PWHT 模拟焊后热处理
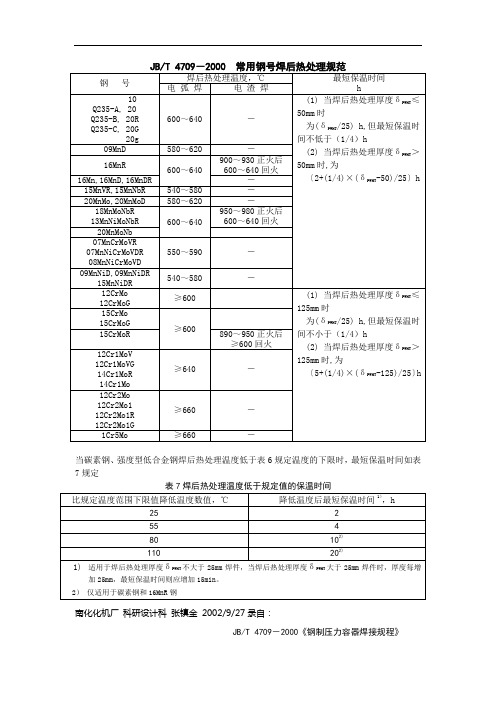
JB 4709-2000 常用钢号焊后热处理规范
55
4
80
102)
110
202)
1)适用于焊后热处理厚度δPWHT不大于25mm焊件,当焊后热处理厚度δPWHT大于25mm焊件时,厚度每增加25mm,最短保温时间则应增加15min。
2) 仅适用于碳素钢和16MnR钢
南化化机厂 科研设计科 张镇金2002/9/27录自:
JB/T 4709-2000《钢制压力容器焊接规程》
-
18MnMoNbR
13MnNiMoNbR
600~640
950~980正火后
600~640回火
20MnMoNb
07MnCrMoVR
07MnNiCrMoVDR
08MnNiCrMoVD
550~590
-
09MnNiD,09MnNiDR
15MnNiDR
540~580
-
12CrMo
12CrMoG
≥600
(1) 当焊后热处理厚度δPWHT≤125mm时
JB/T 4709-2000 常用钢号焊后热处理规范
钢 号
焊后热处理温度,℃
最短保温时间
h
电 弧 焊
电 渣 焊
10
Q235-A, 20
Q235-B, 20R
Q235-C, 20G
20g
600~640
-
(1) 当焊后热处理厚度δPWHT≤50mm时
为(δPWHT/25) h,但最短保温时间不低于(1/4)h
(2) 当焊后热处理厚度δPWHT>50mm时,为
〔2+(1/4)×(δPWHT-50)/25〕h
09MnD
580~620
-
16MnR
600~640
900~930正火后
焊后热处理基本知识

焊接接头焊后热处理基本知识培训一、焊后热处理的概念1.1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200℃~350℃保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关,一般不少于30min加热方法:火焰加热、电加热保温后的措施:用保温棉覆盖让其缓慢冷却至室温NB/T47015-2011关于后热的规定:1.2焊后热处理(PWHT):广义上:焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响。
1.3压力容器及压力管道焊接中所说的焊后热处理是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:(1)降低或消除由于焊接而产生的残余焊接应力。
(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
(4)提高焊接接头的塑性。
(5)提高焊接接头冲击韧性和断裂韧性。
(6)提高抗应力腐蚀能力。
(7)提高组织稳定性。
热处理的方式:整体热处理、局部热处理1.4焊接应力的危害和降低焊接应力的措施焊接应力是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
1.4.1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害:1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度和稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度和尺寸的稳定性。
1.4.2降低焊接应力的措施1)设计措施:(1)构件设计时经量减少焊缝的尺寸和数量,可减少焊接变形,同时降低焊接应力(2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加(3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式2)工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸),与焊接区同时拉伸(膨胀)和同时压缩(收缩)(5)焊接高强钢时选用塑性较好的焊条(6)采用整体预热(7)焊后消氢处理(8)采用整体焊后热处理(9)利用振动法消除焊接残余应力二、容器及受压元件应按材料、焊接接头厚度、结构形式、介质和设计要求确定是否进行焊后热处理。
焊后热处理要求

焊后热处理要求1、ASME SEC ⅧDIV 1焊后热处理要求1、通则所有现场焊道要求PWHT,除非符合下述每一P编号组群排除条款要求。
2、P-1及P-10C组群1材料,符合下述条件不要求PWHTa、材料厚度在1-1/2吋(含)以下,如果材料厚度超过1-1/4 吋且预热至少200℉而且UW-2章节在使用上无PWHT之要求。
b、对材料厚度在1-1/2吋及当UW-2要求PWHT之任何厚度材料,则所有焊接连接及附属件必须进行热处理,除非下述之非强制性条件:角焊及开槽焊道尺寸不超过1/2吋之附属喷嘴连接且完成之内径不大于2吋,如果不形成纽带(ligament)而要求增加壳体或head厚度且预热至少200℉。
非压力配件附属到压力配件且角焊喉厚在1/2吋(含)以下,及植钉焊至压力配件,如果当压力配件厚度超过1-1/4吋且经预热至少200℉。
3、P-3及P-10A组群1材料P-3组群1及2与P-10A(除SA487,等级IQ)在下述要求条件下不做PWHT。
a、对厚度在5/8吋(含)以下的材料,如果既有焊接程序检定厚度等于或超过生产焊接且UW-2章节在使用上无PWHT之要求。
b、对材料厚度超过5/8吋及当UW-2要求PWHT之任何厚度的材料,则所有焊接连接及附属件必须进行热处理,除非下述之非强制性条件:管件公称壁厚小于1/2吋(含)且规定最大含碳量不超过0.25%圆周焊接(circumferential welds)。
非压力配件附属至压力配件角焊,其喉厚在1/2吋以下(含)及植钉焊至压力件且含碳量不超过0.25%同时经至少200℉之预热。
4、P-4组群1及2材料在下述条件下不做PWHT:a、对管件之圆周焊接,对无压力角焊最大喉厚在1/2吋及植钉焊至管件材料而符合所有下列规定:最大公称外径4吋。
最大厚度5/8吋。
不超过0.15%之最大规定碳含量。
至少预热250℉。
b、对SA-202等级A及B厚度在5/8吋(含)以下的材料,如果既有之焊接程序检定等于或超过生产焊接且UW-2章节在使用上无PWHT之要求。
焊后热处理(PWHT)和焊后消除应力热处理的区别

焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
模拟焊后热处理制度对临氢12Cr2Mo1R钢板性能的影响

·试验研究·
宽厚板
WIDE AND HEAVY PLATE
Vol. 18,No. 1
February 2012 ·5·
模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响
吴艳阳 温 冰 牛红星 张 萌
( 舞阳钢铁有限责任公司)
摘 要 介绍了模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响,结果表明: 相同的模拟焊后温 度下,随着模拟焊后时间的延长,钢板的强度降低,延伸率升高,模拟焊后时间的延长对钢板的冲击性能、晶粒 度、显微组织影响不大。
T -3
正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 出炉空冷
300 300 300 100 100 100 2. 49 2. 51 2. 49
T -4
正火 + 回火 + 690 ℃ × 26 h ,控制装出炉温度及升降温速度
297 283 300 100 100 100 2. 45 2. 38 2. 49
出现上述性能变化规律,是因为模拟焊后热 处理的过程相当于一个时效过程。随着时效时候 的延长,钢板的拉伸性能逐渐恶化。由钢板的金 相组织检验结果可以看出: 钢板经正火 + 回火热 处理后,其组织为回火贝氏体,可以看出明显的奥 氏体晶界,其晶内析出大量的弥散的点状合金碳 化物。经 690 ℃ × 6 h( 控制升降温速度和装出炉 温度) 模拟焊后热处理后,晶内析出物明显增多, 且在奥氏体晶界上析出一定量的合金碳化物。钢 板经 690 ℃ × 6 h( 空冷) 模拟焊后热处理后,晶内 及晶界均析出颗粒状合金碳化物,形貌与钢板经 690 ℃ × 6 h( 控制升降温速度和装出炉温度) 形 貌接近。进一步延长模拟焊后保温时间,钢板经 690 ℃ × 26 h( 控制升降温速度和装出炉温度) 模 拟焊后热处理后,晶内、晶界析出物进一步增多, 晶内析出物尺寸不变,呈弥散状分布。对于 Cr - Mo 钢板,其成分中含有 Cr、Mo 等强碳化物形成 元素,强烈推迟奥氏体向珠光体的转变,所以钢板 经正火、回火热处理后,组织为回火贝氏体,具有 良好的冲击性能和拉伸性能。Cr - Mo 钢中强度 主要依靠 C 元素、合金元素的固溶强化以及在晶 界及晶内析出碳化物的析出强化效果来实现。
焊后热处理(PWHT)和焊后消除应力热处理的区别
焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
(整理)局部焊后热处理程序LOCAL PWHT PROCEDURE
局部焊后热处理程序LOCAL PWHT PROCEDURETable of Content1. PURPOSE (2)2. SCOPE (2)3. REFERENCES (2)4. METHOD OF PWHT (2)5.REQUIREMENTS (3)5.1 PREPARATION PRIOR TO PWHT (3)5.2 EXECUTION OF PWHT (5)5.3 PWHT RECORD SYSTEM (5)1. PURPOSEDuring installations of the 5 feedstock tanks, some parts will be carried out PWHT on site. This procedure is issued to ensure that PWHT can carry out smoothly, and that parameters and quality of PWHT can meet requirements of contract, and applied pecification/standard to satisfy the owner.目的:原料油储罐安装过程中,一些部件需进行现场热处理,本程序的发布,是为了保证现场热处理工作的顺利进行,使热处理参数、质量符合合同、适用规范和标准的要求,使业主满意。
2. SCOPEThis procedure is applicable to local PWHT of manholes, nozzles, and reinforcement plates of 5 feedstock tanks of XX Xx Petrochemical Project. If manholes and nozzles are with reinforcement plates, and thickness of plate which man-hole and nozzle are in is more than 12mm, PWHT shall be carried out after man-holes, nozzles, and reinforcement plates have been assembled and welded with the plate which they should be in, and they are accepted.范围:本施工程序适用于xx石油化工有限公司原料油罐安装中,对人孔、接管及补强板的热处理施工。
PWHT(焊后热处理)

制造过程中,存在由于过量的冷卷、冷矫形等冷加工引起的冷作硬化。
由于焊接引起的焊缝区组织和性能的变化。
由于焊接产生残余应力以及由此而导致的应力腐蚀裂纹的产生和发展。
焊接时,当母材相邻区域产生一温差大于100度的急剧温度梯度时,在铁素体钢或相当的其他材料中引起不均匀的塑性应变,而在随后的冷却过程中,将产生一个峰值应力达到屈服点的残余应力场。
另外,由于压力容器制造中的不均匀塑性应变导致在弹性-塑性材料中产生残余应变,而残余应变可以是来自机械的(主要是冷卷、冷矫形等冷加工)热力的(主要是焊接过程产生的),或者两者兼有的原因,也就是热机械的原因。
因此,在压力容器加工完成的最终产品中将留下残余弹性应变场,并承受相应的弹性残余应力。
残余应力的存在,将影响压力容器的使用性能。
为了消除焊接区峰值应变,达到内应变均匀分布这一目的,可以采取多种方法,如机械震动法、焊后加热法等。
然而,由于压力容器中许多潜在的问题主要来自焊缝区的冶金损伤,所以,采用机械方法以降低内应变的手段已经不足以预防日后运行过程中可能出现的诸多问题。
另外,金属的氢脆现象已经比较为人们所关注。
氢进入钢以后,机械性能会发生明显的变坏。
强度和塑性明显降低,溶解于金属晶格中的氢,使钢在缓慢变形时发生脆性破坏。
金属材料中的氢可以是在金属材料生产工艺过程中吸收的,如金属在焊接时液态金属吸收的氢保留在焊缝中,也可能是材料在氢环境中服役吸收的氢。
对于焊缝中吸收的氢,比较有效的消除方法就是进行焊后热处理,它既可以达到松弛和缓和焊接残余应力,改善因焊接而被硬化及脆化的焊接热影响区,提高焊缝金属的延性和断裂韧性,也可以使焊接区及附近的氢等有害气体扩散逸出。
压力容器采用的热处理方法有两类:一类为改善机械性能的热处理,一类为焊后热处理(PWHT)。
广义地说,焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理。
起内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力、析出热处理等。
焊后热处理基本知识

焊接接头焊后热处理基本知识培训一、焊后热处理的概念1、1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢与拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200℃~350℃保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关, 一般不少于30min加热方法:火焰加热、电加热保温后的措施:用保温棉覆盖让其缓慢冷却至室温NB/T47015-2011关于后热的规定:1、2焊后热处理(PWHT):广义上:焊后热处理就就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能与消除焊接残余应力等有害影响。
1、3压力容器及压力管道焊接中所说的焊后热处理就是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:(1)降低或消除由于焊接而产生的残余焊接应力。
(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
(4)提高焊接接头的塑性。
(5)提高焊接接头冲击韧性与断裂韧性。
(6)提高抗应力腐蚀能力。
(7)提高组织稳定性。
热处理的方式:整体热处理、局部热处理1、4焊接应力的危害与降低焊接应力的措施焊接应力就是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
1、4、1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害: 1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度与稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度与尺寸的稳定性。
1、4、2降低焊接应力的措施1)设计措施:(1)构件设计时经量减少焊缝的尺寸与数量,可减少焊接变形,同时降低焊接应力(2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加(3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式2)工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸),与焊接区同时拉伸(膨胀)与同时压缩(收缩)(5)焊接高强钢时选用塑性较好的焊条(6)采用整体预热(7)焊后消氢处理(8)采用整体焊后热处理(9)利用振动法消除焊接残余应力二、容器及受压元件应按材料、焊接接头厚度、结构形式、介质与设计要求确定就是否进行焊后热处理。
Use of ASME B31.3 2014 PWHT 2014年版焊后热处理要求

Use of ASME B31.1-2014 and B31.3-2014 in AlbertaPWHT requirementsASME B31.1-2014 和 B31.3-2014使用(阿尔伯塔省)PWHT要求译者:孙明菊 QQ:2742451522015/12/3This Information Bulletin IB15-008 Rev. 1 supersedes IB15-008 issued June 25, 2015.此信息公告IB15-008版本1取代2015年6月25日发行的IB15-008This information bulletin is issued to bring awareness of code changes and provide guidance to designers, owners and fabricators regarding the use of ASME B31.1-2014 Power Piping Code which was published on August 15, 2014 and ASME B31.3-2014 Process Piping Code which was published February 27, 2015.发出此信息公告为引起对于标准更改的关注,并为使用2014年8月15日发布的ASME B31.3-2014工艺管道和2015年2月27日发布的ASME B31.1-2014动力管道的设计方、业主和制造商提供指导。
ASME B31.1 Power Piping Code and ASME B31.3 Process Piping Code establish rules for preheat and post weld heat treatment (PWHT) and provide exemptions from PWHT based on a material’s P Number, thickness, strength, and in some case alloy content. These rules were not consistent in earlier editions (prior to 2014) of these two codes in terms of preheat requirements, preheat temperatures, the thicknesses that require PWHT, the definition of the thicknesses that require PWHT, the material properties that turn on the PWHT requirements, the holding temperatures, the holding times, the heating and cooling rates, and the terminology used to describe the requirements.ASME B31.1 和 ASME B31.3基于材料的P Number,厚度,强度,合金含量(某些情况下)制定了预热和焊后热处理的规则以及焊后热处理的免除。
焊后热处理
焊后热处理1、广义的PWHT,包括下列的热处理:‧应力消除‧完全退火‧固溶化热处理‧正常化‧正常化及回火‧淬火及回火‧回火‧低温应力消除‧析出热处理此外,避免焊接部位的急冷,除氢之焊接后之后热,但不包括焊后变形整形的点状、线状加热。
2、局部加热方式电阻加热感应加热瓦斯火口加热发热体(利用化学反应)3、PWHT的目的A、残留应力及变形对策A.1 缓和焊接残留应力A.2 形状尺寸之安定(为着机械加工等)B、改善母材、焊接部位、结构物的性能B.1 焊接热影响区的软化B.2 增大焊接金属的延性B.3 提高破坏韧性B.4 去除含有之气体B.5 改善潜变特性B.6 提高耐腐蚀性能B.7 改善疲劳强度4、PWHT注意点:淬火、回火钢,加热温度原则在回火温度以下。
加热、冷却要均匀,一般温度在425℃以上。
保持时间,依焊接部位的厚度而定。
5、焊接部位的厚度在PWHT,依照焊接部位的厚度决定持温时间、冷却速度,但焊接部位的厚度如下之考虑。
在全渗透的对接接头为公称厚度,当厚度不同时以薄的尺寸为主。
开槽焊接,以开槽深度为准。
在搭接接头,以较厚材料之公称厚度为准,但喷嘴补强部位的地方,为接合厚度之和。
T型角焊接头,决定PWHT条件,一般没有,但以厚材料之公称厚度为准。
6、PWHT及NDE一般在最终PWHT进行前,进行预行NDE检验,其意在调查有无有害之焊接缺陷,再于最终PWHT进行完成后再做最终之NDE、耐压试验。
对于特殊情形,也有在耐压试验后进行一部分之NDE检验的。
7、温度计测位置配管之PWHT,特别在水平管,管径一旦增大,则顶部及底部温差会变大。
公称直径10B至24B,温度测定点要2点以上,超过24B以上的希设置3点。
8、与沃斯田铁不锈钢的Cr-Mo或碳刚的异材接头、沃斯田铁不锈钢在低合金钢等上面之堆焊的异材焊接,一般不希望做PWHT。
一旦进行PWHT,则低合金钢中的碳会向沃斯田铁不锈钢侧扩散移动,造成界面脱碳软化区(低合金侧)及析出硬化部(不锈钢侧),致延性降低、高温强度降低,产生氢脆化感受性增大。
焊后热处理(WHT)和焊后消除应力热处理的区别

焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
PWHT 模拟焊后热处理

1. 模拟焊后热处理目的:消除焊接应力,提高焊缝质量。
2. 进行模拟焊热处理是为了保证产品的机械性能不发生变化,热处理的次数以及热处理的温度有制造者提供。
3. 模拟热处理就是事先模拟材料将要进行的实际热处理。
用来预先判断该材料经过热处理后是否能保持应有的力学性能,比如CrMo钢的材料,由于冷裂纹倾向大,每焊一道缝都要立刻进炉做热处理,这样先焊的焊缝就要陪着每次新焊的缝多经历一次热处理。
最后焊的一道缝只有一次热处理,而第一道缝要经历很多次。
这时需做模拟最大和最小时间的热处理,由于热处理会增加冲击功减小强度,那么只要最大模拟热处理试板强度合格,最小模拟热处理试板冲击功合格,就可说明该材料母材或焊缝在实际热处理当中不会出现问题。
主要是针对比较厚的碳钢板材,用试板模拟材料的热过程,一般根据实际制造过程热循环数量确定模拟热处理时间.$ C; l( A/ p: Y |
模拟热处理结束后做机械性能分析.
主要要考虑的热循环过程有: 热成型,焊接,焊后热处理,现场返修后热处理.。
新 压力容器焊后热处理工艺规程

文件编号:通规-2-04 压力容器热处理通用工艺规程(第 3 版)编制:陈伟金日期: 2012.01.16审核:朱迪明日期:2012.01.16批准:李世藩日期:2012.01.16发放号:持有人:受控状态:2012-01-16发布2012-02-01实施江苏长荣化工设备有限公司发布前言本标准代替《通规-02-04压力容器焊后热处理通用工艺规程》。
本标准与《通规-02-04》相比较,主要变化如下:——修改了引用标准。
——修改了热处理过程中的升温及降温速度的限制范围。
——增加了成形受压元件的恢复性能热处理、改善材料力学性能热处理、以及其他热处理等。
——自本标准实施之日起,原标准《通规-02-04》停止使用。
压力容器热处理工艺规程1 范围本标准规定了压力容器热处理工艺、设备、测量、检验等技术要求。
本标准适用于我公司制造的、有热处理要求的压力容器及其零部件的热处理。
2.热处理2.1 成形受压元件的恢复性能热处理2.1.1 钢板冷成形受压元件,当符合下列a)~e)中任意条件之一,且变形率超过表1的范围,应于成形后进行相应热处理恢复材料的性能。
a)盛装毒性为极度或高度危害介质的容器;b)图样注明有应力腐蚀的容器;c)对碳钢﹑低合金钢,成形前厚度大于16mm者;d)对碳钢﹑低合金钢,成形后减薄量大于10%者;e)对碳钢﹑低合金钢,材料要求做冲击试验者。
表1 冷成形件变形率控制表图1 单向拉伸和双向拉伸成形2.1.2 分步冷成形时,若不进行中间热处理,则成形的变形率为各分步成形变形率之和;若进行中间热处理,则分别计算成形件在中间热处理前﹑后的变形率之和。
2.1.3 若需要消除成形工件温成形工件的变形残余应力,可参照2.1.1对冷成形工件的热处理条件和要求进行。
2.1.4若热成形或温成形改变了材料供货热处理状态,应重新进行热处理,恢复材料供货热处理状态。
2.1.5当对成形温度﹑恢复材料供货热处理状态的热处理有特殊要求时,应遵循相关标准﹑规范或设计文件的规定。
Bechtel焊后热处理规范PHT技术总结

Bechtel 总焊接规范PHT1 施工设备和技术温度换算华氏℉℃×9/532 摄氏℃5/9×℉-32 1.0 范围1.1此标准详细要求用于核电站项目现场焊接焊后热处理PWHT 1.2 此标准包括加温或降温速度规范要求加热区最小尺寸和允许热处理方法。
当焊后热处理要求包括时间和温度时Bechtel表格84/167和/或相应规范。
1.3 程序规范要求满足所有ASME 部分ⅠⅢ和Ⅷ分项1和核电管道ASME规范B31.1. 20 加热方法21 焊后热处理按照此规范使用电阻加热奎尔特兹卤素灯加热燃气的马弗炉加热或按照此施工规范采用其他方法。
对ASME Ⅲ不允许使用燃气的马弗炉加热除非有证明资料显示可以取得一致温度且内部温度也可接受。
不允许热量放出。
30 加热和冷却速度311 焊接加热要求缓慢且与要求的焊后热处理温度一致保持此温度持续要求时间长度然后在隔热层下慢慢冷却或在静止的空气中到达8000F或更低温度。
低于8000F的焊接处允许在静止的空气中没有隔离层慢慢冷却。
8000F以上建议的加热和冷却速度不应超过6000F除以厚度单位为英寸的一半但每小时不超过6000F也不要少于1000F每小时。
3.2 ASME 部分Ⅲ 3.2.1 8000F以上建议的加热和冷却速度不应超过4000F除以最大金属厚度单位为英寸的一半但无论什么情况的速度不应超过4000F每小时。
在加热或冷却过程中间焊接长度内任何15个间隔焊脚内温度变化不超过1500F。
不管厚度速度每小时需要不少于1000F。
从8000F降温对任何厚度都可以在空气中进行。
3.3 ASME 部分Ⅲ分项1 3.3.1 8000F以上加热速度每小时不超过4000F除以最大金属厚度单位为英寸但不论在什么情况每小时不超过4000F。
在加热过程中间容器加热段焊接长度内任何15个间隔焊脚内温度变化不超过1500F。
加热和冷却速度每小时需要不少于1000F。
什么是模拟焊后热处理

什么是模拟焊后热处理?1. 什么是模拟焊后热处理?2. 什么情况需要考虑模拟焊后热处理?3. 除钢板外,哪些材料也需要考虑模拟焊后热处理?4. 焊缝也需要考虑模拟焊后热处理?5. 模拟焊后热处理规范如何确定?6. 为什么需同时考虑min PWHT/max PWHT?模拟焊后热处理概念的提出:在工程实践中人们发现,金属材料经历较长时间的焊后热处理,力学性能(主要是拉伸强度)有一定程度的降低。
为确保材料经较长时间的热处理后仍能保证其力学性能满足设计要求,人们事先模拟设备在制造过程中经过的所有的焊后热处理时间的总和,对材料的试样进行热处理,并对试样进行机械性能试验,要求材料性能仍能满足设计要求。
对材料事先提出模拟焊后热处理的要求,并作为材料订货要求的做法(实际上是对钢厂的要求),已有30余年的历史。
目前主要对厚钢板、锻件,且需要经历较长时间焊后热处理的情况需要考虑模拟焊后热处理问题。
GB150-2011尚未涉及模拟焊后热处理内容,HG20580-20585系列标准已涉及该部分内容。
但大量的工程标准、特别是临氢设备的工程标准中,模拟焊后热处理要求已成为标准最重要的内容之一。
1.材料,除了厚板外,尤其铬钼刚需要MAX, MIN 的模拟PWHT.2.模拟PWHT不仅仅只模拟生产过程中的热处理,还应该包括热压这类热成型。
3.针对试样的不同检验项目,应分别采用MAX或MIN的模拟PWHT,比如试样的弯曲,就不必经历MAX 的pwht..4.除了原材料需要考虑模拟PWHT,焊缝也应该考虑,焊评试板和产品焊接试板都应该模拟5.一般MAX 的pwht 时间是MIN 的PWHT时间的四倍,有些工程公司有这方面的规定。
下面列举几个标准,这些标准都涉及“模拟焊后热处理”概念和要求。
2000年,在JB/T4726-2000《压力容器用碳素钢和低合金钢锻件》中已提出“力学性能试样坯料的模拟焊后热处理”要求。
1994年,在JB/T7215-1994《锻焊结构热壁加氢反应器技术条件》、JB/T7556-1994《热壁加氢反应器用2.25Cr-1Mo钢锻件技术条件》已比较系统的规定了模拟焊后热处理的要求和规定。
焊后热处理的作用

焊后热处理的作用一、引言焊接是现代工业中常见的加工技术,可以将两个或更多金属部件连接起来。
但是,焊接过程中会产生热应力和变形,这可能导致焊接部位出现裂纹和变形等缺陷。
为了解决这些问题,焊后热处理被广泛使用。
二、什么是焊后热处理?焊后热处理(Post Weld Heat Treatment,PWHT)是一种在焊接完成后对金属进行加热和冷却的过程。
通过控制温度和时间,可以消除残余应力和改善材料的性能。
三、焊后热处理的作用1. 消除残余应力在焊接过程中,金属会受到高温和冷却的影响,从而产生残余应力。
这些应力可能导致裂纹和变形等缺陷。
通过对焊接部位进行加热和冷却处理,可以消除这些残余应力,并使材料恢复到原来的状态。
2. 改善材料性能在焊接过程中,金属晶粒会发生变化,并且可能会出现气孔、夹杂物以及其他缺陷。
通过对金属进行加热和冷却处理,可以改善材料的性能,例如提高强度、硬度和耐腐蚀性。
3. 优化组织结构焊接过程中,金属的组织结构可能会发生变化,从而影响材料的性能。
通过对金属进行加热和冷却处理,可以优化组织结构,并使其达到最佳状态。
4. 提高可靠性焊后热处理可以提高焊接部位的可靠性。
通过消除残余应力和改善材料性能,可以减少裂纹和变形等缺陷的发生,从而提高焊接部位的可靠性。
5. 符合标准要求许多行业和应用领域都有严格的标准要求,例如航空航天、核工业、石油化工等。
这些标准通常要求进行焊后热处理以确保材料符合规定的性能要求。
四、常见的焊后热处理方法1. 退火退火是一种将金属加热到特定温度并保持一段时间后冷却到室温的过程。
这种方法通常用于去除残余应力和改善材料性能。
2. 规定温度下保温规定温度下保温是一种将金属加热到特定温度并保持一段时间后冷却到室温的过程。
这种方法通常用于优化组织结构和改善材料性能。
3. 热处理热处理是一种将金属加热到特定温度并保持一段时间后冷却到室温的过程。
这种方法通常用于优化组织结构和改善材料性能。
什么是模拟焊后热处理
什么是模拟焊后热处理?1. 什么是模拟焊后热处理?2. 什么情况需要考虑模拟焊后热处理?3. 除钢板外,哪些材料也需要考虑模拟焊后热处理?4. 焊缝也需要考虑模拟焊后热处理?5. 模拟焊后热处理规范如何确定?6. 为什么需同时考虑min PWHT/max PWHT?模拟焊后热处理概念的提出:在工程实践中人们发现,金属材料经历较长时间的焊后热处理,力学性能(主要是拉伸强度)有一定程度的降低。
为确保材料经较长时间的热处理后仍能保证其力学性能满足设计要求,人们事先模拟设备在制造过程中经过的所有的焊后热处理时间的总和,对材料的试样进行热处理,并对试样进行机械性能试验,要求材料性能仍能满足设计要求。
对材料事先提出模拟焊后热处理的要求,并作为材料订货要求的做法(实际上是对钢厂的要求),已有30余年的历史。
目前主要对厚钢板、锻件,且需要经历较长时间焊后热处理的情况需要考虑模拟焊后热处理问题。
GB150-2011尚未涉及模拟焊后热处理内容,HG20580-20585系列标准已涉及该部分内容。
但大量的工程标准、特别是临氢设备的工程标准中,模拟焊后热处理要求已成为标准最重要的内容之一。
1.材料,除了厚板外,尤其铬钼刚需要MAX, MIN 的模拟PWHT.2.模拟PWHT不仅仅只模拟生产过程中的热处理,还应该包括热压这类热成型。
3.针对试样的不同检验项目,应分别采用MAX或MIN的模拟PWHT,比如试样的弯曲,就不必经历MAX 的pwht..4.除了原材料需要考虑模拟PWHT,焊缝也应该考虑,焊评试板和产品焊接试板都应该模拟5.一般MAX 的pwht 时间是MIN 的PWHT时间的四倍,有些工程公司有这方面的规定。
下面列举几个标准,这些标准都涉及“模拟焊后热处理”概念和要求。
2000年,在JB/T4726-2000《压力容器用碳素钢和低合金钢锻件》中已提出“力学性能试样坯料的模拟焊后热处理”要求。
1994年,在JB/T7215-1994《锻焊结构热壁加氢反应器技术条件》、JB/T7556-1994《热壁加氢反应器用2.25Cr-1Mo钢锻件技术条件》已比较系统的规定了模拟焊后热处理的要求和规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 模拟焊后热处理目的:消除焊接应力,提高焊缝质量。
2. 进行模拟焊热处理是为了保证产品的机械性能不发生变化,热处理的次数以及热处理的温度有制造者提供。
3. 模拟热处理就是事先模拟材料将要进行的实际热处理。
用来预先判断该材料经过热处理后是否能保持应有的力学性能,比如CrMo钢的材料,由于冷裂纹倾向大,每焊一道缝都要立刻进炉做热处理,这样先焊的焊缝就要陪着每次新焊的缝多经历一次热处理。
最后焊的一道缝只有一次热处理,而第一道缝要经历很多次。
这时需做模拟最大和最小时间的热处理,由于热处理会增加冲击功减小强度,那么只要最大模拟热处理试板强度合格,最小模拟热处理试板冲击功合格,就可说明该材料母材或焊缝在实际热处理当中不会出现问题。
主要是针对比较厚的碳钢板材,用试板模拟材料的热过程,一般根据实际制造过程热循环数量确定模拟热处理时间.$ C; l( A/ p: Y |
模拟热处理结束后做机械性能分析.
主要要考虑的热循环过程有: 热成型,焊接,焊后热处理,现场返修后热处理.。