2019版特殊焊接技术职业技能等级标准(2019版)
国家职业技能鉴定焊工技能标准中级

奥氏体不锈钢的焊接
能够选择奥氏体不锈钢焊接材料和工艺
1.不锈钢的分类及性能
2.奥氏体不锈钢的焊接性
3.奥氏体不锈钢焊接工艺
三、焊后检查
(一)焊接缺陷分析
1.能够防止焊接缺陷
1.焊接缺陷的种类和特征
2.焊接缺陷的危害
3.焊接缺陷产生的原因
4.焊接缺陷的防止措施
2.能够进行焊接缺陷的返修
4.组对及定位焊基本要求
(四)设备准备
能正确选择手弧焊机、埋弧焊机、气体保护焊机、电阻焊机等及辅助装置
1.埋弧焊机分类及组成
2.埋弧焊机工作原理
3.钨极氩弧焊机及辅助装置
4.二氧化碳气体保护焊机及辅助装置
二、焊接
能够运用常用的焊接方法对常用的金属材料进行焊接
(一)常用焊接方法运用(可根据申报人情况任选一种)
国家职业技能鉴定——焊工技能标准(中一、焊前准备
(一)安全检查
能够进行场地设备、工卡具安全检查
安全操作规程?
(二)焊接材料准备
1.正确选择和使用常用金属材料的焊条
1.焊接冶金原理
2.常用金属材料的焊条选择和使用
2.正确选择和使用焊剂
1.焊剂的作用
2.焊剂的分类及型号
1.焊接缺陷返修要求
2.焊接缺陷返修方法
(二)焊接检验
1.能够对焊接接头外观缺陷进行检验
1.焊接检验方法分类
2.焊接检验方法的应用范围
2.能够根据力学性能和X射线检验的结果评定焊接质量
1.破坏性检验方法
2.力学性能评定标准
3.非破坏性检验方法的工作原理
4.X射线评定标准
半自动二氧化碳焊接操作要点
电阻焊
电焊工级别评定办法
电焊工技能等级评定办法目的:(1)为了提高公司产品质量,降低质量损失;(2)激励焊工提高技能水平的积极性、主动性,鼓励广大员工岗位成才;(3)提升企业技术实力,为企业品牌保驾护航。
范围:全体电焊工(CO2气体保护焊)评定原则1、技能等级作为焊工岗位技能工资发放依据;2、参加定级的电焊工,必须要填写电焊工定级申请表,由人力资源部统一组织进行定级;3、技能等级每季度评定一次。
评定办法:级别划分:学员、C级、B级、A级一、焊工学员1、评定标准:经过入职培训,通过结业考试,即成为焊工学员。
2、工作能力:(1)独立完成焊机调试并能进行焊接操作;(2)在高级别焊工辅导下可以进行一次焊操作;(3)熟练进行平焊、平角焊操作。
3、定级条件:(1)培训期间无质量、安全事故发生;(2)帮带师傅认可后可向人力资源部提出定级申请4、考核内容:(1)理论考试:70分以上(2)实践操作:焊接调试,平焊、平角焊合格二、C级焊工1、评定标准:焊工学员经过三个月实习培训,并在培训内无违纪行为,技能水平有很大进步,经升级考试合格后,确定为C级焊工。
2、工作能力:(1)可独立进行合格的一次焊、二次焊操作;(2)熟练进行平焊、平角焊、横焊及圆弧焊接。
3、定级条件:(1)焊工学员操作三个月以上无质量、生产、安全等方面处罚;(2)帮带师傅、所在班组长、调度及质检员认可后推荐参加定级考试。
4、考核内容:(1)理论考试:75分以上(2)实践操作:考试活件满足ISO5018-B要求(平焊、平角焊、圆弧横焊)。
三、B级焊工1、评定标准:C级焊工经过三个月操作,技能水平有大幅度提升,经升级考试合格后,确定为B级焊工。
2、工作能力:(1)可独立进行合格的全位置焊接操作;(2)可进行样机、高端支架、特殊支架的焊接;(3)精通平焊、平角焊、横焊及圆弧焊接;(4)掌握单面焊双面成型技术;(5)对本班组电焊工的焊接负有指导、培训职责。
3、定级条件:(1)C级焊工操作三个月以上无质量、生产、安全等方面处罚;(2)焊接活件至少3次被确定为优质产品;(3)所在班组长、调度及质检员认可后推荐参加定级考试。
《电焊工》职业标准
《电焊工》职业标准一、职业简况职业名称电焊工职业定义使用电焊设备、工具和焊接材料,对两种或两种以上金属工件(同种或异种材料)进行各种电焊操作,使其通过原子间或分子间的结合或扩散形成永久性连接的人员。
职业等级本职业共设四个等级,分别为:电焊工(五级)、电焊工(四级)、电焊工(三级)、电焊工(二级)。
职业环境条件室内、外及高空作业及大部分在常温下工作(个别地区除外),施工中会产生一定的光辐射、烟尘、有害气体和环境噪声。
职业能力特征具有较强的学习能力及动手能力;能够运用语言、文字和图形进行表达和交流;肢体灵活,动作协调;视力良好,具有分辨颜色色调和浓淡的能力。
基本文化程度初中文化程度鉴定要求1.7.1 适应对象从事电焊工作的在岗人员或准备从事电焊工作的人员。
1.7.2 申报条件参照《上海市职业技能鉴定申报条件》及其相关规定执行。
1.7.3鉴定方式本职业五级、四级、三级采用非一体化鉴定方式,分为理论知识考试与操作技能考核。
理论知识考试采用笔试或计算机考试方式,操作技能考核采用现场操作方式。
两项考试(考核)均为百分制,皆达分以上为合格。
本职业二级采用一体化鉴定方式,将理论知识融合在操作技能考核中,分模块进行鉴定。
实行百分制,各个模块鉴定成绩皆达分以上为合格。
1.7.4 鉴定场所设备()理论知识考试场所:采光充足、照明设备良好的标准教室;如采用计算机考试方式需配备台式微型计算机(台人)。
()操作技能考核和一体化鉴定场所:电焊工实训基地,需具备电焊工各项技能考核所必须的设备、工件、焊接材料、工卡具等,通风条件和安全措施完善;其他鉴定中心指定的鉴定场所。
二、工作要求职业功能和工作内容各等级工作要求本标准对电焊工(五级)、电焊工(四级)、电焊工(三级)、电焊工(二级)共四个等级的技能要求依次递进,高级别包括低级别的要求。
2.2.1 电焊工(五级)2.2.2 电焊工(四级)2.2.3 电焊工(三级)2.2.4 电焊工(二级)。
焊工国家职业技能鉴定标准
焊工国家职业标准
焊工国家职业标准
一、职业定义
操作焊接和气割设备,进行金属工件的焊接或切割成型的人员。
二、基础知识:
1、识图知识
(1)简单装配图和识读知识;
(2)焊接装配识读知识;
(3)焊接符号和焊接方法代号表示方法。
2、金属学及热处理知识
(1)金属晶体结构的一般知识;
(2)合金的组织结构及铁碳合金的基本组织;
(3)Fe—C相图的构造及应用;
(4)钢的热处理基本知识。
3、常用金属材料知识
(1)常用金属材料的物理、化学和力学性能;
(2)碳素结构钢、合金钢、铸铁、有色金属的分类、牌号、成份、性能和用途。
4、电工基本知识
(1)直接电与电磁的基本知识;
(2)交流民基本概念;
(3)变压器的结构和基本工作原理;
(4)电流表和电压表的使用方法。
5、化学基本知识
(1)化学元素符号;
(2)原子结构;
(3)拼音的化学反应式。
6、安全卫生和环境保护知识
(1)安全用电知识;
(2)焊接环境保护及安全操作规程;
(3)焊接劳动保护知识;
(4)特殊条件与材料的安全操作规程。
7、冷加工基础知识
(1)钳工基础知识;
(2)板金工基础知识。
三、工作要求
中级
2、高级。
焊接标准等级

焊接标准等级一、焊接人员技能要求1.焊接技术人员应具备相应的专业知识和技能,熟悉焊接工艺、材料、设备等相关的技术要求。
2.焊接技术人员应取得相应的职业资格证书或经过正规的培训机构培训合格后上岗。
3.焊接技术人员应具备焊接操作技能和焊接质量评估能力。
二、焊接材料要求1.焊接材料应符合设计文件和相关标准的要求,并具备质量证明文件。
2.焊接材料应按品种、规格、批次进行检验和标识,并建立完善的材料管理制度。
3.焊接材料应存放在干燥、通风良好的地方,避免阳光直射和潮湿环境。
4.焊接材料的选用应考虑到焊接工艺、母材的化学成分和机械性能等因素。
三、焊接设备要求1.焊接设备应符合设计文件和相关标准的要求,并具备相应的质量证明文件。
2.焊接设备的选用应考虑到焊接工艺、母材的种类、厚度等因素。
3.焊接设备应定期进行检查和维护,确保设备的正常运转和安全性能。
4.焊接设备的操作应由专业技术人员进行,并严格遵守设备操作规程。
四、焊接程序和工艺要求1.焊接程序和工艺应符合设计文件和相关标准的要求,并经过严格的审批和试验验证。
2.焊接程序和工艺应考虑到母材的种类、厚度、焊接方法、环境条件等因素,并制定相应的操作规程。
3.焊接操作应由专业技术人员进行,并严格遵守焊接程序和工艺要求。
4.焊接后的热处理、无损检测等工序应按设计文件和相关标准的要求执行。
五、焊接检验和质量控制要求1.焊接质量应符合设计文件和相关标准的要求,并进行严格的检验和控制。
2.焊接质量检验应包括外观检验、无损检测等方法,并对焊缝的尺寸、形状、位置等进行检查。
3.焊接质量检验结果应记录并存档,以便进行质量追溯和控制。
4.在关键部位或重要结构中,应对焊接质量进行第三方检验或监督。
六、安全操作要求1.焊接操作前应进行安全技术交底,包括操作规程、应急预案等内容。
2.焊接操作时应穿戴符合安全要求的劳动防护用品,如防护眼镜、防护面罩、手套等。
3.在易燃、易爆等危险环境中进行焊接作业时,应采取相应的安全措施,如通风、防火、防爆等。
架子工国家职业技能标准(2019年版)

架子工国家职业技能标准(2019年版)2.职业技能要求2.1基本要求架子工需要使用各种装拆、维护工具,进行施工现场的架设、维护和拆卸工作。
因此,架子工需要具备以下基本要求:1)熟悉和掌握各种装拆、维护工具的使用方法;2)具备安全意识和高度的责任心,能够有效地保障施工现场的安全;3)具备较强的空间感和准确的分析判断能力,能够根据施工现场的实际情况进行架设、维护和拆卸工作;4)四肢灵活,动作协调,身体健康,能够适应高空作业的要求。
2.2技能要求根据不同的职业技能等级,架子工需要掌握不同的技能要求,具体如下:1)五级/初级工:能够根据现场要求进行简单的架设、维护和拆卸工作;2)四级/中级工:能够独立完成一般性的架设、维护和拆卸工作,并能够指导初级工进行操作;3)三级/高级工:能够独立完成复杂的架设、维护和拆卸工作,并能够指导中、初级工进行操作;4)二级/技师:能够独立完成各种复杂的架设、维护和拆卸工作,并能够制定施工方案和指导下属进行操作。
2.3知识要求架子工需要具备一定的研究和计算能力,能够掌握以下知识要求:1)了解相关法律法规和安全生产规定;2)了解施工现场的基本情况和施工方案;3)了解各种装拆、维护工具的使用方法和维护保养技巧;4)了解各种架、防护架、支撑架、高处作业吊篮的结构组成和使用方法;5)了解施工现场的安全管理和应急措施。
3.职业发展随着建筑工程的不断发展和施工技术的不断提高,架子工的职业前景也越来越广阔。
架子工可以通过不断研究和提高自己的技能,不断提高自己的职业技能等级,从而获得更好的职业发展机会和更高的薪资待遇。
同时,架子工也可以通过转岗和转型,成为其他相关职业的从业人员,实现自己的职业发展和个人价值的提升。
要求:1.删除明显有问题的段落;2.改写每段话。
取得本职业或相关职业三级/高级工职业资格证书(技能等级证书)后,累计从事本职业或相关职业工作4年(含)以上。
要求:获得本职业或相关职业三级/高级工职业资格证书后,累计从事本职业或相关职业工作4年及以上。
焊工国家职业技能标准

焊工国家职业技能标准
焊接是一项古老而又重要的工艺,它在现代工业生产中扮演着至关重要的角色。
焊工作为一个职业,需要具备一定的专业技能和标准。
因此,制定并实施焊工国家职业技能标准对于提高焊工的整体素质和水平至关重要。
首先,焊工国家职业技能标准应该明确规定焊工的基本技能要求。
包括但不限
于焊接设备的操作、焊接材料的选择、焊接工艺的掌握、焊接质量的保证等方面。
这些基本技能是焊工必须掌握的基础,也是保证焊接质量的关键。
其次,焊工国家职业技能标准应该包括对焊工安全意识和操作规范的要求。
焊
接作业中存在着一定的安全风险,因此焊工必须具备良好的安全意识,严格遵守操作规程,做好个人防护措施,确保自身和他人的安全。
另外,焊工国家职业技能标准还应该对焊工的职业素养和团队合作能力提出要求。
作为一名合格的焊工,除了具备专业的焊接技能外,还应该具备良好的职业道德和团队协作精神。
只有这样,才能在工作中做到与人和谐相处,积极配合他人,共同完成工作任务。
此外,焊工国家职业技能标准还应该对焊工的技能培训和继续教育提出要求。
随着科技的不断发展和工业生产的不断进步,焊接技术也在不断更新和演进。
因此,焊工需要不断学习新知识、新技术,提高自己的综合素质和竞争力。
总的来说,焊工国家职业技能标准的制定和实施对于提高焊工的整体素质和水
平具有重要意义。
只有通过严格的技能标准要求,才能培养出一支技术过硬、安全可靠、职业素养高的焊工队伍,为工业生产的发展和进步做出应有的贡献。
焊工国家职业技能标准的不断完善和落实,将为我国焊接行业的发展奠定坚实的基础。
焊工技能等级评价标准

概念
3.了解焊接变形的常见形式
焊 工 技能评价等
1.可以正确使用二保焊机进行
3
焊接方法及设备
作业,并独立完成焊机的日常 维护
2.掌握二保焊的优缺点
1.可以按照工艺要求完成碳钢
及低合金钢的平焊和平角焊
4
焊接操作技能
2.可以按照工艺要求进行焊缝 坡口的制备
3.可以按照工艺要求完成一般
的碳钢焊丝的堆焊工作
组对
7.可以读懂图纸上的尺寸公差
7.可以读懂图纸上的尺寸公差 及形位公差
及形位公差
8.可以在图纸上完成焊缝标注
8.可以在图纸上完成焊缝的标 9.可以在图纸上标注尺寸公差
注1.掌握焊接工艺参数对焊缝成 、1.掌形握位焊公接差工及艺粗参糙数度对要焊求缝,成掌
型及焊接质量的影响
型及焊接质量的影响
2.掌握焊接专业术语的概念 2.掌握焊接专业术语的概念
1.可以完成焊后的目视检验并 对焊接缺陷进行返修 2.了解磁粉探伤的原理
1.可以完成焊后的目视检验并 对焊接缺陷进行返修 2.了解磁粉探伤的原理 3.可以根据磁粉探伤结果分析 出相应的焊接缺陷
1.掌握焊接劳保用品的作用及
正确使用方法
1.掌握焊接劳保用品的作用及 2.掌握氧-乙炔装置的安全操作
正确使用方法
技能评价维度
等级
初级技工
1.掌握焊接符号的表示方法及
含义
2.具备机械制图的基础识图能
力
3.了解焊接方法的分类及常用
1
焊接基础知识 的焊接方法
4.了解焊缝坡口形式及制备方
法
5.掌握焊接接头形式的分类
6.可以读懂图纸上的尺寸公差
及粗糙度要求
1.了解焊接工艺参数对焊缝成
file2422
焊工
(2018年版)
本职业分为电焊工、气焊工、钎焊工、焊接设备操作工四个工种。
1.职业等级
本职业共设五个等级,分别为:五级/初级工、四级/中级工、三级/高级工、二级/技师、一级/高级技师。
电焊工工种分别为:五级/初级工、四级/中级工、三级/高级工、二级/技师、一级/高级技师。
(3)具有大专及以上本专业或相关专业毕业证书,并取得本职业或相关职业四级/中级工职业资格证书(技能等级证书)后,累计从事本职业或相关职业工作2年(含)以上。
——二级/技师(具备以下条件之一者)
(1)取得本职业或相关职业三级/高级工职业资格证书(技能等级证书)后,累计从事本职业或相关职业工作4年(含)以上。
——三级/高级工(具备以下条件之一者)
(1)取得本职业或相关职业四级/中级工职业资格证书(技能等级证书)后,累计从事本职业或相关职业工作5年(含)以上。
(2)取得本职业或相关职业四级/中级工职业资格证书(技能等级证书),并具有高级技工学校、技师学院毕业证书(含尚未取得毕业证书的在校应届毕业生);或取得本职业或相关职业四级/中级工职业资格证书(技能等级证书),并具有经评估论证、以高级技能为培养目标的高等职业学校本专业或相关专业毕业证书(含尚未取得毕业证书的在校应届毕业生)。
——三级/高级工(具备以下条件之一者)
(1)取得本职业或相关职业四级/中级工职业资格证书(技能等级证书)后,累计从事本职业或相关职业工作5年(含)以上。
(2)取得本职业或相关职业四级/中级工职业资格证书(技能等级证书),并具有高级技工学校、技师学院毕业证书(含尚未取得毕业证书的在校应届毕业生);或取得本职业或相关职业四级/中级工职业资格证书(技能等级证书),并具有经评估论证、以高级技能为培养目标的高等职业学校本专业或相关专业毕业证书(含尚未取得毕业证书的在校应届毕业生)。
电焊工初、中、高级电焊工职业技能等级鉴定报考条件与考试大纲

电焊工初、中、高级电焊工职业技能等级鉴定报考条件与考试大纲电焊工职业技能等级鉴定报考条件与考试大纲一、报考条件 1、具备下列条件之一的,可申请报考初级工:(1)在同一职业(工种)连续工作二年以上或累计工作四年以上的;(2)经过初级工培训结业。
2、具备下列条件之一的,可申请报考中级工:(1)取得所申报职业(工种)的初级工等级证书满三年;(2)取得所申报职业(工种)的初级工等级证书并经过中级工培训结业;(3)高等院校、中等专业学校毕业并从事与所学专业相应的职业(工种)工作。
3、具备下列条件之一的,可申请报考高级工:(1)取得所申报职业(工种)的中级工等级证书满四年;(2)取得所申报职业(工种)的中级工等级证书并经过高级工培训结业;(3)高等院校毕业并取得所申报职业(工种)的中级工等级证书。
4、具备下列条件之一者,可申请报考技师:(1)取得高级工等级证书并在本职业(工种)连续工作满十年或累计工作满十五年;(2)国家级一类技能竞赛前十名、二类技能竞赛前六名获奖者,省级技能竞赛前六名获奖者,深圳市市级技能竞赛前三名获奖者;(3)获省级、深圳市市级技术革新三等奖及以上者。
二、考核大纲:初级电焊工项目鉴定范围鉴定内容鉴定比重备注知识要求 100 基本知识 1.识图知识 1.正投影的基本原理 2.简单零件剖视(剖面)的表达方法 3.常用零件的规定画法及代号标注方法 4.简单装配图的识读知识 5.焊接装配图及焊缝符号表示法 5 2.常用金属材料一般知识1.常用金属材料的物理、力学性能 2.碳素结构钢、合金钢、有色金属的牌号、性能和用途 5 3.热处理一般知识 1.退火、淬火、正火和回火的目的及实际应用知识 2 4.电工常识 1.直流电与电磁的基本知识 2.正弦交流电、三相交流电的基本概念 3.电流表和电压表的使用方法 4.安全用电的基本知识3 5.劳动防护 1.焊接环境的有害因素和防护知识 2.安全用电知识 3.手工电弧安全操作规程 10 专业知识 1.焊接电弧及弧焊电知识 1.焊接电弧的引燃方法及直流电弧的结构和温度 2.对弧焊电的基本要求 3.常用交、直流弧焊机的构造、使用方法和维护保养方法 9 2.常用电弧焊工艺知识 1.手弧焊的工艺特点、焊接工艺参数和焊接坡口的基本形式与尺寸 2.手工TIG焊的工艺特点、焊接工艺参数 3.电弧焊常见焊接缺陷的产生原因及防止方法 4.焊接区域中有毒气体(氢、氧、氮)的危害 25 3.常用焊接材料知识 1.药皮的作用及类型,焊芯牌号,焊条的分类及保管 2.氩气和钨极的知识 8 4.焊接接头及焊缝形式知识 1.焊接接头的分类及接头形式 2.坡口形式、坡口角度和坡口面角度的含义 3.焊接位置的种类(板-板、板-管、管-管)4.焊接工艺参数对焊缝形状的影响 5.焊缝符号表示法 15 5.焊接用工、夹具知识 1.焊接中常用装焊夹具的结构及使用特点 6 相关知识 1.钳工基本知识平面划线、錾削、锯削、锉削的基本知识 3 2.相关工种一般工艺和识1.气焊知识(1)气焊用焊接材料(2)气焊设备和工具的型号、规格、构造(3)焊接火焰和气焊工艺(4)手工气割的知识 7 2.冷作知识钢材的矫正、放样、剪切、加工成形及联接的知识 2 项目鉴定范围鉴定内容鉴定比重备注技能要求基本操作技能 1.焊接材料正确使用和保管好焊接材料(焊条、焊剂、焊丝、钨极和保护气体) 2.焊接方法 (1)手弧焊 1)中厚板的板-板对接,V形坡口,平焊,单面焊双面成形 2)板一管T形接头,垂直俯位焊(插入式或骑座式) 3)大直径管对接,U形坡口,水平转动焊,单面焊双面成形 4)中厚板的板-板对接,V形坡口,横焊,单面焊双面成形 5)中厚板的板一板对接,V形坡口,平焊或横焊位的双面焊(焊完坡口焊缝后,将焊缝背面用碳弧气刨清根,然后进行封底焊) (2)手工钨极氩弧焊 1)薄板的板-板对接,V形坡口,平焊或横焊,单面焊双面成形 2)板一管T形接头,垂直俯位焊 3)小直径管对接,V形坡口,水平转动焊,单面焊双面成形 (3)二氧化碳气体保护焊 1)薄板或中厚板的板-板对接,V形坡口,平焊或横焊,单面焊双面成形 2)板.管T形接头,垂直俯位焊 3)大直径管对接,U 形坡口,水平转动焊,单面焊双面成形 (4)埋弧焊中厚板的板一板对接,I形坡口,不清根的平焊位置双面焊 (5)组合焊大直径厚壁管对接,U形坡口,水平转动焊,手弧焊打度,埋弧焊填充并盖面焊接 (6)其他方法 1)厚板I形坡口,对接接头,单丝电渣焊 100 80 1.薄板试件厚度范围<6mm 2.中厚板试件厚度范围10~ 16mm 3.厚板试件厚度范围大于24 mm 4.小直径试管的直径范围22 ~60mm 5.大直径试管的直径范围不小于l33 mm 6.根据考试要求确定的时间和有关条件,确定具体的鉴定内容,能按技术要求按时完成者,可得满分 2)铸钢件或锻件缺陷的焊补 3)用碳弧气刨刨除各种焊接缺陷 4)钢板氧.乙炔手工气割 3.焊接缺陷与外观的检查 (1)识别常见的各种焊接缺陷 (2)检查焊缝外观质量工具、设备的使用与维护 1.工具的使用与维护 1.常用工具的合理使用与保养2.正确使用夹具,做好保养工作 5 2.设备的使用与维护 1.正确使用和维护保养焊接设备 2.正确使用和维护保养辅助设备 5 安全及其他安全文明生产 1.正确执行安全技术操作规程 2.按企业有关文明生产的规定,做到工作地整洁,工作、工具摆放整齐 10 参考书:1、《中华人民共和国职业技能鉴定考核大纲电焊工》劳动部和机械工业部颁发(1995年4月)2、《电焊工(初级、中级、高级)》(初级部分)李建三主编《职业技能鉴定教材》和《职业技能鉴定指导》编审委员会编中国劳动出版社 1996 3、《电焊工技能鉴定考核试题库》(初级部分)机械工业职业技能鉴定指导中心编机械工业出版社 1999.7 4、《焊工考试标准化试题及解答》刘云龙编机械工业出版社 20__1 5、《焊工培训基础教材》中国电机工程学会电站焊接技术委员会中国电力出版社 20__2 中级电焊工项目鉴定范围鉴定内容鉴定比重备注知识要求100 基本知识 1.金属学及热处理基础知识 1.金属的结构与结晶 2.二元合金和Fe—Fe3C相图的构造及应用知识 3.钢热处理的基本理论 4.退火、正火和回火时的组织转变、性能变化及实际应用知识 5.化学热处理的基本原理及应用知识 6.金属的塑性变形、纤维组织及其对金属性能的影响 15 2.焊工电工基础知识 1.直流电路电动势及全电路欧姆定律 2.电位计算及电流的热效应3.电阻联接的分压和分流 4.基尔霍夫定律 5.直流电路的计算方法 5 专业知识 1.焊接电弧及焊接冶金知识 1.电子发射、电离、焊接电弧的特性、各种焊接方法的电弧静特性曲线 2.焊丝金属的熔化及熔滴过渡 3.焊接区内气体(氮、氢、氧)的来及其影响 4.焊缝金属的脱氧、脱硫、脱磷及合金化5.焊接熔池的一次结晶、二次结晶、焊接热循环的含义及焊接接头组织和性能的变化 6.金属晶体结构的一般知识 7.合金的组织结构及铁碳合金的基本组织8.静特性曲线的意义,电弧电压和弧长的关系 15 2.焊接工艺及设备知识1.体保护焊(CO2、Ar)的工艺及设备 2.埋弧焊的工艺特点、焊接工艺参数和焊接坡口的基本形式与尺寸 3.焊剂的作用、分类和保管,HJ431、HJ350的主要成分 4.电渣焊的工艺及设备 15 3.常用金属材料焊接知识 1.材料的焊接性及估算公式 2.低合金结构钢及珠光体耐热钢的焊接性、焊接工艺和焊接方法3.奥氏体不锈钢的焊接性、焊接工艺和焊接方法 4.铁素体不锈钢与奥氏体不锈钢 5.常用有色金属(铝及铝合金、铜及铜合金、钛及钛合金)的焊接性及焊接工艺 20 4.焊接应力和变形知识 1.焊接应力和变形产生的原因;焊接应力和变形的形式 2.控制焊接残余变形的常用工艺措施和矫正残余变形方法3.减少焊接残余应力的常用工艺措施和消除残余应力的方法 10 5.焊接检验知识 1.焊接接头破坏性检验的方法 2.焊接接头非破坏性检验的方法 10 相关知识 1.机械加工常识 1.车削、铣削、磨削、刨削常识 2.切削刀具的名称及几何参数 3.机械加工余量的选择知识 4.机械加工精度的一般概念 5.切削用量(进给量、切削速度、切削深度)的一般知识 6.接变位机械的结构及使用特点 7.其他焊接辅助装置的构造及工作原理 4 2.相关工种工艺知识1.气焊知识(1)气焊设备的构造原理及维修保养知识(2)常用金属材料气焊的知识(3)气割设备的构造、原理及维修保养知识(4)机械气割、特种气割的知识 2.冷作知识(1)冷作常用设备与模具的一般知识(2)一般结构件的装配知识 3 3.生产技术管理知识 1.车间生产管理的基本内容 2.专业技术管理的基本内容 3 技能要求操作技能中级操作技能 1.焊接材料按有关技术文件(国家标准、行业标准等)对自用焊接材料(焊条、焊剂,焊丝)进行工艺性试验 2.焊接方法 (1)手弧焊 1)中厚板的板-板对接,V形坡口,横焊或立焊,单面焊双面成形 2)板一管T形接头,单边V形坡口,骑座式垂直俯位或水平固定位置焊,单面焊双面成形 3)大直径管对接,u形坡口,垂直固定焊,单面焊双面成形 4)高速钢刀具、热锻模或高压阀门密封面的堆焊 5)铸铁齿轮箱壳裂纹的焊补 (4)埋弧焊厚板的板一板对接,双面焊 (5)等离子弧焊薄板的板一板或管-管对接,平焊或水平转动焊,单面焊双面成形 (6)电渣焊厚板的板.板对接,I形坡口,单丝或双丝焊 (7)组合焊 1)薄板-小直径管对接V形坡口,垂直固定位置,手工钨极氩弧焊打底,手弧焊填充、盖面焊接,单面焊双面成形 2)中厚壁大直径管或小直径薄壁管对挠U形坡口或V形坡口,水平转动位置,手工钨极氩弧焊打底,熔化极气体保护焊填充、盖面焊接,单面焊双面成形 100 80 根据考试要求确定的时间和有关条件,确定具体的鉴定内容,能按技术要求按时完成者,可得满分工具、设备的使用与维护 1.工具的使用与维护 1.合理使用工具,并做好保养工作 2.正确使用夹具,并做好保养工作 5 2.设备的使用与维护 1.焊接高备的正确使用、维护保养及常见故障的排除 2.常用辅助设备(焊剂输送与回收装置、焊接用变位机、升降架、转动滚轮架等)的正确使用及常见故障的排除 3.各种定位、装配、夹紧装置的正确使用及改进 5 安全文明生产安全及其他 1.正确执行安全技术操作规程 2.按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐 10 参考书:1、《中华人民共和国职业技能鉴定考核大纲电焊工》劳动部和机械工业部颁发(1995年4月)2、《电焊工(初级、中级、高级)》(中级部分)李建三主编《职业技能鉴定教材》和《职业技能鉴定指导》编审委员会编中国劳动出版社 1996 3、《电焊工技能鉴定考核试题库》(中级部分)机械工业职业技能鉴定指导中心编机械工业出版社 1999.7 4、《焊接考试3300标准试题及解答》刘云龙编天津大学出版社 1994 5、《最新手工电弧焊技术培训》大庆油田焊接研究与培训中心编著机械工业出版社 1995.1 6、《电焊工(中级》安徽工人技术登记培训教材编委会编中国建筑工业出版社 1995.9 高级电焊工项目鉴定范围鉴定内容鉴定比重备注知识要求100 基本知识焊接接头试验方法 1.焊接性试验方法 2.焊接接头力学性能试验方法 3.焊接接头的无损检验方法 4.焊接接头的理化试验方法 5.焊接容器的密封性试验方法 20 专业知识 1.异种金属焊接知识 1.异种金属焊接的特点 2.珠光体钢与奥氏体钢的焊接方法 3.不锈钢与碳素钢、铸铁与低碳钢的焊接方法 4.钢与铜及其合金的焊接方法 5.铸铁的热处理方法 6.等离子弧焊和切割的工艺及设备 7.不锈钢复合钢板的焊接工艺特点 8.灰铸铁的焊接性及焊接工艺特点;球墨铸铁的焊接性及焊接工艺特点 9.常用堆焊材料、堆焊材料的工艺特点及典型零件的堆焊工艺 40 2.典型金属结构焊接知识 1.压力容器的焊接特点、要求及压力容器所用焊接接头形式 2.焊接梁、柱的结构,焊后产生的变形及防止措施 30 相关知识提高劳动生产率的知识 1.工时定额的组成2.缩短机动时间的措施 3.缩短辅助时间的措施 10 项目鉴定范围鉴定内容鉴定比重备注技能要求操作技能高级操作技能 l.冲厚板异种钢的板-板对接,V形坡口,横焊或立焊位置手弧焊,单面焊双面成形 2.中厚板的板-板对接,V形坡口,仰焊位置手弧焊,单面焊双面成形 3.薄板异种钢的板-板对接,横焊或立焊位置气体保护焊 4.薄板的板.板对接,仰焊位置气体保护焊,单面焊双面成形 5.骑座式板一管T形接头,垂直仰位的手弧焊或气体保护焊,单面焊双面成形 6.大直径中厚壁管对接,水平固定位置,手工钨极氩弧焊打底,手弧焊填充并盖面焊接,单面焊双面成形 7.大直径中厚壁管对接,水平固定或水平转动位置,两种气体保护焊方法的焊接,单面焊双面成形 8.大直径厚壁管,水平转动位置,手工钨极氩弧焊打底,手弧焊过渡,埋弧焊填充、盖 100 面焊接,单面焊双面成形 9.小直径薄壁管对接,水平固定位置的手弧焊或手工钨极氩弧焊,单面焊双面成形 10.小直径薄壁管对接,水平固定位置,手工钨极氩弧焊打底,手弧焊填充并盖面焊接,单面以面成形 11.小直径薄壁管对接,V形坡口,垂直固定加障碍物或水平固定加障碍物的手弧焊,单面焊双面成形 12小直径薄壁管对接,V 形坡口,垂直固定加障碍物或水平固定加障碍物的手工钨极氩弧焊,单面焊双面成形 13.小直径薄壁管对接,V形坡口,45。
焊工国家职业技能标准【最新版】
焊工国家职业技能标准1.职业概括1.1 职业名称焊工。
1.2 职业定义操作焊接和气割设备,进行金属工件的焊接或切割成型的人员(焊工包括手工焊工和焊接操作工。
手工焊工是指用手操持焊钳、焊枪、焊炬进行焊接的人员;焊接操作工是指从事机械化焊接和自动化焊接的操作人员)。
1.3职业等级本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。
1.4职业环境室内、外及高空作业且大部分在常温下工作(个别地区除外),施工中会产生一定的光辐射、烟尘、有害气体和环境噪声。
1.5职业能力特征具有一定的学习理解和表达能力;手指、手臂灵活,动作协调;视力良好,具有分辨颜色色调和浓淡的能力。
1.6基本文化程度初中毕业。
1.7培训要求1.7.1培训期限全日制职业学校教育,根据其培养目标和教学计划确定。
晋级培训期限:初级不少于280标准学时;中级不少于320标准学时;高级不少于240标准学时;技师不少于180标准学时;高级技师不少于200标准学时。
1.7.2培训教师培训初级、中级、高级的教师应具有本职业技师及以上职业资格证书或相关专业中级及以上专业技术职务任职资格;培训技师的教师应具有本职业高级技师职业资格证书或相关专业高级专业技术职务任职资格;培训高级技师的教师应具有本职业高级技师职业资格证书2年以上或相关专业高级专业技术职务任职资格。
1.7.3 培训场地设备理论知识培训应具有可容纳30名以上学员的标准教室;技能操作培训场所面积达到80㎡以上且能安排8个以上工位,通风良好,安全设施完善,有相适应的设备和必要的工具、卡具。
1.8 鉴定要求1.8.1 适用对象从事或准备从事本职业的人员。
1.8.2申报条件-初级(具备以下条件之一者)(1)经本职业初级正规培训达规定标准学时数,并取得结业证书。
(2)在本职业连续见习工作2年以上。
电焊工技术等级标准
电焊工技术等级标准一、职业定义使用电焊设备和工具,利用焊接材料对工件进行焊接、切割、碳弧气刨等加工。
二、适用范围手弧焊、埋弧焊、气体保护焊、电渣焊、等离子弧切割、碳弧气刨、铸件焊补等。
三、技术等级线初、中、高三级初级电焊工一、知识要求:1.自用设备的名称、型号、规格、性能、结构、使用规则和维护保养方法。
2.自用仪器、仪表的名称、规格、用途、使用规则和维护保养方法。
3.自用工、夹、量具和防护用具的名称、规格、用途、使用规则和维护保养方法。
4.常用金属材料的种类、牌号、力学性能和焊接性能。
金属热处理基本知识。
5.使用焊条、焊丝、焊剂、钨极的种类、牌号、规格、适用范围、使用和保管方法。
6.常用焊接保护气体(氩气、二氧化碳) 的性质和纯度对焊接质量的影响。
7.机械识图的基本知识和焊缝符号与坡口形式的表示方法及意义。
8.常用数学计算知识。
9.常用焊接方法的种类、特点、适用范围和操作方法。
10.正接法、反接法的适用范围和连接方法。
11.焊接工艺参数的基本概念。
12.常用碳钢、低合金钢、铸铁、有色金属材料的焊接方法,焊接材料和焊接工艺参数选择的知识。
13.常用焊接接头形式、坡口形式和坡口角度、根部间隙、钝边等的大小及其对焊接变形和焊接质量的影响。
14.碳弧气刨的基本原理,所用工具、设备、工艺参数、操作方法和适用范围。
15.一般焊件的焊接工艺过程及焊接缺陷返修的方法。
16.常见焊接、碳弧气刨缺陷的种类、产生原因、危害和防止方法。
17.高空、狭窄室内或容器内作业的基本知识。
18.安全技术规程。
二、技能要求:1.自用焊接设备和辅助设备的使用和维护保养。
2.自用工、夹、胎、量具及保护的使用和维护保养,并对电焊钳、气体保护焊焊枪、气刨枪等进行修理和更换。
3.常用仪表、气瓶的使用和保管。
4.焊接材料的烘焙、使用和保管。
5.看懂焊接零件图及简单部件图。
6.选择焊接、气刨工艺参数,做好焊前的准备工作。
7.焊接低碳钢、低合金钢的一般焊件,使用碳弧气刨清理焊根。
轨道交通装备焊接

轨道交通装备焊接职业技能等级标准(2019年1.0版)中国中车集团有限公司制定2019年12月发布目次前言 (1)1范围 (2)2规范性引用文件 (2)3术语和定义 (2)4适用院校专业 (5)5面向职业岗位(群) (6)6职业技能要求 (7)参考文献 (43)附件 (44)前言本标准按照GB/T1.1-2019给出的规则起草。
本标准起草单位:中车戚墅堰机车车辆工艺研究所有限公司、常州铁道高等职业技术学校、中车戚墅堰机车有限公司、中车沈阳机车车辆有限公司、中车长春轨道客车股份有限公司、湖南铁道职业技术学院、中车唐山机车车辆股份有限公司、中车株洲电力机车有限公司、常州机电职业技术学院、常州工程职业技术学院等。
本标准主要起草人:吴新林、汤旭祥、钟奎、万升云、章文显、葛佳棋、李彦坤、刘志彬、孙景南、曹炜洲、王亚彬、寇银、赵太平、方雁、周康等。
声明:本标准的知识产权归属于中国中车集团有限公司,未经同意,不得印刷、销售。
任何组织、个人使用本标准开展认证、检测等活动应经批准授权。
1范围本标准规定了轨道交通装备焊接职业技能的能力要求等级、主要职责及职业能力要求。
本标准适用于轨道交通装备焊接职业技能等级认证的考核与评估,焊工和焊接机器人操作工从业人员的聘用、教育和职业培训可参照使用。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T3375焊接术语3术语和定义GB/T3375界定的以及下列术语和定义适用于本标准。
为了方便使用,以下重复列出了GB/T3375中的某些术语和定义。
3.1焊接welding通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到原子间结合的一种方法。
3.2焊接技能welding technique手焊工或焊接操作工执行焊接工艺细则的能力。
3.3焊接技能项目welding skill category焊工或焊接操作工,能够熟练操作焊接设备,按照焊接工艺规范要求,采用任何一种焊接方法,针对某一型号、规格的材料,在某种焊接空间位置,完成某种接头形式的焊接操作,即为一个焊接技能项目。
焊工类技能等级标准
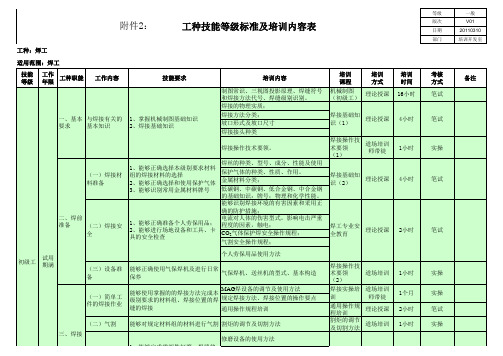
常用办公、绘图软件的应用 科学试验研究方法 能够根据国内、外的相关标准编制焊接 工艺性试验方案,并组织实施。 能够编制合理的焊接工艺流程减少焊接 变形,并组织实施验证。
焊接设备基本知识
焊接及焊工培训有关知识;
科学试验及 研究
理论授课
焊接设备基 本知识
自学
OJT培训 理论授课
待定 2天 10天
2天
笔试
改进
工装卡具知识
能够进行焊接结构的质量检查并撰 写检查报告
有关质量验收标准
一次交检合格率大于80%
焊后检查的相关要求
1、能够以师带徒\道场的型式进行 初、中、高级工的操作培训
初中高级焊工培训有关知识
2、能够进行初中高级工人的技能
鉴定评审
初中高级焊工的分级及培训相关知识
机器人基本 原理,寻位 方式,电流 电压调整方 法
定的材料组、焊接位置的焊缝的焊 操作规程
接
预热温度的控制;
焊接工艺规 理论授课
程(高级工 道场培训
-1)
师带徒
高级工
二、焊接
3年
(二)焊接接
头质量控制
1、能够控制焊后焊接接头中可能 出现的各种组织 2、能够控制和改善焊接接头性能 3、能够控制和校正简单结构件焊 接变形 4、能够减少和消除简单结构件焊 接残余应力
培训 课程
机械制图 (初级工)
培训 方式
理论授课
焊接基础知 识(1)
理论授课
焊接操作技 术要领 (1)
道场培训 师带徒
焊接基础知 识(2)
理论授课
焊工专业安 全教育
理论授课
培训 时间 16小时 4小时 1小时
4小时
2小时
初级工
焊工国家职业标准精选全文完整版

可编辑修改精选全文完整版焊工国家职业标准1. 职业概况1.1 职业名称焊工。
1.2 职业定义操作焊接和气割设备,进行金属工件的焊接或切割成型的人员。
1.3 职业等级本职业共设五个等级,分别为初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。
1.4 职业环境室内、外及高空作业且大部分在常温下工作(个别地区除外),施工中会产生一定的光辐射、烟尘、有害气体和环境噪声。
1.5 职业能力特征具有一定的学习理解和表达能力;手指、手臂灵活,动作协调;视力良好,具有分辨颜色色调和浓淡的能力。
1.6 基本文化程度初中毕业。
1.7 培训要求1.7.1 培训期限全日制职业学校教育,根据其培养目标和教学计划确定。
晋级培训期限:初级不少于280标准学时,中级不少于320标准学时,高级不少于240标准学时,技师不少于180标准学时,高级技师不少于200标准学时。
1.7.2 培训教师培训初、中、高级焊工的教师应具有本职业大专以上(含大专)学历或高级以上职业资格证书,培训技师、高级技师的教师应具有高级技师职业资格证书或相应专业技术职称,口齿清楚、有较好的表达能力。
1.7.3 培训场地设备理论培训应具有可容纳30名以上学员的教室;实操培训场所应具有80 m2以上且能安排8个以上工位,有相适应的设备和必要工卡具,通风良好,安全设施完善的场地。
1.8 鉴定要求1.8.1 适用对象从事或准备从事本职业的人员。
1.8.2 申报条件——初级(具备以下条件之一者)(1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。
(2)在本职业连续见习工作2年以上。
——中级(具备以下条件之一者)(1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。
(2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。
2019全国中职组电焊规程
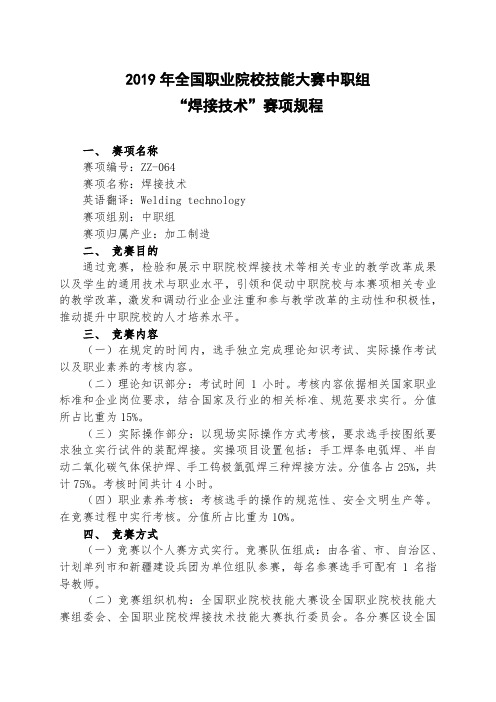
2019年全国职业院校技能大赛中职组“焊接技术”赛项规程一、赛项名称赛项编号:ZZ-064赛项名称:焊接技术英语翻译:Welding technology赛项组别:中职组赛项归属产业:加工制造二、竞赛目的通过竞赛,检验和展示中职院校焊接技术等相关专业的教学改革成果以及学生的通用技术与职业水平,引领和促动中职院校与本赛项相关专业的教学改革,激发和调动行业企业注重和参与教学改革的主动性和积极性,推动提升中职院校的人才培养水平。
三、竞赛内容(一)在规定的时间内,选手独立完成理论知识考试、实际操作考试以及职业素养的考核内容。
(二)理论知识部分:考试时间1小时。
考核内容依据相关国家职业标准和企业岗位要求,结合国家及行业的相关标准、规范要求实行。
分值所占比重为15%。
(三)实际操作部分:以现场实际操作方式考核,要求选手按图纸要求独立实行试件的装配焊接。
实操项目设置包括:手工焊条电弧焊、半自动二氧化碳气体保护焊、手工钨极氩弧焊三种焊接方法。
分值各占25%,共计75%。
考核时间共计4小时。
(四)职业素养考核:考核选手的操作的规范性、安全文明生产等。
在竞赛过程中实行考核。
分值所占比重为10%。
四、竞赛方式(一)竞赛以个人赛方式实行。
竞赛队伍组成:由各省、市、自治区、计划单列市和新疆建设兵团为单位组队参赛,每名参赛选手可配有1名指导教师。
(二)竞赛组织机构:全国职业院校技能大赛设全国职业院校技能大赛组委会、全国职业院校焊接技术技能大赛执行委员会。
各分赛区设全国职业院校焊接技术技能大赛分赛区组织委员会、执行委员会。
各赛项机构包括赛项执行委员会及下设专家工作组和组织保障工作组。
(三)本次竞赛各代表队的抽签顺序和竞赛的场次,在领队会议上现场抽签确定。
每名选手竞赛的赛位号,在竞赛检录时抽签确定。
抽签工作由裁判长主持,赛务组负责组织实施,竞赛监督人员现场监督。
(四)2019年不邀请国际团队参赛,欢迎国内外团队到场观摩。
(五)凡在往届全国职业院校技能大赛中获一等奖的选手,不再参加同一项目同一组别的赛项。
2019年电焊工高级.doc

高级一填空题 (B)1. {KHD:工艺基本知识,th=1}****用根部裂纹敏感性评定法计算得到的冷裂纹敏感性指数Pw,由于考虑到了(板厚)和(焊缝金属中扩散氢含量)两者对冷裂纹的影响,所以比较切合实际。
答文:2. {KHD:工艺基本知识,th=2}****热影响区最高硬度法的特点是考虑到了(组织因素),但是没有涉及(氢)和(焊接应力),所以不能借以判断实际焊接产品的冷裂倾向。
答文:3. {KHD:工艺基本知识,th=3}****常用焊接冷裂纹的间接评定方法有(碘当量法)、(根部裂纹敏感性评定法)、和(热影响区最高硬度法)等三种。
答文:4. {KHD:工艺基本知识,th=4}****常用冷焊接裂纹的自拘束试验方法有(斜Y形坡口焊接裂纹实验方法),(搭接接头 [CTS]焊接裂纹试验)和(T形接头焊接裂纹试验方法)等三种。
答文:5. {KHD:工艺基本知识,th=5}****斜Y形坡口焊接裂纹试验方法的试件两测开(X形)坡口,焊接(拘束);中间开(斜Y形)坡口,焊接(试验)焊缝。
答文:6. {KHD:工艺基本知识,th=6}****斜Y形坡口焊接裂纹试验在焊接拘束焊缝时,应采用(低氢型)焊条;焊后不应产生(角变形)和(未焊透)。
答文:7. {KHD:工艺基本知识,th=7}****碳素钢和低合金钢焊接接头冷裂纹的外拘束试验方法有(插销式试验)、(拉伸拘束裂纹试验[TRC试验])、(刚性拘束裂纹试验[RRC]试验等。
答文:8. {KHD:工艺基本知识,th=8}****拉伸拘束裂纹试验[TRC试验]主要用来研究(焊缝根部的冷裂纹)。
答文:9. {KHD:工艺基本知识,th=9}****刚性拘束裂纹试验[RRC试验]不仅可以研究延迟裂纹,还可以研究(焊接接头冷却过程中产生的各种裂纹现象)。
答文:10. {KHD:工艺基本知识,th=10}****常用焊接热裂纹试验方法有(压板对接焊接裂纹试验方法[FISCO])、(环形镶嵌裂纹试验方法)、(可变拘束试验方法)和(鱼骨状可变拘束裂纹试验方法)等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.34 熔焊(熔化焊) fusion welding 将待焊处的母材金属熔化以形成焊缝的焊接方法。
3.35 电弧焊 arc welding 利用电弧作为热源的熔焊方法,简称弧焊。
焊缝倾角0°,焊缝转角90°的焊接位置。
3
3.20 横焊位置 horizontal position 焊缝倾角0°,180°;焊缝转角0°,180°的对接位置。
3.21 立焊位置 vertical position 焊缝倾角90°(立向上),270°(立向下)的位置。
3.22 仰焊位置 overhead position 对接焊缝倾角0°,180°;转角270°的焊接位置。
硬钎焊和软钎焊的总称。采用比母材熔点低的金属材料作钎料,将焊件和 钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充 接头间隙并与母材相互扩散实现连接焊件的方法。 3.45 火焰钎焊 torch brazing(soldering)
使用可燃气体与氧气(或压缩空气)混合燃烧的火焰进行加热的钎焊。分 火焰硬钎焊(torch brazing)和火焰软钎焊(torch soldering)。 3.46 超声波软钎焊 ultrasonic soldering
I
前 言 本标准按照GB/T 1.1—2009给出的规则起草。 本标准起草单位:中船舰客教育科技(北京)有限公司、中国船舶工业集 团公司科普教育中心、中国船舶工业综合技术经济研究院、沪东中华造船(集 团)有限公司、上海外高桥造船有限公司、广船国际有限公司、中船黄埔文冲 船舶有限公司、中国航天科工集团第三研究院第二三九厂、中国航天科技集团 北京卫星制造厂有限公司、中国航空制造技术研究院、哈尔滨工业大学、北京 航空航天大学等。 本标准主要起草人:朱建华、李勇、从保强、郭宁、宋艳媛、曹磊、鲁慧 娟、孙耀刚、步贤政、王文超、赵海涛、王东昭、李海霞、孙楠、程阳。 本标准审定人:冯吉才、刘建峰、张翼飞、刘晓莉、陈庆城。 声明:本标准的知识产权归属于中船舰客教育科技(北京)有限公司,未 经中船舰客教育科技(北京)有限公司同意,不得印刷、销售。
3.23 平角焊位置 horizontal position 角接焊缝倾角0°,180°;转角45°,135°的角焊位置。
3.24 仰角焊位置 horizontal overhead position 倾角0°,180°;转角250°,315°的角焊位置。
3.25 平焊 flat position welding 在平焊位置进行的焊接。
电流产生脉冲电弧,以熔化金属并控制熔滴过渡的氩弧焊。 3.39 钨极脉冲氩弧焊 gas tungsten arc welding-pulsed arc
使用钨极的脉冲氩弧焊。 3.40 等离子弧焊 plasma arc welding(PAW)
借助水冷喷嘴对电弧的拘束作用,获得较高能量密度的等离子弧进行焊接 的方法。 3.41 激光焊 laser beam welding
3.16 塞焊缝 plug weld 两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔
内焊角焊缝者不称塞焊。 3.17 槽焊缝 slot weld
两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不 称槽焊。 3.18 焊接位置 welding position
焊件接缝所处的空间位置,可用焊缝倾角和焊缝转角来表示。有平焊、立 焊、横焊和仰焊位置等。 3.19 平焊位置 flat position
3.12 角焊缝 fillet weld 沿两直交或近直交零件的交线所焊接的焊缝。
3.13 搭接焊缝 lap weld 两零件端部重叠构成的焊缝。
3.14 端接焊缝 edge weld 两零件重叠端部构成的焊缝。
3.15T 型角焊缝 T fillet weld 沿两直交或近直交零件的交线所焊接的焊缝。
3.30 平角焊 flat fillet welding T形接头、十字接头或角接接头中一块工件处于水平位置,且焊工在俯焊状
态下进行的角焊。
4
3.31 横角焊 horizontal fillet welding 在横焊位置进行的角焊。
3.32 立角焊 fillet welding in the vertical position T形接头、十字接头或角接接头处于立焊位置进行的角焊。
3.26 横焊 horizontal position welding 在横焊位置进行的焊接。
3.27 立焊 vertical position welding 在立焊位置进行的焊接。
3.28 仰焊 overhead position welding 在仰焊位置进行的焊接。
3.29 角焊 fillet welding 为完成角焊缝而进行的焊接。
焊件经焊接后所形成的结合部分,包括焊缝、熔合区和热影响区。 3.9 对接接头 butt joint
两件表面构成大于或等于135°,小于或等于180°夹角的接头。
2
3.10 角接接头 corner joint 两件端部构成大于30°,小于135°夹角的接头。
3.11 对接焊缝 butt weld 在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
5
以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法。 3.42 压焊 pressure welding
焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法。 包括固态焊、热压焊、锻焊、扩散焊、气压焊及冷压焊等。 3.43 电阻对焊 upset welding
将工件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态, 然后迅速施加顶锻力完成焊接的方法。 3.44 钎焊 brazing(soldering)
1ቤተ መጻሕፍቲ ባይዱ
3 术语和定义 GB/T 3375—1994界定的以及下列术语和定义适用于本标准。为了方便使
用,以下重复列出了GB/T 3375—1994中的某些术语和定义。 3.1 焊接 welding
通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合 的一种方法。 3.2 焊接技能 welding technique
3.36 埋弧焊 submerged arc welding 电弧在焊剂层下燃烧进行焊接的方法。
3.37 熔化极惰性气体保护焊 metal inert-gas welding 使用熔化极电极、采用惰性气体进行的气体保护焊。
3.38 脉冲氩弧焊 argon shielded arc welding-pulsed arc 利用基值电流保持主电弧的电离通道,并周期性地加一同极性高峰值脉冲
焊件上各焊接接头盒焊缝的焊接次序。 3.6 熔敷顺序 build-up sequence, deposition sequence
堆焊或多层焊时,各焊道的施焊次序。 3.7 焊接方向 direction of welding
焊接热源沿焊缝长度增长的移动方向。 3.8 焊接接头 welded joint
高等职业学校:材料成型与控制技术、焊接技术与自动化、特种加工技术、 机械制造与自动化、机械装备制造技术、海洋工程技术、船舶工程技术、铁道
6
通信信号设备制造与维护、汽车改装技术、化工装备技术、船舶检验、港口机 械与自动控制、轮机工程技术、管道工程技术等专业。
应用型本科学校:材料科学与工程、金属材料工程、材料成型及控制工程、 焊接技术与工程、机械设计与制造、船舶与海洋工程、轮机工程、过程装备与 控制工程、水利水电工程等专业。 5 面向工作岗位(群)
II
1 范围 本标准规定了特殊焊接技术职业技能等级对应的工作项目、工作任务和职
业技能要求。 本标准适用于特殊焊接技术职业技能培训、考核与评价,相关用人单位的
人员聘用、培训与考核可参照使用。 2 规范性引用文件
下列文件对于本标准的应用是必不可少的。凡是注日期的引用文件,仅注 日期的版本适用于本标准。凡是不注日期的引用文件,其最新版本(包括所有 的修改单)适用于本标准。
特殊焊接技术 职业技能等级标准 (2019年9月试行)
目 次 前言......................................................................................................................II 1 范围.................................................................................................................1 2 规范性引用文件.............................................................................................1 3 术语和定义.....................................................................................................2 4 面向院校专业.................................................................................................6 5 面向工作岗位(群).....................................................................................7 6 职业技能等级.................................................................................................7 7 职业技能要求.................................................................................................7 参考文献.............................................................................................................25