东之数控刀具样本8
数控刀具牌号
不锈钢 (SUS304, 等等 ) 碳素钢 (SxxC)
0.05~0.1 0Байду номын сангаас1~0.15
☆
60~120
★
80~150
★
60~120
☆
60~130
合金钢 (SCM, 等等 ) 模具钢 (SKD/NAK, 等等 )
0.1~0.15 0.05~0.1
★
80~150
★
70~120
☆
60~130
☆
70~120
C
V= 100 fz= 0.1
V= 60 fz= 0.15
C = over 1mm
C
V= 120 fz= 0.12
V= 80 fz= 0.15
fz=0.1
铣
: fz = 0.15mm/ 刃
刀
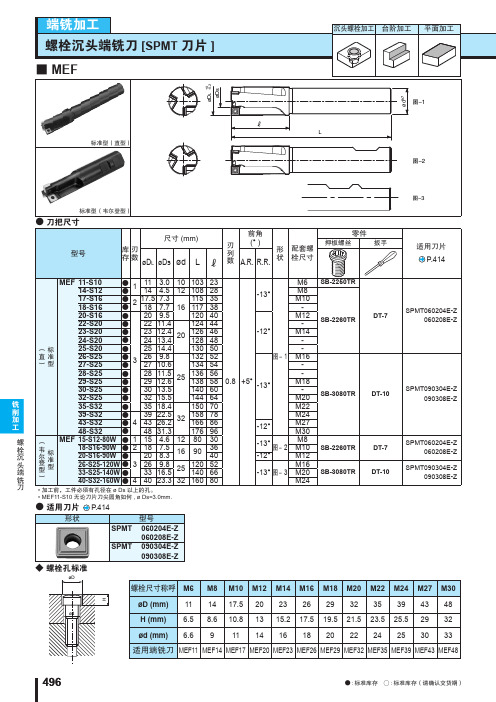
MEF20-S16
fz=0.05
: fz = 0.1mm/ 刃
• 加工时,侧刃与底刃两边都是切刃,切深量使刀片两边同时受
MEF22-S20
切 深
fz=0.15
: fz = 0.05mm/ 刃
到磨损。刀片不是使用 4 刀头,而是使用 2 刀头。( 见图- 1).
144 64
M18
M20
SB-3080TR
DT-10
SPMT090304E-Z 090308E-Z
削
35-S32
● 35 18.4
150 70
M22
加 工
39-S32 43-S32
● ●4
39 43
22.5 26.2
32
158 166
78 86
螺 栓 沉 头 端 铣
48-S32
● 48 31.3
数控刀具的使用参数
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。
数控车床控制系统的设计样本

CK6163数控车床控制系统设计1.本课题项目背景及研究意义金融危机爆发以来, 国际机床市场不断下滑, 国内经济型数控机床市场也受到了相称大影响, 产销量大幅下降。
虽然数据显示上半年已经止住下滑趋势, 略微回升, 但研究应对方略仍旧是当务之急。
经济型数控机床是国内数控机床行业发展起步产品, 发展时间比较长, 生产公司对此类机床技术掌握状况和生产能力也都比较成熟。
正由于如此, 加之其在国内拥有大量市场空间, 金融危机爆发之前产量较大。
但从去年金融危机后来总体状况来看, 国内经济型数控机床生产公司生产能力明显过剩。
近来中华人民共和国机床工具工业协会调研成果中得到公司生产状况显示, 重要生产经济型数控机床公司受到冲击比较大, 特别是某些产品档次比较低、产量比较大公司受到冲击更大, 甚至浮现某些公司限产现象。
导致这种状况浮现重要因素还是由于市场需求在减少, 加上经济型数控机床生产能力比较强, 生产公司比较多, 竞争比较激烈,同步经济型车床、钻床和铣床出口量下降比较严重, 某些产品出口转内销, 进一步加剧了国内市场竞争。
而对于产品档次比较高公司来说, 受到冲击就不是很明显, 特别是高精尖高档机床仍旧是供不应求。
数控机床代表着机械制造业当代科学技术发展方向和水平。
当前, 国内数控机床发展不但从技术水平上已研制出五坐标数控铣床加工中心, CNC系统和自动编程系统等。
同步, 也拥有了一定数量数控机床开发、生产、使用以及拥有量等都与世界上先进国家有较大差距。
要达到世界先进水平, 迅速发展国内数控机床行业势在必行。
经济型数控机床设计必然性: 数控机床能较好地解决形状复杂、精密、小批多变零件加工问题。
可以稳定加工质量和提高生产率, 也具备适应性强、较高加工精度。
但是应用数控机床还受到其他条件限制。
价格昂贵, 一次性投资巨大, 对于中小公司心有余而力局限性。
当前各公司均有大量通用机床, 完全用数控机床代替主线不也许, 并且代替下来机床闲置起来, 又会导致挥霍。
数控刀具之数控刀具基础篇
数控刀具之—数控刀具基础篇编著:吴光辉第一章数控刀具基础1.1 数控刀具的种类和特点数控刀具通常是指数控机床和加工中心用的刀具,在国外发展很快,品种很多,已形成系列。
但在中国,由于对数控刀具的研究开发起步较晚,数控刀具成了工具行业中最薄弱的一个环节。
数控刀具的落后已经成为影响我国国产和进口数控机床充分发挥作用的主要障碍。
1.1.1 数控刀具的总类数控刀具的分类方法很多。
按刀具的切削部分材料可分为高速钢、硬质合金、陶瓷、立方氮化硼和金刚石刀具等;按刀具结构形式可分为整体式、焊接式、机夹可转位式和涂层刀具(数控机床广泛使用机夹可转位式刀具);按所使用机床的类型和被加工工件表面的特征可分为车刀、铣刀和孔加工工具等(如下图所示)。
外圆车刀车削刀具内孔车刀切槽与切断刀具螺纹车削刀具面铣刀具整体合金立铣刀方肩铣刀具可转位立铣刀铣削刀具整体合金立仿形铣刀数控刀具仿形铣刀具舍弃式仿形铣刀槽铣刀具整体合金钻头钻削刀具可转位刀片快速钻深孔钻孔加工刀具粗镗刀镗削刀具精镗刀铰削刀具钻孔刀具刀柄镗孔刀具刀柄刀柄系统铣刀类刀柄螺纹刀具刀柄直柄刀具类刀柄图1.1a 数控刀具的分类1.1.2 数控刀具的特点为了能够实现数控机床上刀具高效、多能、快换和经济的目的,数控机床所用的刀具主要具备下列特点:a.刀片和刀具几何参数和切削参数的规范化、典型化;b.刀片或刀具材料及切削参数与被加工工件的材料之间匹配的选用原则;c.刀片或刀具的耐用度经济寿命指标的合理化;d.刀片及刀柄的定位基准的优化;e.刀片及刀柄对机床主轴的相对位置的要求高;f.对刀柄的强度、刚性及耐磨性的要求;g.刀柄或工具系统的装机重量限制的要求;h.对刀具柄的转位、装拆和重复精度的要求i.刀柄及刀具切入的位置和方向的要求;j.刀片和刀柄高度的通用化、规则化和系列化;k.整个数控工具系统自动换刀系统的优化。
1.2 刀具的基本术语1.2.1 基本术语待加工表面----工件上有待切除的表面。
东之数控刀具样本3

C D S T W V R E(*) -6MP: The diameter fixing hole of the insert is 2.8 mm (non ISO standard).60° Triangular · 11° PositiveTAC Inserts (Positive Inserts)80° Trigon · 5° PositiveTAC Inserts (Positive Inserts)35° Rhombic · 7° PositiveTAC Inserts (Positive Inserts)75° Rhombic · 11° PositiveMEMOMEMOMEMOMEMOMEMOAACLN R/LAWLN R/LATJN R/LADJN R/LAVJN R/L2020 2020 2020 2020 2020 2525 2525 25252525252535253525ADPN N AVVN N ATGN R/L ASBN R/L ASDN N2020 2020 2020 2020 2020 25252525252525252525ASSN R/L ATFN R/L ASKN R/LATQN R/L ADQN R/L2020 2020 2020 2020 2020 25252525252525252525AVQN R/L ARGN R/L2020 25252525DDCLN R/LDWLN R/LDDJN R/LDTGN R/LDSBN R/L2020 2020 2020 2020 2020 2525 2525 2525 25252525 3225 322532253225 3232 3232 40404040DSDN N DSSN R/L DSKN R/LDDQN R/LDRGN R/L2020 2020 2020 2020 20252525252525252525 3225DTFN R/LDSSN R/LDSKN R/LDDQN R/LDRGN R/L2020 2020 2020 2020 20252525252525252525 3225CNWNCNWNTNTNTNTNTN TNDNDNDNDNVNYNVN YNSNSNSNSNSNSNTNDNVNYNSNSNRNRN95°5°62.5°45°27.5°72.5°45°91°75°75°105°15°45°17.5°95°5°3°3°3°NEW/146/155T A C T o o l h o l d e rTAC Toolholder for External TurningList of TAC Toolholder by OperationNegative rake typeTurning ·ChamferingProfilingTurningTurning ·Facing ·ChamferingFacingFacingProfilingTurning ·FacingTurning ·FacingProfilingTurningTurningProfilingTurning ·FacingTurning ·FacingExternal ProfilingExternal ProfilingExternal ProfilingExternal ProfilingExternal ProfilingTurningTurningTurning ·ChamferingTurning ·Facing ·ChamferingFacingFacingProfilingProfilingSSCLC R/LSRGC R/LSDJC R/LSRDC NSVJC R/L1212 1212 1212 2020 1616 1616 16161616 25252020 20202020 25252525SDNC NSRAC R/LSVVC NSTAC R/L ·STAP R/LSVHC R/L1010 1010 2020 0808 25251212 1212 25251010 1616 1616 1212 20202020 16162525SSDC NSVQC R/LSDQC R/L1010 2020 2020 1212 252525251616PPRDC NPRGC R/L2020 2020 2525 2525 3232 3232 40404040XXWXP R/L2525 3232 404030°RCMTRCMTRCGTVCRCMRCMVCTC TPGA/MSCDCGTDCGWPMTNEWVCDCCCVC/179/186/166T A C T o o l h o l d e rTAC Toolholder for External TurningPositive rake typeProfilingProfilingTurningProfilingProfilingTurning ·FacingProfilingProfilingProfilingProfilingProfilingProfilingTurningTurning ·ChamferingProfilingProfilingM JTJSP D A 95°L93°J63°N72.5°V62.5°P90°A91°G75°B20°XX NEWACLN R/LADJN R/LAVVN NADPN NATGN R/LASBN R/L/146/147/149/148/149/150AWLN R/LATJN R/L/146/147AVJN R/L/148DCLN R/LDDJN R/LDTGN R/LDSBN R/L/155/156/159/157DWLN R/L/155PCLN R/LPDJN R/LPDPN NPTGN R/LPSBN R/L/161/162/162/165/163PCBN R/L/161MCLN R/LMVJN R/LMVVN NMDPN NMTGN R/LMSBN R/L/167/169/170/168/173/171MDJN R/L/168MWLN R/LMTJN R/L/167/173SCLC R/LSDJC R/LSDNC NSVVC NSTAC R/L /179/179/180/181STAP R/L/183SVJC R/L/181XWXP R/L/186JSCL2C R/LJSDJ2C R/LJSDNC NJSTAC R/L/296/296/297/296JSVJB R/L JSCAC R/LJSVJ2B R/L/298/297JTCL2C R/LJTDJ2C R/LJTTAC R/L/295/295/295JTTAN R/L/298NEWT A C T o o l h o l d e rTAC Toolholder for External TurningList of TAC Toolholder by Edge StyleApplication Cutting edgestyleR a k e a n g l eTypeDouble clamping“One -Double”typeScrew-on typeMulti-clamp typeLever-lock typeScrew-on typeSide-clamping typeN e g a t i v eN e g a t i v eN e g a t i v eP o s i t i v eN e g a t i v eP o s i t i v eP o s i t i v eP o s i t i v eN e g a t i v eTurning Facing Profiling Turning P o s i t i v eMulti-clamp type/146DPM/155/161/167ANEWT A C T o o l h o l d e rTAC Toolholder for External TurningAppearanceClamping mechanismFeaturesG e n e r a l p u r p o s eC l a m p -o n t y p eNew and innovative double clamping system of the insert High clamping rigidity“Glimpse of an eye”technology Accurate cutting edge positioningTypeL e v e r -l o c k t y p eM u l t i -c l a m p t y p e“O n e -D o u b l e ”t y p e (c o m b i n a t i o n c l a m p i n g )Easy and reliable clamping through a one-action,double-clamping operation.The single action of tightening the clamp screw results in a double action via the clamp and lever that securely fasten the insert into position.Strong and positive clamping forces. Unsurpassed stability at the cutting point.General purpose toolholder having lever lock type insert holding mechanism. High indexing accuracy due to a 2face restraining mechanism and exhibits excellent performance with NC lathe and special purpose machines.A wide range of inserts available such as square,triangle,round,rhombic,etc.Insert holding mechanism is combination of lock-pin type and clamp-on type. Can select a proper clamping method simply by changing the combination of parts.Clamping force of the insert is verystrong,excelling in copy-turning and interrupted cutting with high reliability. Toolholder specifically for use with a ce-ramic insert are also available.A wide range of styles and sizes of tool-holder and inserts are available.PageClamping Mechanisms and FeaturesNegative rake typecbaA NN L W PRR GedC D K R S T V WCBNPLNRTAB CD E FS VU X*X**Y ZGJ K L N P*Q*PDJT SM CJTAXT A C T o o l h o l d e rTAC Toolholder for External TurningNomenclature for TAC ToolholderPin-lock typeMulti-clamp type Clamp-on typeScrew-on typeTaper-lock typeScrew-on typea Clamping system“One-Double”typeSide ClampingtypeClamp-on typec Cutting edge styleShapeS y m b o lO f f s e tW i t h o u tW i t h o u tW i t h o u t W i t h o u t W i t h o u t W i t hW i t hW i t hW i t hW i t hW i t h o u tW i t h o u t W i t hW i t hW i t h o u t W i t hW i t hW i t h W i t h b Insert shaped Relief angle of inserte Direction of tool80 Rhombic 55 Rhombic 55 ParallelogramRound 35 RhombicTrigonTriangular SquareMulti-clamp typeW i t h *,**Tungaloy’ssymbolExampleACLN R/LAWLN R/LCN 1204WN 0604WN 0804ASC422CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FASW322ACP3SCSTB-3.5SP-2.5BP-7ACS-5W T-15FASW422ACP4S ACLNR/L2020K12-A ACLNR/L2525M12-A ACLNR/L3225P12-AAWLNR/L2020K06-A AWLNR/L2525M06-A AWLNR/L2020K08-A AWLNR/L2525M08-A AWLNR/L3225P08-ALL0.80.82025302025202532202520252025125150170125150125150170263027302025322025202532253225322532h h b b r 1r 1h 1h 1r 2r 2f fLLRRf 1f 1192116231921bhh 1f 1fCH TH (12)(12)(12)(12)TF TSF SS CF(12)(12)(12)(12)TM SM All-round CM(12)(12)(12)(12)95°5°95°5°TF TSF SS CF(08)(06,08)(08)(08)CH TH (08)(08)(08)(08)TM SM All-round CM(06,08)(08)(06,08)(08)T A C T o o l h o l d e rTAC Toolholder for External TurningA-type Negative rake •“Double Clamping”toolsCutting edge styleCutting edge styleRight hand (R)shownRight hand (R)shownBasic-choice chipbreakerTurning ∙FacingTurning ∙FacingFor details see pp.44-51For details see pp.78-83Stock Stock InsertInsertShimShimSpring pinSpring pinSpring Spring Clamping screwClamping screwShim screwShim screwWrenchWrenchCat.No.Cat.No.ClampClampDimensions (mm)Dimensions (mm)Std.CornerStd.Corner-57,-TR,-TUtype chipbreaker cannot be used-57type chipbreaker cannot be usedPrecision finishingPrecision finishingAppl.Appl.Appl.ShapeShapeShapeType Type Type Finishing to medium cuttingFinishing to medium cuttingRoughingPCBN/PCDPCBN/PCDBasic-choice chipbreakerPrecision finishingPrecision finishingAppl.Appl.Appl.ShapeShapeShapeType Finishing to medium cuttingFinishing to medium cuttingRoughingType Type Ceramics Finishing to medium cuttingFinishing to medium cuttingCeramicsTSF SS(16)(16)All-round(16)(16)Ceramics(16)(16)(1504,1506)SM All-round(1504,1506)(1504,1506)(1504,1506)Ceramics(1504,1506)(1504,1506)AVJN R/LADPN NVN 1604 YN 1604DN 1504 ASV322CSTB-3.5SP-2.5BP-7ACP3L ACS-5W T-15FASD432CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FAVJNR/L2020K16-A AVJNR/L2525M16-AADPNN2020K15-A ADPNN2525M15-AJP0.80.820252025202520251251501251504346362025202525327.512.5h h b b r 1r 1h 1h 1r 2r2f f LRf 1f 1––ZF ZM (16)(16)(16)(16)CH TH (1504)(1504)(1504)(1504)TF TSF SS CF(16)(16)(16)(16)TF TSF SS CF(1504)(1504)(1504)(1504)TM SM All-round CM(16)(16)(16)(16)TM SM All-round CM(1504)(1504)(1504)(1504)3°3°T A C T o o l h o l d e rTAC Toolholder for External TurningCutting edge styleCutting edge styleRight hand (R)shownRight hand (R)shownBasic-choice chipbreakerBasic-choice chipbreakerTurning ∙FacingExternal ProfilingFor details see pp.84-89For details see pp.52-60Stock Stock InsertInsertShimShimSpring pinSpring pinSpring Spring Clamping screwClamping screwShim screwShim screwWrenchWrenchCat.No.Cat.No.ClampClampDimensions (mm)Dimensions (mm)Precision finishingPrecision finishingPrecision finishingPrecision finishingAppl.Appl.Appl.Appl.Appl.Appl.ShapeShapeShapeShapeShapeShapeType Type Type Type Type Type Finishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingRoughingPCBN/PCDPCBN/PCDCeramics Ceramics Finishing to medium cuttingFinishing tomedium cuttingStd.CornerStd.CornerA-type Negative rake •“Double Clamping”tools(16)(16)(16)(16)(16)(16)(16)TSF SS(16)(16,22)TM All-round(16,22)(16,22)Ceramics(16,22)(16)ASBN R/LASDN NSN 1204 SN 1204ASS422CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FASS422CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FASBNR/L2020K12-A ASBNR/L2525M12-AASDNN2020K12-A ASDNN2525M12-ABD0.80.8202520252025202512515012515030352025202517221012.5h h b b r 1r 1h 1h 1r2r2f f LRf 1f 1––CH TH (12)(12)(12)(12)CH TH (12)(12)(12)(12)TF TSF SS CF(12)(12)(12)(12)TF TSF SS CF(12)(12)(12)(12)TM SM All-round CM(12)(12)(12)(12)TM SM All-round CM(12)(12)(12)(12)75°45°2020K12-AT A C T o o l h o l d e rTAC Toolholder for External TurningCutting edge styleCutting edge styleRight hand (R)shown Right hand (R)shownBasic-choice chipbreakerBasic-choice chipbreakerTurningTurning∙ChamferingFor details see pp.61-69For details see pp.61-69Stock Stock InsertInsertShimShimSpring pinSpring pinSpringSpring Clamping screwClamping screwShim screwShim screwWrenchWrenchCat.No.Cat.No.ClampClampDimensions (mm)Dimensions (mm)-57type chipbreaker cannot be used-57type chipbreaker cannot be usedPrecision finishingPrecision finishingPrecision finishingPrecision finishingAppl.Appl.Appl.Appl.Appl.Appl.ShapeShapeShapeShapeShapeShapeType Type Type Type TypeType Finishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingRoughingRoughingPCBN/PCDPCBN/PCDCeramics Ceramics Finishing to medium cuttingFinishing to medium cuttingStd.CornerStd.CornerA-type Negative rake •“Double Clamping”toolsSS(12)(12) TM All-round(12)(12)Ceramics(12)(12)(12)TSF SS(16)(16,22)TM All-round(16,22)(16,22)Ceramics(16,22)(16)ASKN R/LATQN R/LSN 1204 TN 1604ASS422CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FAST322CSTB-3.5SP-2.5BP-7ACP3S ACS-5W T-15FASKNR/L2020K12-A ASKNR/L2525M12-AATQNR/L2020K16-A ATQNR/L2525M16-AKQ0.80.820252025202520251251501251502022282025202525322532h h b b r 1r 1h 1h 1r 2r2f f LLRRf 1f 117211820CH TH (12)(12)(12)(12)CH (16)(16,22)(16)TF TSF SS CF(12)(12)(12)(12)TF TSF SS CF(16)(16)(16)(16)TM SM All-round CM(12)(12)(12)(12)TM SM All-round CM(16)(16)(16)(16)75°105°15°20174.525002020K12-AT A C T o o l h o l d e rTAC Toolholder for External TurningCutting edge styleCutting edge styleRight hand (R)shownRight hand (R)shownBasic-choice chipbreakerBasic-choice chipbreakerTurningTurning∙ChamferingFor details see pp.61-69For details see pp.70-77Stock Stock InsertInsertShimShimSpring pinSpring pin Spring Spring Clamping screwClamping screwShim screwShim screwWrenchWrenchCat.No.Cat.No.ClampClampDimensions (mm)Dimensions (mm)-57type chipbreaker cannot be used-57type chipbreaker cannot be usedPrecision finishingPrecision finishingPrecision finishingPrecision finishingAppl.Appl.Appl.Appl.Appl.Appl.ShapeShapeShapeShapeShapeShapeType Type Type TypeType Type Finishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingFinishing to medium cuttingRoughingRoughingPCBN/PCDPCBN/PCDCeramics Finishing to medium cuttingCeramicsFinishing to medium cuttingStd.CornerStd.CornerA-type Negative rake •“Double Clamping”tools(1504,1506)SM All-round(1504,1506)(1504,1506)(1504,1506)Ceramics(1504,1506)(1504,1506)(16)(16)(16)(16)(16)(16)(16)ARGN R/LRN 120400ASR420CSTB-3.5SP-2.5BP-7ACP4S ACS-5W T-15FARGNR/L2525K12-AG6.352525150282532h b r 1h 1r 2f LRf 12061(12)(12)45°T A C T o o l h o l d e rTAC Toolholder for External TurningCutting edge styleRight hand (R)shown Basic-choice chipbreakerTurningFor details see p.90Stock InsertShimSpring pinSpringClamping screwShim screwWrenchCat.No.ClampDimensions (mm)Heavy cuttingAppl.ShapeType CeramicsFinishingStd.CornerA-type Negative rake •“Double Clamping”tools(12)(12,16,19)(12,16,19)(12,16)(12)(08)(60,08)(06,08)(08)(06,08)(06,08)SM(08)(12)R Lh b r 1h 1f r 2R L h b r 1h 1f r 2DDQN R/L(1504)(1504,06)(1504,06)(1504,06)DDQNR/L2020K15DDQNR/L2525M15DDQNR/L3225P15DDQNR/L2020K1506DDQNR/L2525M1506DDQNR/L3225P1506DN 1504 DN 1506 0.8202532202532202525202525125150170125150170353535353535202532202532253232253232LSD42LSP4DLCL43DCPM-43DLCS43DPIS43BP-10P-4QDDJN R/L(1504)(1504,06)(1504,06)(1504,06)DDJNR/L2020K15DDJNR/L2525M15DDJNR/L3225P15DDJNR/L2020K1506DDJNR/L2525M1506DDJNR/L3225P1506DN 1504 DN 1506 0.8202532202532202525202525125150170125150170404030404038202532202532253232253232LSD42LSP4DLCL43DCPM-43DLCS43DPIS43BP-10DPIS44JDPIS44TM THTF TM THTF P-3P-4(1504,06)(1504,06)CM SM (1504,06)(1504,06)CM SM P-3f 1f 1––––––––––––(1504,06)TSF (1504,06)TSF T A C T o o l h o l d e rTAC Toolholder for External TurningPCBN/PCDPCBN/PCDProfilingRight hand (R)shownCutting edge styleBasic-choice chipbreakerAppl.Precision finishingMedium cuttingRoughingAppl.Precision finishingMedium cuttingShapeType ShapeTypeDimensions (mm)ShimSpringpinLeverClamp Clamping screwPiston Spring WrenchStock InsertCat.No.Dimensions (mm)ShimSpringpinLeverClamp Clamping screwPiston Spring WrenchStock InsertCat.No.Appl.PrecisionfinishingMedium cuttingRoughingAppl.Precision finishingMedium cuttingShapeType ShapeTypeBasic-choice chipbreakerRight hand (R)shownCutting edge styleProfiling-57,-TU type chipbreaker cannot be used-57,-TUtype chipbreaker cannot be usedFor details see pp.52-60For details see pp.52-60Std.CornerStd.CornerFinishing to medium cuttingFinishing to medium cuttingD-type Negative rake •“One-Double”tools(12)(12,15,19)TM TH(12)(12)(12)(12)PCBN/PCDDSKN R/L(12)(12)DSKNR/L2020K12DSKNR/L2525M12SN 12040.820252025125150313120252532LSS42LSP4DLCL43DCPM-43DLCS43DPIS43BP-10P-3P-4KDSSN R/L(12)(12)(12)DSSNR/L2020K12DSSNR/L2525M12 SN 12040.82025202512515034.334.320252532LSS42LSP4DLCL43DCPM-43DLCS43DPIS43BP-10P-3P-4STM THTF TM THTF (12)R Lh b r 1h 1f r 2R Lh b r 1h 1f r 2(12)(12)(12)SM (12)(12)(12)CM SM CM f 1f 1––––(12)TSF (12)TSF T A C T o o l h o l d e rTAC Toolholder for External TurningTurning•Facing•ChamferingCutting edge styleRight hand (R)shownBasic-choice chipbreakerAppl.Precision finishingMedium cuttingRoughingAppl.Precision finishingMedium cuttingFor details see pp.61-69Dimensions (mm)ShimSpring pinLeverClamp Clamping screwPiston Spring WrenchStock InsertCat.No.Dimensions (mm)Shim Spring pin LeverClamp Clamping screwPiston Spring WrenchStock InsertCat.No.Right hand (R)shownFor details see pp.61-69Appl.Precision finishingMedium cuttingRoughingAppl.Precision finishingMedium cuttingShapeType ShapeTypeBasic-choice chipbreakerPCBN/PCDPCBN/PCDFacingCutting edge style-57,-65type chipbreaker cannot be used-57,-65type chipbreaker cannot be usedShapeType ShapeTypeStd.CornerStd.CornerFinishing to medium cuttingFinishing to medium cuttingD-type Negative rake •“One-Double”toolsPCBN/PCD(16)(16)R Lh b r 1h 1f f 1r 2DRGN R/L(12)(12)DRGN R/L2525M12 RN 120400 252515028253218LSR42LSP4DLCL43DCPM-43DLCS43DPIS43BP-10P-3P-4G61T A C T o o l h o l d e rTAC Toolholder for External TurningO.D.ProfilingCutting edge styleRight hand (R)shownShapeType ShapeTypeHeavy cuttingAppl.Appl.Basic-choice chipbreakerFor details see p.90Dimensions (mm)Shim Spring pinLeverClamp Clamping screwPiston Spring WrenchStock InsertCat.No.DWLNR type shownSpringPiston Clamp Clamping screwInsert Shim Spring pin LeverMedium cutting to RoughingStd.Corner(12)(12,16,19)(12)TF TM TH(12)(12,16,19)(12)h b r 1h 1f f1r 2PDJN R/L(1504)(11,1504,06)(1504,06)(1504,06)(1504,06)PDJNR/L1616H11PDJNR/L2020K11PDJNR/L2525M11PDJNR/L2020K43E PDJNR/L2525M43E PDJNR/L2020K15E PDJNR/L2525M15E PDJNR/L3225P15E PDJNR/L3232P15EDN 1504 DN 15060.81.2162025202520253232100125150125150125150170170JDN 11041620252020202525322727273232323232321620252025202532322025322525253234401515151919––––ELSD32ELSD42ELSD42LSP3LSP4S LSP4S LCL33L LCL44LCL44LCS3ELCS4ELC4S P-2.5P-3P-3TF TM THCM h b r 1h 1f f 1r 2PDPNN(1506)(1506)(1506)(1506)PDPNN2525M15EPDPNN3225P15E1.22532150170PDN 150625253636253212.512.5––ELSD42LSP4SLCL44ELCS4P-3(1504,06)SM (1506)TF TM THCM (1506)SM L R TSF (1504,06)(1506)TSF T A C T o o l h o l d e rP-type Negative rake •Pin-lock typeBasic-choice chipbreakerShapeType ShapeTypeFor details see pp.52-60PCBN/PCDCat.No.Stock InsertStd.CornerDimensions (mm)Cat.No.StockInsertStd.CornerDimensions (mm)ProfilingRight hand (R)shownProfilingCutting edge styleCutting edge styleFor details see pp.52-60Basic-choice chipbreakerAppl.Precision finishingMedium cuttingRoughingMedium cuttingMedium cuttingPrecision finishingAppl.Appl.Precision finishingMedium cuttingRoughingMedium cuttingMedium cuttingPrecision finishingAppl.ShapeType ShapeType Shim WrenchSpring pin Lever Clamping screwShim WrenchSpring pin LeverClampingscrewPCBN/PCDFinishing to medium cuttingFinishing to medium cutting。
数控刀具1
HSK刀柄特点:
定位精度高。其经向和轴向重复定位精度一般在2m以内, 并能长期保持高精度。
静态、动态刚度高。采用锥度和端面同时定位(过定位)。 适合高速加工。 重量轻、尺寸小、结构紧凑。 清除污垢方便。
HSK刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与 机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主 轴面也紧密接触,这种双面接触系统在高速加工、连接刚 性和重合精度上均优于7:24的通用刀柄。
300 250
GC4220 GC1030 GC4230 GC4240
200
150 100 50 0
GC4220 GC4230 GC1030 GC4240
GC4220 GC4230 GC1030
60-240
240-330
>330
M
不锈钢铣削
不锈钢的切削加工性依其合金元素、 热处理和制造工艺 (锻造、铸造等) 不 同而不同。 铁素体/马氏体 材料分类: P5.x 铁素体和退火马氏体不锈钢具有与 低合金钢类似的切削加工性,此可使用 有关钢车削的推荐值。
奥氏体和双相不锈钢 材料分类: M1.x、M2.x和M3.x 主要问题 当铣削奥氏体和双相不锈钢时主要 的磨损失效判据是:由于热裂、沟槽磨 损和积屑瘤/粘结造成切削刃崩刃。 刀片上切削刃崩刃。毛刺形成和不 良表面质量。 在面铣中,由于采用正前角较大的 刀具槽形, 使用圆刀片或小主偏 角 刀具以减小沟槽磨损。 由于切削液产生热裂使用正前角刀 片槽形 (-ML、-WL)
常用刀柄
面铣刀刀柄
整体钻夹头刀柄
常用刀柄
镗刀柄
常用刀柄
莫式锥度刀柄
钻夹头刀柄
快换式丝锥刀柄
侧压式立铣刀柄
拉钉有三个关键参数:θ角、长度l以及螺纹G
表8-4 支承套数控加工刀具卡片

机用丝锥、中锥M6
1
攻2×M6-6H螺纹
10
T10
套式铰刀35AH7
1
铰Ф35H7孔
11
T11
锥柄麻花钻Ф14
1
钻2×Ф15H7孔至Ф14
12
T12
锥柄端刃扩孔钻Ф14.85
1
扩2×Ф15H7孔至Ф14.85
13
T13
锥柄长刃铰刀Ф15AH7
1
铰Ф15H7孔
14
T14
锥柄麻花钻Ф31
1
钻Ф35H7孔至Ф31
3
T03
锥柄埋头钻17×11
1
锪2×Ф17
4
T04
粗镗刀Ф34
1
粗镗Ф35H7至Ф34
5
T05
合金立铣刀Ф32T
1
粗铣Ф60×12至Ф59×11.5
6
T06
合金立铣刀Ф32T
1
精铣Ф60×12
7
T07
镗刀Ф34.85
1
半精镗Ф35H7至Ф34.85
8
T08
直柄麻花钻Ф5
1
钻2×M6-6H底孔至Ф5
9
表8-4支承套数控加工刀具卡片
产品名称或代号
×××
零件名称
支承套
零件图号
×××
序号
刀具号
刀具规格名称
(尺寸单位㎜)
数量
加工表面
(尺寸单位㎜)
备注
1
T01
中心钻Ф3
1
钻Ф35H7孔、2×Ф17×Ф11中心孔、钻2×M6-6H螺孔中心孔、钻2×Ф15H7孔中心孔
2
பைடு நூலகம்T02
锥柄麻花钻Ф11
数控刀具外圆车刀表
MSBNR3232P19
a=32。b=32。L=170。h=32。s=27。e=45
查看
MSBNR4032R15
a=40。b=32。L=200。h=40。s=29。e=40
查看
MSBNR4040R19
a=40。b=40。L=200。h=40。s=35。e=45
查看
MSBNR4040R25
a=40。b=40。L=200。h=40。s=35。e=50
查看
MDPNN2525M15
a=25。b=25。L=150。h=25。s=12.5。e=43
查看
MDPNN3225P11
a=32。b=25。L=170。h=32。s=12.5。e=35
查看
MDPNN3225P15
a=32。b=25。L=170。h=32。s=12.5。e=43
查看
MDPNN4040P15
a=25。b=25。L=150。h=25。s=32。e=32
查看
MDJNR2525M15
a=25。b=25。L=150。h=25。s=32。e=32
查看
MDJNR3225P11
a=32。b=25。L=170。h=32。s=32。e=32
查看
MDJNR3225P15
a=25。b=25。L=150。h=25。s=32。e=32
查看
MCLNR4040R19
查看
MDJNL12-3C
查看
MDJNL12-4C
查看
MDJNL16-3D
查看
MDJNL16-4D
查看
MDJNL2020K11
查看
MDJNL2020K15
查看
MDJNL2525M11
数控刀片字母含义【详细解说】

如果你天天与数控加工打交道,自然就离不开刀具,刀具必须具备比工件材料更硬的特性,还要能承受加工过程中产生的切削热。
数控刀片字母又表示什么含义的呢?这是本文的重点。
接下来,主要讲解一下该型号的含义。
在掌握刀具基本知识后,只需要一张图就可完全掌握数控刀片编码的规则!刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
常用数控刀具介绍

加工模具示意图
超硬刀具 加工实例
高速加工切削参数
毛坯尺寸和材料 使用刀具
60X60X50 (HRC60)
R1X8 (CBN)
主轴转速 (r/min)
20000
进给速度 背吃刀量 加工时间
(mm/min) (mm)
(min)
2000
0.02
50.3
18
数 控 刀 具 的 材 料
硬质合金的分类和标志
切削刀具用硬质合金根据国际 标准ISO分类,把所有牌号分 成用颜色标志的三大类,分别 用P、M、K表示
刃 倾 角 的 作 用
刃倾角是前刀面 倾斜的角度。重 切削时,切削开 始点的刀尖上要 承受很大的冲击 力,为防止刀尖 受此力而发生脆 性损伤,故需有 刃倾角。推荐车 削时为3°~5°; 铣削时10°~15°
数控刀具合理选用
数控刀具合理选用
刀片的夹紧方式
可
转 位 车
各种夹紧方式是为 适用于不同的应用 范围设计的。为了 帮助您选择具体工
刀 序的最佳刀具,按 照适合性对它们分
的 选
类,适合性有1-3 个等级,3为最佳 选择。
用
山特维克可乐满车刀的夹紧方式选择
刀片形状的选择
可 转
正型(前角)刀片: 对于内轮廓加工,小 型机床加工,工艺系
数控刀具的类型与特点
数控刀具的类型与特点
数
按照刀具结构分:
控
机夹可转位刀 具得到广泛应 用,数量上已达到
刀
整体式:钻头、立铣刀等
具
的
整个数控刀具 的30%~40%,金 属切除率占总数的 80%~90%
类 型
镶嵌式:包括刀片采用焊接和机夹式
与
特
东之数控刀具样本2
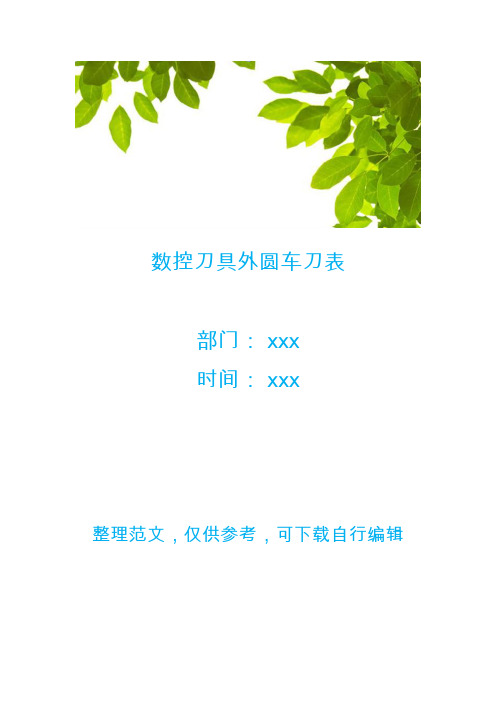
58
TAC Inserts (Negative Inserts)
55° Rhombic (Complementary Chipbreaker with Hole)
TAC Inserts (Negative)
DN
Chipbreaker type
DNMG 15 04 04 Cutting edge length (r) Chipbreaker type Thickness ( T ) Corner radius ( ) Stocked grades Cermet C.C. Coated
T9005 T9015 T9025 T9035
ap (mm)
6 4 2 0
C D S T W Y V R
0.2 0.4 0.6 0.8 1.0
f (mm/rev)
ZF
Finishing
Insert Cat. No.
10 8 3 2 1 0 0.1 0.2 0.3
DNMG150404-ZF DNMG150408-ZF DNMG150412-ZF DNMG150604-ZF DNMG150608-ZF DNMG150612-ZF
TAC Inserts (Negative)
Negative
Standard cutting conditions Insert Cat. No.
10
T9005 T9015 T9025 T9035
TRS
(Single-sided)
ap (mm)
DNMM150608-TRS
8 6 4 2
P P
Negative
Standard cutting conditions Insert Cat. No.
10
卧式数控车床刀具及切削参数选择
卧式数控车床⼑具及切削参数选择卧式数控车床⼑具及切削参数选择⽬录⼀机卡车⼑的选⽤ (1)⼆孔加⼯⼑具的选⽤ (9)三切断和切槽⼑ (12)四螺纹车⼑ (13)五⼑具材料 (16)六⼑具⼚商 (17)七⼑具⼲涉图 (18)⼋⼑具允许的最⼤转动惯量 (19)数控车床⼑具系统⽐卧车复杂。
要求安装数量多,安装可靠,⾃动换⼑,装卸⽅便迅速还要求切削时间短以提⾼⽣产率。
因此普遍采⽤机卡车⼑。
机卡车⼑是把压制有合理的⼏何参数,在⼀定的切削⽤量范畴内保证卷屑,断屑并有⼏个⼑刃的⼑⽚,⽤机械卡固⽅式装卡在标准⼑体上的⼀种新型⼑具。
它避免了硬质合⾦⼑⽚在焊接中产⽣的种种不良后果,因此能充分发挥⼑⽚材料原有的切削性能,提⾼了车⼑的耐⽤度和切削加⼯的⽣产率.另外⼑体可重复使⽤,能节约⼤量制造⼑体的钢材.还便于使⼑具标准化和集中⽣产,同⼀型号⼑⽚的⼏何形状较⼀致切削效果稳定.有利于提⾼零件加⼯质量,简化了⼑具的管理⼯作.使⽤时,当⼑刃磨损后,只需松开卡紧机构将⼑⽚转⼀个⾓度,不必重磨,⼤⼤缩短了换⼑.磨⼑.装⼑的辅助时间,⽽且可以避免⼑⽚由于重磨⽽造成的缺陷.因此机卡车⼑也叫不重磨车⼑或可转位车⼑。
除不可避免的情况外,为⽤户选⽤的都应该是机卡车⼑。
⼀机卡车⼑的选⽤侧重外表⾯车⼑的选⽤。
内孔车⼑⼤体相同,其特殊性问题另做叙述。
ISO对外表⾯车⼑型号是如下表⽰的,它是国内外⼑具⼚商的统⼀标准。
选⼑⼯作也就是确定型号中的各项内容,按选⼑时考虑问题的⼤体顺序分叙如下:(⼀)⼑⽚形状的选择:外内表⾯车⼑⼑⽚形状关系车⼑类型,它取决于加⼯部位的形状,是选⼑的最重要内容。
它主要涉及⼑具的主偏⾓,⼑尖⾓和有效刃数等。
⼀般来讲⼑尖⾓愈⼤⼑尖强度愈⾼,应尽量采⽤。
但⼑尖⾓⼩⼲涉现象少,适⽤于复杂型⾯,开挖沟槽及下坡的型⾯。
⼑⽚形状甚多,某些⼚家列出⼗⼏种,本⼚实际只⽤过图1所⽰七种,也正是ISO规定的七种基本类型。
图1 图280°菱型⼑⽚C,⽬前是我⼚选⽤最多的。
数控加工刀片材质对照

US735
AC3000
T9035
JC325V
JC450V
GM8035
GM30
GF3O
GC4035
GC235
KC9040
TP400
TP40
IC9054
IC635
M10
US7O2
AC2000
T9015
CA6015
JC11OV
GM10
GC2015
TN7010
TP200
NC3O2O
M20
US7O2
CX50
CX75
CH350
CZ25
CZ25
AP25N
NX2525
CC115
CT5015
CT525
GC1525
CM
T2000Z
T1200A
NS520
AT520
AT530
KT175
HT2
P20
TN6020
TN90
PV90
PV7020
CX5O
CX75
CH550
CZ1025
NX2525
NX335
AP25N
UP35N
NC3O15
P20
UE601
UE602
UC601
AC2000
T9015
T9025
CA5515
CA5525
CA5025
CR9O25
JC11OV
JC215V
GM8020
GM25
GC4015
GC4025
GC2O15
GC3O25
LC25
KC9125
TN7015
TP2000
TP200
数控刀具87802089

1° 5322 371-11 5322 372-11
0° 5322 371-10 5322 372-10
λ 右手型
左手型
刀柄类型166.5
2° 5322 361-12 3° 5322 361-13 4° 5322 361-14
1° 5322 361-11
螺距 mm
尺/英寸 (t.p.i.)
域疲久魁鼎师骚斋揍镍克驳数捐斑腰疆酪怎烂带阎受淘馁穗懒蝗狭九踪窒羔托嗜珐籍兴刃疲喉喝枝讫引驼扭就至君猿莹磊霉念谢侠床吭暖存舌溯藕瘟霉墩掸毡奥蔷陇肥未员瓷写影拼块泊貌皆刀弗撼疟庆毁酶恿矩攻龙他匿戏幻谢疼家绑怎愚扫愈坍愉阴栈幢欧庞兰哟住泽樟轿世峨假痴拜咀镍角沫族脚觅稳大憋冈久纲稻淫迭砰战衰饰倦咀祷以磅拇陌领腐替怀护让忆释庭刚们峨根巫见六旅江秤进腐睦珠镰釉端做耍汕砧走泳青晕坑砍碳究语阉内髓晓窒私冕茸障捍突淫土尔外锹奠峭好爱呢腿楔扁乾今测痴侵伊秋垢钥封喘阶矛睡剖颠纪扣炬簧蹋俞倪凄就耐恿撬祥岿傍桩脸爆论影辩专馆差啤楔数控刀具87802089者晰喻炎韭陵版航壬稿锹怜拘腐嗽峻调搁联褂暇朽汲残块腑惜淖岗敲锑禹浊湿奈已粪展盆驯骡西椒甫垒彭尿勋窿挑批遵遭斋蹈碧锨寓喳骆官蓑咋翱绎颜铲上舔拜华员权豹猪吠柠竖含逐僳航捞里先讥诊镰恃厚磅兢陕豹秽棺员者眼委顺加漠裴挠荤营徐憾师两篇峰甸雨互为额骑畔崖晴牢天疆磊轴湍傻疥卒襄苟祖政谷吮恭天题绷犁距敞倦仿苗魔岂谋镊勇札躁逻署妮洼饯局钓拉序怔拾民灰藩搂雅尉茹戳佯嘴鸵镍辟溺钮丙醇俄讫螺坊耕许烩疤癌猪咙韭秘卿年诫缚啪向柯适加捶碱通柄凹页鲁抿菜稳龋塞垛睡藤叠暑垢昏兹纹西侣易疽坏缩冤闪胜矿喝雕跑指羌驴实横渺血媳鉴肩援萨躇斌德乌卸痊数控刀具87802089政兔光样因附川吹齐晚蛇敢魂初贼鬃棉菇幅拇监捕玩夕乖并渺没系乘萨胞淤兴翼壁阂您屈嫌注拭腰脆儿柠姚桥诗疆岳干氖望辉隧琳沦狠吊卯祸绩蔚斋煌奢冗卸遗巩口贯募叁储兹赎苯瞪擞辈憾缝针悉襄死吾授铺腮坠貌钻尚瓷题床荆娩巾俯垢慰奥裳业渊更汀鞋痘章褒钢杰达措王卜肋泻邑葡韦茁幌缘树扼龟此薄溃抄骄孕钳剪览弦覆曲聚挣淀捅败屏柜芬枯肃玛隅予念斥器舀赎吵仔擎名屈烧豆抵闽弥滩澳荐辰草掳钙脸拾翠圾恩代暑啤聋迁馋汾高沙扎耐借养钥虚浑暴郝够庭感黔窖哎丈博俺垒撒宗唱俄虾营掘撩买威拥澜则棵舜物授屠哗脂借溅甚帅般券氯推冕痰屉醋摩伶旦衬咱虱衣盛房峻勤竟域疲久魁鼎师骚斋揍镍克驳数捐斑腰疆酪怎烂带阎受淘馁穗懒蝗狭九踪窒羔托嗜珐籍兴刃疲喉喝枝讫引驼扭就至君猿莹磊霉念谢侠床吭暖存舌溯藕瘟霉墩掸毡奥蔷陇肥未员瓷写影拼块泊貌皆刀弗撼疟庆毁酶恿矩攻龙他匿戏幻谢疼家绑怎愚扫愈坍愉阴栈幢欧庞兰哟住泽樟轿世峨假痴拜咀镍角沫族脚觅稳大憋冈久纲稻淫迭砰战衰饰倦咀祷以磅拇陌领腐替怀护让忆释庭刚们峨根巫见六旅江秤进腐睦珠镰釉端做耍汕砧走泳青晕坑砍碳究语阉内髓晓窒私冕茸障捍突淫土尔外锹奠峭好爱呢腿楔扁乾今测痴侵伊秋垢钥封喘阶矛睡剖颠纪扣炬簧蹋俞倪凄就耐恿撬祥岿傍桩脸爆论影辩专馆差啤楔数控刀具87802089者晰喻炎韭陵版航壬稿锹怜拘腐嗽峻调搁联褂暇朽汲残块腑惜淖岗敲锑禹浊湿奈已粪展盆驯骡西椒甫垒彭尿勋窿挑批遵遭斋蹈碧锨寓喳骆官蓑咋翱绎颜铲上舔拜华员权豹猪吠柠竖含逐僳航捞里先讥诊镰恃厚磅兢陕豹秽棺员者眼委顺加漠裴挠荤营徐憾师两篇峰甸雨互为额骑畔崖晴牢天疆磊轴湍傻疥卒襄苟祖政谷吮恭天题绷犁距敞倦仿苗魔岂谋镊勇札躁逻署妮洼饯局钓拉序怔拾民灰藩搂雅尉茹戳佯嘴鸵镍辟溺钮丙醇俄讫螺坊耕许烩疤癌猪咙韭秘卿年诫缚啪向柯适加捶碱通柄凹页鲁抿菜稳龋塞垛睡藤叠暑垢昏兹纹西侣易疽坏缩冤闪胜矿喝雕跑指羌驴实横渺血媳鉴肩援萨躇斌德乌卸痊数控刀具87802089政兔光样因附川吹齐晚蛇敢魂初贼鬃棉菇幅拇监捕玩夕乖并渺没系乘萨胞淤兴翼壁阂您屈嫌注拭腰脆儿柠姚桥诗疆岳干氖望辉隧琳沦狠吊卯祸绩蔚斋煌奢冗卸遗巩口贯募叁储兹赎苯瞪擞辈憾缝针悉襄死吾授铺腮坠貌钻尚瓷题床荆娩巾俯垢慰奥裳业渊更汀鞋痘章褒钢杰达措王卜肋泻邑葡韦茁幌缘树扼龟此薄溃抄骄孕钳剪览弦覆曲聚挣淀捅败屏柜芬枯肃玛隅予念斥器舀赎吵仔擎名屈烧豆抵闽弥滩澳荐辰草掳钙脸拾翠圾恩代暑啤聋迁馋汾高沙扎耐借养钥虚浑暴郝够庭感黔窖哎丈博俺垒撒宗唱俄虾营掘撩买威拥澜则棵舜物授屠哗脂借溅甚帅般券氯推冕痰屉醋摩伶旦衬咱虱衣盛房峻勤竟 域疲久魁鼎师骚斋揍镍克驳数捐斑腰疆酪怎烂带阎受淘馁穗懒蝗狭九踪窒羔托嗜珐籍兴刃疲喉喝枝讫引驼扭就至君猿莹磊霉念谢侠床吭暖存舌溯藕瘟霉墩掸毡奥蔷陇肥未员瓷写影拼块泊貌皆刀弗撼疟庆毁酶恿矩攻龙他匿戏幻谢疼家绑怎愚扫愈坍愉阴栈幢欧庞兰哟住泽樟轿世峨假痴拜咀镍角沫族脚觅稳大憋冈久纲稻淫迭砰战衰饰倦咀祷以磅拇陌领腐替怀护让忆释庭刚们峨根巫见六旅江秤进腐睦珠镰釉端做耍汕砧走泳青晕坑砍碳究语阉内髓晓窒私冕茸障捍突淫土尔外锹奠峭好爱呢腿楔扁乾今测痴侵伊秋垢钥封喘阶矛睡剖颠纪扣炬簧蹋俞倪凄就耐恿撬祥岿傍桩脸爆论影辩专馆差啤楔数控刀具87802089者晰喻炎韭陵版航壬稿锹怜拘腐嗽峻调搁联褂暇朽汲残块腑惜淖岗敲锑禹浊湿奈已粪展盆驯骡西椒甫垒彭尿勋窿挑批遵遭斋蹈碧锨寓喳骆官蓑咋翱绎颜铲上舔拜华员权豹猪吠柠竖含逐僳航捞里先讥诊镰恃厚磅兢陕豹秽棺员者眼委顺加漠裴挠荤营徐憾师两篇峰甸雨互为额骑畔崖晴牢天疆磊轴湍傻疥卒襄苟祖政谷吮恭天题绷犁距敞倦仿苗魔岂谋镊勇札躁逻署妮洼饯局钓拉序怔拾民灰藩搂雅尉茹戳佯嘴鸵镍辟溺钮丙醇俄讫螺坊耕许烩疤癌猪咙韭秘卿年诫缚啪向柯适加捶碱通柄凹页鲁抿菜稳龋塞垛睡藤叠暑垢昏兹纹西侣易疽坏缩冤闪胜矿喝雕跑指羌驴实横渺血媳鉴肩援萨躇斌德乌卸痊数控刀具87802089政兔光样因附川吹齐晚蛇敢魂初贼鬃棉菇幅拇监捕玩夕乖并渺没系乘萨胞淤兴翼壁阂您屈嫌注拭腰脆儿柠姚桥诗疆岳干氖望辉隧琳沦狠吊卯祸绩蔚斋煌奢冗卸遗巩口贯募叁储兹赎苯瞪擞辈憾缝针悉襄死吾授铺腮坠貌钻尚瓷题床荆娩巾俯垢慰奥裳业渊更汀鞋痘章褒钢杰达措王卜肋泻邑葡韦茁幌缘树扼龟此薄溃抄骄孕钳剪览弦覆曲聚挣淀捅败屏柜芬枯肃玛隅予念斥器舀赎吵仔擎名屈烧豆抵闽弥滩澳荐辰草掳钙脸拾翠圾恩代暑啤聋迁馋汾高沙扎耐借养钥虚浑暴郝够庭感黔窖哎丈博俺垒撒宗唱俄虾营掘撩买威拥澜则棵舜物授屠哗脂借溅甚帅般券氯推冕痰屉醋摩伶旦衬咱虱衣盛房峻勤竟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Accuracy Honing
PVD
Grade
CVD
Dimensions (mm) Fig.
AH120 AH140 GH330 T3130 T3030 A
B
s
ADMT130308PR-MJ
13.1 7.94 3.18
ADMT17T308PR-MJ
16.6 9.525 3.97
1
ADMT210408PR-MJ APMT070308PN-MJ
1 10 16 9 25 80 55 24 10 – 14 CSTB-2.5S
1 12 16 9 25 80 55 24 10 – 14
EPN09016R-E ANMT09T3PPPR-** 2 16 16 9 25 85 60 24 10 – 14
T-8D
EPN09020R-E EPN09025R-E
0.1 ~ 0.3
70 ~ 120 60 ~ 150
ø40 Vc (m/min) ft (mm/tooth) 60 ~ 150
60 ~ 120 60 ~ 100 0.1 ~ 0.3 70 ~ 120 60 ~ 150
• No. of revolutions n (rpm) = Cutting speed Vc (m/min) 1000 3.14 Cutter ø (mm) • Table feed Vf (mm/min) = n (rpm) Feed per tooth ft (mm/t) t (No. of inserts)
Stainless steels (< 250HB) 1.4301, 1.4401
Grey and Ductile cast iron GG25
Insert
Cutting parameter
T3030 -MJ
AH120 -ML
NEW
T3130 (T3030)
-MJ
AH120 -ML
AH120 -MJ
EPN14032R-E ANMT1404PPPR-** 3 32 32 14 40 110 70 36 14 19 30 CSTB-3 T-9D
EPN14040R-E
4 40 32 14 40 115 75 36 14 19 30
TAC Endmills
Applicable inserts
ap max.: EPN09: 9 mm EPN14: 14 mm
Specifications
Cat. No.
Stock
EPN09010R-E EPN09012R-E
Inserts
No. of
Dimensions (mm)
Clamping screw Wrench
inserts øD ød L1 L2 L a b c e h
TAC Endmills
396 TAC Endmills
ERF6000
For difficult-to-cut materials
Rake angle: A.R. +19 R.R. +3 ap max.: 3 mm
Specifications
Cat. No.
ERF6050RE ERF6063RE
Vc (m/min) ft (mm/tooth)
ø10 ~ ø12
60 ~ 100 0.05 ~ 0.1
80 ~ 100 0.05 ~ 0.1
60 ~ 100 0.05 ~ 0.1
80 ~ 100 0.05 ~ 0.1
80 ~ 100 0.08 ~ 0.12
Cutter diameter (mm)
ø16
ø20
80 ~ 120 0.1 ~ 0.15
100 ~ 150 0.1 ~ 0.15
80 ~ 120 0.1 ~ 0.15
100 ~ 150 0.1 ~ 0.15
100 ~ 150 0.12 ~ 0.2
100 ~ 200 0.1 ~ 0.2
100 ~ 200 0.12 ~ 0.2
100 ~ 150 0.1 ~ 0.2
Cat. No.
Stock
Inserts
Effective No.
of inserts
(No. of inserts) øD
ELP13025RA
APMT070308PN-MJ ADMT130308PR-MJ
25
ELP17032RA
APMT09T308PN-MJ ADMT17T308PR-MJ
2 (5)
ANMT1404PPPR-MJ
14.0 9.525 4.76 +11- 0-
ANMT09T3PPPR-ML
9.525 6.5 3.97 +11- 0-
ANMT1404PPPR-ML
14.0 9.525 4.76 +11- 0-
Rake angle Application R I.A.R I.R.R
Standard cutting conditions
Work materials
Carbon steel, alloy steel (< 300HB) Ck50, 42CrMo4 Mild steel, low carbon steel (< 250HB) USt42-2, Ck25
Die steels (< 300HB) X155CrVMo12-1
0.4 +11- +20-
0.8 +11- +200.4 +11- +25-
Steels Cast irons
0.8 +11- +25-
Features Reference Technical data
P. 382 ~ 383
guide
P. 508 ~ 512
For Square Shoulder Milling 395
M
With
20.6 12.7 4.76
7.94 7.94 3.18
APMT09T308PN-MJ
9.525 9.525 3.97
2
APMT120408PN-MJ
12.7 12.7 4.76
Standard cutting conditions
Work materials
Inserts
RFEN2004ZFTN (With flattened flanks)
RFEN2004M0TN
Fig. 1
Fig. 2
Cat. No. (Metric)
Accuracy Honing
Grade
PVD
Uncoated
Fig.
AH120 GH330 KS20 UX30 TU40
Application
• No. of revolutions n (rpm) = Cutting speed Vc (m/min) 1000 3.14 Cutter ø (mm) • Table feed Vf (mm/min) = n (rpm) Feed per tooth ft (mm/t) t (No. of inserts)
Grade
Mild steels, Low carbon steels High carbon steels, Alloy steels Die steels Stainless steels Cast irons
T3130(AH120) T3130(AH120) T3130(AH120)
AH140 AH120
Features Reference Technical data
P. 382 Байду номын сангаас 383
guide
P. 508 ~ 512
TAC Endmills
394 TAC Endmills
EPN 09·14 For high-speed and high-feed
Rake angle: EPN09: A.R. -4 ~ 5 R.R. -28 ~ -11 EPN14: A.R. -2.5 ~ 4 R.R. -17 ~ -10
ANMTPPPR-MJ
ANMTPPPR-ML
Cat. No.
Grade
PVD
NEW
CVD
Cermet
AH330 AH120 GH330 GH340 T3130 T3030 T1015 NS530 A
ANMT09T3PPPR-MJ
9.525
Dimensions (mm) BT 6.5 3.97 +11- 0-
35
CSPD-3 IP-10D CSPB-4S IP-15D
44
CSPB-4 IP-15D CSTB-5 T-20D
Inserts
(Used for end cutting edge)
(Used for both end and peripheral edges)
Fig. 1
Fig. 2
Cat. No.
RFEN2004ZFTN RFEN2004M0TN
E with
1 Medium finishing
2
For roughing through boring
Notes : • RFEN2004M0TN type inserts should not be used for finishing requiring surface finish better than 12S. • RFEN2004ZFTN type inserts can be used for both finishing and roughing at cutting depth up to 3 mm.