为置于静音室内正面 1.5m、高 1.0m、排出压力 0.65MPa 全负荷下测得之代表值。 3、IP55.IP54.IP44 表示依据 JIS 规格(C4034-5)针对防尘.防水的保护等级。 4、相对主电机相额定功率有 10%的余量(服务系数)。 5、外形尺寸系箱体的外周尺寸。不包含球阀等突起部位。
过电流、缺相保護
-
保
油压下降停止
-
护
吸入过滤器堵塞
-
通过热动继电器/电流传感器检测电流 通过油压传感器检测压力 通过负压传感器检测压力
其他
-
安全阀
其 外形尺寸※4
mm
宽 1760×深 1000×高 1656
他 概略质量(含油)
kg
1335
新纳入式样书要求
推荐样式[附件1]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.0)推荐样式[附件2]Q-MAB-D012-07-S计测机器管理一览发行日年月日交纳者名∶计测器管理部门注)关于精密测量仪器,请记入厂商及型式。
マブチモ-タ-株式会社 (Rev.0)推荐样式[附件3]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.0)推荐样式[附件4]Q-MAB-D012-07-Sマブチモ-タ―㈱受理年月日工程变更等申请书受理No.年月日交纳者名∶分发对象マブチモ-タ-株式会社 (Rev.1)附不良样品∶□ 无 □ 有/ 附文件·数据∶□ 无 □ 有分发对象 マブチモ-タ-株式会社 (Rev.2)推荐样式[附件5] Q-MAB-D012-07-S 交货品问题通知书 发行No. 发行日 年 月 日推荐样式[附件6]Q-MAB-D012-07-S分发对象マブチモ-タ-株式会社 (Rev.2)推荐样式[附件7]Q-MAB-D012-07-S特别采用检讨申请书发行日年月日分发对象マブチモ-タ-株式会社 (Rev.2)推荐样式[附件8]Q-MAB-D012-07-S再交纳LOT处置内容报告书发行日年月日※记号栏是由敝公司的检查部门记载。
分发对象∶マブチモーター株式会社(Rev.0)[附件 9] Q-MAB-D012-07-S仕样书(规格书)必需书类确认表发行日: 年月日交纳者名:交纳者CODE No.:地址:担任者名:电话号码:E-Mail address:根据部品原料购入品的品质保证要领的指示,请确认向Mabuchi交纳的部品原料的制品仕样书/包装仕样书/限度样品仕样书的内容,且须将这些资料同时各提交2份,请做好确认作业。
重要度◎必须附加□制品仕样书的份数确认:提出份,对Mabuchi提出用的需要2份。
其中包括确认后退还的1份.△根据需要,需要附加□制品仕样书的使用纸张,统一为A4大小。
产品仕样书

1.调整轮与调整轮法兰
1组
2.砂轮与砂轮法兰
1组
3.通过式刀架与刀片
1组
4.电器箱标准附件
1组
5.油箱(附油温冷却器)
1组
6.标准冷却系统(水箱)
1组
7.钻石修刀
2支
8.工作灯
1组
9.工具箱
1组
三.建议特别附件(每台)
(请参考工艺分析或者报价单)
四.工作环境要求
1.电压与频率:三相380V±10% 50HZ±2%
8.机械安装于操作场所24小时后,再调整其水平。机器受温度及其它因素之影响,水平精度会改变,因此每隔一段时间,必需再重新调整,以确保其高度精密。
金钢(SNCM-4),经正常化及高周波热处理,与精密研磨加工而成;配合特殊设计的调整型螺帽,调整方便,进刀精准、动作轻巧,耐磨耗。
5.齿轮箱齿轮采用SNCM-4材质,加工后再经浸碳热处理。齿面及内径精密研磨,运转顺畅。变速轴为六角栓轴,齿轮移动轻巧,变速容易。高精度、耐重负荷、耐耗磨。
产品仕样书
案件名称:”DAIKING”高精度无心磨床系列
产品规格:PC-12
确认
审查
作成
文件号码:CNS
机械规格与参数
机械优点:
1.经济型机械结构,价位经济实惠。
2.砂轮与调整轮轴承,采用特殊巴比特合金,精度优异,修整调整容易。
3.砂轮主轴及调整轮主轴采用高级合金钢,精密加工而成;经过多重处理,扭力强、不变形、适合重切削。
调整轮旋转角度:±5˚
3.马达
砂轮驱动马达:7-1/2HP X 4P
调整轮驱动马达:1HP X6P
油压泵驱动马达:1HP X 4P
冷却泵驱动马达:1/8HP X 2P
电装仕样书(例)

5
功能
6
I/F用连接口 (基板之间的 ・马达输出 (標準) 链接等除外) ・马达编码器 (標準) ・缝纫机机头 sol. (標準) ・自动压布脚抬升 sol. (標準) ・安全开关 (標準) ・踏板 (標準) ・LED灯 (標準) ・AC输入链接 (標準)
MOLEX互換是什么意思不明白 MOLEX互換是什么意思不明白 MOLEX互換是什么意思不明白
出H 最高转速 【sti/min】 电源电压 额定、额定±20% 指示速度/实际速度±5%以内 缝迹对齐 【Pitch】 电源电压 额定、额定±20% A/B/C/D=4 SBT/EBT Single
SBT
±1 Pitch以内(假设
EBT
上停止精度 【度】 电源电压 额定、额定±20% 电源电压 额定±20%
是否是母线电压,不明确其意思
3
外观
4
付属品 安装用部件(吊螺栓/木螺钉/钉子etc) 电源开关组 连接棒 备用保险丝 使用说明书/安全注意书 控制面板(内藏式面板) ① 自动倒缝设定(单一) ② 自动倒缝设定(双重) ③ 叠加缝设定 ④ 标签缝制设定(4工位) ⑤ 定尺寸缝制设定 ⑥ 自由缝工位 ⑦ 内部记忆设定功能 ⑧ 自动切线设定 ⑨ 真棒停止位置切换功能 ⑩ 自动抬压布脚设定功能 ⑪ 最高速度设定功能 电磁线圈控制 ① 切线电磁线圈 ② 倒缝电磁线圈 ③ 挑线杆电磁线圈 ④ 自动抬升压布脚电磁线圈 接触倒缝功能 ① 手动操作控制 缝制照明LED灯用电源 机器翻到检测开关 错误检出功能
№ 項 7 设定
目
細
目
規格値等 200-5000 (4000) 200-400 (230) 200-3200 (1800) 200-3200 (1800) 200-3200 (1800) 200-3200 (1800) 200-1500 (400) 200-4000 (4000) 100-400 (230) 0-19 (4) 0.5/unit ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● 4000
模具仕样书中文
模具仕样书中文 The following text is amended on 12 November 2020.模具基本仕样书2017年08月18日改订0.开模①根据本仕样要求,模具可能会发生不良时,模具报价及设计时请打合。
②有不能对应的内容时,在报价时请提出。
*因为每个供应商都是同样对应的,所以请事前对应。
1.模图承认时,模具图纸需要的内容*AUTOCAD2000能打开的DXF或DWG。
*最终模图提出内容是(参照31/33/32和33)①部品一览表*含以下a~g的内容(顺序不同)*品名需要包含日文或英文。
a.编号NOb.名称(品名)c.规格(尺寸)d.部品规格品有供应商名的要记入(如MISUMI等) e.材质 f.硬度 g.数量②前、后模的平面图、组装断面图、其他(能够理解模具结构的必要内容)*部品一览表内编号要和图纸上编号一致。
③模具全部打开时图面*从天侧看和从反操作侧或操作侧看的图因为要确认产品取出(机械手、自由落下)、流道取出,所以取出方向上模具内的突起部品(AP/SL等)不能省略。
*产品和流道要画图。
点水口:产品顶出状态流道图画在流道取出量的中间。
潜水口/侧水口:模具打开状态,水口连接产品上的顶出图面。
④用另外的图面表示前后模水路图。
a.水路图的立体表现b.各回路用颜色分开关用箭头表示⑤别纸表示产品部和S/L部淬火部品、油槽加工部位及油槽形状。
*要作防止拖伤对策和今后模具修理及改造时能否研磨、烧焊的判断用的提示例。
(表示方法只要理解就可以)⑥图纸右下方要记入产品名称、成形机、成形材料、收缩率、模具重量、投影面积(产品及流道)⑦图面上各部品、部位用颜色分开+分层*各部位、部品无指定颜色。
⑧需要在图面上表示的部品a.模具表面安装部品(拉杆、锁模块、限位开关、PL、模脚、水嘴、油缸、快速接头等)b.水嘴、快速接头的螺丝的规格。
例:R(PT)1/4(螺丝部、平面或有斜度,要有尺寸)c.排气(前面平面图的1面也可)d.模具吊起的重心e.模具天侧表示的刻印图⑨需要详细图的部品a.水口部b.冷料穴部c.流道断面图d.流道勾针、EP、导套、塞打螺丝、定位圈等的避空范围和间隙。
通用包装仕样书

规格:L 320 *W 270 *H 5 每盘装入数量:每箱装入数: PCS材质:瓦楞纸板规格:L320 * W250 * H3.5 捆包带: W13.2 * H0.6 4条/箱外装箱材质:牛皮纸瓦楞规格:L350 * W270 * H190捆包写真及要求事项: 一、选择定数盘二、硝材放入 三、UV检查四、瓦楞纸摆放1) 硝材装入且硝材必须是烘干1)最终检查完成后, UV 检查; 1)定数盘与瓦楞纸板上下对齐;2)定数盘折叠、变形不可。
的制品; 2)异种硝材混入不可。
2)瓦楞纸板翘起不可。
五、现品票 六、硝材层叠七、编织带使用八、现品票添付1)合格票图样1)捆包前,瓦楞纸与瓦楞间放1)内部捆包时,使用4条编织 1)捆包完成后,装入外装箱并 带; 将现品票添付;2)四层瓦楞纸使用必要。
2)员数裸露出外不可。
2)现品票内容正确必要。
九、粘胶带的使用 十、外装箱编织带使用十一、箱体标签十二、出货1)粘胶带封箱1)外装箱打编织带共4条;1)必须贴在指定范围内 1)搬入及摆放时,正面朝上2)五层外装箱使用2)重量控制在≤10KG 2.每一批同时出货产品,零头箱内需放《检查成绩表》,零头箱用红色胶带封箱;3.产品不满一箱使用瓦楞纸填充.零件号零件号零件号承认 通用包装式样书 编号:加工单位:NHG●145适用产品: 16mm≤∮<20mm1)选择光亮、清洁的108定数盘;2)154PCS/盘员数短缺不可。
入10张定数盘;他:1.贴外箱标签,标签内容填写正确,侧面需贴上ROHS 标签;零件号定数盘捆包材料会社名检讨做成新华光。
检具式样书
检具制作式样书安徽福臻技研公司检具概述检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同意义。
检具是一种按需方特定要求专门制造的检测工具。
检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。
对于零件上的某些极重要的功能性尺寸,还能利用检具进行数值检测。
检具还应具有测量支架的功能,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。
检具的设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。
当零件无主模型(或CAD数据)时,应以产品图纸和经需方认可的样件作为依据。
在正常使用频率和良好的保养维护情况下,应保证检具与其对应的压延模具和焊接夹具有相同的使用寿命。
检查治具仕样决定时考虑事项:A.成品要求精度的部位及精度确认方法。
B.精度要求的重要度及确认方法。
C.成品在冲压加工时产生变形量考虑。
D.使用上之考虑(方便、轻量化)。
E.整体结构坚实不变形。
目次检具概述一.单件检具仕样说明 (1)1. 检查治具基本式样 (2)1.1基本仕样 (2)1.2使用目的 (2)1.3使用材料 (2)1.3.1轮廓表面 (2)1.3.3基准块 (3)2. 制作仕样说明 (3)2.1检查治具制作方向 (3)2.2剪线及成品末端仕样 (4)2.3折线 (4)2.4一般孔 (4)2.5翻边孔 (4)2.6钣件定位 (6)2.6.1基准孔 (7)2.6.2零贴面 (10)2.6.3支撑与夹持 (11)3. 检具制作基本要求 (11)3.1形状面要求 (12)3.1.1检查面 (12)3.1.2非检查面 (12)3.1.3零接触面 (13)3.2分割体 (14)3.2.1钣件检查 (14)3.2.2钣件检查需要 (14)3.3端面样板 (15)3.4钣件固定 (15)3.5.1吊取装置 (16)3.5.2搬运孔 (17)4. 途装 (18)4.1检查作业性质之区分 (18)4.2外观途装 (18)4.3车种区别 (18)4.4途装色号 (19)5.基准 (19)5.1基准线 (19)5.2基准面 (20)5.3基准指示 (21)5.4其它 (21)二.车体组合件量具(U G)制作说明 (22)1. UG之定义 (22)2. UG之功能 (22)3.UG之主要结构 (22)3.1底座 (22)3.2支架 (22)3.2.1定位用支架 (22)3.2.1检验用支架 (22)4. UG设计所需标准之质料 (23)5. 设计与制图之程序 (24)5.1制图程序 (24)5.2制图规定 (25)5.3设计及制图要点 (25)一、单件检具仕样说明1.检查治具基本式样:1.1.基本式样:零件形状、剪线、折线、孔位之检查。
纳入仕样书QN-01-001(ACE GLOBAL)

制品检查表
异常处置 品管组长 异常处置 制造组长 异常处置 理品管组 长 异常处置 仓库组长 承认
制造管理票
出货检查表 制造管理票 出货管理台账 修订日期 修订者
修订内容
作业员
制品检品管 员/作业员
制品检验 标准 客户图纸
制造管理票 客户图纸
制造管理票 制品检查表
异常处置 制造组长
包装作业者 作业指导 员/制品检 票 查员 包装作业者 出货检品管 员 仓库作业者 出货检验 标准 客户图纸
制造管理票 客户图纸 制造管理票 作业指导票 制造管理票 作业指导票 检查标准书 等 出货包装指 导票
制造流程 流程图 工程名 材料纳入 材料保管
主要设 备名称
检查制品规格 检查项目 外观 数量 规格 外观一般 T≤30 S=40%~70% 参照制造管理 票
先入先出 参照设备操作 指导书
(双面 胶)温度/ 湿度
温度T 湿度S 分切尺寸
分切
分切机
冲压
冲压 机
参照设备操作 指导书
状态 尺寸
卡尺/投 参照制造管理 影机/厚 票及客户图纸 度尺 客户图纸及检 查标准书
检查
外观
目视
包装 卡尺/投 影机/厚 度尺
出荷检查 入库/出货包 装/出货
客户名:ACE GLOBAL
修 NO 订 记 录 修订内行容
参照制造管理 票、客户图纸 、捆包仕样书 外观 数量 参照制造管理 加工票 票、客户图纸 及检查标准书 现品票 外观 数量 参照制造管理 加工票 票 现品票 数量 加工票 修订日期 修订者
QC 工 程 表
制品类别 (品名) 104CSS-023-01E 文件编号 QQ-53 作业条件 条件名称 设定规格 版本 A0版 制定日期 2005-10-15 页数 1/1 检测方法 测量仪 目视 温湿度 计 直尺 检查频率 抽检 每日2次 作业 前/ 中 / 后 N=3/LOT 作业 前/ 中 / 后 N=1模/H 全数/记录 n=3/LOT
仕様书

仕様書(1)【语法】(1)~とする以~为,设~为,把~作为バージョンを1.0とする。
把版本号设为1.0。
テスト対象外とする。
作为非测试对象。
サービスを提供可能とする。
可提供服务。
(2)~で~在~(后接具“行为意义”的动词,如する、ひらく等)WEBで稼動している。
在WEB上运行。
テスト環境でチェックする。
在测试环境下检查。
画面で表示する。
在画面上显示。
(3)~や~~和~(列举一些事项并类推其他)WebサーバーはNetscapeやapacheを使用します。
Web服务器将使用Netscape、apache等。
秋葉原の店にはデジタルカメラやノートパソコンなど色々な電化製品が陳列されています。
秋叶原的商店陈列着数码相机、笔记本电脑等各种各样的电器产品。
※用~や~涉及到言外事项,常和など前后呼应;而用~と~就不涉及言外事项。
【实例】(1)処理概要についてですが、機種マスタ·耐久週報テーブルより、画面にて指定されたシャシー番号または機種略称に対してデータを取得します。
关于处理概要,是从机种master·耐久周报表中,取得画面指定的底盘号码或对应于机种简称的数据。
(2)耐久距離/年月グラフ用のCSVデータフゔルを作成し、CSVフゔル作成後に耐久距離/年月グラフ作成マクロの呼び出しを行います。
制作耐久距离/年月图表用的CSV数据文件,并在制作CSV文件后调用耐久距离/年月图表制作宏。
(3)機種略称が未入力の場合にはエラー(ERR_No.20)を表示し、シャシー番号にフォーカスを戻して処理終了します。
未输入机型简称时显示错误(ERR_No.20),并将光标移回到底盘号码后结束处理。
※生词均标注小D,希望大家多多利用沪江小D的在线划词和生词本功能~【作业】第一次简单点吧,中日单词互译^^ユーザー()プログラム()せつぞく(接続)デゖレクトリー()テンプレート()客户端()菜单()密码()下载()启动()【答案】ユーザー(user,用户)プログラム(program,程序)せつぞく(连接)デゖレクトリー(directory,目录)テンプレート(template,模板)客户端(クラゕント)菜单(メニュー)密码(パスワード)下载(ダウンロード)启动(起動)【每期一句】明日があるさ。
模具制造仕样书00简洁范本(二)

模具制造仕样书00简洁范本(二)引言概述:模具制造仕样书是指在模具制造过程中,用于记录和规范模具制造的各项要求和流程的文件。
本文是模具制造仕样书00简洁范本(二),旨在提供一个简洁易懂的范本来帮助模具制造相关人员编写仕样书。
本文主要围绕着模具设计、加工工艺、材料选用、质量要求和验收标准五个大点展开,以便于读者全面了解和掌握模具制造的要点。
正文:一、模具设计1. 模具结构设计a. 根据产品设计要求和工艺要求确定模具的结构类型。
b. 为确保模具的精度和稳定性,选择合适的模具材料。
c. 根据产品尺寸和形状设计模具的基准尺寸和结构。
2. 模具零件设计a. 根据模具结构设计确定各个零件的类型和尺寸。
b. 对于复杂的模具零部件,进行三维CAD设计和分析。
c. 确定零件的材质和加工工艺。
3. 模具系统设计a. 确定模具系统的布局和组成。
b. 设计模具系统的冷却系统和排气系统。
c. 对模具系统进行强度和刚度计算,确保其稳定性。
4. 模具标准零件选用a. 根据模具设计需求,从标准零件库中选用合适的标准件。
b. 选择具有较高精度和耐磨性能的标准零件。
5. 模具装配设计a. 根据模具设计和加工工艺确定模具装配的顺序和步骤。
b. 设计模具装配的夹具和定位装置。
c. 确定模具的调试和试产计划。
二、加工工艺1. 模具加工工艺规划a. 根据模具设计确定模具的加工工艺流程。
b. 确定加工工艺的机床设备和工具。
2. 模具零件加工a. 根据模具零件的材质和尺寸,选择合适的加工工艺。
b. 对模具零部件进行数控加工或传统加工。
c. 确保模具零件的加工精度和表面质量。
3. 模具装配工艺a. 根据模具装配的顺序和步骤,进行模具装配。
b. 对模具装配的零部件进行校核和调试。
c. 确保模具装配的准确性和稳定性。
4. 模具热处理工艺a. 根据模具材料和使用要求,选择合适的热处理工艺。
b. 控制热处理工艺的时间、温度和冷却速度。
c. 检验热处理后的模具材料的硬度和组织结构。
纳入仕様书

御中納入仕様書御受領印年月日2012年月日有限公司印改訂履歴1.適用範囲この納入仕様書は、xxxxx有限公司(以下、甲と呼ぶ)がxxxxxビジネスユニット殿(以下、乙と呼ぶ)及びその関係海外会社殿(以下、丙と呼ぶ)に納入する鋳物について適用する。
2.品質規格材料証明書と加工図面の規格は別紙に示す通りである。
3.出荷検査方法出荷検査の概要は別紙に示す通りである。
4.製品の包装および表示包装および表示は別紙に示す通りである。
5.製品検査表①製品検査表の作成甲から乙及び丙へ必要に応じて発行する②製品検査表の書式別紙に示す通り。
6.製品の品質保証7.生産異常時の対応乙及び丙において製造品質の問題が発生した場合、甲と乙及び丙は互いに誠意をもって協力し、問題の解決に努力するものとする。
8.工程変更、規格変更・当該製品の図面変更を行う場合、あらかじめ、甲に対して通知し、・9.付記事項以上材料规格書MATERIAL CERTIFICATION購入先:Vendor:材料LotNo:Material Lot No:部品品番:Part Number:部品図面による全ての材料リストList all material called out on the drawing for the part注:使用した材料欄に挙げられている全ての材料は、サプライヤーの材料証明を含むこと。
Note:For all materials listed in the PROVIDED MATERIALS column, you must include a material certification from your supplier.サプライヤーの材料証明:上に挙げられた材料は、Speaker Group設計者により指定された上記の部品を生産する為に使用されていることを証明します。
Vendor Certification:I certify that the materials listed above, which are being used to product theabove listed part are as specified on theXXXXXXX Speaker Group drawing expetras acted below:例外があれば挙げること:List Any Exception:LOT NO. SHOWS THE DATE OF MANUFACTURING AND MATERIAL LOT NO LOTNO: 2012 - 03 - 18 -----120308YEAR MONTH DAY Material Lot No包装示意图根据产品尺寸、数量、重量,选择木托托盘。