汽车制造工艺装配工艺详细图解
合集下载
汽车整车生产流程图文详解长城哈弗PPT课件

第63页/共70页
经过检测合格的车辆,还要被开到淋浴房,进行密封性能测试。在这里, 喷头喷出的水量比平时下暴雨的雨量还要大数倍。以此才能检验车辆的密 封性能如何。
第64页/共70页
经过测试合格的车,才能进行下一道工序。而不合格的车则直接 返回生产线进行重装。
第65页/共70页
测试合格的车辆还要在厂内的各种试车道上模拟各种路况进行检 测,保证车辆出厂的质量。
第33页/共70页
安装从底盘上通过的各种气液管路
第34页/共70页
然后再安装前减震器和刹车盘
第35页/共70页
安装后减震和刹车盘
第36页/共70页
再下来,发动机和变速箱是作为一个动力总成来整体安装的。安 装传动前后传动轴和排气管
第37页/共70页
安装好轮胎的底盘,就可以降到地面上了,接下来就 是等待车壳的吊装。
的安装。
第40页/共70页
第41页/共70页
安装门内密封条等内饰件
第42页/共70页
安装后门锁扣等以及B、C柱的内装饰。
第43页/共70页
安装发动机舱隔音防火墙
第44页/共70页
安装整车控制电路,在底板上预埋线束,安装仪表台 总成等
第45页/共70页
安装全车底板隔音、门板和安全带等
第46页/共70页
第38页/共70页
安装好轮胎的底盘,就可以降到地面上了,接下来就 是等待车壳的吊装。
第39页/共70页
• 底盘段暂时告一段落,国内生产的越野车,基本上都是非承载式车身。也就是说,车身 不承载全车的受力,因此这些越野车都带有底盘。有了坚固的底盘,才可以更好的进行 越野活动。
• 而在底盘段组装的同时,车身和内饰件也在紧锣密鼓地组装当中…… • 从喷漆车间中,利用传送链条,将喷好漆的车壳吊装到总装车间的内饰工段,进行内饰
经过检测合格的车辆,还要被开到淋浴房,进行密封性能测试。在这里, 喷头喷出的水量比平时下暴雨的雨量还要大数倍。以此才能检验车辆的密 封性能如何。
第64页/共70页
经过测试合格的车,才能进行下一道工序。而不合格的车则直接 返回生产线进行重装。
第65页/共70页
测试合格的车辆还要在厂内的各种试车道上模拟各种路况进行检 测,保证车辆出厂的质量。
第33页/共70页
安装从底盘上通过的各种气液管路
第34页/共70页
然后再安装前减震器和刹车盘
第35页/共70页
安装后减震和刹车盘
第36页/共70页
再下来,发动机和变速箱是作为一个动力总成来整体安装的。安 装传动前后传动轴和排气管
第37页/共70页
安装好轮胎的底盘,就可以降到地面上了,接下来就 是等待车壳的吊装。
的安装。
第40页/共70页
第41页/共70页
安装门内密封条等内饰件
第42页/共70页
安装后门锁扣等以及B、C柱的内装饰。
第43页/共70页
安装发动机舱隔音防火墙
第44页/共70页
安装整车控制电路,在底板上预埋线束,安装仪表台 总成等
第45页/共70页
安装全车底板隔音、门板和安全带等
第46页/共70页
第38页/共70页
安装好轮胎的底盘,就可以降到地面上了,接下来就 是等待车壳的吊装。
第39页/共70页
• 底盘段暂时告一段落,国内生产的越野车,基本上都是非承载式车身。也就是说,车身 不承载全车的受力,因此这些越野车都带有底盘。有了坚固的底盘,才可以更好的进行 越野活动。
• 而在底盘段组装的同时,车身和内饰件也在紧锣密鼓地组装当中…… • 从喷漆车间中,利用传送链条,将喷好漆的车壳吊装到总装车间的内饰工段,进行内饰
汽车制造总装配工艺.pptx
整车制造工艺
1 冲压
冷冲压或板料冲压是使金属板料在冲模中承 受压力而被切离或成形的加工方法。采用冷冲压 加工的汽车零件有:发动机油底壳,制动器底板, 汽车车架以及大多数车身零件。这些零件一般都 经过落料、冲孔、拉深、弯曲、翻边、修整等工 序而成形。为了制造冷冲压零件,必须制备冲模。 冲模通常分为2块,其中一块安装在压床上方并可 上下滑动,另一块安装在压床下方并固定不动。 生产时,坯料放在2块冲模之间,当上下模合拢时, 冲压工序就完成了。冲压加工的生产率很高,并 可制造形状复杂而且精度较高的零件。
整车制造工艺
二、整车制造工艺的范围
整车制造主要工艺流程包括:冲压、焊装、 涂装和总装四大工艺的工艺规划、产品工艺性 审查、工艺设计、工装设计、工艺验证和工装 验证。
整车制造工艺内容包括:冲压、焊装、涂 装和总装四大工艺的工艺过程卡、工艺指导书、 标准工序指引、作业标准、检验标准、操作规 程、材料定额、工时定额等。
不可拆式联结 两个或两个以上的零件联结后,不能拆卸。如果
拆卸,则将损坏其中的零件。
装配的地位和作用
装配将最终检验零部件的制造质量。 装配可以发现生产薄弱环节。 装配将最终影响产品质量。
装配的生产组织形式
装配生产组织形 式
固定式装配
移动式装配
按集中原则进行 按分散原则进行
强制移动式
自由移动式
整车制造工艺
3 涂装
(3)中涂
a. 打磨底漆 b. 除尘 c. 喷中涂漆 d. 中涂漆烘干
(3)中涂
整车制造工艺
3 涂装
(4)上涂
a. 打磨中涂层,去除颗粒、纤维等 b. 除尘 c. 喷面漆
面漆一般分单层面漆、双层面漆(底色+清漆)、三层 面漆(素色底色+珍珠底色+清漆) 单层面漆以素色漆为主,一般喷两遍,然后流平5~10分钟, 然后烘烤。双层面漆先喷底色(一般两遍),闪干5~10分 钟后喷两道清漆,然后流平5~10分钟,然后烘烤。 三层面漆先喷两道素色底色,然后在其上喷珍珠底色两道, 然后喷清漆。
汽车制造总装配工艺100页PPT

Fra bibliotek 谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
汽车制造总装配工艺
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
汽车制造总装配工艺
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
汽车制造工艺流程图.

员工人数/班 次
总装的工艺流程
10
某轿车的总装基本工艺流程
门锁装配
实施计划
下线调整
安装轮胎总成
左右线束装配
牌照灯线束装配
安装摇窗机总成
后灯线束
检验电器 发动机预装
中央电器装配
安装鼓风机、热交换器
安装副仪表板
11
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求
2.总装工艺流程是否满足生产节拍要求
进入底盘装配线
底盘与车身定位
完成总装 完成底盘检测调试 底盘检测调试 进入底盘调试 放下底盘托架 准备放下底盘托架
8
车身内部安装完毕 安装转向盘 安装座椅 风窗玻璃安装到位 风窗玻璃涂密封胶 准备安装前风窗玻璃
底盘与车身安装紧固 准备安装车轮 完成车轮安装 准备安装前后保险杠 完成安装前后保险杠 放下吊架
生产线工 艺流程
汽车制造总装生产线工艺流程由存储区、工件装配
区、升降区、检修区、检测区、下线区等组成。
4
收集信息
整车装配 设备
主要包括:装配线所用输送设备、发动机和前后桥等各大
总成上线设备、各种油液加注设备、出出厂检测设备及各 种专用装配设备 1.输送设备:用于总装配线、各总成分装线以及大总成上 线的输送 2.大总成上线设备:指发动机、前桥、后桥、驾驶室、车
6
收集信息
汽车总 装过程
汽车总装配线由车身储存工段、底盘装配工段、车门分 装输送工段、最终装配工段、动力总成分装工段、前梁 分装工段、后桥分装工段、仪表板总成工段、发动机总 装工段。 例:宝马总装过程
7
Байду номын сангаас
车身由涂装线过来后拆卸车门
汽车制造工艺装配工艺详细图解

装主销U型调节叉到车身:放主销后倾角U型调节叉到下控制臂
固定支架上,用2个螺母松装;放调整垫片到调节叉和固定之架之间, 紧固螺母到规定扭矩。
装横向减震杆支架到纵梁:放推力杆支架和板式组合螺栓推力杆平板总成
到纵梁,并用另一个推力杆平板总成和4个螺母松装;紧固4个螺母到规定 扭矩
第二十八页,共41页。
28
主动圆锥齿轮旋转,带动从动圆银齿轮旋转,从而完成一 级减速。第二级减速的主动圆柱齿轮与从动圆锥齿轮同轴而一起 旋转,并带动从动圆柱齿轮旋转,进行第二级减速。因从动圆柱 齿轮安装于差速器外壳上,所以,当从动圆柱齿轮转动时,通过 差速器和半轴即驱动车轮转动
14
第十四页,共41页。
收集信息
(2)差速器 差速器用以连接左右半轴,可使两侧车轮以不同角速度旋转同时传
40 第四十页,共41页。
谢谢!
第四十一页,共41页。
装前稳定杆到前桥:放前稳定杆上的连杆到前桥用2个螺母和2个螺栓
紧固到规定扭矩。
第二十九页,共41页。
29
制定计划
(5)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支架中,用 螺栓、螺母松装,用手动定扭扳手紧固
装上控制臂:用螺母及螺栓装上控制臂到前桥
装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁上的安装支 架
装前减震器下端到前桥:放前减震器到前桥的减震器规定支架上,用2个螺钉 及2个螺母紧固到规定扭矩
第三十页,共41页。
30
制定计划
2.总成配件与工具 (1)总成
上控制臂总成、螺母、螺栓、自攻螺钉、平垫圈、前螺旋簧、后桥总成、
后吊耳夹板总成、前桥总成、U型夹子、推力杆支架总成、后减震器 (2)工具
风扳手、定扭扳手、开口板子、前桥桥车、后桥桥车、撬杠、 榔头
固定支架上,用2个螺母松装;放调整垫片到调节叉和固定之架之间, 紧固螺母到规定扭矩。
装横向减震杆支架到纵梁:放推力杆支架和板式组合螺栓推力杆平板总成
到纵梁,并用另一个推力杆平板总成和4个螺母松装;紧固4个螺母到规定 扭矩
第二十八页,共41页。
28
主动圆锥齿轮旋转,带动从动圆银齿轮旋转,从而完成一 级减速。第二级减速的主动圆柱齿轮与从动圆锥齿轮同轴而一起 旋转,并带动从动圆柱齿轮旋转,进行第二级减速。因从动圆柱 齿轮安装于差速器外壳上,所以,当从动圆柱齿轮转动时,通过 差速器和半轴即驱动车轮转动
14
第十四页,共41页。
收集信息
(2)差速器 差速器用以连接左右半轴,可使两侧车轮以不同角速度旋转同时传
40 第四十页,共41页。
谢谢!
第四十一页,共41页。
装前稳定杆到前桥:放前稳定杆上的连杆到前桥用2个螺母和2个螺栓
紧固到规定扭矩。
第二十九页,共41页。
29
制定计划
(5)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支架中,用 螺栓、螺母松装,用手动定扭扳手紧固
装上控制臂:用螺母及螺栓装上控制臂到前桥
装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁上的安装支 架
装前减震器下端到前桥:放前减震器到前桥的减震器规定支架上,用2个螺钉 及2个螺母紧固到规定扭矩
第三十页,共41页。
30
制定计划
2.总成配件与工具 (1)总成
上控制臂总成、螺母、螺栓、自攻螺钉、平垫圈、前螺旋簧、后桥总成、
后吊耳夹板总成、前桥总成、U型夹子、推力杆支架总成、后减震器 (2)工具
风扳手、定扭扳手、开口板子、前桥桥车、后桥桥车、撬杠、 榔头
汽车整车生产流程图文详解长城哈弗幻灯片PPT

用吊索固定住底盘
起吊然后翻转
正面放置好后再进行下一步工序
安装从底盘上通过的各种气液管路
然后再安装前减震器和刹车盘
安装后减震和刹车盘
再下来,发动机和变速箱是作为一个动力总成来 整体安装的。安装传动前后传动轴和排气管
安装好轮胎的底盘,就可以降到地面上了, 接下来就是等待车壳的吊装。
安装好轮胎的底盘,就可以降到地面上了, 接下来就是等待车壳的吊装。
安装门内密封条等内饰件
安装后门锁扣等以及B、C柱的内装饰。
安装发动机舱隔音防火墙
安装整车控制电路,在底板上预埋线束, 安装仪表台总成等
安装全车底板隔音、门板和安全带等
将内饰流水线上安装好的车身,吊装到底盘工段, 然后进行组合,进行下一道的工序。
在地沟中把车辆的底盘和车身结合牢固
接下来安装仪表台上的一些电控设备、手 刹和6碟CD等
底盘段暂时告一段落,国内生产的越野车,基本上都是非承载式 车身。也就是说,车身不承载全车的受力,因此这些越野车都带 有底盘。有了坚固的底盘,才可以更好的进行越野活动。
而在底盘段组装的同时,车身和内饰件也在紧锣密鼓地组装当 中……
从喷漆车间中,利用传送链条,将喷好漆ห้องสมุดไป่ตู้车壳吊装到总装车间 的内饰工段,进行内饰的安装。
压制好的前翼子板,整齐放在成品区待 用。
压制成型的车辆侧车身
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。接 下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺
目标:将各种车身冲压部件焊接成完成的 车身
在焊接车间,各种各样的车身零部件在
这里结合到了一起,完成这项工作的是另一
项关键工艺——焊接。
每一道焊接完成后,工人师傅都要仔细检 查焊接情况。
汽车制造工艺ppt课件

21 纯水喷淋
22
新鲜纯水淋洗
23 沥干
24 烘干
32 强冷
31 烘干
30 放置阻尼板
29 细密封
28
喷防石击涂料
27 粗密封
26 下挂
25 强冷
33 钣金修整
34
刮一道原子灰
35
烘干打磨吹干
36
刮二道原子灰
37
烘干打磨吹干
38 喷一次中涂
39 烘干
40
补刮三道原子灰
48 二道色漆
47 一道色漆
46 精修擦净
▪ 工艺规程
▪ 规定产品或零部件制造工艺过程和操作方法等地工艺规定(文 件)。
▪ 工艺文件
▪ 指导工人操作和用于生产、工艺管理的各种技术文件。是企业 组织生产、计划生产和进行核算的重要技术参数。
▪ 工艺参数
▪ 为达到加工产品预期的技术指标,工艺过程中选用和控制的有 关量,如电流、电极压力压等。
编辑课件
▪ 工艺设计过程
▪ 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开发 -产品与过程确认-生产-(持续改进)。
编辑课件
车身制造四大工艺定义及特点
▪ 在汽车制造业中,冲压、焊装、涂装、总装合为四大核 心技术(即四大工艺)。从结构上看,轿车属于无骨架车 身,它的生产工艺流程大致为:
钢板 冲
模具 ……
▪ 冲压生产线,由多台压机构成
▪ 传输机械手
编辑课件
冲压工艺
▪ 冲压技术在汽车制造业占有重要地位
▪ 据统计,汽车上有60%~70%的零件是用冲压工艺生产出来的。因此, 冲压技术对汽车的产品质量、生产效率和生产成本都有重要的影响。
▪ 冲压工艺的特点及冲压工序的分类
汽车制造过程与总装配工艺

整车制造工艺
1 冲压
整车制造工艺
2 焊装
焊接是将两片金属局部加热或同时加热、加
压而接合在一起的加工方法。在汽车车身制造中
应用最广的是点焊。点焊适于焊接薄钢板,操作 时,2个电极向2块钢板加压力使之贴合并同时使 贴合点(直径为5—6mm的圆形)通电流加热熔化 从而牢固接合。2块车身零件焊接时,其边缘每 隔50—100mm焊接一个点,使2零件形成不连续 的多点连接。焊好整个轿车车身,通常需要上千
总装配车间工艺平面布置图
总装配车间工艺平面布置图的内容 ①总装配线长度及作业区;②车间通道;
③天车或单轨电动葫芦等各种运输设备的运行轨 道及其标高,设备平面团号;④其它设备和主要 工艺装备(如分装台、气动吊等)的安装位置及其 平面图号;⑤操作工位;⑥其他分装地、储存地、 生活间、厕所等的位置;⑦厂房的长、宽、高及 按建筑的要求表示墙体、门、窗、柱子及柱轴编 号;⑧车间内水、电、气等的动力供应点;⑨对 车间的照明、地坪负荷、通风除尘、采暖和防暑 降温要求及对厂房的结构或材料等要求加以明确 的说明。
5.底盘工程设计
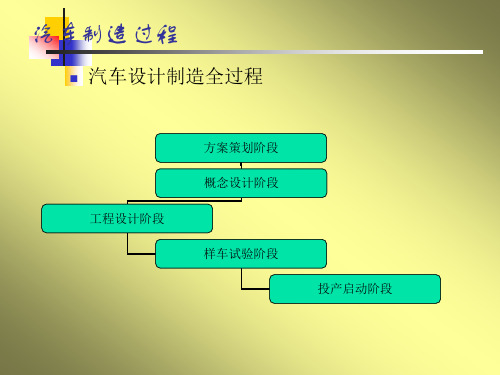
汽车设计制造全过程
第三阶段 工程设计
6.内外饰工程设计
汽车设计制造全过程
第三阶段 工程设计
7.电器工程设计
汽车设计制造全过程
第四阶段 样车试验
包括样车试制与样车试验两个过程
汽车设计制造全过程
第五阶段 投产启动阶段
整车制造工艺
一、工艺的概念
依据产品设计要求制定产品制造过程的 方法、规范、标准等技术文件统称为工 艺。例如工艺流程、工序图、工序质量 控制图等技术文件。
个焊点。焊点的强度要求很高,每个焊点可承受 5kN的拉力,甚至将钢板撕裂,仍不能将焊点部 位分离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
持并保证汽车行驶。
4
收集信息 驱动桥基本知识
1. 功能: 驱动桥处于动力传动系的末端,其基本功能是增大由传动
轴或变速器传来的转矩,并将动力合理的分配给左、右驱动
轮,另外还承受作用于路面和车架或车身之间的垂直立、纵 向力和横向力。驱动桥一般由主减速器、差速器、车轮传动 装置和驱动桥壳等组成。
5
收集信息
《汽车制造工艺》——装配工艺
任务:汽车桥的装配
主讲教师: 威兰
辅导教师: 冯志新
北京电子科技职业学院汽车工程学院
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估 总结提高
2
接受任务
熟悉汽车桥基础知识
汽车桥的种类 汽车驱动桥的功能、结构 汽车驱动桥组成 汽车前、后的安装
3
收集信息
汽车基本知识
3. 汽车驱动桥组成
4. 前、后桥的安装位置及连接关系
40
谢 谢!
41
2. 驱动桥的设计:
驱动桥设计应当满足如下基本要求:
(1)选择的主减速比应能保证汽车具有最佳的动力性和燃 料经济性。 (2)外形尺寸要小,保证有必要的离地间隙。 (3)齿轮及其他传动件工作平稳,噪声小。
6
收集信息
(4)在各种转速和载荷下具有高的传动效率。 (5)在保证足够的强度、刚度条件下,应力求质量小,尤 其是簧下质量应尽量小,以改善汽车平顺性。 (6)与悬架导向机构运动协调,对于转向驱动桥,还应与
母和2个螺栓紧固到规定扭矩。
29
制定计划
(5)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支
架中,用螺栓、螺母松装,用手动定扭扳手紧固
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前 纵梁上的安装支架 装前减震器下端到前桥:放前减震器到前桥的减震器规
定支架上,用2个螺钉及2个螺母紧固到规定扭矩
28
制定计划
(4)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支
架中,用螺栓、螺母松装,用手动定扭扳手紧固。
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁 上的安装支架。 装前减震器下端到前桥:放前减震器到前桥的减震器固定 支架上,用2个螺钉和2个螺母紧固到固定扭矩。 装前稳定杆到前桥:放前稳定杆上的连杆到前桥用2个螺
8
收集信息
1-后桥壳;2-差速
器壳;3-差速器行
星齿轮;4-差速器 半轴齿轮;5-半轴;
6-主减速器从动齿
轮齿圈;7-主减速 器主动小齿轮
9
收集信息
(2)断开式驱动桥 驱动桥采用独立悬架,即主减速器壳固定在车架上,两侧 的半轴和驱动轮能在横向平面相对于车体有相对运动的则称
为断开式驱动桥
10
收集信息
桥间差速器。其作用是在汽车转弯或在不平坦的路面上行驶
时,使前后驱动车轮之间产生差速作用。
15
收集信息
1-轴承;2-左外壳;3-垫片;4-半轴齿轮;5-垫圈;6-行星齿轮; 7-从动齿轮;8-右外壳;9-十字轴;10-螺栓
16
收集信息
(3)半轴 半轴是将差速器传来的扭矩再传给车轮,驱动车轮旋转, 推动汽车行驶的实心轴。由于轮毂的安装结构不同,而半
可分为整体铸造式、中段铸造压入钢管式和钢板冲压焊接式
等。 2) 分段式驱动桥壳
23
1、4-半轴 壳 2-左桥壳
3-右桥壳 5钢板弹簧座 6-突缘 7-半
轴套管 8-后
桥壳 9-壳盖
24
制定计划
汽车桥的装配
1.桥的装配过程 (1)左、右侧: 装后减震器到车身。装后减震器到后横梁,并用2个螺钉紧 固到规定扭矩
30
制定计划
2.总成配件与工具
(1)总成
上控制臂总成、螺母、螺栓、自攻螺钉、平垫圈、前螺旋 簧、后桥总成、后吊耳夹板总成、前桥总成、U型夹子、推 力杆支架总成、后减震器 (2)工具
风扳手、定扭扳手、开口板子、前桥桥车、后桥桥车、撬
杠、榔头
31
装配工艺卡
实施计划
32
装配工艺卡
实施计划
33
装配工艺卡
轴的受力情况也不同。所以,半轴分为全浮式、半浮式、3
/4浮式三种型式。
17
收集信息
1)全浮式半轴 一般大、中型汽车均采用全浮式结构。 半轴的内端用花 键与差速器的半轴齿轮相连接,半轴的外端锻出凸缘,用 螺栓和轮毂连接。轮毂通过两个相距较远的圆锥滚子轴承
文承在半轴套管上。半轴套管与后桥壳压配成一体,组成
27
制定计划
(3)放前桥和后桥到车身:将前桥运至前桥举升器上,后 桥运至后桥举升器上,将前后桥举升器行至车身下面,升起 到装配位置。 装主销U型调节叉到车身:放主销后倾角U型调节叉到下
控制臂固定支架上,用2个螺母松装;放调整垫片到调节叉
和固定之架之间,紧固螺母到规定扭矩。 装横向减震杆支架到纵梁:放推力杆支架和板式组合螺 栓推力杆平板总成到纵梁,并用另一个推力杆平板总成和4 个螺母松装;紧固4个螺母到规定扭矩
12-空心梁
19
收集信息
2)半浮式半轴 半浮式半轴的内端与全浮式的一样,不承受弯扭。其外端 通过一个轴承直接支承在半轴外壳的内侧。这种支承方式将 使半轴外端承受弯矩。因此,这种半袖除传递扭矩外,还局
部地承受弯矩,故称为半浮式半轴。这种结构型式主要用于
小客车
20
收集信息
1-止推块;2-
半轴;3-圆
锥滚子轴承; 4-锁紧螺母; 5-键;6-轮毂; 7-桥壳凸缘
21
收集信息
3)3/4浮式半轴 3/4浮式半轴是受弯短的程度介于半浮式和全浮式之间。 此式半轴目前应用不多,只在个别小卧车上应用,如华沙
M20型汽车
22
收集信息
(4)桥壳 1) 整体式桥壳 整体式桥壳因强度和刚度性能好,便于主减速器的安装、 调整和维修,而得到广泛应用。整体式桥壳因制造方法不同,
驱动桥壳。用这样的支承形式,半轴与桥壳没有直接联系, 使半轴只承受驱动扭矩而不承受任何弯矩,这种半轴称为 “全浮式”半轴。所谓“浮”意即半轴不受弯曲载荷
18
收集信息
1- 半轴套管;2调整螺母;3-油 封;4-锁紧垫圈; 5-锁紧螺母;6-
半轴;7-轮毂螺
栓; 8,10-圆锥 滚子轴承;9-轮
毂;11-油封;
1-主减速器;2半轴;3-弹性元 件;4-减振器; 5-车轮;6-摆臂; 7-摆臂轴
11
收集信息
4.驱动桥的组成
驱动桥主要由主减速器、差速器、半轴和驱动桥壳等组成
(1)主减速器 主减速器一般用来改变传动方向,降低转速,增大扭矩, 保证汽车有足够的驱动力和适当的速皮。主减速器类型较多, 有单级、双级、双速、轮边减速器等。
装后板簧后吊耳到车身下支架。放后板簧后端到图示后吊
耳夹板中用螺母及螺栓松装 装后减震器下端到后桥上,并用垫圈及螺母紧固到规定扭 矩
25
制定计划
(2)装热风地板通道 把堵放到加热器地板通道上的孔中固定 将通道总成装到空调加热器上,并将通道卡入空调加热 器的弹簧卡子中
对准前面的两个空,用2个螺钉按规定扭矩将加热器紧固
实施计划
34
装配工艺卡
实施计划
35
装配工艺卡
实施计划
36
装配工艺卡
实施计划
37
装配工艺卡
实施计划
38
检验评估
1.检查后减震器安装是否牢固
2.检查前后桥安装是否牢固 3.检查上控制臂安装是否牢固 4.检查各总成部件安装连接是否达到规定扭距
39
总结提高
1. 汽车桥的作用 2. 汽车驱动桥的分类、结构
转向机构运动相协调。
(7)结构简单,加工工艺性好,制造容易,拆装、调整方 便。
7
收集信息
3.驱动桥的分类
驱动桥分非断开式与断开式两大类。
(1)非断开式驱动桥 非断开式驱动桥也称为整体式驱动桥,其半轴套管与 主减速器壳均与轴壳刚性地相连一个整体梁,因而两侧 的半轴和驱动轮相关地摆动,通过弹性元件与车架相连。 它由驱动桥壳1,主减速器(图中包括6、7),差速器 (图中包括2、3、4)和半轴5组成。
13
收集信息
主动圆锥齿轮旋转,带动从动圆银齿轮旋转,从而完成 一级减速。第二级减速的主动圆柱齿轮与从动圆锥齿轮同轴 而一起旋转,并带动从动圆柱齿轮旋转,进行第二级减速。 因从动圆柱齿轮安装于差速器外壳上,所以,当从动圆柱齿
轮转动时,通过差速器和半轴即驱动车轮转动
14
收集信息
(2)差速器 差速器用以连接左右半轴,可使两侧车轮以不同角速度旋 转同时传递扭矩。保证车轮的正常滚动。有的多桥驱动的汽 车,在分动器内或在贯通式传动的轴间也装有差速器,称为
汽车的桥主要分为:前桥和后桥,前桥即转向桥,主
要作用是利用转向节的传动实现汽车转向,将主动桥(后桥 传来的推力传给车轮,制动时承受着制动力和力矩。后桥即 驱动桥,主动桥,用来支持车架。并从车架传递负荷到车轮 上。这两个是汽车底盘的行使系得一部分。行使系是汽车在
道路上行驶的部分。他将汽车个总成部分连接为以整体,支
12
收集信息 1)单级主减速器 由一对减速齿轮实现减速的装置,称为单级减速器。其结 构简单,重量轻,东风BQl090型等轻、中型载重汽车上应用重较大的载重汽车,要求较大的减速比,用单级 主减速器传动,则从动齿轮的直径就必须增大,会影响驱动 桥的离地间隙,所以采用两次减速。通常称为双级减速器。 双级减速器有两组减速齿轮,实现两次减速增扭。
26
制定计划
(2)放前桥和后桥到车身:将前桥运至前桥举升器上,后
桥运至后桥举升器上;将前后桥举升器行至车身下面,升起 到装配位置。 装后吊耳夹板到车身下支架:装后板簧吊耳板到后板簧 安装支架,用螺栓松装。
4
收集信息 驱动桥基本知识
1. 功能: 驱动桥处于动力传动系的末端,其基本功能是增大由传动
轴或变速器传来的转矩,并将动力合理的分配给左、右驱动
轮,另外还承受作用于路面和车架或车身之间的垂直立、纵 向力和横向力。驱动桥一般由主减速器、差速器、车轮传动 装置和驱动桥壳等组成。
5
收集信息
《汽车制造工艺》——装配工艺
任务:汽车桥的装配
主讲教师: 威兰
辅导教师: 冯志新
北京电子科技职业学院汽车工程学院
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估 总结提高
2
接受任务
熟悉汽车桥基础知识
汽车桥的种类 汽车驱动桥的功能、结构 汽车驱动桥组成 汽车前、后的安装
3
收集信息
汽车基本知识
3. 汽车驱动桥组成
4. 前、后桥的安装位置及连接关系
40
谢 谢!
41
2. 驱动桥的设计:
驱动桥设计应当满足如下基本要求:
(1)选择的主减速比应能保证汽车具有最佳的动力性和燃 料经济性。 (2)外形尺寸要小,保证有必要的离地间隙。 (3)齿轮及其他传动件工作平稳,噪声小。
6
收集信息
(4)在各种转速和载荷下具有高的传动效率。 (5)在保证足够的强度、刚度条件下,应力求质量小,尤 其是簧下质量应尽量小,以改善汽车平顺性。 (6)与悬架导向机构运动协调,对于转向驱动桥,还应与
母和2个螺栓紧固到规定扭矩。
29
制定计划
(5)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支
架中,用螺栓、螺母松装,用手动定扭扳手紧固
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前 纵梁上的安装支架 装前减震器下端到前桥:放前减震器到前桥的减震器规
定支架上,用2个螺钉及2个螺母紧固到规定扭矩
28
制定计划
(4)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支
架中,用螺栓、螺母松装,用手动定扭扳手紧固。
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁 上的安装支架。 装前减震器下端到前桥:放前减震器到前桥的减震器固定 支架上,用2个螺钉和2个螺母紧固到固定扭矩。 装前稳定杆到前桥:放前稳定杆上的连杆到前桥用2个螺
8
收集信息
1-后桥壳;2-差速
器壳;3-差速器行
星齿轮;4-差速器 半轴齿轮;5-半轴;
6-主减速器从动齿
轮齿圈;7-主减速 器主动小齿轮
9
收集信息
(2)断开式驱动桥 驱动桥采用独立悬架,即主减速器壳固定在车架上,两侧 的半轴和驱动轮能在横向平面相对于车体有相对运动的则称
为断开式驱动桥
10
收集信息
桥间差速器。其作用是在汽车转弯或在不平坦的路面上行驶
时,使前后驱动车轮之间产生差速作用。
15
收集信息
1-轴承;2-左外壳;3-垫片;4-半轴齿轮;5-垫圈;6-行星齿轮; 7-从动齿轮;8-右外壳;9-十字轴;10-螺栓
16
收集信息
(3)半轴 半轴是将差速器传来的扭矩再传给车轮,驱动车轮旋转, 推动汽车行驶的实心轴。由于轮毂的安装结构不同,而半
可分为整体铸造式、中段铸造压入钢管式和钢板冲压焊接式
等。 2) 分段式驱动桥壳
23
1、4-半轴 壳 2-左桥壳
3-右桥壳 5钢板弹簧座 6-突缘 7-半
轴套管 8-后
桥壳 9-壳盖
24
制定计划
汽车桥的装配
1.桥的装配过程 (1)左、右侧: 装后减震器到车身。装后减震器到后横梁,并用2个螺钉紧 固到规定扭矩
30
制定计划
2.总成配件与工具
(1)总成
上控制臂总成、螺母、螺栓、自攻螺钉、平垫圈、前螺旋 簧、后桥总成、后吊耳夹板总成、前桥总成、U型夹子、推 力杆支架总成、后减震器 (2)工具
风扳手、定扭扳手、开口板子、前桥桥车、后桥桥车、撬
杠、榔头
31
装配工艺卡
实施计划
32
装配工艺卡
实施计划
33
装配工艺卡
轴的受力情况也不同。所以,半轴分为全浮式、半浮式、3
/4浮式三种型式。
17
收集信息
1)全浮式半轴 一般大、中型汽车均采用全浮式结构。 半轴的内端用花 键与差速器的半轴齿轮相连接,半轴的外端锻出凸缘,用 螺栓和轮毂连接。轮毂通过两个相距较远的圆锥滚子轴承
文承在半轴套管上。半轴套管与后桥壳压配成一体,组成
27
制定计划
(3)放前桥和后桥到车身:将前桥运至前桥举升器上,后 桥运至后桥举升器上,将前后桥举升器行至车身下面,升起 到装配位置。 装主销U型调节叉到车身:放主销后倾角U型调节叉到下
控制臂固定支架上,用2个螺母松装;放调整垫片到调节叉
和固定之架之间,紧固螺母到规定扭矩。 装横向减震杆支架到纵梁:放推力杆支架和板式组合螺 栓推力杆平板总成到纵梁,并用另一个推力杆平板总成和4 个螺母松装;紧固4个螺母到规定扭矩
12-空心梁
19
收集信息
2)半浮式半轴 半浮式半轴的内端与全浮式的一样,不承受弯扭。其外端 通过一个轴承直接支承在半轴外壳的内侧。这种支承方式将 使半轴外端承受弯矩。因此,这种半袖除传递扭矩外,还局
部地承受弯矩,故称为半浮式半轴。这种结构型式主要用于
小客车
20
收集信息
1-止推块;2-
半轴;3-圆
锥滚子轴承; 4-锁紧螺母; 5-键;6-轮毂; 7-桥壳凸缘
21
收集信息
3)3/4浮式半轴 3/4浮式半轴是受弯短的程度介于半浮式和全浮式之间。 此式半轴目前应用不多,只在个别小卧车上应用,如华沙
M20型汽车
22
收集信息
(4)桥壳 1) 整体式桥壳 整体式桥壳因强度和刚度性能好,便于主减速器的安装、 调整和维修,而得到广泛应用。整体式桥壳因制造方法不同,
驱动桥壳。用这样的支承形式,半轴与桥壳没有直接联系, 使半轴只承受驱动扭矩而不承受任何弯矩,这种半轴称为 “全浮式”半轴。所谓“浮”意即半轴不受弯曲载荷
18
收集信息
1- 半轴套管;2调整螺母;3-油 封;4-锁紧垫圈; 5-锁紧螺母;6-
半轴;7-轮毂螺
栓; 8,10-圆锥 滚子轴承;9-轮
毂;11-油封;
1-主减速器;2半轴;3-弹性元 件;4-减振器; 5-车轮;6-摆臂; 7-摆臂轴
11
收集信息
4.驱动桥的组成
驱动桥主要由主减速器、差速器、半轴和驱动桥壳等组成
(1)主减速器 主减速器一般用来改变传动方向,降低转速,增大扭矩, 保证汽车有足够的驱动力和适当的速皮。主减速器类型较多, 有单级、双级、双速、轮边减速器等。
装后板簧后吊耳到车身下支架。放后板簧后端到图示后吊
耳夹板中用螺母及螺栓松装 装后减震器下端到后桥上,并用垫圈及螺母紧固到规定扭 矩
25
制定计划
(2)装热风地板通道 把堵放到加热器地板通道上的孔中固定 将通道总成装到空调加热器上,并将通道卡入空调加热 器的弹簧卡子中
对准前面的两个空,用2个螺钉按规定扭矩将加热器紧固
实施计划
34
装配工艺卡
实施计划
35
装配工艺卡
实施计划
36
装配工艺卡
实施计划
37
装配工艺卡
实施计划
38
检验评估
1.检查后减震器安装是否牢固
2.检查前后桥安装是否牢固 3.检查上控制臂安装是否牢固 4.检查各总成部件安装连接是否达到规定扭距
39
总结提高
1. 汽车桥的作用 2. 汽车驱动桥的分类、结构
转向机构运动相协调。
(7)结构简单,加工工艺性好,制造容易,拆装、调整方 便。
7
收集信息
3.驱动桥的分类
驱动桥分非断开式与断开式两大类。
(1)非断开式驱动桥 非断开式驱动桥也称为整体式驱动桥,其半轴套管与 主减速器壳均与轴壳刚性地相连一个整体梁,因而两侧 的半轴和驱动轮相关地摆动,通过弹性元件与车架相连。 它由驱动桥壳1,主减速器(图中包括6、7),差速器 (图中包括2、3、4)和半轴5组成。
13
收集信息
主动圆锥齿轮旋转,带动从动圆银齿轮旋转,从而完成 一级减速。第二级减速的主动圆柱齿轮与从动圆锥齿轮同轴 而一起旋转,并带动从动圆柱齿轮旋转,进行第二级减速。 因从动圆柱齿轮安装于差速器外壳上,所以,当从动圆柱齿
轮转动时,通过差速器和半轴即驱动车轮转动
14
收集信息
(2)差速器 差速器用以连接左右半轴,可使两侧车轮以不同角速度旋 转同时传递扭矩。保证车轮的正常滚动。有的多桥驱动的汽 车,在分动器内或在贯通式传动的轴间也装有差速器,称为
汽车的桥主要分为:前桥和后桥,前桥即转向桥,主
要作用是利用转向节的传动实现汽车转向,将主动桥(后桥 传来的推力传给车轮,制动时承受着制动力和力矩。后桥即 驱动桥,主动桥,用来支持车架。并从车架传递负荷到车轮 上。这两个是汽车底盘的行使系得一部分。行使系是汽车在
道路上行驶的部分。他将汽车个总成部分连接为以整体,支
12
收集信息 1)单级主减速器 由一对减速齿轮实现减速的装置,称为单级减速器。其结 构简单,重量轻,东风BQl090型等轻、中型载重汽车上应用重较大的载重汽车,要求较大的减速比,用单级 主减速器传动,则从动齿轮的直径就必须增大,会影响驱动 桥的离地间隙,所以采用两次减速。通常称为双级减速器。 双级减速器有两组减速齿轮,实现两次减速增扭。
26
制定计划
(2)放前桥和后桥到车身:将前桥运至前桥举升器上,后
桥运至后桥举升器上;将前后桥举升器行至车身下面,升起 到装配位置。 装后吊耳夹板到车身下支架:装后板簧吊耳板到后板簧 安装支架,用螺栓松装。