耐压测试培训教材
耐压测试培训教材课件

企业耐压测试规范
公司标准 公司标准 公司标准
家用电器耐压测试案例
总结词
家用电器种类繁多,耐压测试是确保其安全使用的重要手段。
详细描述
家用电器如电饭煲、洗衣机、空调等都需要进行耐压测试,以确保在正常工作电压范围内不会发生电击穿现象, 从而保证用户的安全。测试时,通常会模拟电源突然升高或降低的情况,以检验家用电器的绝缘材料是否能够承 受住这种电压变化。
提供测试所需的高电压。
用于固定被测物品,确 保测试过程中的安全。
用于监测和记录测试过 程中的电压、电流等参数。
控制整个测试过程,确 保测试按照预设的参数
进行。
耐压测试设备的选择
耐压测试的操作流程
国际耐压测试标准
IEC 60060-3: 高电压试验技术-第3部 分:定义和术语
国家耐压测试标准
• 耐压测试基本概念 • 耐压测试设备与操作 • 耐压测试标准与规范 • 耐压测试应用案例
耐压测试的定义 01 02
耐压测试的目的
检测设备或系统的绝缘性能 评估设备或系统的安全性能 预防潜在故障
耐压测试的原理
基于电介质击穿的原理
测试方法分类
耐压测试设备的组成
高压电源
测试夹具
测量仪表
控制单元
耐压测试在各行业的应用前景
电力行业
电子行业
耐压测试在电力行业中应用广泛,用 于检测电气设备、电线电缆等的绝缘 性能,保障电力系统的安全稳定运行。
在电子行业中,耐压测试用于检测电 子产品的绝缘性能和可靠性,提高产 品的质量和稳定性。
耐压测试指导书

耐压测试指导书一、引言耐压测试是在电气设备的设计、生产和使用过程中广泛应用的一种重要测试手段。
通过对设备在一定电压下的耐受能力进行测试,评估设备的电气安全性,以确保设备在正常工作条件下能够安全可靠地运行。
本指导书将介绍耐压测试的基本概念、测试方法和注意事项,以帮助工程师进行有效的耐压测试。
二、耐压测试的基本概念1. 耐压测试的定义耐压测试是通过施加一定电压在设备之间或设备与地之间进行测试,以检测设备的电气绝缘强度及其与其他部分之间是否存在漏电等安全隐患。
2. 耐压测试的意义耐压测试可以评估设备在正常工作条件下的安全性能,预防电气事故的发生,保障设备的正常运行,同时也是符合相关标准和法规的必要要求。
3. 耐压测试的分类耐压测试可以分为交流耐压测试和直流耐压测试。
交流耐压测试用于检测设备对交流电压的耐受能力,直流耐压测试用于检测设备对直流电压的耐受能力。
三、耐压测试的方法1. 准备工作(1)确认测试设备和工具的完好性,并确保其符合相关标准和要求。
(2)确保测试环境安全,排除可能干扰测试结果的因素。
(3)准备测试文件和记录表格,以便记录测试结果。
2. 交流耐压测试(1)确认被测设备的输入和输出端口,并按照设备的电气连接要求连接测试设备。
(2)设置合适的测试参数,如交流电压、测试时间等。
(3)逐一进行耐压测试,记录测试结果,并根据测试是否通过确定是否需要采取修复措施。
3. 直流耐压测试(1)确认被测设备的输入和输出端口,并按照设备的电气连接要求连接测试设备。
(2)设置合适的测试参数,如直流电压、测试时间等。
(3)逐一进行耐压测试,记录测试结果,并根据测试是否通过确定是否需要采取修复措施。
四、耐压测试的注意事项1. 安全第一在进行耐压测试前,必须确保测试环境的安全,穿戴好相应的防护设备,并严格按照测试程序操作,以预防电气事故的发生。
2. 了解被测设备在进行耐压测试前,必须对被测设备的电气参数、连接方式和工作原理等进行充分了解,以确保测试的准确性和有效性。
耐压测试培训教材(1)

2 耐压测试仪操作方法
2.1 MS2670P-II简介 MS2670P-II面板及后盖板:
启动键
复位键
耐压测试培训教材(1)
2.1 MS2670P-II简介
14.“PLC”接口: 是一个9PIND 端子端,含有 各种测试信号。 15.“232”接口: 是一个标准的 9PIND型座。 16.输入电源 插座:插座内 带5A保险丝。 17.接地端: 安全保护接地 柱。
耐压测试培训教材(1)
2.3 CJ2671A操作方法
CS2671A面板
耐压测试培训教材(1)
2.3 CJ2671A操作方法
16:时间显示:1-99S倒计时;17:定时开关,“开” 时1-99S内任意设定,“关”时为手动;19:漏电流 调节钮,按下“预置开关”后可设置漏电流报警值; 21:漏电流(交流)2/20mA 档;(直流) 2/10mA 档;22:电压开关转换,常态为AC,按下为DC 。
5).以上各步确认无问题后开始进行耐压测试,按下 TEST键;
6).测试完每一块后需对模块进行放电,按下放电键; 7).放电结束后进行下一块的测试,如耐此压测重试培复训教操材(1)作。
4.耐压测试的注意事项
4.1 耐压测试注意事项
耐压测试仪的最高输出电压高达10KV,不正确地 使用仪器,将会造成严重的意外事故,故使用者在使用 前必须按规范操作! 工作台的检查: 1)、必须将工作台与其它设施隔开,并特别标明“高压 危险” 。
10).设置完成后,或设定到任何一项时,按“EXIT”键
即可退出设置状态,并将设置的数据保存,掉电不会丢
失。
耐压测试培训教材(1)
2.2 CJ2671D操作方法
CJ2671D面板
耐压测试和绝缘电阻测试仪培训资料

耐压测试和绝缘电阻测试仪培训资料安规产品(耐压/绝缘)培训讲义一、原理一)耐压测试仪1、测试目的:检测绝缘耐受工电作压或过电压的能力。
检测绝缘材料的绝缘强度。
检测因原材料、加工或运输造成的绝缘损伤。
检验绝缘的电气间隙和爬电距离。
2、测试原理:耐压测试是对各种低压电器装置、绝缘材料和绝缘结构的抗电性能进行的测试。
其测试原理是由测试仪提供一个恒定电压源(交流或者直流),要求此电压为高于被测产品正常工作电压的异常电压,并施加在被测产品上,在持续测试一段规定的时间后,根据漏电流的大小,即有无绝缘崩溃情形,来判定测试是否合格。
3、常用标准:GB 4706.1-1998——家用和类似用途电器的安全通用要求GB 9706.1-1995——医用电气设备第一部分:安全通用要求GB/T 17627.1-1998——低压电气设备的高电压试验技术GB/T 17627.2-1998——低压电气设备的高电压试验技术4、测试原则:1)基本的规定是以两倍于被测物的工作电压+1000V,作为测试的电压标准。
对具体的测试电压须参照与各个产品相关的安规标准并视工作电压及绝缘等级而制订。
2)对一般器具来说,耐压测试是测试火线与机壳之间的漏电流。
对具体的测试部位与判定标准须参照与各个产品相关的安规标准并视绝缘等级而制订。
3)本测试仪的量测的电流为高压输出端经由被测物至回路测试线的漏电电流。
这种设计摒弃高压线、夹具与大地之间电阻的漏电流,提高测量精度,可测量到微小的电流。
因此,在做测试时,被测物必须与地线和大地完全绝缘。
如果被测物地线直接接地,可能会造成无法测量到电流或所测量的电流不准确。
二)绝缘电阻测试仪1、测试目的:了解绝缘结构的绝缘性能。
(由优质绝缘材料组成的合理的绝缘结构(或用绝缘系统)应具有良好的绝缘性能和较高的绝缘电阻);了解电器产品绝缘处理质量。
(电器产品绝缘处理不佳,其绝缘性能将明显下降);了解绝缘受潮及受污染情况。
(当电气设备的绝缘受潮及受污染后,其绝缘电阻通常会明显下降);检验绝缘是否承受耐电压试验。
耐压测试培训资料

耐压测试培训内容一、耐压测试操作注意事项1.操作者脚下垫绝缘橡皮垫,戴绝缘手套,以防高压电击造成生命危险;2.仪器必须可靠接地;3.在连接被测体时,必须保证高压输出“0”及在复位状态;4.测试时,仪器拉地端与被测体要可靠相接,严禁开路;5.切勿将输出地线与交流电源线短路,以免外壳带有高压,造成危险;6.尽可以避免高压输出端与地线短路,以防发生意外;7.测试灯、超漏灯,一旦损坏,必须立即更换,以防造成误判;8.排除故障时,必须切断电源;9.仪器空载调整高压时,漏电流指示表头有起始电流,均属正常,不影响测试精度;10.仪器避免阳光正面直射,不要在高温潮湿多尘的环境中使用或存放;二.耐压测试的操作步骤耐压测试的基本原理:把一个高于正常工作的电压加在被测设备的绝缘体上,并持续一段规定的时间;如果其间的绝缘性足够好,加在上面的电压就只会产生很小的漏电电流。
如果一个被测设备绝缘体在规定的时间内,其漏电电流保持在规定的范围内,就可以确定这个被测试设备可以在正常的运行条件下安全运行。
操作步骤操作者坐椅和脚下必须垫好橡胶绝缘垫,只有在测试灯熄灭状态下,无高压输出方可进行被测机型连接或拆卸操作。
1.测试前对仪器时行校准,(方法:漏电电流5MA状态下,用700千欧陶瓷电阻跨接于地线夹同高压测试棒探头之间至仪器报警为准。
2.连接被测机型是在确定电压表指定为“0”测试灯灭状态下将仪器地线夹夹紧被测机散热架,并按下被测机型的电源开关。
3.设定仪器测试条件:A、电压:1500V; B、漏电流:5MA; C、测试时间定时为:5秒。
4.将测试探头紧贴电源线头的任一交流输入金属插片。
5.按下启动键观察测试结果,在设定时间内,超漏灯不亮,测被测机型为合格。
6.如果被测机型超过设定漏电流值,则仪器自动切断输出电压,同时锋鸣器报警超漏灯亮,则被机型为不合格,按下复位键即可清除报警声,再测试时应重新按启动键。
耐压测试工位培训讲义
德信诚培训网更多免费资料下载请进: 好好学习社区耐压测试工位培训讲义 ★一、耐压测试的目的简单说,就是通过耐压测试,将部件间绝缘不好或存有漏电(电击)隐患的产品,提前挑选出来,确保客人正常使用该变压器时不会有安全隐患和生命危险。
二、测试对象和测试参数常识1、测试对象①初级绕组与次级绕组,即:初对次“P-S ”;②初级绕组与铁芯(或屏避罩、防磁圈),即:初对地“P-C ”;③次级绕组与铁芯,即:次对地“S-C ”;④次级绕组1与次级绕组2,即:次对次“S-S ”;初级绕组1与初级绕组2,即:初对初“P-P ” 一般变压器都测试前3项,当初,次级有2个或以上独立的绕组时,才须测试第④项。
★2、测试参数常识①测试电压:即耐压仪测试时,所输出的电压,如:1.8KV 、5.04KV 、0.6KV 、3.75KV 等。
目前公司出口欧洲市场产品(AC Pin 为2个圈脚或3个方形脚)P-S 、P-C 的测试电压一般为5.04KV ,而出口美洲市场产品(AC Pin 为2个扁插脚且头部有孔)P-S 、P-C 测试电压一般为1.5-1.8KV ,出美洲市场的开关电源P-S 测试电压一般为3.75KV ;中国市场产品(高频变压器类产品)P-S 、P-C 测试电压一般为3.6-4.2KV ,而S-S 、S-C 一般测试电压都为0.6KV 〈实际测试时应以SOP (作业指导书)规定为准〉。
②漏电流上限,即测试时耐压仪判定产品是否OK 的标准,目前公司一般产品都是“1mA ”,个别产品为0.5mA 或2mA 、5mA 、10mA 等。
③测试时间,即耐压仪输出高电压侦测漏电流并判断产品是否OK 的时间,现公司一般为1S (1秒),个别机种为2S ,3S 或60S 。
④其它参数a 、测试电压的频率一般为AC 50/60Hz ;b 、测试电压的上升时间(RAMP )一般设定为最小或“OFF ”;c 、漏电流的下限正常情况下设定为0;d 、电弧侦测一般设定为“OFF ”;注:此④项若耐压仪本身无此功能可免设定,高频变压器根据客户需要一般增测电弧(ARC )。
交直流耐压试验相关知识培训

注意事项
在测试前应确保被测设备 处于正常工作状态,避免 因操作不当导致设备损坏 或人员伤亡。
试验电源与负载
试验电源
用于提供交直流耐压试验所需的 电源,应具备稳定、可靠、可调 节的特点。
试验负载
用于模拟实际工作状态下的负载 ,以更准确地评估被测设备的性 能。
03 交直流耐压试验方法与步骤
试验前的准备
操作人员资质要求
01
操作人员必须经过专业培训,熟 悉试验设备和操作流程。
02
操作人员应具备相应的电气知识 和安全意识,了解试验过程中的 危险点和应对措施。
安全防护措施
试验前应检查试验设备和被试 品是否完好,确保接地可靠。
试验过程中应穿戴绝缘鞋、绝 缘手套等个人防护用品,确保 操作人员与被试品保持安全距 离。
确定试验对象
明确试验对象,如电气 设备、材料等,并了解 其基本性能参数。
选择合适的试验设备
根据试验对象和要求, 选择合适的交直流耐压 试验设备和辅助器材。
制定试验计划
明确试验目的、试验步 骤、安全措施等,确保 试验过程顺利进行。
准备记录表格
为方便记录试验数据和
将测试仪的测试线连接到 被测设备的电源输入端和 地线端,启动测试仪进行 测量。
注意事项
在测试前应确保被测设备 处于断电状态,避免因操 作不当导致设备损坏或人 员伤亡。
漏电流测试仪
功能
测量电气设备的漏电流, 评估其安全性能。
使用方法
将被测设备的电源线和地 线分别连接到测试仪的输 入端和地线端,启动测试 仪进行测量。
06 交直流耐压试验案例分析
案例一:某电力设备耐压试验过程与结果分析
总结词
该案例介绍了某电力设备进行交直流耐压试验的过程和结果,包括试验前的准备、试验过程、数据记录和结果分 析等步骤。
耐压测试培训
CJ2673型泄漏电流耐压测试仪
2013-10-8
主讲:
7
二、耐压测试操作
1、耐压测试仪操作
2013-10-8
主讲:
8
二、耐压测试操作
3、注意事项:
1)要求操作测试仪的人员必须经过培训,考核,考核合格方可操作此
仪器。 2)要求操作时必垫。
4)操作人员离开座位时必须将仪器关闭。 5)仪器必须定期校正,损坏的零部件必须有明确标示,并要求及时更
2013-10-8
主讲:
5
二、耐压测试操作
本节学习内容
1、耐压测试仪简介 2、耐压测试操作步骤
2、操作时注意事项
2013-10-8
主讲:
6
二、耐压测试操作
1、耐压测试仪简介
2 3 4 5 1 6 7 8 9 10 11 1.电源 2.定时选择 3.漏电流选择 4.启动 5.复位 6.量程、测试项目选择 7.测试指示灯 8.测试电压设定 9.高压输出 10.测试端 11.电压显示表
4耐压测试的原理把一个高于正常工作的电压加在被测设备的绝缘体上并持续一段规定的时间如果其间的绝缘性足够好加在上面的电压就只会产生很小的漏电流
耐压测试
目录:
一、耐压测试的原理 二、耐压测试操作 三、相关标准
2013-10-8
主讲:
1
一、耐压测试原理
本节学习内容
1、 耐压测试
2、 耐压测试目的
3、 耐压测试电压
4、 耐压测试原理
2013-10-8
主讲:
2
一、耐压测试原理
1、耐压测试
耐压测试是指对各种电器装置、绝缘材料和绝缘结构的
耐受电压能力进行的测试。在不破坏绝缘材料性能的情况
耐压绝缘测试

RETURN VOLTAGE IS O
3-2选择测试模式 按【F3】键移动光棒并且使光棒停留在测试模式项目时,可利用 【F1】【F2】键选择测试模式AC/IR。交流耐压/绝缘测试模式 (AC)图面如下:
耐压/绝缘测试培训教材
六.19071/19072/19073耐压测试机基本操作 1.前面板功能说明,如图所示:
测试键
功能键
复位 键 电源开 关
GOOD显示
FAIL显示
测试显示
接地线
高压输 出
耐压/绝缘测试培训教材
2.【等待画面】:开机后,画面如下
STEP 1/1 0.000KV 0.500mA 3.0s MORE...
耐压/绝缘测试培训教材
4.按F4键,回到【等待画面】。按【START】键启动测试,当按 下此键时,会启动测试电压输出,此时DANGER的指示灯亮起,显 PASS,判定待测物为良品,蜂鸣器同时动作(短一声)。 如检测出量测值异常,主机就判定待测物为不良品,背板输 出FAIL讯号,蜂鸣器同时动作(长声),并持续动作直到主机按 【STOP】键为止。 5.此机台因全部为英文版,难以理解,操作时除以上画面需调整 外,其它画面切忌随意调动,有疑问直接找专业人员调整。
耐压/绝缘测试培训教材
五.902 HI-POT测试机基本操作 机台面板名称及操作如下图:
2
1 4
1 5
3 4
1 6
1
1 7
7
1 8 1 2
耐压测试培训教材
2.2 CJ2671D操作方法
后盖板说明: 16:“漏电流监视”,短路片从这两端拆去,再接上 一个交直流电流表就能直接监视漏电流,不接电流表 时,必须要接上短路片。 17:接地端,保护接地端 子,该端用来把仪器外壳接地,接地线用AVR0.75的 多股线。 18:“保险丝”,交流电源保险丝5A 。
2.3 CJ2671A操作方法
光标在VOLTAGE行显示,此时按“∧”或“∨”键可 以改变输出电压值,交流电压范围由0V-5000V可任意 设定。直流电压范围由0V-6000V可任意设定。
2.1 MS2670P-II简介
6).电流上限设定:在输出电压设定完成,按“SET” 键进入电流上限设定模式,液晶显示器会显示
I - H I G H = 1 0 . 0 0 mA ▍ I - L O W = 0 . 0 0 mA
4.1 耐压测试注意事项
1).将待测物或其测试工装端的测试线全部接妥,然后再 将回路线(Renturu)接到本仪器的回路端子上,最后再 将高压测试线接到本仪器的高压端子上,并检查所有的测 试线是否全部接妥。 2).测试参数设定完成后,如果要进行测试,请按“TEST” 开关,定时器也同时开始计时。测试进行时请勿触摸被测 物,以免发生危险。开始先显示缓升时间W-RAMP,缓升 结束后,时间从0重新开始正计时,显示W-TEST,进入正 常测试状态。此时显示器会显示该项测试的讯息。测试完 成后,本仪器会自动关闭输出,TEST开关上的绿色指示灯 会亮起,
2.1 MS2670P-II简介
1).将电源线连接到测试仪器后的电源插座处,黑色插孔 插入测试仪的黑色插孔中,红色高压线插头插入测试仪的 高压输出座中,然后将测试线连接到被测模块工装上。
2).在待机界面状态,按EXIT键,进入系统设置状态 。 3).在待机界面下按“SET”键进入设置记忆组界面,液 晶显示器会显示
交流耐压试验技术PPT培训课件

• 交流耐压试验技术概述 • 交流耐压试验原理 • 交流耐压试验的应用场景 • 交流耐压试验的注意事项与安全措施 • 交流耐压试验的未来发展与挑战
01
交流耐压试验技术概述
定义与特点
定义
交流耐压试验是一种常用的电气绝缘 强度试验方法,通过施加高于正常工 作电压的交流电压来检测设备的绝缘 性能。
交流耐压试验的设备与工具
01
交流耐压试验设备包括高压电源 、调压器、电压表、电流表、保 护电阻、试验变压器等。
02
这些设备与工具的作用是提供稳 定的交流电压和电流,监测电流 和电压的变化,保护被试设备和 操作人员的安全。
交流耐压试验的步骤与操作
01
02
03
04
进行交流耐压试验前,需要先 进行绝缘电阻和吸收比测量, 确认被试设备的绝缘状况。
02
交流耐压试验原理
交流耐压试验的基本原理
交流耐压试验是通过施加高于正常工作电压的交流电压,对 电气设备进行耐压测试,以检验设备的绝缘性能和承受过电 压的能力。
交流耐压试验的原理基于电气设备的绝缘电阻和电容在交流 电压作用下的性能变化,通过测量这些参数的变化,可以评 估设备的绝缘状况和耐压能力。
通过定期进行交流耐压试验,可 以及时发现并修复设备的绝缘缺 陷,提高设备的可靠性和稳定性,
延长设备使用寿命。
防止事故扩大
交流耐压试验能够检测出设备的 绝缘缺陷,及时发现并处理,防 止因设备绝缘损坏而导致的事故
扩大,降低事故损失。
交流耐压试验的历史与发展
01
历史回顾
交流耐压试验技术自20世纪初诞生以来,经历了多个发展阶段,从最初
输电,确 保在正常工作电压下不发生击穿 和闪络。
【免费下载】绝缘耐压试验培训教材
绝缘耐压试验培训教材1、总则目前,我们越来越多的使用到高压电气设备,为保证设备元器件本身的质量要求,从而保证我们成套高压设备的质量,原则上必须对所有高压元件进行绝缘耐压试验(避雷器除外)。
绝艳耐压试验用于检验和评定电工设备绝缘耐受工频电压的能力。
试验电压应是正弦波,频率应与电力系统频率相同。
通常规定用一分钟耐压试验来检验绝缘的短时耐受能力,如局部放电的破坏和介质损耗及泄漏电流引起的热破坏等。
绝缘耐压试验顺序应为:先摇绝缘-做耐压试验-再摇绝缘。
第一次摇绝缘是为了验证高压元器件是否满足绝缘要求,是否可以进行耐压试验,如绝缘摇不过,耐压试验一定无法完成。
做一分钟的工频耐压试验,是为了验证设备绝缘的短时耐受能力,看是否有闪络、局部放电发生、漏电流过大等。
第二次摇绝缘是为了验证经过耐压试验后的高压元件是否被击穿,绝缘是否被破坏。
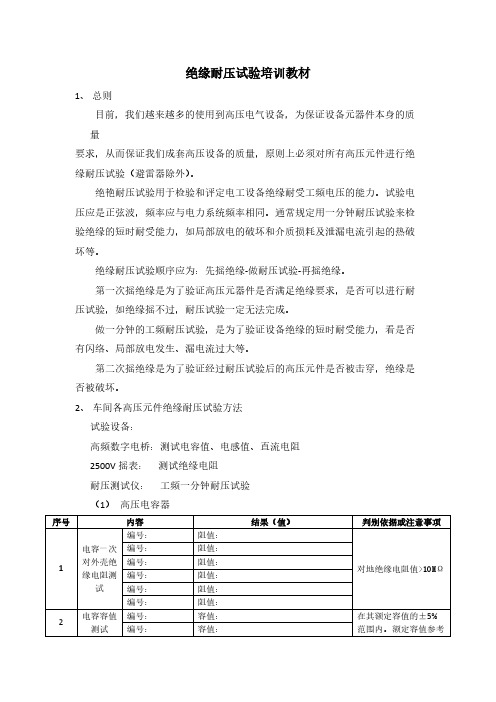
2、车间各高压元件绝缘耐压试验方法试验设备:高频数字电桥:测试电容值、电感值、直流电阻2500V 摇表: 测试绝缘电阻耐压测试仪: 工频一分钟耐压试验(1)高压电容器序号内容结果(值)判别依据或注意事项编号:阻值:编号:阻值:编号:阻值:编号:阻值:编号:阻值:1电容一次对外壳绝缘电阻测试编号:阻值:对地绝缘电阻值>10MΩ编号:容值:2电容容值测试编号:容值:在其额定容值的±5%范围内。
额定容值参考编号:容值:编号:容值:编号:容值:编号:容值:标准见附表1。
编号:试验电压:漏电流值:编号:试验电压:漏电流值:编号:试验电压:漏电流值:编号:试验电压:漏电流值:编号:试验电压:漏电流值:3电容耐压测试编号:试验电压:漏电流值:无闪络和放电现象,无跳闸。
耐压试验参考标准见附表2。
编号:阻值:编号:阻值:编号:阻值:编号:阻值:编号:阻值:4电容一次对外壳绝缘电阻测试编号:阻值:对地绝缘电阻值>10MΩ(2)放电线圈序号内容结果(值)判别依据或注意事项编号:阻值:编号:阻值:编号:阻值:编号:阻值:编号:阻值:1放电线圈一次对外壳、二次绝缘电阻测试编号:阻值:对地绝缘电阻值>10MΩ编号:阻值:编号:阻值:编号:阻值:编号:阻值:编号:阻值:2放电线圈二次绕组阻值测试编号:阻值:放电线圈两对次级绕组的阻值小于1欧姆。
耐压测试培训教材

耐压测试培训教材一、目的: 提高員工的檢測能力.二、意義: 使公司產品符合各國之安規要求三、受訓人員:制一、制二部分檢測人員四、培訓內容1.打耐壓之目的:人体的安全電壓為36V,高于36V的電壓會對人体造成傷害.所以凡高于36V之產品的都需打高壓,這也是適應國際標准安全規定之要求.2.各國電壓(各國安規)所需打的測試電壓為: TUV、CE: AC 3750V; UL、CSA: AC1500V; CCEE: AC 3000V;各机種規格電壓所需測試電壓如下:(1)机台輸入電壓:AC100V AC110V AC117V AC120V,測試電壓為:AC 1500V(2)机台輸入電壓:AC 220V AC 230V AC 240V測試電壓為AC 3750V3.注意事項⑴.操作者應帶絕橡皮手套,腳踏絕緣橡皮墊,以防電擊.⑵.打幵電源前一定要把儀器測試電壓調至最小.⑶.絕不要在加有測試電壓的情況下,將導線接到或拔出被測物体,并且也不要接觸被測物体及導線,避免遭電擊.⑷.在連接或接觸測試導線前,一定要保証輸出電壓為“0”,以及“復位”狀態,即只有在復位狀態,無高壓輸出時,才能連接或拆卸被測件.⑸.絕不要將高壓輸出端的高壓与机殼或交流電源線短路,以免高壓變壓器造成損坏,特別是漏電流選擇在20MA檔.①万一發生緊急情況,應立即切斷電源,拔出高壓測試線.②儀器處于測試狀態時,人体絕不可碰到高壓棒的金屬部分,測試結束應把高壓測試棒放于治具盒內.4.准備步驟(以CC2670高壓測試儀為例):⑴將遙控插頭插進“遙控”輸出插座.把高壓插頭旋緊于“高壓輸出”頭,把電源排插座線接于“⊥”端,然后插上電源插頭.⑵將電壓調節逆時針旋至起點處,打幵電源開關(按下為幵,彈出為關)⑶測試電壓調整:根据机种調節“電壓量程選擇鍵”(按下為:0~5KV,彈出為:0~1.5KV)順時針旋轉“電壓調節”鍵,調至所需規格測試電壓.⑷漏電流調整:按下“漏電流選擇”鍵.(彈出為0~2MA,按下為0~20MA),調節“預置調節”旋鈕,把漏電流調至0.5MA.⑸測試時間調整:調節“定時調節”鍵,把測試時間調至3秒.5.操作方法:⑴手動測試:①將定時選擇開關鍵全部按出即為“手動”狀態,按下“啟動”鍵,“測試”燈亮進入測試狀態,然后順時針旋轉“電壓調節”旋鈕到需要值,使測試電壓加到被測件上.②當測試完畢,按下“復位”鍵,切斷輸出電壓③若被測件上流過的電流大于所設定的值,儀器就會發出聲光報警,切斷輸出電壓,判斷被測件“超漏”.按下“復位”鍵即可解除報警信號.⑵定時器測試:①在連接測件之前,先按下“啟動”鍵,再調節電壓至所需值,然后按下“復位”鍵,切斷輸出,所需要的定時檔.②連接被測件.③按下“啟動”鍵開始測試,當定時器預定時間到了,測試電壓即切斷,被測件通過了測試.④若在測試過程中產生“超漏”信號,則被測件被判不合格.⑶加測試電壓:不論是“手動”或“定時”測試,只有在按下“啟動”鍵時,測試電壓才通過輸出端送出.⑷遙控測試:將帶有五芯插頭的測試棒插入五芯插座內即可進行遙控操作,按下開關(不松幵)為啟動,松幵為復位,如“超漏”報警,松幵幵關也立即復位.⑸測試時,應先將机台電源插頭插進排插座.手拿高壓測試棒對机台外露金屬,如螺絲、JACK、軸心等進行測試,測試方法:先讓棒頭接觸金屬部分,再按壓測試棒上的開關,測試時間為1~3秒,如“超漏”,指示燈亮及蜂嗚器響則為NG.出現不良時輕按“复位”鍵,儀器會恢復到測待試狀態.。
工频耐压测试操作培训

3.3将耐压设备调压归零
首先逆时针将设备调压器归 零
调压至0V
12
3.4试验方法—设备的连线
将接地线一端与 大地可靠连接, 另一端接于设备 接地端(GND), 接地线应不小于 4mm2
13
将公共线一 端连接设备 COM,另一 端接于柜体 接地端
14
将高压输出线 一端连接设备 AC,另一端由 戴上绝缘手套 操作者置于悬 空,待用
4.1各类回路的识别
18
19
20
4.2各类介电强度试验
21
22
2324Βιβλιοθήκη 252627
28
29
30
31
32
工频耐压测试操作
目录
CONTENTS
1 试验前准备
2
试验要求及安全 注意事项
3
试验方法
4
试验内容
5
记录的填写
2
1.试验前准备-设备及各种连线准备
公 共 输 出 端
高
工频耐压测试设备
压
输
出
端
接 地 端
3
设备良好且校验
校验合格且绝缘
合格
绝 缘 手 套
良好
平
稳
的
工
作
台
4
试验前准备-操作前规程阅读
试验前,操作人员需认真阅 读操作规程
5
绝缘手套的 穿戴
6
2.2安全注意事项
“闲
安
人
全
免
警
进”
示
提
围
示
栏
牌
7
a. 断开该回路中二次元件不宜做耐压的辅助和控制回路
8
b.有长延时整定 模块的需取下
交直流耐压试验相关知识培训(PPT59页)

加压时间:规程中一般规定工频耐压时间为1min。
一方面是为了便于观察被试品的情况,使有缺陷的绝缘来得及暴露(固体绝缘发生热击穿需要一定的时间); 另一方面,又不致因时间过长而引起不应有的绝缘伤害。
交流耐压试验一般有以下几种加压方式:
PART
交流耐压试验应在被试品的非破坏性试验均合格之后才能进行!
必须正确地选择试验电压的标准和耐压时间
试验电压
越高 发现绝缘缺陷有效性越高 被试品被击穿可能性越大 越低 发现绝缘缺陷有效性越低 设备运行中击穿可能性越大
规程中根据各种设备的绝缘材料和可能遭受的过电压倍 数,规定了相应的试验电压标准
湿度及表面脏污的影响
1)指针来回摆动 2)指针周期性摆动 3)指针突然冲击 4)指针指示随测量时间而变化 5)指针反指 6)接好线,未加压,表有指示
1)泄漏电流过大
2)泄漏电流过小 3)被试品低压端无法测量可用 差值法
1)按要求接线,并由专人认真检查接线盒仪器仪表,尤其是检查操作部分外壳是否已可 靠接地。确认无误后,方可通电升压。 2)升压应均匀分级进行,不可太快。 3)升压中若出现击穿、闪络等异常现象,应马上降压断开电源,并查明原因。 4)试验完毕,降压、断开电源后,应先对被试品充分放电才能更改接线。对较大容量被 试品放电时,应用高电阻放电,不能用接地线直接放电。
交直流耐压试验相关知识培训(PPT59页)
耐压试验原理及方法
交、直流耐压试验相关知识
交直流耐压试验相关知识培训(PPT59页)
目录
CONTENTS
1
前言
交、直流耐压试验介绍
2
直流耐压试验相关知识
直流泄露、直流耐压的原理、特点;
直流高压的产生;
直流电压和泄露电流的测量;
精密耐压调试培训1
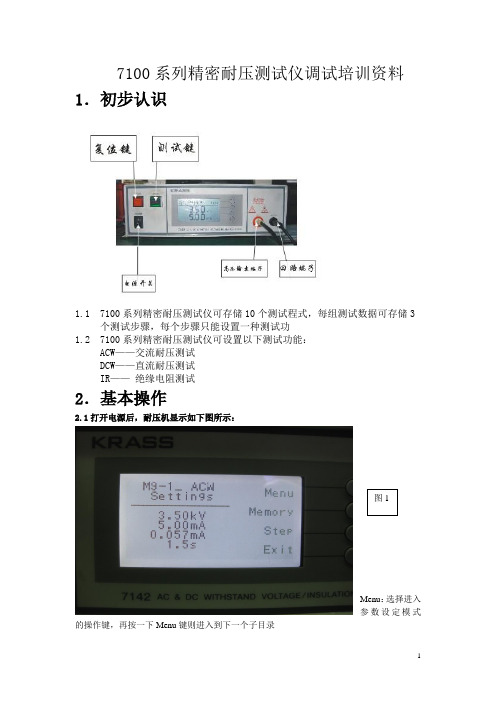
7100系列精密耐压测试仪调试培训资料 1.初步认识1.1 7100系列精密耐压测试仪可存储10个测试程式,每组测试数据可存储3个测试步骤,每个步骤只能设置一种测试功1.2 7100系列精密耐压测试仪可设置以下测试功能:ACW ——交流耐压测试 DCW ——直流耐压测试 IR —— 绝缘电阻测试2.基本操作2.1打开电源后,耐压机显示如下图所示:Menu :选择进入参数设定模式的操作键,再按一下Menu 键则进入到下一个子目录Memory:选择所要设置的记忆组,按此键,其相应的记忆组会变化如上图M9-1会变成M1-1 Setp:选择所要设置的测试步骤,按此键,其相应的测试步骤会变化如上图M9-1会变为M9-2 Exit:退出键2.2按下Menu 键,此时LCD 显示如下图:按下第二个键(TEST ),此时就会进入能数的设置面如下图按Λ或V 键会显示第二页如图所示设置完成后,按下EXIT 键,如果设单步则设置完成,若还需要测试其它功能,则按EXIT 键后,会出现如图1所示的界面: 按下Step 键,此时M9-1会变为如下图M9-2(第9组,第2步)测试参数编辑,用Λ或V 键 调至 Test Type 项,按下Edit 键,此时 Λ或V 键会变为“+“和“—“键,用 “+“和“—“键改变其测试项目,本次以绝缘电阻为例 ,如图2, 用 “+“和“—“键将测试项目更改为绝缘电阻如下图所示:按下Menu 键就进入绝缘电阻能数编辑界面如下图所示:设置方法同耐压设置。
设置完成后按Exit键退出至图一界面,则设置完成。
3.耐压仪设置注意事项3.1漏电流下限设定注意事项:测试参数设置完成后必须进行验证,首先将耐压测试架正确连接在耐压机上,然后开始空打,按下TEST键,如果LCD显示PASS,则这时漏电流下限设置太小,仪器无法判断,这时我们要重新进入参数设置,将其漏电流加大,直至空打LCD显示为FAULT为止。
3.2绝缘电阻上限为越大越好,进行设置时,我们设置为0,意思是不用判断,只需要最小阻值大于我们要求之规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.持續時間短: 一般遠小於10ms
3.非連續性 4.疊附在 sine wave之波峰上(如圖). 5.形式: pluse or spike (脈沖或尖峰)
HI-POT訓練教材
Arcing說明: HI-PASS FIELTER電路作用:用於Arc之偵測判斷但
無法量測出實際值(因其特征決定). Arcing判定: a.當Arc信號之幅寬超過其靈敏度之類比值后會報警.(I: 電流大小) b.當Arc之延續時間較長時,但CPU能反映到時也會Arc.(t: 時間)
AE在追蹤推廣自動焊錫.(主 要針對臥式類BOBBIN)
效果追蹤
治具及機器維 修中
材 料 不 良
BOBBIN毛邊 BOBBIN植PIN處裂傷 BOBBIN存在銳角不良
廠商修模改良或管制
廠商修模改良 廠商修模改良
進料已加強管 制,除毛邊外其 它已杜絕
測試 誤判 (含 Arc)
元件測試和單體測試規格不一致. 治具結构配合缺陷 測試手法及判別方法不當 TE ,PE試驗追蹤影響H/P因 從治具,測試手法及判別方 式上分別管制.
作業宣導加強 熟練度
*當出入線不同繞組交叉時
*纏腳工法不良 *層間TAPE或TUBE不良
杜絕
*粘异物
減少
HI-POT訓練教材
類別
H3
原 因分析
*COPPER不良(卷角,皺折,偏斜)
目前分析改良
效果評估
*COPER端點TAPE包法由上→下 橫→ *杜絕 豎
*使用工具(紗剪鉗)嚴格倒圓角
*層間TAPE不良(破,薄)
*採用電木或膠棒壓線
*有效繞滿規定層間膠布層數 *加裝TUBE *廠商修模及進料管制
*已基本杜絕 *杜絕 *明顯減少但毛邊 現象還未杜絕 *明顯減少但焊錫 有待治具改良 *H/P減少 *杜絕
*飛線彎折破損 *BOBBIN不良(毛邊,銳角)
*三層絕緣線破(燙,壓破) *三層絕緣線破(燙,壓破) *線包內有异物 *內飛線長度及位置不當
H/P測試原理如圖:
01001010
HI-POT訓練教材
H/P測試原理如圖: DUT電流 A/D CPU KEYS
Measured Value
HI-LMT←測試值→LO LMT
顯示
HI-LMT
LO-LMT
說明: LO-Pass fielter電路作用: 主要通過H/P信號之低頻電流.作 用是量測判別通過漏電流上下限來管制並判斷是否H/P.
*調節繞線機起繞點與幅寬使 *杜絕
*最外層繞組露出層間膠布與CORE 過近
之往中間收攏.
*A1機種出入線工法嚴格或較難做到
*制作加工治具使工法標準化
*施行待追蹤
*SCD未要求測試H4,但制程中加測
*統計相關機種給臺北修訂相 關參數或規格
*3月20日已反映 待追蹤
*限高或限胖不良
*短期對策: 提升H4規格盡可能 在前段預防.
效果追蹤
較有效,但燙傷 不能杜絕
作 業 不 良
Shielding COPPER不良(卷角, 皺折,偏斜) 層間TAPE破(出入線側或幅寬中間 紗剪使用不當) TAPE粘异物 線包胖組裝不良 WIRE彎折破損
不良減少
此類不良已基本 杜絕
加強"8S"的管制 作業宣導 WIRE加裝TUBE.
不良減少 目前尚未有效對 策 杜絕不良
HI-POT訓練教材
說明3: H/P或Arc測試之優缺點.其均為AC測試
※ AC測試優點: a.一般而言,交流測試比直流測試更容易被安規單位接受.主要 在於一般的產品大部分使用於交流的電壓下,而交流測試可以同時 對產品作正負極性的測試,與產品使用的環境一致,合乎實際狀況.
b.由於交流無法充滿那些雜散電容,從測試開始到終了,都會有 一個電流流過那些雜散電容,因此不需讓測試電壓緩慢上升,可以 一開始測試就全電壓加上,除非這種產品對衝擊電壓很敏感(ARC).
HI-POT訓練教材
三.H/P測試原理 1.HI-POT Test (高壓絕緣測試):利用高壓加於某一絕緣程度的 物體兩端通過漏電流的大小來判知物體間絕緣性是否達到其 絕緣規格要求.實質是考驗介電材料是否被擊穿.(即介電擊穿) 介電擊穿: 當加在介電材料上的電場強度超過臨界值時,電壓 突然的且非常大的增加導致介電材料完全失效,結果通過該介 電材料的幅值增大而擊穿放電. 擊穿放電: 一種完全橋接被透過的絕緣,使電极間電壓實際降 到0的放電,其放電受隨機變化的影響,為了得到統計上有效的 擊穿電壓值必須大量觀察.
效而降低絕緣阻抗使漏電流迅速增加直至介電擊穿. 3.目的: H/P是用來考驗絕緣阻抗的一種方式,以保證所使用元件或器
件符合特定環境所要求之絕緣性.
HI-POT訓練教材
Arcing定義:
1. Arcing Test (電弧測試):當高壓的兩端靠很近時,會有尖端放電 現象產生.
成因 : *元件腳未焊住(斷線,虛焊,裂錫等) *元件材料絕緣層有受損刮傷 *安規距離不夠 2.Arcing定義: Arcing 為一種物理現象,通常是指兩端點之間,因 距離不夠或有介質存在,而在通電時產生的一個跳火現象,此現 象通常為非連續性的. 3. Arcing偵測目的: 防患未然,也可說是產品可靠度及安全性試 驗.
*試驗推廣所有
機種.
HI-POT訓練教材
類別
Arc
原 因分析
*H3不良原因均可導致Arc出現
目前分析改良
*依H3之對策 *加測Arc 8等級測試 *初級→高壓 次級→低壓
效果評估
*Arc明顯減少
*治具和產品配合之合理性易誤判 *壓胖造成BOBBIN破裂 *Arc等級太高
*加COPPER保證接處良好 *短期對策: 纏腳前壓胖 *PE試驗確認放行 *使用治具限定脫膜深度
說明2: 漏電流之大小與H/P或Arc關系. H/P: I漏與H/P關系: 若IC或IT中任何一個或同時超出H/P漏 電流. HI-LMT和LO-LMT管制界限均會H/P. 現象:絕緣介質破損,安規距離不夠,或超壓時.
Arc: I漏與Arc關系: 若IX及IY,IT,IC之任何一個漏電流通過和 Arc靈敏度電位比較超出管制界限均可能Arc. 現象: 絕緣程度降低,安規距離不夠,環境條件影響測試治 具,測試手法等.
HI-POT訓練教材
試驗說明高低壓端對測試影響
高壓端
f≧60或50KHZ
低壓端
0V
f=0
HI-POT訓練教材
試驗說明高低壓端對測試影響 高壓端
A1
Ia A2 低壓端 低壓端 A1
Ib
備注:Ia>Ib 高壓端 A2
HI-POT訓練教材
Arc測試原理如圖:
>10KHZ 比較器 A/ D CPU
DUT電流
工 法 不 良
須壓胖造成斷線或BOBBIN破裂 最外層因無擋牆易露出TAPE與 CORE不良 不同繞組在同一線槽出線距離過 近或連焊 飛線點(內置)未包嚴和其它繞組 H/P
已杜絕
不同槽位出線 TAPE由橫包改為豎包
不良已杜絕
不良已杜絕
HI-POT訓練教材
類別
焊錫 不良
手動焊錫不易控制
原因
目前分析改良
HI-POT訓練教材
公司的角度: 保證公司產品品質的延續性,減少客戶抱怨,降低退貨率及 重工成本,提升商譽,贏得商機.
二.H/P定義:
1. H/P HIGH POTENTIAL 之縮寫,翻譯成高壓,高電勢. 2. 定義: 利用高壓加在某一有絕緣強度的物體兩端,通過漏電流的 大
小會因電壓變化而變化由I=U/R知,其會在一定時間內產生熱
組成: 交流漏電流+直流漏電流(微乎忽略)
漏電流組成: I漏 = IX + IY + IT + IC =2πfcu (u: 測試電壓)(如圖)
IC
IX: 組間漏電流
z
IT I漏
IX
IY: 接地漏電流
IY
IY
IT: 通過X’FMR之漏電流
IC: 透過中間介值如機殼或其它零
件中,間接產生之漏電流
HI-POT訓練教材
c.當Arc之漏電值在沒定靈敏度之臨界時,會出現Arc燈閃動但不報
警或不穩定.(n: 次數)
HI-POT訓練教材
四.制程分析及分類專案解說.
100% 80% 60% 40% 20% 0%
@~ £ } § · ¤ ¨ u k £ } ¤ ª ¤ ¨ k ü £ } ² ¿ ¤ ¨ ÷ Æ£ } § ®¤ ¨ ú Õ~ P t ´ ¸ » § (§ Arc)
HI-POT訓練教材
2.在介電擊穿前 : 在導體周圍可能形成電暈或高阻抗打弧 電暈: 空气的電離引起弧光放電. 現象 : 電場中的導體邊棱處的電荷集中致使電應力大而 引起部分擊穿. 電阻抗打弧: 空气或介質絕緣程度減弱之情況下引起介質電 離或燃燒放電打弧.
HIGHT LOW
SHORT
SHORT
HI-POT訓練教材
HI-POT訓練教材
類別
原因
無擋牆機種層間TAPE無法有效作 隔離動作 三層絕緣線本身不耐高溫
目前分析改良
在初次級未有效隔離處增 貼隔離TAPE 根據三層絕緣線特性,焊錫 溫度在420± 10℃ 纏腳前壓胖及增大線徑 調節繞線機(起繞點及幅寬) 使繞組收攏於幅寬處.
效果追蹤
已杜絕 降低不良 不良減少
HI-PASS FIELTER
靈敏度電 平調節 ARC等級
A/D
* Arc
*Breakdown
HI-POT訓練教材
6.從被測物電流訊號流徑回路,一為:LO-PASS FIELTER將電流信號 轉換成RMS值,以便量測與判定;一為:HI -PASS FIELTER則是當被測 物電流訊號有Arc(高頻信號)產生時,將低頻濾掉,只留高頻並經過量 測與判定.Arc在高壓時產生,即是在波峰上產生. Arcing信號特征: 1.高頻: 30KHZ~1MHZ