塑胶模具脱螺纹模具设计讲义
机动脱螺纹注塑模结构讲解
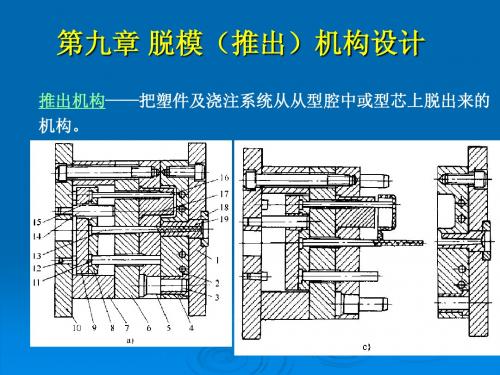
第7章机动脱螺纹注塑模结构分析7.1 概述带螺纹塑件的模具结构和一般模具不同,主要区别在于螺纹在模具中的脱出和塑件的脱模。
带螺纹塑件的脱模和螺纹尺寸、材料及成形方法有很大关系。
如果螺纹较浅,材料质地较软可采用强制脱模。
如果小批量生产,可用下面几种方式脱模:用活动螺纹型芯或型环,开模后连同塑件取下,模外手工或机动脱开;在模具上手工将简单的带螺纹塑件旋下;螺纹较小时只成形光孔或圆柱凸台,使用时自攻螺纹等。
这些脱螺纹方式的模具结构比较简单,但生产效率低[34]。
生产中广泛使用的模内脱螺纹方法有以下几类:拼合模具脱螺纹;自动开合型芯脱螺纹;旋转机构自动脱螺纹。
1.拼合模具脱螺纹常用于成形螺纹直径较大,而且有接缝或者断续螺纹的场合,模具结构比较简单,能用于自动化生产。
2.自动开合型芯脱螺纹这种型芯能自动张开和收缩,一般用于断续内螺纹成形,也可成形全螺纹,但有接缝。
3.旋转机构自动脱螺纹旋转机构脱螺纹生产效率高,螺纹质量好,用于大批量生产。
其原理是在某种动力(人工、电机、液压、气缸等)驱动下带动传动机构(齿轮、齿轮齿条、链条链轮等),使型芯或型环和塑件之间相对转动而使螺纹脱模。
使用旋转机构脱螺纹时,应注意防止螺纹型芯或型环转动时带动塑件转动,因而塑件或模具上应有止转装置。
7.2 旋转机动脱螺纹注塑模结构分析旋转机动脱螺纹是利用塑件与螺纹型芯或型环相对运动与相对移动而脱出螺纹。
回转机构可设在动模或定模,通常模具的回转机构设在动模一侧[37]。
1.螺纹回转部分的止转方式塑件外部止转,塑件内部止转,塑件端面止转。
小型塑件采用侧浇口进料时把浇口适当增大也能起止转作用。
2.螺纹回转部分的驱动方式按驱动的动力分为人工驱动、开模驱动、电驱动、液压缸或气缸驱动、液压马达驱动等多种方式。
7.2.1 滚珠丝杠齿轮传动自动脱螺纹注塑模结构分析堵头塑件如图7-1所示,材料为尼龙66(PA-66)。
由于材料强度高,螺纹部分需采用旋转脱出方式[81]。
塑胶模具设计-脱螺纹模具设计讲义
自动卸螺纹模具设计初级教程BY WELLDESIGN17.Nov,04前言:塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分1油缸+齿条2油马达/电机+链条3齿条+锥度齿轮4来福线螺母二、设计步骤1、必须掌握产品的以下数据(见下图)①“D”——螺纹外径②“P”——螺纹牙距③“L”——螺纹牙长4螺纹规格/方向/头数5型腔数量2、确定螺纹型芯转动圈数U=L/P+UsU螺纹型芯转动圈数Us安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1、齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距=齿厚+齿槽宽即:p=sk+ek②模数的由来因为S=Z x P=πx dd=P/πx Zπ是无理数,为计算方便,将P/π规定为常数,即模数,用m表示,故有公式如下:d=m x z即:分度圆直径等于模数乘以齿数。
螺纹模具设计要点之欧阳德创编
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤必须掌握产品的以下数据(见下图)①“D”——螺纹外②“P”——螺纹牙距③“L”——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数:U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比:模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1 齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距 = 齿厚 + 齿槽宽即:p = sk + ek②模数的由来:因为S = Z x P = π x dd = P / π x Zπ是无理数,为计算方便,将P / π 规定为常数,即模数,用m 表示,故有公式如下: d = m x z即:分度圆直径等于模数乘以齿数。
塑料模具设计第八周-第一讲(第四章)
第十二周第一讲目的和要求:了解注射模具二次脱模机构设计,双脱模机构,顺序脱模机构,浇注系统凝料的脱出机构,螺纹塑件的脱模机构的相关内容。
重点难点:二次脱模机构类型,螺纹塑件的脱模机构的设计4.9.4 二次脱模机构对某些特殊形状的制品,一次推出动作难以将制品从型腔中推出或制品不能自动脱落,这时就必须再增加一次推出动作才能使制品脱落。
例如采用脱模板推出制品时,若在脱模板上加工有制品的成型部分,制品就会附着在脱模板上,仍难易脱出,这时必须采用推杆作第二次推出,使其完全脱离脱模板。
二次脱模机构的种类很多,运动形式也很巧妙,但有一个共同点:两次推出的行程一般都有一定的差值,行程大与行程小者既可以同时动作也可以滞后动作.同时动作时,要求行程小者提前停止动作;若不同时动作时,要求行程大者的零件滞后运动.二次脱模推出机构有以下几种:1. 单推板二次脱模机构—特点:仅有一套推出装置,但需完成两次脱模动作.第一次推出由开模动作带动拉杆、摆杆、滑块或弹簧等零件实现。
表4—25 常见推杆推出机构的结构形式(1)弹簧式如图4—168所示。
若开始处于合模状态。
开模时,由弹簧推动型腔板(脱模板),使塑件离开型芯一段距离,完成第一次脱模;再由推板带动推杆推出一段距离,使塑件脱离型腔板(脱模板)和型芯,完成塑件的第二次脱模动作。
要使塑件完全脱离,需满足二次推出距离大于塑件嵌入型腔板内的深度,两次推出的距离之和要大于塑件的孔深.(2)U形限制架式若开始处于闭模状态,U形限制架固定在动模座板上,摆杆固定在推出板上,可由转动销转动,圆柱销装在型腔板上,当注射机推杆推动推板时,摆杆受U形架的限制只能向前运动,推动圆柱销,使型腔板和推杆同时作用,使塑件脱离型芯,完成第一次推出动作。
然后摆杆脱离限制架,限位螺钉阻止型腔板继续向前运动,此时圆柱销将两个摆杆分开,弹簧拉住摆杆紧靠在圆柱销上,当注射机推杆继续推出时,推杆则推动塑件脱离型腔板,完成塑件的第二次脱模动作。
注塑内螺纹直接脱模结构设计方案

注塑内螺纹直接脱模结构设计方案一、整体思路。
咱们得想个办法,让带有内螺纹的塑料制品在注塑完后,能轻松地从模具里脱模,就像从被窝里钻出来一样容易,而且还不能把这个螺纹给搞坏喽。
二、具体结构设计。
1. 螺纹型芯部分。
首先呢,这个螺纹型芯不能是个死脑筋的结构。
咱们可以把它设计成两段式的。
就像火车有车头和车厢一样。
靠近模具型腔内部的那一段螺纹型芯,咱们可以让它稍微细一点,就像小一号的螺丝。
这一段的螺纹是完整的,用来成型产品的内螺纹。
然后外面再套上一段粗一点的“外套”,这个外套和里面的细螺纹型芯之间要有一定的间隙,这个间隙就像两个好朋友之间保持的小距离,不能太大也不能太小,大概在0.1 0.3毫米左右就行。
这个间隙是为了让里面的细型芯在脱模的时候有活动的空间。
2. 脱模动力装置。
为了让螺纹型芯能从产品里退出来,咱们得给它一个动力呀。
这时候可以在模具上安装一个小型的液压或者气动装置。
想象一下,这个装置就像一个小助手,在脱模的时候轻轻地推一下螺纹型芯。
不过这个推力得控制好,不能太猛,不然会把产品给弄坏的。
一般来说,根据产品的大小和材料的特性,这个推力在50 200牛顿之间比较合适。
另外,还可以在螺纹型芯上连接一个旋转机构。
这个旋转机构就像一个小陀螺,在液压或者气动装置推动螺纹型芯往外退的同时,让它慢慢地旋转。
因为内螺纹嘛,要是光直直地往外退,肯定会卡住的,就像你硬要把拧进去的螺丝直接拔出来一样困难。
这个旋转的速度也不能太快,每分钟大概转个5 10圈就差不多了。
3. 导向和限位结构。
在螺纹型芯的周围,要设置一些导向柱。
这些导向柱就像轨道一样,让螺纹型芯在脱模的时候只能按照规定的方向移动。
就像火车只能在铁轨上跑一样。
导向柱的表面要光滑得像溜冰场一样,这样可以减少摩擦,保证螺纹型芯移动得顺畅。
同时呢,还要有限位装置。
这个限位装置就像一个小警察,告诉螺纹型芯你只能移动到这个位置,不能再往前走了。
这样可以防止螺纹型芯过度脱模,把模具或者产品给损坏了。
塑料模具课件-脱摸机构图
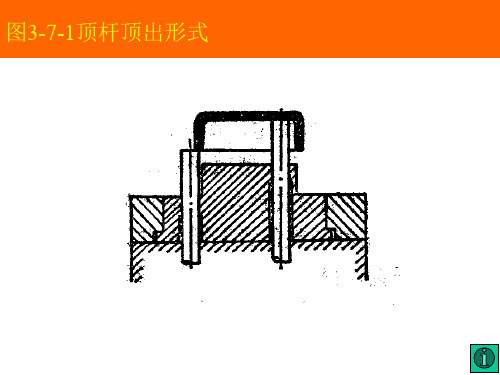
图3-7-55大升角螺杆结构
图3-7-56气(液)动形式
图3-7-57电动机驱动形式
脱摸力计算图
脱摸力计算图
脱摸力计算图
脱摸力计算图
导柱的安装
导柱
导柱的安装
导柱的安装固定形式
导套
盲孔导套的侧壁开孔
导套与孔的固定
直导套的固定
导柱与导套的配合形式
导柱的布置形式
锥面定位
1-圆柱销 2-弹簧 3-摆杆 4-U形限制架 5-注射机顶杆 6-转动
图3-7-23 U形限制架式
图3-7-23 U形限制架式
图3-7-24滑块式二次脱模机构
1-型芯 2-顶出干 3-推板 4-顶杆 5-斜导柱 6-滑块
图3-7-24滑块式二次脱模机构
图3-7-24滑块式二次脱模机构
3-7-25滑块式二次脱模机构
锥面定位
顶杆的形状
顶管顶出机构
1 顶出板 2 顶管 3方销 4 型芯 5 塑件
顶管顶出机构
顶管顶出机构
推板脱模机构
推板脱模机构
带周边间隙的脱模板
进气装置
1 推板 2 顶杆 3弹簧
利用活动镶件脱出塑件
利用型腔的脱模结构
多元件综合脱模机构
讨论题目
请画出这两种顶杆的固定方式
讨论L和H的公差,并说明原因
图3-7-11双脱摸机构
1、型芯 2、型腔
图3-7-12气动双脱模机构
1、4-密封圈 2、3-空气阀门
图3-7-13弹簧顺序脱模机构
图3-7-14拉钩顺序脱模机构
1、压块 2-挡块 3-拉钩 4-拉板 5-弹簧 6-滚轮 7-定模
图3-7-15拉钩顺序脱模机构
1-定模板 2-定模型腔 3-动模板 4-凸块 5-转轴 6-拉钩 7圆销 8- 定伸弹簧 9-定距拉板
自动脱螺纹注塑模设计[1].pdf
![自动脱螺纹注塑模设计[1].pdf](https://img.taocdn.com/s3/m/2cee183b87c24028915fc368.png)
自动脱螺纹注塑模设计田福祥 贺 斌(青岛理工大学,青岛 266033) 摘要 给出了链轮传动自动脱螺纹注塑模结构。
该模具采用热流道针阀式点浇口进料,无流道废料;通过链条传动使螺纹型芯转动,同时利用端面止转,实现自动脱螺纹;在动、定模型腔及螺纹型芯上分别设置三套冷却系统,使模具充分冷却。
模具结构紧凑、工作可靠、操作方便、运转平稳、冷却效果好、劳动强度低、生产效率高,生产的塑料件精度高。
关键词 热流道 自动脱螺纹 针阀式点浇口 注塑模 带有螺纹的塑料件注塑模设计的关键是塑料件螺纹的脱模问题。
通常有两种螺纹脱模方法:一是在塑料件及其材料允许的情况下,强行推出;二是对于螺纹较深、精度要求高、强度高的塑料件,旋转脱出。
旋转脱螺纹又分为手动脱出和自动脱出。
手动脱螺纹适合小批量生产,生产效率低,但模具结构简单;自动脱螺纹用于大批量生产,生产效率高,塑料件螺纹精度高。
笔者设计了链轮传动自动脱螺纹模具。
1 塑料件工艺分析塑料密封盖的形状及尺寸见图1。
塑料件形状简单,但壁厚不均匀,内径为矩形螺纹,没有止转圈,外观及螺纹精度要求较高,需求量大。
所用材料高密度聚乙烯(H DPE )是半结晶材料,流动性好,但成型收缩率较大(1.5%~4%),易发生应力开裂。
图1 塑料密封盖零件图2 模具结构及工作过程根据该塑料件特点及要求,设计的模具结构如图2所示。
模具为1模1腔,采用热流道针阀式点浇口进料,通过链条传动实现自动脱螺纹。
1—动模座板;2—链轮;3—水套;4—轴承;5—垫板;6—动模;7—螺纹型芯;8—气塞;9—垫板;10—垫块;11—定模座板;12—热喷嘴;13—隔热板;14—导套;15—集流腔板;16—型芯镶件;17—定模;18—衬套;19—限位螺钉;20—滚柱;21—弹簧;22—冷却水管;23—衬套;24—垫块;25—密封圈图2 塑料密封盖模具结构图2.1 浇注系统浇口位置及浇口种类决定了熔料在型腔中的流 收稿日期:200420820515田福祥,等:自动脱螺纹注塑模设计动方向与路径,如果浇口位置设置不当或浇口种类选用不合适,则可能使塑料件的形状变形或某些尺寸超差。
自动脱螺纹的注塑模设计

1塑件与注塑工艺分析
பைடு நூலகம்根
图1 气 ,采 用 侧 浇 口 进料 浇 注 的 方 式 ,在 主浇 口和 分 流道 设 置 冷 料 穴 以防 浇 口被熔 融 的流 体 前 段 的 冷料 堵 塞 。分 流道 设 计 成 直 径
为 6 m的 圆 型流 道 。为 便 于 定模 弯 销 的 抽芯 ,浇 口套前 端 设 计 a r
tra h e d.Pr du ton e i i nc f t e de a t s g e ty i r a e n o c i t e t f pe s nn l r d ce i g fe t f c e o c i f c e y o hr a d p r s i r a l nc e s d a d pr du ton sr ng h o r o e e u d by usn e c s o or pu ln i x d m o d si l k a d yd a lc p l g va f e i i l l de b oc n h r u i um p.Ac o di o pr uc i ld to c r ng t od ton vai a i n,t s m o d sr t e p ov de t b e a e i b e hi l tuc ur r i s sa l nd r l l a a to n o e v c ie.Pr uc i n pr e s i e s a l nd pr duc e t he t c ni a e ie e s hr g c i ns a d l ng s r i e lf od t o oc s sr a on b e a o t m e s t e h c lr qu r m nt,t ou h wh c t ur i h he p pos f eo
塑料螺纹等结构设计PPT课件
第9页/共61页
2.3 塑件形状设计
图2-1a所示塑件在取出模 具前,必须先由抽芯机构 抽出侧型芯,然后才能, 取出模具结构复杂。
图2-1b侧孔形式,无需侧 向型芯,模具结构简单。
图2-2a所示塑件的内侧有 凸起,需采用由侧向抽芯 机构驱动的组合式型芯, 模具制造困难。
• (1)可将塑件过厚部分挖空,如图2-8所 示。
• (2)可将塑件分解,即将一个塑件设计为 两个塑件,在不得已时采用这种方法。
第22页/共61页
图2—8 挖空塑件过厚部分使壁厚均匀
第23页/共61页
•返回
•
此外,必须指出壁厚与流程有着密切关系。所谓流程是指熔体从浇口流
向型腔各部分的距离。实验证明,在一定条件下,流程与制品壁厚成直线关系。
脱模斜度
•
为便于塑件从模腔中脱出,在平行于脱模方向的塑件表面上,必须设有一
定的斜度,此斜度称为脱模斜度。
• 斜度留取方向,对于塑件内表面是以小端为基准(即保证径向基本尺寸),斜 度向扩大方向取,塑件外表面则应以大端为基准(保证径向基本尺寸),斜度向 缩小方向取,如图2-6所示。
第16页/共61页
图2—6 塑件上斜度留取方向
制品壁厚愈厚,所容许的流程愈长;反之,制品壁厚愈薄,所容许的流程愈短。
•
如果不能满足要求,则需增大壁厚或增设浇口及改变浇口位置,以满足模
塑要求。
第24页/共61页
制件最小壁厚与流程之间关系:
S ( L 0.5) 0.6 S =( L +0.8) ×0.7
100
100
S ( L 1.2) 0.9 100
第33页/共61页
塑料模具课件_脱模机构
3.模内旋转的脱模方式
(1)螺纹塑件的止转形式
模具设自动脱螺纹机构时塑件外形有止转结构,通常为花纹。
常用模内旋转脱螺纹机构主要有手动脱螺纹和机动脱螺 纹两种。
(2) 手动脱螺纹机构
(3) 机动脱螺纹机构
原理:利用开模时的直线运动,通过齿轮齿条的运动,使 螺纹型芯作回转运动而脱离塑件。 图为,锥齿轮脱螺纹型 芯结构,它用于侧浇口多 型腔模,螺纹型芯只要作 回转运动就可脱出塑件。
p—因塑件收缩对型芯产生的单位正压力(12~20MPa) A—塑件包紧型芯的侧面积(mm2)
F脱= pA(f·cosα-sinα)
总脱模力等于F总=F脱+F大气(大气压力影响:引气、不引气) 以上对脱模力的计算是一种比较粗略的方法。 计算脱模力是为了校核设备的顶出力是否足够,以及校核推出 元件的刚度强度及可靠性。
为减少脱模过程中推件板与型芯之间的摩擦,两者之间留有0.2~ 0.25mm的间隙,并采用锥面配合,以防止推件板 偏斜溢料,锥面 的斜度约取3~5˚左右,图 (b)。
引气装置: 对于大型深腔薄壁容器,推板脱模时 塑件部易形成真空, 使脱模困难,甚至还会使塑件变形或损坏,应在凸模上附设引 气装置,如图(推件板引气)。(推件板不引气)
加粗,增加刚性。
顶盘式推杆:锥面推杆,推出面积较大,适合于深筒形塑件 推出。
b)
c)
d)
2.推杆的固定及配合
(1)推杆的固定
2.推杆的配合
推杆固定板上的孔为d+1mm;推杆台阶部分的直径为
d+5mm;推杆固定板上的台阶孔为d+6mm。推杆与固定 板配合长度为S(一般采用H8/f8配合)
S 可取12~15mm;当d>5mm时, S=(2~3)d (d为推杆直径),配合部分表面Ra=0.8μm。 推杆与塑料接触并与孔经常摩擦,因此多采用热处理后硬度 高的材料制作。推杆材料常用T8A、T10A等碳素工具钢 (50 ~ 54HRC自制推杆)或65Mn (46 ~ 50HRC市场上的 推杆标准件)
塑件脱模机构设计PPT演示课件

拉料杆头部 应淬火到
HRC50以上.
29
利用凝料推板脱出针点浇口凝料
塑料成型模具
顶销3的作用是 确保首先从A面 分型,把浇注系 统凝料从流道 中脱出.
限位杆6、7决 定第一、二次 分型的距离。
凝料推板与定 模板间用锥面 配合。
30
利用凝料推板脱出针点浇口凝料
塑料成型模具
开模前,注射机喷咀先后退,浇口衬套在压缩弹簧的作 用下移动并与浇注系统凝料分离。再从A面分型,凝料从 主流道中脱出。分型距离由决定于限位杆。然后从B面分 型,拉断浇口。
22
塑料成型模具
浇注系统凝料的脱出
浇注系统凝料的脱出、自动坠落和与制品的自 动分离是整个生产过程实现自动化的环节之一. 浇注系统凝料与制品的自动分离能提高效率缩 短后加工时间,减少人的体力劳动。 内容:
设计合理的浇口形式,比如:潜伏式浇口、针点浇 口等。 设计合理的浇口自动脱落方式。
23
普通浇注系统凝料 脱出和自动坠落
塑件脱模 机构设计
1
双脱模机构
塑料成型模具
有时由于制品形状的特殊性使制件会 留于定模一边,或者留于动、定模的 可能性都存在,这就必须在定模设计 脱模机构,或在两个半模都设顶出机 构即双脱模机构。
定模顶出机构
2
双脱模机构
塑料成型模具
下图在动定模都设有气动脱模机构。在开模时, 先开启定模进气阀,制品随型芯脱出,关闭定 模电磁阀;开模终止时,动模电磁阀开启,制 件从型芯脱出。
开模时,压块1通过 压棒推动滑块切断 主浇道中的细丝。
35
塑料成型模具
带螺纹塑料制品 脱模机构
36
带螺纹制品的脱落模
非旋转脱出螺纹
强制脱模 GIF 动画
塑件螺纹脱模机构设计注意事项
塑件螺纹的脱模方式
②用硅橡胶作螺纹型芯强制脱模 图(a),开模时,在弹簧作用下芯杆l先从硅橡胶螺纹型芯4 中退出,使硅橡胶收缩,再用推杆将塑件推出,(b)。该 因硅橡胶寿命低,仅用于小批量生产。
常用的模具钢材
1.碳素结构钢 45、45Mn、20Mn 有一定强度,切削性能好,热处理变形较大 加工前要正火或调质处理 2.碳素工具钢 T8、T8A、T10、T10A 淬火后有较高的强度与耐磨性,淬火变形大且淬透性 差 淬火后用线切割加工可达较高精度 淬透性、强度、韧性、耐磨性、耐热性好,但加工性 能差,粗加工前要退火处理。
常用的模具钢材
3.合金工具钢 CrWMn:淬火变形很小,淬透性高 9Mn2V:价格低,淬透性、耐磨性不及CrWMn但比T10钢好 Cr12:淬火变形很小、淬透性高、耐磨性 Cr4W2MoV:淬透性、耐磨性不及Cr12,其它性能接近 5CrNiMo:500℃能保持高强度与高韧性 3Cr2W8V:适合氮化处理,耐蚀性好 4.合金结构钢 热处理前具有较好切削性能,热处理后变形小。 20CrMnTi:淬透性、力学性能较高,用于尺寸大的渗碳淬硬件。 40Cr:综合性能很好,但国内Cr资源有限。 40CrMnMo:淬透性、力学性能高,用于强度高韧性好的大截面件。 38CrMoAl:渗氮钢,高硬度、高耐磨性和耐蚀性,尺寸稳定性好。 30CrMnSi:淬透性、强韧性好,用于截面不大而力学性能好的零 件。
塑件螺纹的脱模方式
齿轮轴上加工大升角螺纹,
产品结构设计——塑胶件螺纹设计
a
b
c
谢谢观看!
图5 塑胶件外螺纹的始末形状 a)错误 b)正确
5.塑胶件螺纹设计要点
(5) 塑料螺纹的第一圈易碰坏或脱扣,应设置螺纹的退刀尺寸(见图4、图5和表1)。
表1 型芯、型腔上螺纹成型部分的退刀尺寸
(mm)
5.塑胶件螺纹设计要点
(6) 为了便于脱模,螺纹的前后端都应有一段无螺纹的圆柱面(图6、图7),其长度0.2~0.8mm,前 端直径d小于螺纹小径,后端直径D大于螺纹的大径。
图3 内外螺纹的强制脱模
5.塑胶件螺纹设计要点
(1)一般內螺紋直徑>=2mm; 外螺紋直徑>=4mm;螺距>=0.5;螺紋擰合長度<=1.5倍螺 紋直徑。
5.塑胶件螺纹设计要点
(2)为使螺纹牙尖充填饱满、便于脱模以及在使用中有较好的旋合性,模塑螺纹的螺距应 ≥0.75mm,螺纹配合长度≤12mm,超过时宜采用机械加工。 (3)塑料螺纹与金属螺纹,或与异种塑料螺纹相配合时,螺牙会因收缩不均互相干涉,产生 附加应力而影响联接性能。解决的办法有:
图6 成形内、外螺纹的不合理设计
图7 模塑螺纹的正确结构和尺寸
5.塑胶件螺纹设计要点
图8 制品内外螺纹设计举例
5.塑胶件螺纹设计要点
(7) 同一制品上前后两段螺纹的螺距应相等,旋向相同,目的是便于脱模(见图9a)。若不相同,其 中一段螺纹则应采用组合型芯成型(图9b)。
图9 两段螺纹的成型
5.塑胶件螺纹设计要点
4.塑胶件螺纹的模塑成型方法
塑胶模具设计讲义

塑胶模具设计讲义设计流程一﹑审图1.尺寸是否完备A.详细审视图面各个细部尺寸是否标注。
B.可要求制工传图档,直接於档案上测量漏标处尺寸,但仍需请制工补正确认并签名以减少日後之争议。
2.开模方式A.Cavity数目、模座大小、适用成型机台(Tie bar间距、最大射出能力)。
B.塑胶原料类型、可成型性及其所需之周边设备。
乾燥桶、除湿机、模温机(Nylon series)C.模具型式:二板或三板模;Slider or not。
除25°DIMM168 SMT type 外,其余皆不需跑滑块。
D. 分模线、公母模侧(成品图之Top view or bottom view为公模) 。
E. 顶出方式:拨块加顶针。
F. 模仁可加工性及机械强度:a.目前的加工能力和精度是否可达模仁设计之要求。
b.成品尺寸设计若太细微,容易造成模仁强度不足或有尖角而易损伤。
G. 公差合理性:是否具备大量制造的能力。
3.Design Review Meeting将上述有疑虑及困难的部分或须与其他零件段配合之事项於Design Review会议上提出并提供改善之建议案。
二﹑Shrinkage1.塑料缩水率(α)一般计算成型收缩率的方式是由常温的模具尺寸D与成型品的实际尺寸M:D MD-=α在决定模具设计的实际尺寸时,依图面所用的塑料而先查得成型缩水率,再计算出模具的尺寸。
2. Desktop Memory Socket Connector 常用之塑料A. “Sumitomo LCP E6006” (ref. x:%;y:%;z:%)B. “Polly LCP L140”C. “Toray LCP ”D. “Wuno LCP ”E. “南亚、耐特、晋纶PA66”F. “Arlen PA6T ”G. “DSM PA46(F8、HF5040)”3. 可过IR 制程之塑料为“Sumitomo LCP E6006” ,而且其收缩率很小,尺寸安定性极佳,故通常以此种原料为设计基准,其他塑料则以实际射出之尺寸为该料号之图面尺寸(目前於DIMM 168与DDR 皆采用大范围之公差将不同原料之成品总长涵盖,如25.005.0-+;RIMM 则因为是高频connector 且Intel 对生产制程尺寸之cpk 值要求非常严格,故采用E6006原料) 。
塑料斜齿轮旋转脱螺纹注塑模具设计

塑料斜齿轮旋转脱螺纹注塑模具设计塑料斜齿轮旋转脱螺纹注塑模具(以下简称“本模具”)是一种用于制造塑料斜齿轮的模具。
本文将从以下几个方面进行介绍:模具设计的目标和要求、模具的组成、模具设计的流程和步骤、模具制造的工艺和注意事项。
一、模具设计的目标和要求本模具的主要设计目标是:能够生产出高质量的塑料斜齿轮,能够承受高强度和高速度的运转,同时尽可能地提高生产效率,降低成本。
二、模具的组成本模具主要由以下几个部分组成:模架、抽芯机构、喷嘴、注塑系统、冷却系统、顶针机构、脱模机构、料斗、电控系统等。
其中,模架是整个模具的支撑结构,抽芯机构用于保证产品的正常脱模,喷嘴和注塑系统负责塑料熔融和注入模具,冷却系统用于冷却成型的塑料,顶针机构用于防止塑料溢出,脱模机构用于从模具中取出成型的产品,料斗则是提供原材料的储料设备,电控系统则是对模具机组的各项功能进行控制和调节的设备。
三、模具设计的流程和步骤模具设计的流程和步骤主要包括以下几个方面:确定产品的设计和尺寸、计算模具的强度和稳定性、选择合适的材料、对每个零部件进行分析和设计、进行模具的总装和调试。
首先,根据产品的设计和尺寸要求,确定本模具的基本参数,如模具的型腔结构、尺寸和形状等。
其次,进行模具的强度和稳定性计算,通过有限元分析等方法,确定模具的各个部位的厚度和结构尺寸,以保证模具的强度和稳定性。
第三,选择合适的材料,根据本模具的使用环境和使用寿命,选择适当的耐磨、高强度和高温度材料,以保证模具的稳定性和使用寿命。
第四,对每个零部件进行分析和设计,根据模具的结构要求,设计零部件的结构和尺寸,并制定加工工艺流程,以确保零部件的精度和质量。
最后,进行模具的总装和调试,将所有零部件组装成模具,完成调试后,进行初期生产和测试,并不断进行调整和改进,以满足生产要求和提高生产效率和质量。
四、模具制造的工艺和注意事项模具制造的工艺和注意事项主要包括以下方面:材料的选择和加工、零部件的加工和组装、模具的调试和测试。
自动脱螺纹及液压斜抽芯注塑模设计

自动脱螺纹及液压斜抽芯注塑模设计自动脱螺纹及液压斜抽芯注塑模设计作者:东莞南博职业技术学院张维合1 引言塑件上的螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,采用侧向抽芯机构。
塑件的内螺纹则由螺纹型芯成型,其脱模系统可根据制品生产批量,螺纹牙型,模具制造工艺等因素,通常采用强行推出和自动脱螺纹机构两种形式。
内螺纹强行脱模的条件必须满足以下三点:(1)软胶:如PVC,PP 和PE等等;(2)牙型为圆弧型,而不能是矩形,梯形或三角形;(3)牙型高度必须满足公式:伸长率=(螺纹大径-螺纹小径)/螺纹小径≤A。
其中A 的值取决于塑料品种:ABS为8%,POM为5%,PA为9%,LDPE为21%,HDPE为6%,PP为5%。
自动脱螺纹机构则是通过螺纹型芯转动而使塑件脱模,因其适合各种牙型,生产效率高,且易实现自动化生产而被广泛使用。
自动脱螺纹机构的动力来源包括液压,马达和注塑机开模的力量。
本文中的模具就是通过液压推动齿条来实现螺纹型芯旋转脱离塑件的实例。
注塑模具的斜向抽芯通常采用“滑块+斜导柱”和“滑块+T形块”(模具增加一个分型面来实现抽芯)两种结构,本文介绍了一种采用液压油缸斜抽芯的结构,它适宜于大、中型模具。
2 塑件分析塑件属于叉架类零件,见图1。
材料:ABS,收缩率5/1000。
塑件的复杂之处是六个内孔,一个斜孔,一个粗牙螺纹孔,以及四个侧孔。
塑件的脱模是模具设计的重点和难点。
图1 塑件图3 模具结构设计客户要求一模出八件,采用侧浇口浇注系统,外形由两块哈夫滑块成型,熔胶通过哈夫滑块之间进入型腔。
流道凝料由推料块34推出。
塑件的斜孔由于抽芯距离较长,包紧力较大以及倾斜角度为45°,如果采用“滑块+斜导柱”和“滑块+T形块”两种结构,风险较大,容易产生故障,故模具设计时采用液压油缸斜抽芯机构,结构简单,动作可靠。
螺纹脱模采用自动脱螺纹机构,该机构设置在定模内部,动力来源为油缸液压。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动卸螺纹模具设计初级教程
BY WELLDESIGN17.Nov,04
前言:
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类
1、按动作方式分
①螺纹型芯转动,推板推动产品脱离;
②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分
①油缸+齿条
②油马达/电机+链条
③齿条+锥度齿轮
④来福线螺母
二、设计步骤
1、必须掌握产品的以下数
据(见下图)
①“D”——螺纹外径
②“P”——螺纹牙距
③“L”——螺纹牙长
④螺纹规格/方向/头数
⑤型腔数量
2、确定螺纹型芯转动圈数
U=L/P + Us
U 螺纹型芯转动圈数
Us 0.25~1 3、确定齿轮模数、齿数和传动比
模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件
模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1、齿轮传动的基本要求
①要求瞬时传动比恒定不变
②要求有足够的承载能力和较长的使用寿命
2、直齿圆柱齿轮啮合基本定律
两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图
3、渐开线直齿圆柱齿轮参数
分度圆直径------“d”表示
分度圆周长--------“S”表示
齿轮齿距--------“p”表示
齿轮齿厚--------“sk”表示
齿轮齿槽宽--------“ek”表示
齿轮齿数--------“z”表示
齿轮模数--------“m”表示
齿轮压力角--------“ɑ”表示
齿轮传动比--------“i”表示
齿轮中心距--------“l”表示。