电镀产品出厂检验报告
高压柜出厂检验报告(11

本产品根据GB3906标准和本产品技术条件, 试验大纲要求, 出厂前作如下检查、试验:
一, 一般检查:
序号
检 查 项 目
技 术 要 求
记录及结论
1
框架结构
应符合图纸及工艺要求
2
表面喷涂及电镀
应符合图纸及工艺要求
3
元件装配
应符合图纸及工艺要求
4
辅助回路配线
应符合图纸及工艺要求
5
母线装配
应符合图纸及工艺要求
编号: Q/DF.B.11.41-12
高 压 柜 出 厂 检 验 报 告
订货单位:
产品名称:
型 号:
产品编号:
合 同 号:
报 告:
校 核:
审 定:
上 海 XX( 集 团) 有 限 公 司
报告日期 年 月 日
固定式高压开关柜出厂检验报告
编号: Q/DF.B.11.41-12 No 1
产品名称
型号规格
产品编号
断路器应能自由脱扣
8
以30%额定分闸电压连续操作3次
断路器不应分闸
9
联动操作
隔离开关和前后门及接地装置按照“五防”操作程序联动试验各50次
三, 额定电压下的机械特性试验:
序号
测 试 项 目
技 术 要 求
记录及结论
1
合闸时间(S)
不大于0.1
2
三相触头不同期(ms)
不大于2
分
3
合闸三相触头弹跳量(ms)
不大于2
A
B
C
4
固有分闸时间(S)
不大于0.06
5
平均合闸速度(m/s)
0.4~0.8
6
电镀产品出厂检验报告
电镀产品出厂检验报告报告编号:2024-XXXX报告日期:[日期]报告单位:[电镀产品生产单位]产品名称:[产品名称]规格型号:[规格型号]检验结果:合格1.检验目的本次检验旨在对[电镀产品]进行出厂质量检验,确保产品符合相关标准要求,保障其质量安全性能。
2.检验标准本次检验参考了以下标准和技术规范:-[相关标准1]-[相关标准2]-[相关标准3]3.检验内容本次检验主要对[电镀产品]的以下内容进行了检验:-表面光洁度-膜厚度-附着力-相容性-耐腐蚀性4.检验方法(1)表面光洁度检验:使用显微镜对产品表面进行观察,检查是否存在明显缺陷、气泡、杂质等。
(2)膜厚度测量:使用膜厚测量仪对产品膜层厚度进行测量,确保其符合标准要求。
(3)附着力测试:使用划格法对产品膜层与基材之间的附着力进行测试,判断其附着力是否合格。
(4)相容性测试:将产品暴露于指定试剂中,观察其表面是否出现异常变化。
(5)耐腐蚀性测试:将产品置于指定的腐蚀介质中,浸泡一段时间后观察其表面情况,判断其耐腐蚀性能。
5.检验结果经过以上检验项目的检测,本次[电镀产品]出厂检验结果如下:(1)表面光洁度:经观察,产品表面光洁,没有明显缺陷、气泡和杂质。
(2) 膜厚度:产品膜层厚度测量值为XXum,符合标准要求。
(3)附着力:产品膜层与基材之间的附着力经划格法测试,均达到标准要求。
(4)相容性:产品暴露于指定试剂中,表面没有出现异常变化。
(5)耐腐蚀性:产品经过腐蚀介质浸泡后,表面没有明显腐蚀现象。
6.结论根据本次检验结果,[电镀产品]通过出厂检验,符合相关标准要求,质量合格。
产品可进行包装出货,并符合相关标诺。
7.检验人员签名:[签名]8.备注如有其他特殊说明或发现的问题,在备注中进行详细说明,并提出后续处理建议。
电镀件检验规范

文件制修订记录1、抽样方案按GB/T2828.1-2012 (AQL:主0.65 次1.0)抽样标准进行随机抽检(在容器中取不同部位取样)。
2、检验依据检验卡、电镀品检验规范。
3、检验流程仓库开立送检单至IQC,IQC接送检单后应对产品标识单品名,型号及判定状态进行初步核对,若出现品名,型号或不合格产品直接做退货处理(外购产品除外),并如实对检验状况进行记录,开立品质异常通知单至上级部门进行确认并交送各相关部门进行处理。
4、环保检查若有需要,供方应提供具有权威性检测机构出示的有效期内的环保资料证书。
5、外观检验目视检查是否有如下不良现象:A、主要缺点:镀种错误、混料、裂纹、附着物、变形、脱层、掉针、黑斑、黄斑、白斑白雾、烧焦、起皮、麻点、起泡、表面蜂孔、底材外漏、局部无镀层、颜色不符、表面不光洁等不良现象(盲孔、通孔深处及工艺文件规定处除外)。
B、次要缺点:轻微水迹、稍不均匀的颜色及光泽。
6、尺寸检验参照检验卡抽取数量对来料厚度尺寸进行测量,检查是否符合技术要求,镀后产品厚度应与原本体材料厚度一致,并将测量结果记录于IQC检验记录表(尺寸测量结果记录不得低于8PCS)。
7、接触电阻测试抽取试件使用低电阻测试仪对试件两端点进行接触电阻测试,本体接触电阻应小于5mΩ、将试件进行组装、组装后成品各相互接触电阻有小于30mΩ。
8、附著性试验将试件用钳子作90°弯曲3次,检查试件是否出现脱皮、脱落等不良现象(沾锡前后各测4PCS)9、可焊性测试将试件垂直置于锡液深度为2-4㎜中在温度为260℃±5℃、时间为5秒±1秒,快速取出检查表面焊锡面需达到浸入面积的90﹪以上,且表面平滑。
10、影象仪器检查以10倍率镜头对焊锡正反两面进行观察,视浸锡部位是否有峰孔状、块状、虚焊、浸锡不均匀、未上锡及试件是否出现严重变色等不良现象。
11、高温试验取试件数量为5PCS放置于烤箱测板中部,温度为280℃±5℃、时间为180秒,试验后目视检查试件是否有表面严重发黑、发紫,镀层脱落,麻点、等外观不良现象(高温箱和回流焊各测试5 只、按照操作规范条件进行测试)。
电镀产品出厂检验报告(简单范本)
电镀产品出厂检验报告(简单范本)
电镀产品检验报告
型号规格
生产数量
序
号
检验项目
批号
判定基准
电镀良好、光泽均匀,无常
见的表面处理缺陷:气泡、电
检验依据
检验方法实测结果记录1外观检查镀烧伤、云雾、毛面、镀层毛刺、
外伤、漏镀、凹点、针眼群、粗
糙电镀、污迹、星云状麻点
目测2
电镀层厚度
测试
用膜厚测试仪测量电镀层厚度,应在0.5-0.8um之间
膜厚测试仪3
电镀层附着
力测试
用锋利小刀在表面上切割
1MM*1MM的格子,横纵数的格数不少于5格,划痕深
度应深及底层,然后用
刀片、3M胶纸
3M600#的胶纸贴在格子上。
用垂直于格子表面的方向快速拉起胶带,经附着力测试后,电镀层脱落面积《5%。
盐雾试验24小时合格
用1H铅笔,在电镀件表面以盐雾试验机4盐雾试验
5硬度测试
45度角1KG力划5条约5mm 长。
表面有1条以下划痕为
合格。
铅笔检验结论
检修职员具名检修部门签章。
手车出厂检验报告
12kV
42kV
2kV
24kV
65kV
2kV
本产品经检验,符合其规定的技术条件,同意出厂。
检验员:日期:
2
装配正确性检查
2.1
产品铭牌
固定要牢固、平整、内容完整、正确、清晰。
2.2
手车装配
螺栓连接可靠,各部件组合平整,无翘起重叠现象。
手车外形尺寸符合生产图样要求。
2.3
一次元件安装
元器件应有合格证并符合生产图样要求(当元件为630A隔离手车≤80цΩ,1250A隔离手车≤50цΩ
XXXXXXX公司
手车出厂检验报告
产品名称:_______
合同号:_______出厂编号:______
序号
检验项目
技术要求
检测结果
1
外观检查
1.1
表面涂装
色泽均匀一致、无露底漆、流痕、起皱及杂物附着在上面的现象。
1.2
电镀件
所有的电镀件的底层不得起皮、脱落、发霉及生锈的现象。
1.3
绝缘件
所有绝缘件不得有破损、裂纹等现象。
1600A及以上隔离≤35цΩ
4
机械操作
底盘车摇进摇出操作5次均可靠、灵活。
手车配柜摇进或摇出操作5次,活门均顺利打开或关上(柜体同为我公司生产时)。
手车动触头与配柜静触头配合良好、到位(柜体同为我公司生产时)。
5
手车二次接线
二次接线牢固且整齐美观,符合二次接线图的要求。
6
绝缘试验
额定电压
相间及相对地工频耐压
电镀产品质量检验记录表

盐雾测试前产品外观记录:无氧化、无黑点。
序号
01
02
03 盐雾 测试
开始时间
月日时 分
月日时 分
月日时 分
结束时间 月日时 月日时 月日时
总测试时间
结果判定
分
小时 无变化□ 边缘、孔位变黑□
分
小时 无变化□ 边缘、孔位变黑□
分
小时 无变化□ 边缘、孔位变黑□
检验员:
检验项目 附着力
用50mm胶带紧牢地粘在产品表面,垂直90度,迅速撕 检测方法及标准: 开胶带。用10倍显微镜观察胶带上是否有金属皮膜,
产品是否有起皮现象。
:Ni Cr 0.2-0.3um/min
10um/min
检验项目 附着 力、
总体结论:
外观
检测方法及标准: 不允有麻点、起皮、擦花;封油均匀、无斑痕。 检验员:
审核:
年月日
客户名称 来料日期 物料名称 生产日期 来料数量
电镀产品质量检验报告
年 月日
年 (
月日 )PCS
来料单号 颜色 检验日期 检验数量
光铬□ 珍珠镍 □ 黑铬 □
年 月日
(
)PCS
检验项目 检验标准 检验方法
耐腐蚀性 中性盐雾-小时 中性正盐雾测试
主要试验条件
1.NOU浓度 5% 2.PH6.5-7.2 3.压缩空气压力kg% 1.00-0.01 4.喷雾量(ml/80cm21)1.0-2.0 5.空气温度 47±1度 6.盐水温度 35±1度 7.试验温度 35±1度
电镀出货报告
电镀出货报告
报告编号:20210901
报告日期:2021年9月1日
报告人:XXX公司
一、产品概述
本次出货的产品为XXX公司定制的镀金产品,总数量为1000个。
二、出货情况
本次出货计划于2021年8月30日完成,实际出货时间为2021年8月31日。
出货数量为1000个,按照约定的交货地点交付。
三、产品质量
出货的每个产品均经过严格的质量检测,符合相关质量要求。
具体检测结果如下:
1. 外观质量:无划痕、无麻点、无气泡、无氧化。
2. 金属涂层厚度:镀层平均厚度在5-10微米之间。
四、后续跟踪服务
本次出货的产品,如若出现质量问题,请及时联系报告人,我们将尽快为您进行处理。
特此报告。
XXX公司
2021年9月1日。
质量检测标准和出厂报告
位置放置合理、防护得当
目测
柜面平齐,固定可靠,螺栓紧固,弹垫压平
目测、手摇
产品结构尺寸和选择应符合设计要求,柜架有足够的机械强度。
漆层色泽均匀,无明显的流痕、针孔、起泡等缺陷。
目测、手摇
序号
检查项目
质量要求
检验方法装Leabharlann 人员检验员检测结果
5
整体效果
电镀层均匀,铅化膜完整无脱镀、发黑、霉点等缺陷。
检测机柜集成,即结构、接线、系统接地、风扇和照明灯完好
目测、手摇
柜门密封部分是否良好,外门缝隙均匀,基本偏差±4,同缝差≤3,下门缝涂密封胶
目测、测量
布线整齐划一,线缆线径合规
目测
字迹清晰完整、正确美观、无污渍
目测
漆面无划伤、无锈渍,漆面无明显色差
目测
门锁齐全、锁定
目测
接地、吊装标识齐全
目测
内外卫生无杂物及可见灰尘
目测
文件检验报告、合格证齐全
目测
出厂时各配套图齐全
质量要求
检验方法
装配人员
检验员
检测结果
4
二次配线
端子排上端子排列紧密
目测
端子号码齐全
目测
端子联片隔片齐全、固定牢靠
目测、手摇
标识齐全、明显、无遗漏
目测
线槽容线量符合规格要求
目测
进入线槽的大电缆外层应剥开
目测
行线槽安装牢固、平直美观、完整,盖板规格符合图纸及工艺,缝隙小
目测、手摇
其他:符合图纸要求
目测
目测、手摇
6
性能测试
电气特性指标测定达到原理图质量标准规定
目测、测量
根据图纸用万用表逐点检测,通断符合图纸要求
电镀产品出货检验报告表单样板

检验日 期:
客户名称
品名
检验依据
检验项目
GB/T3
检验工具1ˎ电镀层厚度源自X-RAY金属表面处理
出货检验报告
订单号码
订单数量
文 件
产品料号
重量
Kg
内 部电镀
检验标准/方法
件数(盘/箱)
生产批号
其它
检验记录/留样
AU Ni BSn Zn MSn 其它
5 U" 50 U"
10 um 5 um 10 um
U"
2ˎ外观检验
目视 放镜
电镀层表面无异色,麻点,白点,起泡以及 歪PIN,变形等 异常现象
判定标准
3ˎ附着性 4ˎ焊锡测试
3M胶带 类嘴钳
采用无牙尖嘴钳将试样折弯90底来回一次后 拉平,将3M试纸胶用力粘贴于折弯平面处后 迅速拉起,观察试剥胶及产品试剥离区域表 面无起皮或脱落的现象。
环保焊锡炉
将产品焊锡部位浸入260±5℃焊锡炉内,停 留3-5秒钟后提起,观察焊锡部位的吃锡面积 达95%以上,且 平滑 饱满。
5ˎ高温测试
高温烤箱
6ˎ环保管控标准 委外测试
7ˎ包装检验
目视
最终品质判定
批准
将产品放入260±5℃高温炉内烘烤 MIN,观 察产品表面无发黑ˎ发紫,发红,流锡等异常现 象。
查询报告符合行规及客户环保管控标准
收料方向 正确,无松散,破损,符合客户要 求。
合格(OK)
审核
详见SGS测试报告
不合格(NG)
出货检验报告(适用于电镀厂)

2、压缩空气压力:0.7~1.7(kgf/cm2)
3、喷雾量:1.0~2.0ml/80cm2/h
4、饱和桶温度:■46~49℃
5、试验室温度:■35±2℃
6、试验室相对湿度:85%以上
腐蚀时间:□16H□24H□48H□72H□96H□其它H
参照标准:□客户标准□GB/T6461-2002,判定级别为9级判定方式:目视或用10倍放大镜观察,无深色或黑色腐蚀点,即判定合格。
SGS或CTI之检测报告
□不符合RoHS标准
严重AcRe轻微AcRe
AQL/
外观不合格描述
外观缺陷
不合格数量
功 能 测 试
严重
轻微
每批抽1~2PCSAc:0Re:1
□发黄
0
0
□百格测试:
□合格:不脱镀层
□不合格:脱镀层
□焊锡测试:
□合格:能饱满吃锡
□不合格:不能吃锡
□发黑
0
0
□水印
0
0
□脏污
0
0
□发白
-盐雾测试判定:□合格□不合格□测试中
综合判定:□合格□不合格
备 注:
制表人审核人:FM-Q-034 A0/保存3年
0
0
□折弯测试:
□合格:不脱镀层
□不合格:脱镀层
□螺纹/针规测试:
□合格:能顺通
□不合格:不能顺通
定:□合格□不合格
厚度测试
镀层类别
铜层厚度
镍层厚度
锡层厚度
化学镍厚
锌层厚度
客户要求(um)
0.5-5
3-8
实测厚度(um)
见附件
电镀件来料检验报告
签字/日期:
判定
合格
不合格
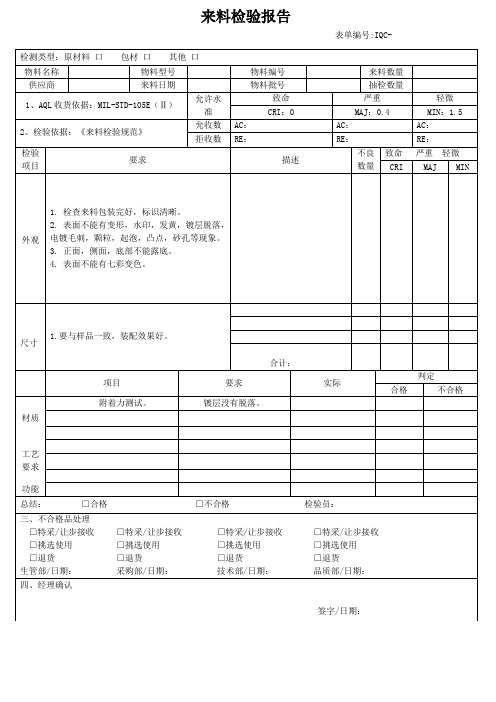
材质
附着力测试。
镀层没有脱落。
工艺要求
功能
总结: □合格 □不合格 检验员:
三、不合格品处理
□特采/让步接收 □特采/让步接收 □特采/让步接收 □特采/让步接收
□挑选使用 □挑选使用 □挑选使用 □挑选使用
□退货 □退货 □退货 □退货
生管部/日期: 采购部/日期: 技术部/日期: 品质部/日期:
RE:
RE:
RE:
检验项目
要求
描述
不良数量
致命 严重 轻微
CRI
MAJ
MIN
1.检查来料包装完好,标识清晰。
2.表面不能有变形,水印,发黄,镀层脱落,电镀毛刺,颗粒,起泡,凸点,砂孔等现象。
3.正面,侧面,底部不能露底。
4.表面不能有七彩变色。
外观
尺寸
1.要与样品一致,装配效果好。
合计:
项目
要求
实际
来料检验报告
表单编号:IQC-
检测类型:原材料 口 包材 口 其他 口
物料名称
物料型号
物料编号
来料数量
供应商MIL-STD-105E(Ⅱ)
允许水准
致命
严重
轻微
CRI:0
MAJ:0.4
MIN:1.5
2、检验依据:《来料检验规范》
允收数
AC:
AC:
AC:
拒收数
电镀锌产品的检验标准

e、镀层脆性
1)、在三件试样上进行镀层脆性试验。
2)、将试样放入180~200℃的恒温烘箱中保持0.5~1 H后,取出自然冷却,检查镀层应没有起泡、脱落的现象。
5.1.4.4、鉴定状态的保持
4.2.4、平均厚度:在同一平面内、选择平均分布的十个点进行厚度测量,所测厚度的算术平均值即为平均厚度。
4.2.5、主视面:零件在装配成完整产品后处于正常视觉范围内的可见表面。。
4.2.6、非主视面:不明显的外部表面和不易看见的内部和外部表面。
5、作业程序
5.1、供应商工艺要求
5.1.1、生产线用水水质要求
表1鉴定试验项目及试样数量
试验项目
试样数量(件)
外观
所有试样
镀层厚度
所有试样
结合强度
3
镀层脆性
3+3①
耐蚀性
3+3①
注:①其中三件为提供本公司进行复验用
东莞市坚朗五金制品有限公司
文件编号:WI-DZQC-E-001
版次:A/0
电镀锌产品的检验标准
生效日期:2008年09月01日
页次:第5页共8页
5.1.4.3、试验方法及质量目标
修改记录
修订日期
修订内容
修订人
确认
东莞市坚朗五金制品有限公司
文件编号:WI-DZQC-E-001
版次:A/0
电镀锌产品的检验标准
生效日期:2008年09月01日
页次:第2页共8页
1、目的
为有效控制外协电镀锌产品的质量,统一电镀锌产品的检验标准,特制订本检验标准。
电镀检验作业指导书

电镀检验作业指导书一、引言电镀是一种常见的金属表面处理工艺,通过将金属物体浸入电解液中,利用电流使金属离子在物体表面沉积形成一层金属薄膜,以提高物体的耐腐蚀性、美观性和机械性能。
为了确保电镀质量,需要进行电镀检验作业。
本指导书旨在提供电镀检验作业的标准格式和详细内容。
二、检验项目1. 外观检验1.1 表面光洁度:使用目视或者显微镜检查电镀件表面是否有明显的凹陷、气泡、裂纹、杂质等缺陷。
1.2 颜色均匀度:使用色差仪或者比色卡检测电镀件表面颜色的均匀度。
1.3 涂层厚度:使用涂层厚度测量仪测量电镀件表面涂层的厚度,确保符合要求。
2. 耐腐蚀性检验2.1 盐雾试验:将电镀件放置在盐雾试验箱中,经过一定时间后观察电镀层是否浮现腐蚀、起泡等现象。
2.2 酸碱试验:将电镀件浸泡在酸碱溶液中,观察电镀层是否发生变色、腐蚀等现象。
3. 附着力检验3.1 划格试验:使用划格仪在电镀件表面划格,通过目视或者显微镜观察划格区域是否有剥离、起泡等现象。
3.2 粘贴试验:将透明胶带贴在电镀件表面,迅速撕下,观察电镀层是否有剥离现象。
4. 化学成份检验4.1 X射线荧光光谱分析:使用X射线荧光光谱仪检测电镀件表面的化学成份,确保符合要求。
4.2 化学分析:采用化学分析方法,对电镀件进行成份分析,检测是否存在杂质。
5. 机械性能检验5.1 硬度测试:使用硬度计测量电镀件的硬度,检测电镀层的硬度是否符合要求。
5.2 抗拉强度测试:使用拉力试验机对电镀件进行拉伸试验,检测电镀层的抗拉强度。
三、检验方法1. 外观检验:根据检验项目1中的要求,使用目视或者相应仪器进行检验,记录检验结果。
2. 耐腐蚀性检验:根据检验项目2中的要求,将电镀件进行盐雾试验或者酸碱试验,记录检验结果。
3. 附着力检验:根据检验项目3中的要求,使用划格仪或者透明胶带进行检验,记录检验结果。
4. 化学成份检验:根据检验项目4中的要求,使用X射线荧光光谱仪或者化学分析方法进行检验,记录检验结果。
电镀喷涂产品检验标准

电镀喷涂产品检验标准1. 引言电镀喷涂产品是一种常见的金属表面处理技术,广泛应用于各个行业,例如汽车制造、建筑装饰等。
为了确保电镀喷涂产品的质量和可靠性,制定一套科学合理的检验标准十分重要。
本文档旨在提供一份电镀喷涂产品的检验标准,以指导该产品的质量检验和评估。
2. 检验项目2.1 表面平整度检验- 使用触觉和视觉检验表面是否有明显凹凸不平的缺陷。
- 提供一个10cm x 10cm的平板,在平板上检验表面的平整度。
缺陷长度不得超过1cm,宽度不得超过0.5cm。
2.2 表面光洁度检验- 使用光洁度仪器测量电镀喷涂产品的表面光洁度。
- 光洁度值应达到标准要求,具体数值以相关行业标准为准。
2.3 附着力检验- 使用附着力测试机对电镀喷涂产品进行附着力测试。
- 测试应按照相关的行业标准进行,力值应符合标准要求。
2.4 耐腐蚀性检验- 使用盐雾试验装置对电镀喷涂产品进行耐腐蚀性检验。
- 电镀喷涂产品应在盐雾试验中达到指定时间的耐腐蚀性要求。
2.5 其他检验项目- 根据具体产品的特性和要求,可以针对性地制定其他检验项目,例如耐磨性、耐热性等。
3. 检验标准评定根据以上检验项目的测试结果,对电镀喷涂产品的质量进行评定。
根据行业标准确定合格与否的标准要求,评定结果可以分为以下几个等级:- 合格:所有检验项目均符合要求。
- 基本合格:少数检验项目未达到标准要求,但不影响产品的基本使用功能和寿命。
- 不合格:多个检验项目未达到标准要求,影响产品的质量和可靠性。
4. 检验记录和报告在进行电镀喷涂产品的质量检验过程中,需要详细记录检验项目、测试方法、测试结果和评定等信息。
同时,需要生成相应的检验报告,将检验结果进行汇总和说明,以便于产品的管理和追溯。
5. 结论本文档提供了一份电镀喷涂产品的检验标准,包括了常见的检验项目和评定等级。
根据这些标准,可以对电镀喷涂产品的质量进行科学、客观的评估。
在实际应用中,可以根据具体的行业标准和要求进行相应的调整和变化。
家具出厂成品检验报告

家具出厂成品检验报告产品名称:通风柜,检验数量:120,检验日期:2019.5.21.一、主要尺寸:单位为mm。
检验项目要求检验结果判定长度对角线长度≥1400 翘曲度700≤对角线长度<1400 对角线长度<700 1500 合格合格 /邻边垂直度≤2.00 1.5 合格对边长度面板、正视面板件≤0.20 1.0 合格底脚平稳性门与框架、门与门相邻表面间的距离偏差≤2.0 抽屉与框架、抽屉与门、抽屉与抽屉相邻两表面间的距离偏差≤2.0 所有分缝≤2.0 / 合格宽度≤3.0 符合要求高≤2.0 符合要求对角线长度≤1.0 符合要求1000 <1000 ≥1000 <1000 / / 符合要求二、形状和位置公差:检验项目检验结果判定下垂度、摆动度下垂≤20.0、摆动≤15.0 合格三、用料要求:检验项目要求检验结果判定管材管材应无裂缝、叠缝;外露管口端面应封闭焊接处应无脱焊、虚焊、焊穿、错位符合要求合格焊接件焊接处应瓦夹渣、气孔、焊瘤、焊丝头、咬边、飞溅焊疤表面波纹应均匀、高低之差应不大于1mm 符合要求合格金属件外观电镀层表面细密,应无裂纹、毛刺、黑斑等缺陷。
电镀层表面应无剥落、返锈、毛刺。
金属合金件应无锈蚀、氧化膜脱落、刃口、锐棱。
电镀层表面应无烧焦、起泡、针孔、裂纹、花斑(不包括镀彩锌)和划痕。
如裂缝(贯通裂缝除外)、钝棱等,应进行修补加工。
符合要求合格四、结构要求:检验项目要求检验结果判定零部件的结合应严密、牢固;各种配件、连接件安装应不少件,漏钉、透钉(预留孔、选择孔除外)各种配件、连接件安装应严密、平整、端正、牢固,结合处应无开裂或松动符合要求合格五、注塑件要求:检验项目要求检验结果判定注塑件符合要求合格。
低压电气柜出厂检验报告

铭牌
Name pate
内容正确、清晰;安装端正、牢固。
The contents are correct and clear,Assemble is neatly and stable.
1.2
框架结构
Frame structure
框架外形及安装尺寸应符合图纸及工艺要求。
Th.overal.dimension.an.installatio.dimension.shoul.mee.th.requirement.o.drawing.an.technology...
涂色均匀,不反光;漆膜无露底、起皱、流痕、斑点及杂物,有良好的附着力;电镀层无起皮、脱落、发霉及锈蚀现象。
The painting is homogeneous,is free from light reflection,scratches flowing path,flaws and disposals,and it has good abhesive strength.The galvanizing is free from delaminating,mildew and rust.
电气间隙Electrical gap: 23 mm
爬电距离Leakage distance:25 mm
1.5
辅助回路配线Wiring
of
auxiliary circuit
线路整齐美观、牢固,标号清晰、正确。导线颜色、截面、布置方式符合标准及工艺要求;辅助回路电气间隙符合标准规定要求。
The wiring is nest and stable.The symbols are clear and correct.The colour ,cross section and arrangement of wires meet the requirements of standards and technology.
电镀件外观检验标准
电镀件外观检验标准电镀件作为一种常见的金属表面处理工艺,广泛应用于汽车、家电、电子产品等领域。
在生产过程中,外观质量是电镀件质量的重要指标之一。
为了确保电镀件外观质量符合要求,制定了相应的外观检验标准。
本文将就电镀件外观检验标准进行详细介绍,以便相关人员能够准确、全面地进行外观检验工作。
首先,对于电镀件的外观检验,应该从表面光洁度、表面平整度、表面无损伤等方面进行检查。
表面光洁度是指电镀件表面的光泽程度,应该均匀一致,无明显的斑点或污渍。
表面平整度是指电镀件表面的平整程度,应该没有凹凸不平或波纹痕迹。
表面无损伤是指电镀件表面没有划痕、氧化斑点、气泡等缺陷。
这些都是电镀件外观检验的重点内容,需要仔细检查。
其次,对于电镀件的色泽和色差也是需要进行检验的重要项目。
电镀件的色泽应该鲜艳明亮,色泽均匀一致,不能出现色差过大的情况。
色差是指同一批次的电镀件在色泽上有明显的差异,这会影响产品的整体外观质量,因此需要进行严格的检查和控制。
另外,电镀件的镀层厚度也是外观检验的重点内容之一。
镀层厚度应该符合设计要求,不能过厚或者过薄,否则会影响产品的使用寿命和外观质量。
因此,在外观检验中,需要使用合适的测厚仪器对电镀件的镀层厚度进行精确测量。
此外,对于电镀件的表面涂装和印刷图案也需要进行外观检验。
表面涂装应该均匀一致,无起泡、脱落等现象。
印刷图案应该清晰可辨,无模糊、偏移等问题。
这些都是影响电镀件外观质量的重要因素,需要进行细致的检查和评估。
最后,对于电镀件外观检验的结果,应该及时记录和整理,形成检验报告,并根据检验结果进行合理的处理和控制。
对于不合格品,应该及时进行整改或者淘汰,以确保产品的外观质量达到要求。
综上所述,电镀件外观检验标准涉及到多个方面的内容,需要进行全面、细致的检查。
只有严格按照标准要求进行外观检验,才能够确保电镀件的外观质量符合要求,满足客户的需求,提升产品的竞争力。
希望相关人员能够认真学习和掌握电镀件外观检验标准,提高外观检验的准确性和有效性,为电镀件的质量提供有力保障。
桥架出厂检验报告

当宽度≤400mm时,允许偏差为±
当宽度>400时,允许偏差为±
5
垂直度
mm
托臂自由状态时的垂直度偏差为1/100上翘
检验结论:本批产品经检验,符合标准JB/T10216-2000的规定,判为合格,准予出厂。
产品检验员:审核:2017年7月14日
桥架加工成形后,断面形状应端正,无弯曲、扭曲、裂纹、沿边毛刺等缺陷;
桥架的直线槽应光滑,平整,无损伤电缆绝缘的凸起和尖角。
2
焊接
--
焊缝应平滑,不得有气孔、夹渣、咬边、裂纹等缺陷。
3
表面涂层
um
电镀锌或锌合金≥12,热镀锌≥65,喷涂≥60,镀锌+喷涂≥60
4
制造公差
mm
当长度≤2000mm时,允许偏差为±
山东***电力设备有限公司
桥架产品出厂检验报告
规格:800*300数 量:一批
验收标准:JB/T10216-2000
检 验 内 容
序号
检验项目
单位
技 术 要 求
单项评定Biblioteka 检验结果1外观--
热镀锌桥架表面应均匀,无毛刺,过烧,挂灰,伤痕等缺陷;
电镀锌或覆铝锌表面应均匀,光亮平整;
喷涂或喷防火塑表面应均匀,平整,光亮,无起皱,气泡等缺陷;
OQC检测报告
OQC检测报告
OQC检测报告
MEASUREREPORT(OQC出厂检
验)Fax.:5%Samplingasoutputinspection/百分之五抽样检验为出厂检验标准Tool工具:游标卡尺Date日期:Measuringoff 检测者:Task名称:、生产厂商:Drawingnumber图纸
号:Versionnumber版
本:MeasureSubjectno.1Subjectno.2Subjectno.3Subjectno.4 Subjectno.5Variation12345678910111213141516171819xxx22 24抛丸,电镀,喷漆,喷涂,浸漆,表面/surface: NextStep/下一步:停止/STOP通过/PASS签名
/Signature:------------
FlourishMachinery
扩展阅读:OQC检验报告
佛山市南海旭泰铝制品厂
OQC检验报告
AQL检验日期一般检验水准CRITCAL严重不良检验依据游戏机框外观件验标准MAJOR主要不良MINOR次要不良产品型号订单号订单数量ロIロIIロIII检验项目外观检验方法目抽
检数量检验结果MAMI叛定规格尺寸图纸卡尺测量过治具MAMI 包装不良数合计允收标准客户要求目MAMI备注:检验员综合判定品质主管审核判定。