Minitab做实验设计(田口法)
(完整版)MinitabDOE操作说明(田口法静态范例)
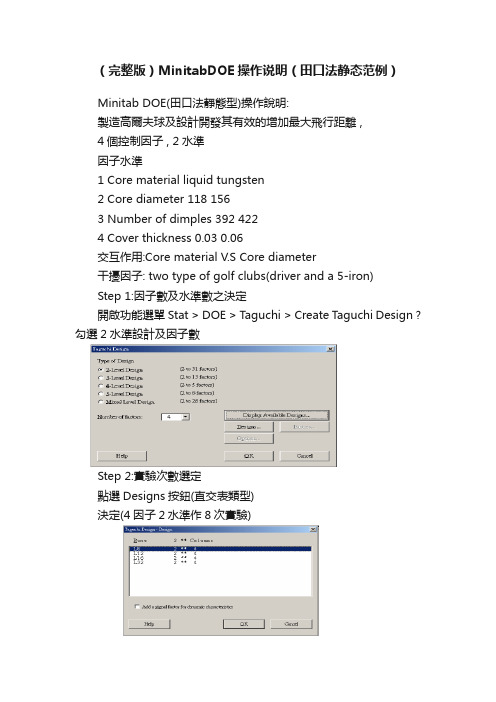
(完整版)MinitabDOE操作说明(田口法静态范例)Minitab DOE(田口法靜態型)操作說明:製造高爾夫球及設計開發其有效的增加最大飛行距離 ,4個控制因子 , 2水準因子水準1 Core material liquid tungsten2 Core diameter 118 1563 Number of dimples 392 4224 Cover thickness 0.03 0.06交互作用:Core material V.S Core diameter干擾因子: two type of golf clubs(driver and a 5-iron)Step 1:因子數及水準數之決定開啟功能選單Stat > DOE > Taguchi > Create Taguchi Design ?勾選2水準設計及因子數Step 2:實驗次數選定點選Designs按鈕(直交表類型)決定(4因子2水準作8次實驗)Step 3:因子及水準Data輸入點選Factors按鈕依照各因子名稱及水準Data輸入視窗表中Step 4:因子間交互作用選定在Taguchi Design-Factors對話框中 , 點選Interactions按鈕選擇已知交互作用由Available Terms欄位 > Selected Terms欄位Step 5:田口直交表及實驗結果輸入將直交表中C5及C6欄位分別輸入干擾因子Driver及Iron名稱 , 實驗結果Key-in至表中Step 6:實驗結果分析(選項設定)在功能表選擇Stat > DOE > Taguchi > Analyze Taguchi Design 將C5(Driver)及C6(Iron)移至Response data are in欄位中點選Analysis按鈕在選項中勾選Signal to Noise ratios及Means在Analyze Taguchi Design對話框中 , 選擇Options按鈕因此範例為望大特性, 故在Signal to Noise Ratio選項中勾選Larger is better在Analyze Taguchi Design對話框中 , 選擇Analysis Graphs按鈕勾選Four in one設定完成後在Analyze Taguchi Design對話框中 , 按Ok按鈕利用繪圖及視窗分析表作S/N比及最佳組合比較Step 7:實驗結果分析(S/N比及Mean值之視窗分析表及繪圖)在反應表中藉由各因子S/N比之大小來決定因子變異之影響性, 並選擇因子最小變異之水準值降低變異後 , 其他因子將平均值調整至目標設定在ANOVA分析各因子Mean值差異性 , Material、Diameter是顯著的因子1.S/N比以Diameter最大 , 為極顯著因子 , 其水準1又較水準2之效果好2.Thickness與Material/Diameter 有極大關係(成反比)Mean值以Diameter最大 , 為極顯著因子Step 8:結論(最佳組合及圖形解析)此範例因為品質特性設定為望大型(目標為增加高爾夫球最大的飛行距離) , 所以想得到因子水準最高的Mean值 , S/N比最大的因子最佳水準組合在S/N比主效應圖中 , 每個因子水準S/N比較 , 設定最佳組合為在Mean值主效應圖中, 每個因子水準Mean值比較 , 設定最佳組合為綜合以上分析結果得知最佳組合為(代號表示)→→→→A A11B B11C C11D D22Step 9:預測結果目的在於利用Minitab—Predict Taguchi Results指令來預測S/N 比與相對選定因子設定的反應特性在功能表選擇Stat > DOE > Taguchi > Predict Taguchi Results 取消Standard deviation及Natural log of standard deviation 勾選點選Terms按鈕(A,B,C,D)及交互作用(A*B)皆在Selected T erms 欄位中在Predict Taguchi Results對話框中點選Levels按鈕在Method of specifying new factor levels下選擇Select levels from a list , 並將因子最佳水準組合輸入表中選擇的最佳因子組合預測S/N比為53.68及Mean值(球的平均飛行距離)約為276碼 , 接下來 , 以此組合再作一次實驗去驗證與預測結果之正確性。
误差分析实验- 熟悉Minitab中“田口设计”模块的基本操作实验报告
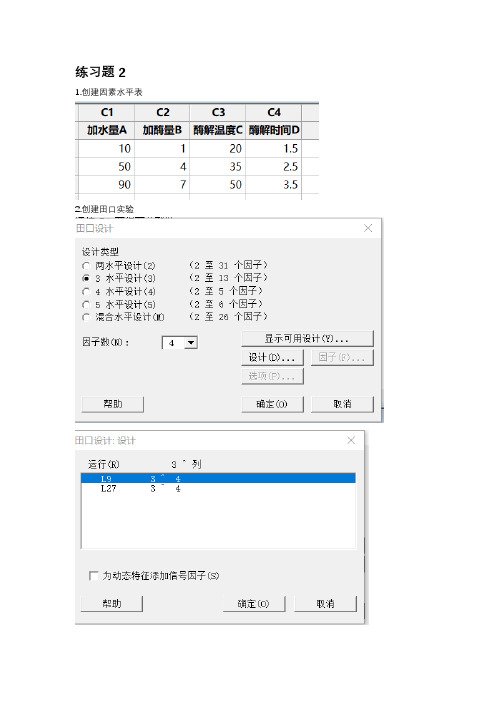
练习题2 1.创建因素水平表2.创建田口实验3.将实验结果添加到田口实验设计表中4.分析田口实验的设置:5.实验结果由上图可知,当加水量为50ml/100g,加酶量为7ml/100g,酶解温度为35℃,酶解时间为3.5h 时,酶法液化工艺能达到最佳效果。
练习题3:1.创建因素水平表2.创建田口实验3.把实验结果输入到生成的正交实验表中4.分析田口实验的设置5.实验结果结果: 工作表2 田口设计田口正交表设计L9(3^3)因子: 3试验次数: 9列 L9(3^4) 阵列1 2 3田口分析:槽宽, 槽深与脉冲能量, 扫描速度, 扫描次数线性模型分析:信噪比与脉冲能量, 扫描速度, 扫描次数信噪比的模型系数估计项系数系数标准误 T P常量 26.5451 0.4169 63.678 0.000脉冲能量 30 -1.8692 0.5895 -3.171 0.087脉冲能量 40 1.1855 0.5895 2.011 0.182扫描速度 20 1.5770 0.5895 2.675 0.116扫描速度 40 -0.3084 0.5895 -0.523 0.653扫描次数 1 -6.6611 0.5895 -11.299 0.008扫描次数 5 1.6008 0.5895 2.715 0.113S = 1.251 R-Sq = 98.7% R-Sq(调整) = 95.0%信噪比的方差分析来源自由度 Seq SS Adj SS Adj MS F P 脉冲能量 2 16.101 16.101 8.050 5.15 0.163 扫描速度 2 12.573 12.573 6.287 4.02 0.199 扫描次数 2 217.618 217.618 108.809 69.57 0.014 残差误差 2 3.128 3.128 1.564合计 8 249.420线性模型分析:均值与脉冲能量, 扫描速度, 扫描次数均值的模型系数估计项系数系数标准误 T P常量 28.6766 0.7242 39.599 0.001脉冲能量 30 -6.0883 1.0241 -5.945 0.027脉冲能量 40 4.0872 1.0241 3.991 0.057扫描速度 20 5.3067 1.0241 5.182 0.035扫描速度 40 -0.8218 1.0241 -0.802 0.507扫描次数 1 -10.0154 1.0241 -9.779 0.010扫描次数 5 -0.4546 1.0241 -0.444 0.701S = 2.173 R-Sq = 99.0% R-Sq(调整) = 96.1%均值的方差分析来源自由度 Seq SS Adj SS Adj MS F P 脉冲能量 2 173.330 173.330 86.665 18.36 0.052 扫描速度 2 146.854 146.854 73.427 15.56 0.060 扫描次数 2 630.414 630.414 315.207 66.78 0.015 残差误差 2 9.440 9.440 4.720合计 8 960.038线性模型分析:标准差与脉冲能量, 扫描速度, 扫描次数标准差的模型系数估计系数标项系数准误 T P常量 8.6890 1.134 7.661 0.017脉冲能量 30 0.2974 1.604 0.185 0.870脉冲能量 40 -1.9812 1.604 -1.235 0.342扫描速度 20 -0.9481 1.604 -0.591 0.614扫描速度 40 0.7025 1.604 0.438 0.704扫描次数 1 7.5172 1.604 4.687 0.043扫描次数 5 -2.6423 1.604 -1.647 0.241S = 3.402 R-Sq = 92.5% R-Sq(调整) = 70.1%标准差的方差分析来源自由度 Seq SS Adj SS Adj MS F P 脉冲能量 2 20.546 20.546 10.273 0.89 0.530 扫描速度 2 4.358 4.358 2.179 0.19 0.842 扫描次数 2 261.762 261.762 130.881 11.31 0.081 残差误差 2 23.154 23.154 11.577合计 8 309.820信噪比响应表望大水平脉冲能量扫描速度扫描次数1 24.68 28.12 19.882 27.73 26.24 28.153 27.23 25.28 31.61Delta 3.05 2.85 11.72排秩 2 3 1均值响应表水平脉冲能量扫描速度扫描次数1 22.59 33.98 18.662 32.76 27.85 28.223 30.68 24.19 39.15Delta 10.18 9.79 20.49排秩 2 3 1标准差响应表水平脉冲能量扫描速度扫描次数1 8.986 7.741 16.2062 6.708 9.392 6.0473 10.373 8.935 3.814Delta 3.665 1.651 12.392排秩 2 3 1均值主效应图标准差主效应图信噪比主效应图信噪比残差图均值残差图标准差残差图由均值-主效应图可知,当脉冲能量为40 j,扫描速度为20mm/s,扫描次数为10次时为切割槽宽和槽深的最佳工艺条件。
田口方法及Minitab应用分解

田口DOE及MINITAB应用
田口方法的产生背景 正交设计是田口方法的主要工具,创立于50年代初;它是一种高效益的试验设计与最优化技术。在60年 代,日本应用正交设计就已超过百万次。 田口玄一博士介绍:“日本人学质量管理,用一半时间学习正交设计”。 在日本,据说一个工程师如果不懂这方面知识,只能算半个工程师。 二次大战后日本经济高速增长并超过美国的一个决定性(技术)因素是在于推广应用正交设计。其原因 是:美国对专业技术(系统设计)投入很多,日本则较少,主要是向美国照搬照学;对通用技术(参数设计和 容差设计)美国缺少和落后,日本则大大领先。
第 11 页
田口方法的基本概念-03
田口DOE及MINITAB应用
正交表意味着设计是平衡的,即各个因子水平被赋予相等的权重。
第 12 页
田口方法的应用
田口DOE及MINITAB应用
技术开发
生产线外 品质工程
★系统设计 ★参数设计 ★允差设计 ★测量器具的系统校正
产品设计
制程设计
★利用计量值的控制 ★制程的诊断与调节 ★反馈系统的设计与管制 ★预防保养 ★规格、安全与检查设计
田口DOE及MINITAB应用
Taguchi Design of Experiments and Minitab Application
朱克龙
2013年8月18日
主要内容
田口DOE及MINITAB应用
产品全生命周期质量保证技术的特点 田口方法的产生背景 田口方法的特点、基本概念及其应用 田口的产品设计的三个阶段 正交试验法的概念和基本方法 田口对产品质量引入了新的定义 田口方法与传统设计的区别 Minitab 中的田口设计试验 静态田口设计示例 插拨电开关机爆音问题参数优化示例 小结—Minitab中田口方法的优点
田口方法-Minitab的应用

Main Effects Plot for Means
主效應因子平均值圖
A
B
C
D
13.8
12.6
11.410.2Fra bibliotek9.01
2
1
2
1
2
1
2
國立雲林科技大學 工業工程與管理所
波霸奶茶涼度實驗
A
2
1
B
2
1
Interaction Plot for Means
交互作用因子平均值圖
1
2
1
2
15.0 12.5 10.0
Mean
15.0 12.5 10.0
B
C
國立雲林科技大學 工業工程與管理所
波霸奶茶涼度實驗
• 選Stat=>DOE=>Taguchi=>Predict Taguchi Results 勾選確認實驗 預測項目
設定因子水準 來進行預測
波霸奶茶涼度實驗
最佳因子水準組合A2B2C2D1
波霸奶茶涼度實驗
國立雲林科技大學 工業工程與管理所
PS:不能打中文
7.因子名稱命名 8.因子水準定義 9.因子配置欄位
國立雲林科技大學 工業工程與管理所
塑膠射出成型品之融合強度
12.將直交表 輸出到表格
10.選OK
國立雲林科技大學 工業工程與管理所
11.選Options
國立雲林科技大學 工業工程與管理所
L9直交表的各因子 水準規劃結果
國立雲林科技大學 工業工程與管理所
D 模溫
30℃
40℃
50℃
•選用L9直交表進行部份因子實驗
國立雲林科技大學 工業工程與管理所
MINITAB用于田口分析
过程能力概述一旦过程处于统计控制状态,并且是连续生产,那么你可能想知道这个过程是否有能力满足规范的限制,生产出好的零件(产品),通过比较过程变差的宽度和规范界限的宽度可以确定过程能力。
在评估过程能力之前,过程必须受控。
如果过程不受控,你将得到不正确的过程能力值。
.你能通过画能力柱状图和能力图来评估过程能力。
这些图形能够帮助你评估数据的分布和检验过程是否受控。
你也可以估计包括规范公差与正常过程变差之间比率的能力指数。
能力指数或统计指数都是评估过程能力的一种方法,因为它们都没有单位,所以,可以用能力统计表来比较不同过程的能力。
选择能力命令MINITAB提供了一组不同的能力分析命令,你可以根据数据的性质和分布从中选择命令,你可以对以下情况进行能力分析:——正态或Weibull概率模式(对于测量数据)——不同子组之间可能有很强变差的正态数据——二项式或Poisson概率模式(对于计数数据或属性数据)当进行能力分析时,选择正确的公式是基本要求,例如,MINITAB提供基于正态或Weibull分布模型上的能力分析工具,使用正态概率模型的命令提供了更完全的统计设置,但是,适用的数据必须近似于正态分布.例如,利用正态概率模型,能力分析(正态)可以估计预期零件的缺陷PPM 数。
这些统计分析建立在两个假设的基础上,1、数据来自于一个稳定的过程,2、数据服从近似的正态分布,类似地,能力分析(Weibull)计算零件的缺陷的PPM值利用的是Weibull分布。
在这两个例子中,统计分析正确性依赖于假设分布模型的正确性。
如果数据是歪斜非常严重,那么用正态分布分析将得出与实际的缺陷率相差很大的结果。
在这种情况下,把这个数据转化比正态分布更适当的模型,或为数据选择不同的概率模式.用M INITAB,你可以使用Box-Cox能力转化或Weibull概率模型,非正态数据比较了这两种方法.如果怀疑过程中子组之间有很强的变差来源,可以使用能力分析(组间/组内)或SIXpack能力分析(组间/组内)。
田口方法和Minitab应用 (ppt 52页)

2019/10/19
一则发人深省的新闻报道
14
田口方法是最常应用在参数设计和允差设计, 以使制造出来的产品成本最低、变异最小。
2019/10/19
一则发人深省的新闻报道
15
所谓质量就是产品上市后给与社会的损失,但是由于功能本身所产生的损失除外;
1、定义中的“社会”系指生产者以外的所有人,即使用者以及其他第三者; 2、定义中“给与社会的损失”系包括:
产品使用过程中不受控制的因子。请注意,虽然在过程或产品使用中不能控制噪 声因子,但是为了进行试验必须能够控制噪声因子。 2 使用创建田口设计生成田口设计(正交表)。或者使用自定义田口设计根据工 作表中已有的数据创建设计。使用“自定义田口设计”,可以指定哪些列是因子 和信号因子。然后,便可以轻松地分析设计并生成图。 3 创建设计后,可以使用修改设计来重命名因子、更改因子水平、向静态设计中 添加信号因子、忽略现有信号因子(将设计作为静态设计处理)以及为现有信号 因子添加新水平。 4 创建设计后,可以使用显示设计来更改 Minitab 在工作表中表示因子所用的单 位(已编码或未编码)。 5 执行试验并收集响应数据。然后在 Minitab 工作表中输入数据。请参见收集和 输入数据。 6 使用“分析田口设计”分析试验数据。请参见分析田口设计。 7 使用“预测结果”预测所选新因子设置的信噪比和响应特征。请参见预测结 果。
用工程的方法来研究产品质量,把产品设计当成工程设计,把产品设计质量的好 坏看成是工程设计质量,用产品给社会造成的经济损失来衡量产品的质量。 (2)“源流”管理理论
“源流”管理的思想把质量管理向前推进了一步。认为开发设计阶段是源流、
是上游,制造和检验阶段是下游。质量管理中,“抓好上游管理,下游管理就很容易。” 若设计质量水平不高,生产制造中很难造出高质量的产品,即所谓“先天不足,后患无 穷”。
Minitab做实验设计(田口法)

Minitab做实验设计(DOE)(田口法)(3因子3水平)编著:鲁仁山2007.12.271.双击桌面上的Minitab图标。
2.这是打开后的界面。
3.如上所示,将资料输入表中。
4. 数据输入完毕,打开Stat菜单,点选DOE Taguchi Create Taguchi Design…5. 这是弹出的界面。
6.根据水平的数量点选相应的水平设计,根据因子的数量点选相应的数字,然后按下Designs…按钮。
7.在弹出的界面上点选相应的正交方案,本例点选L9,然后按OK确认。
8. 这是弹出的界面,之前的灰色按钮(未激活)的已全部激活,按下Factors按钮。
9. 这是弹出的界面。
10.如图所示,将资料输入弹出的界面,然后按OK确认。
11.按下Options按钮,这是弹出的界面。
12. 如图所示,钩选Store design in worksheet,然后按OK确认。
13.这是弹出的实验设计组合排列表。
14.将根据实验组合进行实验得到的实验数据作为响应填入表中。
15. 打开Stat菜单,点选DOE Taguchi Analyze Taguchi Design…16. 这是弹出的界面。
17.在Response data are in处填入响应所在的栏位号,然后按下Graphs…18. 这是弹出的界面。
19.根据需要,如图所示点选相应的项目,按OK确认,然后按下Analysis。
20. 这是弹出的界面。
21. 根据需要,如图所示点选相应的项目,按OK确认,然后按下Terms。
22. 这是弹出的界面。
23. 如图所示点选相应的项目,按OK确认,然后按下已激活的Analysis Graphs。
24. 这是弹出的界面。
25. 如图所示点选相应的项目,按OK确认,然后按下Options。
26. 如图所示点选相应的项目,按OK确认,然后按下Storage。
27. 这是弹出的界面。
28. 如图所示点选相应的项目,按全部OK确认。
MINITAB用于田口分析报告

过程能力概述一旦过程处于统计控制状态,并且是连续生产,那么你可能想知道这个过程是否有能力满足规范的限制,生产出好的零件(产品),通过比较过程变差的宽度和规范界限的宽度可以确定过程能力。
在评估过程能力之前,过程必须受控。
如果过程不受控,你将得到不正确的过程能力值。
.你能通过画能力柱状图和能力图来评估过程能力。
这些图形能够帮助你评估数据的分布和检验过程是否受控。
你也可以估计包括规范公差与正常过程变差之间比率的能力指数。
能力指数或统计指数都是评估过程能力的一种方法,因为它们都没有单位,所以,可以用能力统计表来比较不同过程的能力。
选择能力命令MINITAB提供了一组不同的能力分析命令,你可以根据数据的性质和分布从中选择命令,你可以对以下情况进行能力分析:——正态或Weibull概率模式(对于测量数据)——不同子组之间可能有很强变差的正态数据——二项式或Poisson概率模式(对于计数数据或属性数据)当进行能力分析时,选择正确的公式是基本要求,例如,MINITAB提供基于正态或Weibull分布模型上的能力分析工具,使用正态概率模型的命令提供了更完全的统计设置,但是,适用的数据必须近似于正态分布.例如,利用正态概率模型,能力分析(正态)可以估计预期零件的缺陷PPM 数。
这些统计分析建立在两个假设的基础上,1、数据来自于一个稳定的过程,2、数据服从近似的正态分布,类似地,能力分析(Weibull)计算零件的缺陷的PPM 值利用的是Weibull分布。
在这两个例子中,统计分析正确性依赖于假设分布模型的正确性。
如果数据是歪斜非常严重,那么用正态分布分析将得出与实际的缺陷率相差很大的结果。
在这种情况下,把这个数据转化比正态分布更适当的模型,或为数据选择不同的概率模式.用M INITAB,你可以使用Box-Cox能力转化或Weibull概率模型,非正态数据比较了这两种方法.如果怀疑过程中子组之间有很强的变差来源,可以使用能力分析(组间/组内)或SIXpack能力分析(组间/组内)。
Minitab田口实验设计
Minitab 的田口实验设计——MINITAB统计分析教程续表创建田口实验:分析田口实验的设置:实验结果:————— :11:22 ————————————————————欢迎使用 Minitab,请按 F1 获得有关帮助。
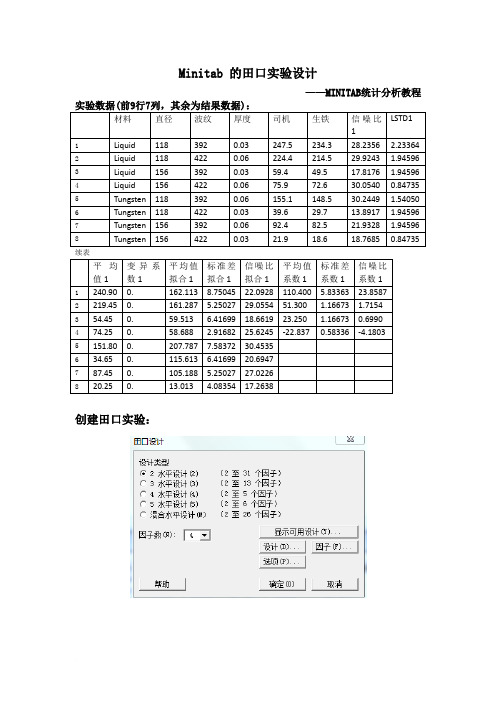
田口设计田口正交表设计L8(2**4)因子: 4试验次数: 8列 L8(2**7) 阵列1 2 3 4田口分析:司机, 生铁与直径, 波纹, 厚度线性模型分析:信噪比与直径, 波纹, 厚度信噪比的模型系数估计系数标项系数准误 T P常量 23.8587 2.041 11.689 0.000直径 118 1.7154 2.041 0.840 0.448波纹 392 0.6990 2.041 0.342 0.749厚度 0.03 -4.1803 2.041 -2.048 0.110S = 5.773 R-Sq = 55.6% R-Sq(调整) = 22.4%对于信噪比的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 23.542 23.542 23.542 0.71 0.448 波纹 1 3.909 3.909 3.909 0.12 0.749 厚度 1 139.801 139.801 139.801 4.19 0.110 残差误差 4 133.317 133.317 33.329合计 7 300.569线性模型分析:均值与直径, 波纹, 厚度均值的模型系数估计系数标项系数准误 T P常量 110.40 24.95 4.425 0.011直径 118 51.30 24.95 2.056 0.109波纹 392 23.25 24.95 0.932 0.404厚度 0.03 -22.84 24.95 -0.915 0.412S = 70.56 R-Sq = 59.7% R-Sq(调整) = 29.5%备注:Seq SS: Sum of SquaresAdj MS: Adjusted Mean Square对于均值的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 21054 21054 21054 4.23 0.109 波纹 1 4324 4324 4324 0.87 0.404 厚度 1 4172 4172 4172 0.84 0.412 残差误差 4 19915 19915 4979合计 7 49465备注:Seq SS: Sum of SquaresAdj MS: Adjusted Mean Square线性模型分析:标准差与直径, 波纹, 厚度标准差的模型系数估计项系数系数标准误 T P常量 5.8336 0.7717 7.559 0.002直径 118 1.1667 0.7717 1.512 0.205波纹 392 1.1667 0.7717 1.512 0.205厚度 0.03 0.5834 0.7717 0.756 0.492S = 2.183 R-Sq = 56.2% R-Sq(调整) = 23.4%对于标准差的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 10.890 10.890 10.890 2.29 0.205 波纹 1 10.890 10.890 10.890 2.29 0.205 厚度 1 2.722 2.722 2.722 0.57 0.492 残差误差 4 19.058 19.058 4.764合计 7 43.560信噪比响应表望目(10*Log10(Ybar**2/s**2))水平直径波纹厚度1 25.57 24.56 19.682 22.14 23.16 28.04Delta 3.43 1.40 8.36排秩 2 3 1均值响应表水平直径波纹厚度1 161.70 133.65 87.562 59.10 87.15 133.24Delta 102.60 46.50 45.68排秩 1 2 3标准差响应表水平直径波纹厚度1 7.000 7.000 6.4172 4.667 4.667 5.250Delta 2.333 2.333 1.167排秩 1 2 3标准差主效应图信噪比主效应图信噪比残差图标准差残差图。
田口方法及Minitab应用
品质特性(响应值) Y
U 噪声因子(不可控因子)
设计、产品或制程的图解
田口方法的基本概念-02
正交试验法是研究与处理多因素试验的一种科学方法,它是在实践经验与理
论认识的基础上,利用正交表来科学、合理安排和分析众多因素的试验方法。
选择三个或两个不同的水平
影响因素 全面试验次数 正交试验次数
4
34
9
10
产品全生命周期质量保证技术的特点
产品全生命周期质量保证技术的特点
DOE对企业的积极影响:雷达图
试验设计定义
实验设计是对实验方案进行最优设计, 以降低实验误差和生产费用,减少实验工作量, 并对实验结果进行科学分析的一种 方法。(广义)
当需要探寻或验证 产品质量或工艺或资源利用是否为 最 佳状态 时,实验设计( Design of Experiments )是最 科学、最经济的方法。(狭义)
用工程的方法来研究产品质量,把产品设计当成工程设计,把产品设计质 量的好坏看成是工程设计质量,用产品给社会造成的经济损失来衡量产品的质 量。 (2)“源流”管理理论
“源流”管理的思想把质量管理向前推进了一步。认为开发设计阶段是 源流、是上游,制造和检验阶段是下游 。质量管理中,“抓好上游管理,下游管 理就很容易。”若设计质量水平不高,生产制造中很难造出高质量的产品,即 所谓“先天不足,后患无穷”。 (3)产品开发的三次设计法
讨。
信号因子(M),是由产品使用人或操
作人设定的参数,用以表示产品反
应所应有的值。举例来说,一台电 扇的转速,即为使用人期望应有风
量的信号因子。汽车前轮的操纵的 角度,即为使用人期望该车行车转
X 控制因子(输入变量)
弯半径的信号因子。又例如数字通
minitab实验之试验设计(DOC 64页)

按照上图的试验计划进行试验,将结果填入上表的最后一列,则可以得到试验的结果数据(数据文件:DOE_热处理(全因)),如下:
拟合选定模型的主要任务是根据整个试验的目的,选定一个数学模型。通常首先可以选定“全模型”,就是在模型中包含全部因子的主效应及全部因子的二阶交互效应。在经过细致的分析之后,如果发现某些主效应和二阶交互效应不显著,则在下次选定模型的时候,应该将不显著的主效应和二阶交互效应删除。
实验内容和步骤:
实验之一:全因子试验设计
:例:改进热处理工艺提高钢板断裂强度问题。合金钢板经热处理后将提高其断裂其抗断裂性能,但工艺参数的选择是个复杂的问题。我们希望考虑可能影响断裂强度的4个因子,确认哪些因子影响确实是显著的,进而确定出最佳工艺条件。这几个因子及其试验水平如下:
A:加热温度,低水平:820,高水平:860(摄氏度)
在实际工作中,常常要研究响应变量Y是如何依赖于自变量,进而能找到自变量的设置使得响应变量得到最佳值(望大、望小或望目)。如果自变量的个数较少(通常不超过3个),则响应曲面方法(response surface methodology,RSM)是最好的方法之一,本方法特别适合于响应变量望大或望小的情形。通常的做法是:先用2水平因子试验的数据,拟合一个线性回归方程(可以包含交叉乘积项),如果发现有弯曲的趋势,则希望拟合一个含二次项的回归方程。其一般模型是(以两个自变量为例):
进行2水平全因子设计时,全因子试验的总试验次数将随着因子个数的增加而急剧增加,例如,6个因子就需要64次试验。但是仔细分析所获得的结果可以看出,建立的6因子回归方程包括下列一些项:常数项、主效应项有6项、二阶交互作用项15项、三阶交互项20项,…,6阶交互项1项,除了常数项、主效应项和二阶交互项以外,共有42项是3阶以及3阶以上的交互作用项,而这些项实际上已无具体的意义了。部分因子试验就是在这种思想下诞生的,它可以使用在因子个数较多,但只需要分析各因子和2阶交互效应是否显著,并不需要考虑高阶的交互效应,这使得试验次数大大减少。
正交实验(田口)与Minitab应用

假设要预测高尔夫球试验的结果。确定了认为会影响高尔夫球飞行距离的四个可控因子:核心材料、核心 直径、波纹数和表层厚度。由于要使信噪比和均值最大化,因此选择了以下因子设置:液体核心、核心直 径 118、392 个波纹以及表层厚度0 .06。具体 操作步骤如下: 1 打开工作表“高尔夫球 .MTW”。已保存了设计和响应信息。 2 选择统计 > DOE > 田口 > 预测田口结果。 3 取消选中标准差和标准差的自然对数。 4 单击项。确保项 A、B、C、D 和 AB 都位于所选项框中。单击确定。 4 单击水平。 5 在指定新因子水平的方法下,选择从列表中选择水平。 6 在水平下,单击第一行并根据下表选择因子水平。然后,使用沿该列下移并选择其余的因子水平. 7 在每个对话框中单击确定。
静态田口设计示例-06
2013-7-25 8
步骤5:分析静态田口设计(续)
(图形窗口的输出1)
结果解释: 在此示例中,秩表明核心直径对信噪比和均值的影响最大。 对于信噪比,表层厚度的影响次之,然后是核心材料和波 纹。对于均值,核心材料的影响次之,然后是波纹和表层 厚度
对于此示例,由于目标是增加球的飞行距离,因此您需要的 是能产生最高均值的因子水平。在田口试验中,始终都需要 使信噪比最大化。响应表中的水平平均值表明,当核心材料 为液体、核心直径为 118、有 392 个波纹以及表层厚度为 0.06 时,信噪比和均值达到最大。检查主效应图和交互作 用图可以确证这些结果。交互作用图表明,球核使用液体时, 飞行距离在核心直径为 118 时达到最大。
2013-7-25
1
2013-7-25
2
例1背景:您是高尔夫球制造商,现在正在进行一项旨在使球的飞行 距离最大化的新设计。您确定了四个控制因子,每个因子有两个水平: ●核心材料(液体与钨) ●核心直径(118 与 156) ●波纹数(392 与 422) ●表层厚度(0.03 与0.06) 您还想检验核心材料与核心直径之间的交互作用 。 响应为球的飞行距离(以英尺计)。 噪声因子为两种类型的高尔夫球棍:长打棒和 5 号铁头球棒。测量每种球棍打出 球的距离,在工作表中形成两个噪声因子列。 由于目标是使飞行距离最大化,因此选择望大信噪比 。
Minitab田口实验设计

Minitab 的田口实验设计——MINITAB统计分析教程续表创建田口实验:分析田口实验的设置:实验结果:————— 987351:11:22 ————————————————————欢迎使用 Minitab ,请按 F1 获得有关帮助。
田口设计田口正交表设计L8(2**4)因子: 4试验次数: 8列 L8(2**7) 阵列1 2 3 4田口分析:司机, 生铁与直径, 波纹, 厚度线性模型分析:信噪比与直径, 波纹, 厚度信噪比的模型系数估计系数标项系数准误 T P常量 23.8587 2.041 11.689 0.000直径 118 1.7154 2.041 0.840 0.448波纹 392 0.6990 2.041 0.342 0.749厚度 0.03 -4.1803 2.041 -2.048 0.110S = 5.773 R-Sq = 55.6% R-Sq(调整) = 22.4%对于信噪比的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 23.542 23.542 23.542 0.71 0.448 波纹 1 3.909 3.909 3.909 0.12 0.749 厚度 1 139.801 139.801 139.801 4.19 0.110 残差误差 4 133.317 133.317 33.329合计 7 300.569线性模型分析:均值与直径, 波纹, 厚度均值的模型系数估计系数标项系数准误 T P常量 110.40 24.95 4.425 0.011直径 118 51.30 24.95 2.056 0.109波纹 392 23.25 24.95 0.932 0.404厚度 0.03 -22.84 24.95 -0.915 0.412S = 70.56 R-Sq = 59.7% R-Sq(调整) = 29.5%备注:Seq SS: Sum of SquaresAdj MS: Adjusted Mean Square对于均值的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 21054 21054 21054 4.23 0.109 波纹 1 4324 4324 4324 0.87 0.404 厚度 1 4172 4172 4172 0.84 0.412 残差误差 4 19915 19915 4979合计 7 49465备注:Seq SS: Sum of SquaresAdj MS: Adjusted Mean Square线性模型分析:标准差与直径, 波纹, 厚度标准差的模型系数估计项系数系数标准误 T P常量 5.8336 0.7717 7.559 0.002直径 118 1.1667 0.7717 1.512 0.205波纹 392 1.1667 0.7717 1.512 0.205厚度 0.03 0.5834 0.7717 0.756 0.492S = 2.183 R-Sq = 56.2% R-Sq(调整) = 23.4%对于标准差的方差分析来源自由度 Seq SS Adj SS Adj MS F P 直径 1 10.890 10.890 10.890 2.29 0.205 波纹 1 10.890 10.890 10.890 2.29 0.205 厚度 1 2.722 2.722 2.722 0.57 0.492 残差误差 4 19.058 19.058 4.764合计 7 43.560信噪比响应表望目(10*Log10(Ybar**2/s**2))水平直径波纹厚度1 25.57 24.56 19.682 22.14 23.16 28.04Delta 3.43 1.40 8.36排秩 2 3 1均值响应表水平直径波纹厚度1 161.70 133.65 87.562 59.10 87.15 133.24Delta 102.60 46.50 45.68排秩 1 2 3标准差响应表水平直径波纹厚度1 7.000 7.000 6.4172 4.667 4.667 5.250Delta 2.333 2.333 1.167排秩 1 2 3标准差主效应图信噪比主效应图信噪比残差图标准差残差图。
minitab中因子设计与田口设计
minitab中因子设计与田口设计因子设计和田口设计是统计实验设计中常用的两种方法,它们能够帮助我们有效地确定影响产品质量或过程性能的关键因素,并确定优化的方向。
下面我们将分别介绍这两种设计方法,并说明它们在Minitab软件中的应用。
1.因子设计:因子设计是通过系统地改变关键因素的水平,来研究对应响应变量的影响的一种实验设计方法。
它的主要目的是确定哪些因素对产品质量或过程性能具有显著影响,并确定各个因素的最佳水平。
一般来说,因子设计包括两个主要的步骤:选择因子和水平,以及分析数据。
在Minitab中,我们可以使用因子设计来确定关键因素及其最佳水平。
我们可以通过以下几个步骤来进行因子设计的分析:1.1.数据收集:收集有关因素和响应变量的数据。
通常,这些数据可以通过实际的生产或实验收集。
1.2.设计因子和水平:根据实际情况和经验,选择关键因素和它们的水平。
在Minitab中,我们可以使用"Stat"菜单中的"DOE"子菜单来选择适当的设计。
1.3.运行实验:根据设计的要求,在实验中设置因子的水平,并记录每个试验条件下的响应变量数据。
在Minitab中,我们可以使用"Stat"菜单中的"DOE"子菜单中的"Factorial"设计和"Response"子菜单来运行实验。
1.4.数据分析:使用Minitab中的统计工具来分析收集的数据,以确定因素对响应变量的影响以及各因子的最佳水平。
常用的分析方法包括方差分析(ANOVA)、回归分析等。
因子设计的优点是可以在较少的实验次数中确定关键因素,并且可以比较不同因素对响应变量的影响。
然而,因子设计的主要局限性是不能考虑因素之间的交互作用,可能会忽略一些潜在的复杂因素。
2.田口设计:田口设计是由日本质量管理专家田口玄一所提出的一种实验设计方法,它主要用于优化产品设计和制程控制。
TaguchiDOEMinitabExamples

案例之一:Minitab DOE(田口法静态型)操作說明
案例之一:Minitab DOE(田口法静态型)操作說明
在ANOVA分析各 因子Mean值差异 性 , Material、 Diameter是显著 的因子
案例之一:Minitab DOE(田口法静态型)操作說明
案例之一:Minitab DOE(田口法静态型)操作說明
•Step 1:因子数及水平数之決定 •☞ 开启功能选单Stat > DOE > Taguchi > Create Taguchi Design •☞ 勾选2水平设计及因子数
案例之一:Minitab DOE(田口法静态型)操作說明
•Step 2:实验次数选定 •☞ 点选Designs 按钮(正交表类型) •☞ 決定 L8正交表(4因子2水平作8次实验)
1. S/N比以Diameter 最大 , 为极显著因 子 , 其水平1又较 水平2之效果好
2. Thickness与 Material/Diameter
3. 有极大关系(成反 比)
Mean值以Diameter 最大 , 为極顯著因子
案例之一:Minitab DOE(田口法静态型)操作說明
案例之一:Minitab DOE(田口法静态型)操作說明
因子
水準
1
Core material
liquid
tungsten
2
Core diameter
118
156
3 Number of dimples
392
422
4
Cover thickness
0.03
0.06
• 交互作用:Core material V.S Core diameter
Mintab_DOE操作说明(田口试验设计)

26
Unit-3: 直交表設計
直交試驗表的性質:
正交试验只选其中的4个角代替全面试验的8个角,如下图黑点所示。
全因子
田口直交
PS: 全因子試驗,各點全部選擇,共需進行8 次試驗,效率較差。
PS: 正方体的6个面上每个面都被选中2个角,12条边上每条 边都有1个点,虽只选了8个角中的4个,但对AB、AC、BC 任意2个因素而言均为全面试验。因此此4点有很强的代表 性。假定所要找的最优搭配不在 正交试验的4个点中,如111,如会通过与该点相邻的 较优搭配表现出来,而此三点都是试验中的点,(112, 221,121),通过这3个点可很容易就找到最优点。 其具有較高效率;
5
Unit-1: 田口品質工程簡介
基本概念:
田口方法是要降低變異原因的影響,而不是去除變異的原因,來改善品質;田口方法將各種 變異極小化,使得產品對變異的來源最不敏感。 Ex:m 代表電視機彩色密度目標值,而m±5是可容忍的製程偏差。日本廠的產品品質特性 呈一個近似常態分配,平均值在目標值上。美國廠的產品品質特性則呈一個近似在m±5 內 之均勻分配。 日本廠產品大部分集中在目標值附近,亦即靠近m(變異較小,性能較佳)的產品,美國廠 產品遠離m(變異較大,性能較差),超出產品規格機會較大。
24
Unit-3: 直交表設計
直交試驗表結構:
该表为7因素,2水平,运行8次的正交试验表,具有以下特点: 1、有8个行,表示8种试验运行的不同因素水平组合。 2、有7个列,表示最多可允许有7个因素。 3、表中心的“1”、“2”表示各因素的两种水平。 4、每个因素的每个水平各出现4次,出现机会完全均等。 5、表中任意两列间的组合数字各出现2次,其搭配是均衡的。
Minitab实验设计操作

与拟合值
百分比
50 10 1 -2 -1 0 残差 1 2
残差
0
-1 20 25 30 拟合值 35 40
直方图
2.0 1 1.5
与顺序
频率
残差
-1.5 -1.0 -0.5 0.0 残差 0.5 1.0 1.5
1.0 0.5 0.0
0
-1 1 2 3 4 5 观测值顺序 6 7 8
残差满足以上的三个条件吗?
标准次序 运行次序
利用Minitab中设计DOE 在“因子”选项中设置因子名称和水平
实验的直观分析(Minitab)
利用Minitab做出实验结果的主效应图和交互作用图。 选择命令:“统计>方差分析>主效应图和交互作用图”
使用文件:全因子.mtw
实验的直观分析(Minitab)
平均值 主效应图
期望值
实验的统计分析第2步:分析模型的有效型
一个有效的实验模型其残差满足以下三个条件:
残差呈正态分布 残差和为零 残差没有明显的模式或者趋势
Minitab为我们制作了四合一残差图进行模型的有效性判定:
实验的统计分析第2步:分析模型的有效型
平均值 残差图
正态概率图
99 90 1
X2
均值 主效应图
数据平均值
X2
信噪比 的平均值
-10 -11 X3 -7 -8 -9 -10 -11 1 2
信噪: 望目(-10*Log10(s**2))
最大化SN比: X1:水平2 X3:水平1
均值 的平均值
1
2
1
2
调整调节因子至目标值: X2:水平1
利用Minitab建立控制图
Minitab田口设计学习
Minitab田口设计学习田口原一博士被认为是稳健性参数设计的最先提出者,该设计是用于产品或过程设计的工程方法,关注的是使变异性和/或对噪声的敏感度最小化。
只要使用得当,田口设计可成为一种高效有力的方法,用于设计能在各种条件下以最优状态一致运行的产品。
田口设计:一种试验设计方法,使用它可以选择在操作环境中执行得更一致的产品或过程。
田口设计认识到,并非所有引起变异的因子都可以真正得到控制。
这些无法控制的因子称为噪声因子。
田口设计尝试确认使噪声因子的效应最小化的可控制因子(控制因子)。
在试验中,对噪声因子进行操作以强制产生变异,然后中找出使过程或产品健壮(即对来自噪声因子的变异有抵抗力)的最优控制因子设置。
田口设计的著名示例来自 20 世纪 50 年代日本的 Ina Tile 公司。
该公司生产了大量在指定尺寸之外的瓦片。
质量小组发现,用于烧制瓷砖的窑中的温度发生了变化,从而导致了瓷砖的尺寸不均匀。
由于建造新窑的成本很高,因此无法消除温度变异。
这样,温度就成了噪声因子。
使用田口设计的试验,小组发现通过增加粘土的石灰含量(一个控制因子),瓷砖对窑内温度变异更具抵抗力(即更健壮),使其可以生产出更均匀的瓷砖。
田口设计使用正交表,后者估计因子对响应均值和变异的效应。
使用正交表可以单独研究每个效应,并可以减少使用部分设计的试验时与试验关联的时间和成本。
在经典设计试验中,主要目标是确认影响均值响应并将其控制在期望水平的因子。
田口设计重点关注减少变异,以及将均值设置为目标。
在稳健性参数设计中,主要目标是在调整(或保持)目标过程的同时,找出使响应变异最小化的因子设置。
确定影响变异的因子之后,可以尝试找出将减小变异、使产品对不可控(噪声)因子的变化不敏感或同时达到这两种效果的可控制因子的设置。
为此目标设计的过程会产生更一致的输出。
以此目标设计的产品可以提供更一致的性能,而无论使用该产品的环境如何。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Minitab做实验设计
(DOE)
(田口法)
(3因子3水平)
编著:鲁仁山
2007.12.27
1.双击桌面上的Minitab图标。
2.这是打开后的界面。
3.如上所示,将资料输入表中。
4. 数据输入完毕,打开Stat菜单,点选DOE Taguchi Create Taguchi Design…
5. 这是弹出的界面。
6.根据水平的数量点选相应的水平设计,根据因子的数量点选相应的数字,然后按下Designs…按钮。
7.在弹出的界面上点选相应的正交方案,本例点选L9,然后按OK确认。
8. 这是弹出的界面,之前的灰色按钮(未激活)的已全部激活,按下Factors按钮。
9. 这是弹出的界面。
10.如图所示,将资料输入弹出的界面,然后按OK确认。
11.按下Options按钮,这是弹出的界面。
12. 如图所示,钩选Store design in worksheet,然后按OK确认。
13.这是弹出的实验设计组合排列表。
14.将根据实验组合进行实验得到的实验数据作为响应填入表中。
15. 打开Stat菜单,点选DOE Taguchi Analyze Taguchi Design…
16. 这是弹出的界面。
17.在Response data are in处填入响应所在的栏位号,然后按下Graphs…
18. 这是弹出的界面。
19.根据需要,如图所示点选相应的项目,按OK确认,然后按下Analysis。
20. 这是弹出的界面。
21. 根据需要,如图所示点选相应的项目,按OK确认,然后按下Terms。
22. 这是弹出的界面。
23. 如图所示点选相应的项目,按OK确认,然后按下已激活的Analysis Graphs。
24. 这是弹出的界面。
25. 如图所示点选相应的项目,按OK确认,然后按下Options。
26. 如图所示点选相应的项目,按OK确认,然后按下Storage。
27. 这是弹出的界面。
28. 如图所示点选相应的项目,按全部OK确认。
29. 这是实验设计分析表。
30.这是输出的每个因子主要效应的点图。
31.这是输出的响应平均值的分析资料。
32.这是输出的实验设计方案资料。
33. 打开Stat菜单,点选DOE Taguchi Predict Taguchi Results…
34. 这是弹出的界面。
35. 如图所示点选相应的项目,然后按下Terms…。
36. 这是弹出的界面。
37. 如图所示点选相应的项目,按下OK确认,然后按下Levels…。
38. 这是弹出的界面。
39. 如图所示点选相应的项目,并填入各因子所在的栏位号,按下所有OK确认。
40.这是弹出的分析结果,从分析结果中可以看出,以充磁量1100,定位角11,定子线圈匝数90,获得的效果最为显著。