14Cr1MoR(H)钢板性能的热处理试验
14Cr1MoR执行标准丨14Cr1MoR交货状态
一、14Cr1MoR用途14Cr1MoR钢板属于钢板中的一大类-抗氢钢,对应国外牌号SA387Gr11cl2(ASTM),主要用于高压锅炉及容器中气化炉的制作。
14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
二、14Cr1MoR制造方法14Cr1MoR钢板采用氧气顶吹转炉法、平炉法或在电炉中熔炼。
经与需方协商,也可采用其他等效的方法。
三、14Cr1MoR执行标准14Cr1MoR钢板属于高压锅炉容器钢板,执行GB713-2014标准。
四、14Cr1MoR交货状态14Cr1MoR钢板通常以正火+回火状态交货,根据订货时的特殊协议,14Cr1MoR钢板亦可以以退火或回火状态交货。
五、14Cr1MoR尺寸、外形、重量及允许偏差14Cr1MoR钢板的尺寸、外形、重量及允许偏差应符合GB/T 709的规定,厚度允许偏差按GB/T 709的B类偏差。
六、14Cr1MoR包装、标志及质量证明书14Cr1MoR钢板的包装、标志及质量证明书应符合GB/T 247的规定。
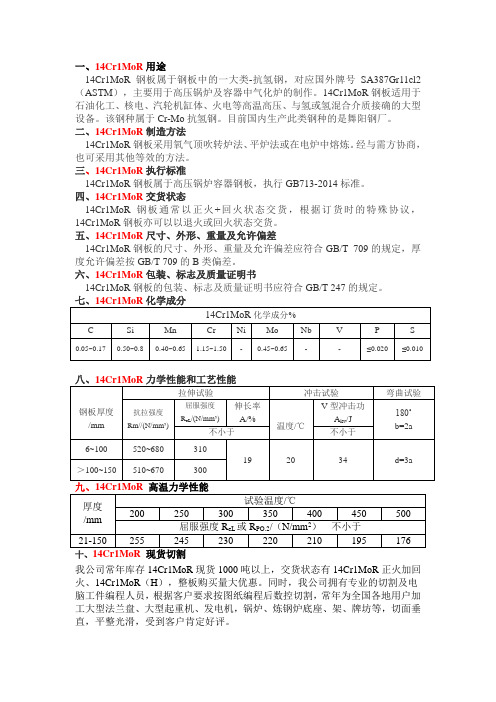
七、14Cr1MoR化学成分14Cr1MoR化学成分%C Si Mn Cr Ni Mo Nb V P S0.05~0.17 0.50~0.8 0.40~0.65 1.15~1.50 - 0.45~0.65 - - ≤0.020 ≤0.010八、14Cr1MoR力学性能和工艺性能钢板厚度/mm拉伸试验冲击试验弯曲试验抗拉强度Rm//(N/mm²)屈服强度R eL/(N/mm²)伸长率A/%温度/℃V型冲击功A kv/J180˚b=2a不小于不小于6~100 520~680 31019 20 34 d=3a >100~150 510~670 300九、14Cr1MoR高温力学性能厚度/mm试验温度/℃200 250 300 350 400 450 500 屈服强度R eL或R PO.2/(N/mm2)不小于21-150 255 245 230 220 210 195 176 十、14Cr1MoR现货切割我公司常年库存14Cr1MoR现货1000吨以上,交货状态有14Cr1MoR正火加回火、14Cr1MoR(H),整板购买量大优惠。
14Cr1MoR钢板的焊接
14Cr1MoR钢板的焊接作者:胡嘉明于欣来源:《科学与财富》2018年第09期摘要:对焦炭塔14Cr1MoR钢板的焊接性进行分析,制定合理的焊接工艺,采用埋弧焊的方法,对焊前预热、层间温度、焊后消氢进行严格控制,顺利完成了焦炭塔的制造。
关键词:焦炭塔 14Cr1MoR钢板焊接0前言七台河宝泰隆圣迈煤化工有限责任公司订购的焦炭塔(Φ4850mmx30619mmxδ40mm)主体材料为14Cr1MoR钢板,此种钢板是临氢设备用耐热钢。
该材料焊接过程中易产生冷裂纹,因此要成功进行该材料的焊接,就必须对14Cr1MoR钢板的焊接选择合适的焊接材料,制定合理的焊接工艺。
1 14Cr1MoR钢板可焊性分析14Cr1MoR钢板的化学成分组成见表1。
14Cr1MoR钢板可焊性分析14Cr1MoR钢是一种低合金珠光体耐热钢,其力学性能增加了高温屈服性能要求,对0℃夏比冲击吸收能量KV≥34J,供货状态要求正火+回火。
根据国际焊接学会推荐的碳当量计算公式:CE=C+Mn/6+1/5(Cr+Mo+V)+1/15(Ni+Cu)(质量分数,%),由表1中数据计算得出CE=0.5056%。
当CE0.6%时,钢材的焊接性能不好,需预热较高温度,严格控制焊接工艺,才能进行焊接。
由于14Cr1MoR钢的CE=0.5056%,钢材有一定的淬硬倾向,易产生冷裂纹。
因此,基层钢焊接应焊前预热、控制层间的温度并进行消氢处理,以防止接头形成淬硬倾向,防止热影响区的晶粒变粗。
在施焊14Cr1MoR钢时,控制焊接接头的H含量是控制焊后该钢产生冷裂纹的重要措施之一。
这就要求选择匹配的焊接材料既能保证焊缝的化学成分还要保证焊后接头力学性能尤其是0℃冲击韧性,具体的工艺措施采取焊前预热、焊接过程中控制层间温度、焊后消氢处理等。
2 焊接材料和焊接方法焊接材料应选用同母材化学成分相近的材料并严格控制焊接材料中的S、P等杂质含量。
结合以上分析,确定采用埋弧焊,选用H10Cr1MoA焊丝+SJ603焊剂。
氨合成塔用大厚度14Cr1MoR钢板的研制开发

第22卷第6期宽厚板V ol.22,No.62016 年 12 月WIDE AND HEAVY PLATE December 2016 • 19 •氨合成塔用大厚度14CrlMoR钢板的研制开发李样兵牛红星吴艳阳柳付芳(舞阳钢铁有限责任公司)摘要结合氨合成塔的技术要求以及舞钢4 200 m m宽厚板生产线的装备特点,通过优化成分设计、合 理控制冶炼、轧制及热处理工艺,成功开发出厚度达151 m m的14CrlMoR钢板,并对所研制的钢板进行了力 学、理化性能检验。
结果表明:舞钢开发的151 mm厚14CrlMoR钢板组织为均勻的单一贝氏体回火组织,具有 良好的常温、高温拉伸性能和优良的低温冲击钿性。
关键词氨合成塔14CrlMoR钢板研制开发Study and Development of Large Thickness 14Crl M oR SteelPlate for Ammonia ConverterLi Yangbing,Niu Hongxing,Wu Yanyang and Liu Fufang(Wuyang Iron and Steel Co. ,L td.)Abstract Combining the technical requirements of ammonia converter with installation features of Wugang 4 200 mm wide and heavy plate production line, rationally controlling metling, rolling and heat treatment process, Wugang successfully develops 151 mm thick 14CrlMoR steel plate and performs mechanical testing and chemical analysis on the developed steel plate. The results show that the steel plate composes of uniform and sole bainiate tempering microstructure and possesses good tensile properties at ambient temperature and elevated temperature, excellent low temperature impact toughness.Keywords Ammonia converter 14CrlMoR steel plate Study and development〇前言氨合成塔是合成氨工业中的重要设备,原料 分别为氢、氮、氨混合气体,处于高温、高压和腐蚀 性介质环境,服役条件十分恶劣[1]。
14Cr1MoR钢制大型焦炭塔的整体热处理

封 卜 九 八 体 六 筒 筒 筒 筒 体 七 筒
、
g
筒 四 体 筒 五 体
筒 筒 筒 五 体 体 体 锥 三 二 一 l 上
关 键 词 : 炭 塔 ; 4 l o 热 处 理 工 艺 焦 1 Cr M R;
抚 顺石化 公 司 2 0 o / 4 1 ta焦化联 合装 置 有 X
一 一
4台焦炭 塔 , 材质 为 1 C 1 R, 格 为 98 0 其 4 rMo 规 0
mi × 3 0 l l 7 0 1 mm × ( O 3 / 4 3 / 2 F m 。 这 3 / 2 3 / 8 4 )i l
延 续 时 『Jh H/
图 2 焦 炭 塔 整 体 热 处 理 工 艺曲 线
保 温 层
上 封 头
2 热 处 理 实 施 方 案
焦 炭塔 热处理 期 间恰逢 2 0 0 9年冬 季 , 抚顺 地 区, 最低 气 温 降 到 了 一 3 。 5 。面 对 如 此 恶 劣 的 天
图 3 焦 炭 塔 顶 部 烟 气 排 放 烟 道 及 其 对 温 度 的 调 节示 意
顺 石 油 学 院设 备与 机 械 专 业 , 工 程 硕 士 学 位 , 从 事 炼 化 获 现
设 备 的技 术 管 理 工 作 , 级 工 程 师 。 高
Emalz 8 2 @ sn . o ;d 8 2 @ 1 6 c r i:dz 8 6 ia c r z z 8 6 n 2 .o n
_
囊J 吝
 ̄- q
囊
乏
14Cr1MoR钢板的研制开发
5 “ 钛 保 铝 ” 主要 是 为 了改 善 钢 的高 温 组 )微 。 织 和焊接性 能 。这 是 因为钛 和铝 与钢 中氮形成 的氮
化钛 和氮化 铝粒子 在 连铸 和加热 时能有效 阻止 奥 氏
由于该钢 工作 环 境 处 于高 温 、 压 、 氢 接 触 , 役 高 与 服 条件 十 分恶劣 , 此要求 该钢具 有 较高 的强 度 、 因 良好 的塑性 和韧性 、 良的焊 接性 能和 抗 回火脆 化性 能 。 优 新余 钢铁 有 限 责 任公 司 ( 钢 公 司 ) 二 期 技 新 在 改结 束后 , 20 于 09年初 对 1C M R钢种 进行 了研 4r o 1
集 。另外还 能 明显改 善钢 的高温性 能 。
标 志一 收集一 入库 。
I
性 能检测一 取样 一 2 2 化学 成分 设计 .
化 学成 分 设 计 是 依 据 钢 板 所 要 求 的性 能 ( 强 度 、 性 、 接性 等 ) 韧 焊 及各 化 学元 素对 综 合 力 学性 能
F Liun, U a ln, AN ng e U q LI Xioi F Ho m i
( iy rna dSel oLd , i u3 80 i giC i ) Xn uI n t . t. Xn 30 1 a x, hn o eC y Jn a
Absr c B sd o c nc lrq i me to 4 r1 R s e lt d c n io fp at e po u t n,eo bee mp s・ t a t: ae nt h ia e ur n f1 C e e Mo t lpaea o dt n o rci rd ci rs n l o oi e n i c o
14Cr1MoR(H)临氢设备用钢材质简介及钢板应用

14Cr1MoR(H)临氢设备用钢材质简介及钢板应用
1、14Cr1MoR(H)钢板简介:
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种, 适用于制造石油化工和煤化工等临氢设备。
2、14Cr1MoR(H)钢板执行标准:GB/T 35012-2018。
3、14Cr1MoR(H)钢板超声检测
14Cr1MoR(H)钢板应进行超声检测,并应符合NB/T47013.3-2015的一级要求。
4、14Cr1MoR(H)钢板化学成分(熔炼分析)
14Cr1MoR(H)回火脆化系数(熔炼分析和成品分析)J≤150,X≤15。
5、14Cr1MoR(H)钢板晶粒度
14Cr1MoR(H)钢板晶粒度检验应在钢板试样模拟焊后热处理状态进行,奥氏体晶粒度为5级或更细。
6、14Cr1MoR(H)钢板实际应用
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种, 适用于制造石油化工和煤化工等临氢设备。
主要用于石化上的加氢设备,如加氢反应器等。
14Cr1MoR厚板拼焊封头热处理工艺研究

14Cr1MoR厚板拼焊封头热处理工艺研究裴飞飞;周印梅;吴和斌;王竟雷【摘要】厚板14Cr1MoR封头通常采用热压成型,容易产生回火脆化,降低材料韧性.通过对模拟14Cr1MoR拼焊封头的试板进行正火(940℃,保温2 h)后加速冷却处理、回火热处理[(710±20℃),保温时间3 h]及焊后消应力热处理[(670±20℃),保温时间3.2h],从理论上计算出该热处理工艺回火参数[P]在最佳值范围内;通过力学性能试验结果显示,在该热处理工艺下得到的各项力学性能符合标准要求,强韧性配合良好,说明该热处理工艺合理,有效解决了14Cr1MoR热压成型过程中材料的回火脆化问题.【期刊名称】《山西化工》【年(卷),期】2016(036)005【总页数】3页(P68-69,76)【关键词】14Cr1MoR钢;封头;热成型;回火脆化【作者】裴飞飞;周印梅;吴和斌;王竟雷【作者单位】山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032;山西阳煤化工机械有限公司,山西太原 030032【正文语种】中文【中图分类】TQ0514Cr1MoR属于珠光体耐热钢,是普遍使用的热强钢和抗氢钢,广泛用于煤化工设备、核能动力装置、石油精制、加氢裂化设备及其他高温临氢设备[1]。
14Cr1MoR供货热处理状态为正火+回火[2],大直径厚壁(δ≥50 mm)铬钼钢封头通常采用热成型,成型过程中加热温度高于上转变温度点Ac3,容易产生回火脆化,降低材料韧度[3]。
本文针对厚壁14Cr1MoR热成型封头制造过程中存在的问题,通过编制合理的热处理工艺,得到满足要求的14Cr1MoR钢拼焊封头热处理工艺。
1.1 试验材料试验钢板选用江阴兴澄特种钢铁有限公司制造的厚度为80 mm的14Cr1MoR板材,其化学成分见表1。
试板规格600 mm×125 mm×80 mm,2件,采用埋弧自动焊拼焊,选用H11CrMo45B焊丝,焊前预热温度≥120 ℃,层间温度控制在120 ℃~250 ℃。
14cr1mor与q345r焊接及热处理

14cr1mor与q345r焊接及热处理14Cr1MoR与Q345R焊接及热处理14Cr1MoR和Q345R是常用的压力容器钢,广泛应用于石油、化工、电力等工业领域。
在进行14Cr1MoR和Q345R的焊接和热处理时,需要注意以下几个方面:1. 焊接工艺选择:选择合适的焊接方法和工艺参数对于保证焊接质量至关重要。
14Cr1MoR和Q345R可采用熔化极保护气体焊接(如氩弧焊)或电弧焊接。
在选择焊接材料时,考虑到与基材的相容性和焊缝的性能匹配。
2. 焊接预热:由于14Cr1MoR和Q345R的焊接材料厚度较大,焊接前需要进行预热处理以防止产生冷裂纹和减少残余应力。
预热温度一般应根据具体情况而定,通常在200°C到350°C之间。
3. 焊接后热处理:焊接完成后,需要进行焊后热处理来消除残余应力和提高焊缝的性能。
典型的热处理方法包括回火和正火处理。
回火温度和时间应按照相应标准进行控制,以获得理想的组织和力学性能。
4. 焊缝检测和评估:焊后需要进行焊缝检测和评估,以确保焊接质量符合要求。
常见的焊缝检测方法包括无损检测(如超声波检测、射线检测等)和金相显微镜观察。
5. 控制焊接变形:14Cr1MoR和Q345R焊接后会产生一定的变形,特别是焊接结构复杂的情况下。
为了控制变形,可以采用预制焊接件和适当的焊接顺序,同时注意控制焊接温度和应力。
在进行14Cr1MoR和Q345R的焊接和热处理时,必须严格按照相应的标准和规范进行操作,保证焊接质量和工件性能的稳定和可靠。
合理选择焊接工艺、预热处理、焊后热处理以及焊缝检测和评估等措施的采用,能够确保焊接接头满足设计要求,提高材料的使用寿命。
热处理工艺对14Cr1MoR钢板组织和性能的影响

热处理工艺对14Cr1MoR钢板组织和性能的影响
何广霞;孟宪震;黄军
【期刊名称】《特钢技术》
【年(卷),期】2017(023)002
【摘要】本文研究了热处理工艺对14Cr1MoR钢板组织和性能的影响,通过对工艺、组织、性能的分析,得出该钢在900℃~930℃淬火,在较宽的回火工艺范围可以获得良好的强韧性配合;并且钢板的强度、冲击性能随模拟焊后时间的延长而降低,当经690℃保温32小时模拟焊后热处理后钢板仍具有良好的强韧性.
【总页数】5页(P10-14)
【作者】何广霞;孟宪震;黄军
【作者单位】江阴兴澄特种钢铁有限公司,江苏,江阴214400;江阴兴澄特种钢铁有限公司,江苏,江阴214400;江阴兴澄特种钢铁有限公司,江苏,江阴214400
【正文语种】中文
【中图分类】TG161
【相关文献】
1.热处理工艺对14Cr1MoR钢组织和性能的影响 [J], 杨海林;王新
2.热处理工艺对厚规格NM450耐磨钢板组织和性能的影响 [J], 黄军;李经涛;吴建鹏;李晨潇
3.焊后热处理工艺对压力容器用钢板组织性能的影响 [J], 赵英杰;王月香;王建军;麻衡;曹阳
4.热处理工艺对14Cr1MoR钢的组织和性能的影响 [J], 杨海林;杨秀芹
5.热处理工艺对SAE4140钢板组织和性能的影响 [J], 吴扬;张军
因版权原因,仅展示原文概要,查看原文内容请购买。
碳钢的热处理及硬度测试实验报告
碳钢的热处理及硬度测试实验报告实验名称:碳钢的热处理及硬度测试实验报告实验目的:1.了解碳钢的热处理原理和方法;2.通过实验测试,掌握碳钢经过不同热处理方法后硬度值的变化规律。
实验仪器和材料:1.碳钢试样;2.淬火油、冷却水;3.磨床、磨片;4.硬度计。
实验步骤:1.制备碳钢试样,将其切割成长约100mm、宽约20mm、厚约10mm的长方形块状试样。
2.试样表面进行粗磨和精磨,保证试样表面光洁无崩边、不得有划痕。
3.将碳钢试样放入炉中进行淬火处理。
炉温750~800℃,淬火油温度在60~100℃之间。
加热时间视试样大小及夹漏情况而定,通常5~15min。
将试样立即放入预备好的淬冷介质中进行淬冷,冷却介质为10℃以下的清水或慢速动力油。
4.进行退火处理。
将淬火状态的碳钢试样放入退火炉中,炉温为680~700℃,保温时间1~2h,然后炉门静止,自然冷却。
退火后试样表面变为光滑平整,无应力和氧化皮。
5.进行正火处理,炉温为860~900℃,加热时间3~6min。
试样达到定温的温度后,以2~3℃/min的速度升温。
6.进行硬度测试。
将不同状态的碳钢试样分别进行硬度测试,并记录硬度值。
实验结果:1.淬火处理后,碳钢的硬度值显著提高。
在淬火温度750~800℃范围内,淬火油温度为60~100℃时,碳钢的硬度值可达到HRC58以上。
2.经过退火处理后,碳钢的硬度值略微降低,但仍保持在HRC50以上。
3.经过正火处理后,由于晶粒长大而硬度值有较大幅度下降,硬度值在HRC20~40之间。
结论:1.淬火处理是碳钢热处理中硬化处理的主要方法。
2.退火处理可使材料的晶粒细化,使材料变得柔软,但硬度值略有降低。
3.经过正火处理后,硬度值明显下降,晶粒变大。
碳钢的热处理及硬度测试实验报告

碳钢的热处理及硬度测试实验报告一、实验目的本实验旨在探究碳钢热处理的原理及方法,并通过硬度测试来评估不同处理方式对碳钢硬度的影响。
二、实验原理1. 碳钢热处理碳钢是一种含有较高量碳元素的合金钢,其硬度和强度与碳含量成正比。
碳钢的热处理主要包括退火、正火、淬火和回火四个步骤。
2. 硬度测试硬度是材料抵抗划痕或压入的能力,通常用Vickers硬度测试法来评估材料硬度。
三、实验步骤1. 准备样品:选择不同直径和长度的碳钢棒作为样品。
2. 退火:将样品放入电炉中,加热至800℃左右保温1小时后慢冷至室温。
3. 正火:将样品放入电炉中,加热至900℃左右保温30分钟后冷却至室温。
4. 淬火:将样品放入水中快速冷却。
5. 回火:将淬火后的样品放入电炉中,加热至400℃左右保温2小时后冷却至室温。
6. 硬度测试:使用Vickers硬度测试仪对不同处理方式的样品进行硬度测试。
四、实验结果经过退火处理后,碳钢的硬度降低,表现出较好的韧性;正火处理能够提高碳钢的硬度和强度;淬火处理能够使碳钢达到最大的硬度和强度,但同时也会使其变得脆性增加;回火处理可以减轻淬火后碳钢的脆性,但会降低其硬度和强度。
通过Vickers硬度测试仪测量,退火后样品的硬度为150HV,正火后为200HV,淬火后为350HV,回火后为250HV。
五、实验分析通过本实验可知,不同热处理方式对碳钢的性质有着显著影响。
在实际应用中需要根据具体情况选择合适的热处理方式来满足需求。
六、实验结论1. 碳钢经过不同热处理方式后其性质有显著差异。
2. 淬火能够使碳钢达到最大的硬度和强度,但同时也会使其变得脆性增加。
3. 回火处理可以减轻淬火后碳钢的脆性,但会降低其硬度和强度。
4. 在实际应用中需要根据具体情况选择合适的热处理方式来满足需求。
七、实验注意事项1. 热处理时需要注意安全,避免烫伤或其他意外事故。
2. 硬度测试时需要保证测试仪器的准确性和稳定性。
3. 实验结束后需要及时清理实验器材和场地。
14cr1mo生产技术要求

14Cr1MoR钢板的生产技术要求包括以下方面:
1. 化学成分:C≤0.17%,Si 0.5~0.8%,Mn 0.4~0.65%,
P≤0.02%,S≤0.01%,Ni≤0.3%,Cr 1.15~1.5%,Mo 0.45~0.65%。
2. 生产工艺:采用电炉炼钢、LF炉精炼、VD炉真空脱气、轧板、探伤、正火、回火、钢板精整和性能检验等工序进行生产。
公司需要制定合适的内控成分,严格控制化学成分波动范围,确保钢板性能的稳定。
3. 配料控制及冶炼操作:加强配料控制及冶炼操作,有效控制Sn、Sb、As、Cu等有害元素含量,降低P、S含量以提高钢的纯净度,减少回火脆化倾向,提高钢的高温耐蚀性能。
4. 升温控制:采用控制升温,保证加热时间与温度,采用控制轧制等措施,保证钢板内在质量。
5. 轧制及热处理工艺:严格控制轧制及热处理工艺,使钢板获得合理的组织结构及晶粒大小,保证钢板具有良好的综合性能。
6. 钢板应满足GB/T 713-2014标准要求。
7. 采用电炉冶炼工艺生产的细晶粒钢,并经炉外精炼,封头用板为退火状态,封头冲压成型后,再进行正火+急冷+回火处理的恢复性能热处理。
8. 熔炼分析必须满足:X=(10P+5Sb+4Sn+As)×10-2≤15×10-6。
以上信息仅供参考,如需了解更多信息,建议查阅相关书籍或咨询专业人士。
14Cr1MoR(H)钢板性能的热处理试验
14Cr1MoR(H)钢板性能的热处理试验摘要:14Cr1MoR(H)是在14Cr1MoR基础上加强抗氢性能,以满足更苛刻的使用要求,本文结合我司对14Cr1MoR(H)钢材的性能研究,对热处理工艺影响钢板性能的情况进行试验与验证。
关键词:14Cr1MoR(H)、压力容器、热处理、钢板性能14Cr1MoR(H)钢属于Cr-Mo低合金钢,该钢具有良好的韧性和塑性、较高的强度、抗回火脆化性能和优良的焊接性能,该钢能在与氢接触、高温、高压等恶劣条件下使用,是普遍使用的热强钢和抗氢用钢,被广泛用于制造与氢相接触的石油、化工等大型装置及临氢设备。
兹有一台压力容器产品:工作压力6.75MPa最高/最低工作温度290℃/260℃,操作介质/特性为含氢气体/易爆,主体材质14Cr1MoR(H),筒体厚度/封头最小成形厚度40mm/40mm。
下面就本产品热处理工艺对钢板性能的影响进行试验,为设备制造后能满足技术要求提供保证。
1. 试板准备筒体下料厚度40mm,封头考虑到成形过程中的减薄量,下料厚度44mm。
钢材供货状态为正火+ 回火。
取筒体试板厚40mm,封头试板厚44mm。
试板力学性能试验项目如下:(1)室温拉伸试验,在Max.PWHT及Min.PWHT状态下各一件。
(2)高温拉伸试验,Max.PWHT状态下做一件。
(3)-20℃KV2 冲击试验,在Max.PWHT及Min.PWHT状态下各做一件。
(4)室温弯曲试验。
2. 钢板性能要求满足下列条件:室温拉伸强度Rm为520~680MPa;室温屈服强度RmL≥310MPa;室温延伸率A≥20%;室温断面收缩率Z≥45%;-20℃KV2 冲击功平均值≥47J;高温(470℃)屈服强度Rp0.2>187.4MPa;室温弯曲试验,弯曲180°,无裂纹。
3.筒体试板热处理工艺试验3.1模拟最小程度焊后热处理工艺Min. PWHT是容器在制造过程中可能达到的最小程度的焊后热处理。
14Cr1MoR钢板的焊接性能
14Cr1MoR钢的焊接性能摘要:根据14CrIMoR钢焊接性特点,为避免在焊接过程中出现冷裂纹、回火脆性等问题,对武汉钢铁厂研制的一种新型高韧性14Cr1MoR钢的焊接性和焊接接头性能进行了试验研究,为今后大力推广此材料的应用提供了科学依据。
关键词: 14Cr1MoR钢:焊接:焊接接头性能Welding of 14Cr1MoR steel 舞钢(师磊152-9076+5221)随着炼油I业的发展,炼油加氢工艺已成为石油炼制的常用工艺,而采用此工艺,炼油厂的加氢设备诸如催化重整、加氢精制.加氢脱硫.加氢裂化等是必不可少的。
加氢设备在高温.高压和氢介质的条件下工作,操作条件相当苛刻,因此,此类设备用钢不仅要求有良好的常温力学性能、高温力学性能,而且要求有良好的抗氢腐蚀性能以前,此类设备用钢材料一般均从国外进口,费用昂责,生产成本高,采购周期长,增加产品制造周期。
为此,武汉钢铁厂研制出-种新型的高韧性14Cr1MoR钢,这种钢主要用于制造壁温小于或等于550 C的加氢反应器换热器,中温变换炉等锅炉压力容器,与进口钢材1.25Cr-0.5Mo钢性能相当,对武钢生产的14Cr1MoR 钢焊接性和焊接接头性能进行了试验研究,为大力推广此材料的应用提供了科学依据。
1 14Cr1MoR钢板的性能14Cr1MoR钢的化学成分见表1,机械性能见表2.2 14Cr1MoR 钢的焊接性试验从14GrIMoR钢板的化学成分不难看出,该材料具有一定的冷裂倾向。
为此,进行了热影响区最高硬度试验、斜Y型坡口对接裂纹试验、十字接头抗裂纹试验.T字型热裂纹试验,对其材料的焊接性进行了试验研究。
2.1热影响区最高硬度试验2.1.1焊接热影响区最高硬度估算焊接热影响区最高硬度与钢中碳的质量百分比有关,在一定程度上反映了该钢的冷裂倾向。
根据常用的热影响区最高硬度的经验公式HVm=90+1 050C+47Si+75Mn+30Ni+31Cr.可计算出14CrIMoR钢的焊接热影响区理论最高硬度值(HV10).上限为401, 下限为353。
一种提高14Cr1MoR钢性能热处理方法分析

管理及其他M anagement and other 一种提高14Cr1MoR钢性能热处理方法分析李海啸摘要:文章分析14Cr1MoR大厚度钢的热处理方法。
开展热处理试验,对试验材料、设备与方案提出严格要求。
在具体试验中,要严格控制钢板的开轧及终轧温度,保证终轧温度在870℃~890℃之间,并以型钢升温、降温对应的膨胀曲线作为依据,同时结合TTT和CCT曲线,明确相变点,分析样品性能与组织物。
结果显示,方案A和B的热处理强度与标准强度上限接近,而方案C的热处理强度高于上限;在冲击韧性方面,方案A和C的平均冲击值均超过230J,样品在试验中存在非均匀组织或碳化物聚集的情况。
为确保型钢的冲击韧性和拉伸强度指标达到要求,建议有关人员对型钢的组织比例进行调控,并严格按照方案B对型钢进行热处理。
关键词:14Cr1MoR大厚度钢;热处理;冲击韧性;拉伸强度作为典型的低合金钢,14Cr1MoR大厚度钢现已在氨合成塔、气化炉等领域得到广泛运用。
考虑到该类型钢需要长期处于高压且高温的恶劣环境下,如何提高其性能并延长其寿命便成为人们关注的焦点。
研究表明,该类型钢冲击韧性、拉伸强度间的匹配程度,通常会给其性能产生直接影响,因此,要想做到大规模生产优质型钢,关键是要以既有热处理制度为基础,对全新制度及工艺进行开发,这同时也是本文所讨论的主要内容,有关人员应对此引起重视。
1 项目提出背景与热处理质量问题1.1 背景说明随着“十四五”规划的开启,煤化工产业进入转型关键期。
在强调大型化的当下,国内企业生产的油化产品总数持续增加,基本能够满足市场需求。
这一转变使得产能面临同质化、规模小和成本高等问题,并面临被淘汰的命运。
新形势下,油化企业想要抢占先机,关键是要将工作重心放在技术研发上。
受技术升级影响,生产所使用的设备逐渐呈现出复杂化、大型化的发展趋势。
只有掌握大规模生产性能、品质及附加值理想的钢板制造方法,企业才能顺利走出困境。
特殊要求14Cr1MoR钢板热处理工艺研究
宽厚板WIDE AND HEAVY PLATE第26卷第3期2020年6月Vol. 22,No. 3June 2020 - 21 -特殊要求14CrlMoR 钢板热处理工艺研究邸熹陈俊奇李样兵王飞高大伟(河钢集团舞钢公司)摘 要 某项目废热锅炉气化炉用14CrlMoR 钢板的技术要求高,生产难度大。
钢板最大厚度达到145mm,且首次采用双模拟焊后热处理制度,最大模焊时间长达33 h,升降温速率55 t/h,装出炉温度>400 t ,试样总在炉时间超过39 h 同时要求检验板厚1/2处交货态、最小和最大模焊态性能,并对现行热处理工艺提出更严格的要求。
针对试制的两种厚度规格钢板热处理工艺展开深入研究,根据实物性能进行工艺调整,最终获的性能。
关键词热处理14CrlMoR 双模焊制度低温冲击性能Study on Heat Treatment Process of 14CrlMoRSteel Plate with Special RequirementsDi Xi,Chen Jimqi,Li Ydngbinn,Wdng Fei dud Gao Dawei(HBIS Group Wustenl Company )Abstroci The 14CrlMoR steel plate foo the gasifier of waste heat boilno in a project hat high technical renuirn-ments and proUpctiou difficalties. The max. thickness of the plate reaches te 145 mm ,the dooPle SPWHT system is ap plied for the first time with max. SPWHT time of 33 h,heatinq and coolinq rate of 55 t/h,charhnq and discharhinq temperature >440 t ,total time of specimee in heat treatmeet fureacc over 39 h. The tests of properties at 1/2 thich-ness position under deliver) condition,min. and max. simPaten post welt heat treatment conditmus are reeuiree ,which has strinqent renuirements d chireat heat treatmeat process. Sn - death study is performea oo the heat treatment process of the triai proUpcen steel plate with two thichness specificatious, the process is trimmen accordinn te actuaiproUpct properties , hood compreheesive mechanichi properties are attainea finalle-KeyworOs Heat Weatmeht, 14CrlMoR ,DopPle SPWHT system ,Low temperature irnpact propertieso 前言某项目废热锅炉气化炉用14CrlMoR 钢是基于GB/2 713 -2014标准的高端容器钢种,同时在 技术条件中加入多项针对特殊使用环境的非标准 质量要求,尤其是钢板厚度较大,各项性能指标苛刻,热处理工艺要求更加严格,致使生产难度加大。
14Cr1MoR美标容器板GB713

14Cr1MoR(临氢SA387Gr11CL2)、临氢14Cr1MoR(H)钢板技术条件1、适用范围①⑧⑨③⑦⑤⑧①①⑧⑨Ms li本技术条件适用于中温压力容器受压元件用厚度≤150mm的钢板。
2、引用标准:GB 713-20083、尺寸、外形、重量及允许偏差3.1钢板的尺寸、外形、重量及允许偏差应符合GB/T 709标准的规定。
3.2 厚度偏差按GB/T709的B类或C类执行,在合同中注明。
3.3钢板理论重量交货,理论计重采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值。
钢的密度为7.85g/㎝34、技术要求4.1 化学成分钢的化学成分应符合表1的规定(wt%)表1注:(1)熔炼分析应按每炉(罐)号取样,产品分析(包括X系数)应按交货张取样,应满足(Si+Mn)≤1.20%(2)带“*”号的元素记录分析结果,不作为验收条件,但应满足J、X系数的规定。
[H]在保证熔炼分析的前提下,可不进行成品分析。
(3)回火脆化系数应符合以下要求:X=(10P+5Sb+4Sn+As)≤15,式中元素以PP M含量代入,如0.01%以100ppm代入。
J=(Si+Mn)X(P+Sn)X≤180,式中元素以重量百分含量代入,如0.01%以0.01代入。
4.2 冶炼方法:采用电炉+炉外精炼、并经过真空脱气的冶炼工艺,可以进行二次电渣重熔冶炼。
钢板应为本质细晶粒镇静钢。
4.3 交货状态:钢板以正火(允许加速冷却)+回火状态交货。
4.4 力学性能及工艺性能应符合表2的规定。
表2注:①进行冲击试验时,应记录侧向膨胀值和纤维状端口百分数供参考。
②室温弯曲试验的弯心直径如下:试样厚度T(mm)弯心直径(mm)T≤25 1.5T25<T≤50 2.0TT>50 2.5T③厚度大于20mm的钢板可进行高温拉伸试验,高温拉伸试验温度在合同中注明,其Rp0.2指标应符合GB 713-2008的规定(中间温度按插值法进行计算)并在合同中注明。
国产14Cr1MoR钢板的性能研究

国产14Cr1MoR钢板的性能研究
王顺花;薛巍
【期刊名称】《金属热处理》
【年(卷),期】2004(29)4
【摘要】通过对国产 1 4Cr1MoR钢板制造压力容器不同热处理工艺以及产品力学性能的研究和分析 ,为今后国产1
【总页数】2页(P35-36)
【关键词】国产14Cr1MoR钢;热处理;力学性能
【作者】王顺花;薛巍
【作者单位】兰州交通大学机电工程学院;兰石机械设备有限公司
【正文语种】中文
【中图分类】TG162.83
【相关文献】
1.临氢设备用14Cr1MoR钢板性能研究 [J], 王祖芳
2.临氢设备用国产21/4Cr-1Mo钢板的性能研究 [J], 曾繁泽
3.国产21/4Cr-1Mo厚钢板工艺性能研究 [J], 王顺花;薛巍
4.高压空冷器用国产超厚双相钢钢板焊接工艺及焊接接头性能研究 [J], 滕敏;杨凤明;刘宏;陈伟
5.国产低温容器用SA-203E厚钢板封头热压成型性能试验研究 [J], 谭晓霞
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14Cr1MoR(H)钢板性能的热处理试验
摘要:14Cr1MoR(H)是在14Cr1MoR基础上加强抗氢性能,以满足更苛刻的使用要求,本文结合我司对14Cr1MoR(H)钢材的性能研究,对热处理工艺影响钢板性能的情况进行试验与验证。
关键词:14Cr1MoR(H)、压力容器、热处理、钢板性能
14Cr1MoR(H)钢属于Cr-Mo低合金钢,该钢具有良好的韧性和塑性、较高的强度、抗回火脆化性能和优良的焊接性能,该钢能在与氢接触、高温、高压等恶劣条件下使用,是普遍使用的热强钢和抗氢用钢,被广泛用于制造与氢相接触的石油、化工等大型装置及临氢设备。
兹有一台压力容器产品:工作压力6.75MPa最高/最低工作温度290℃/260℃,操作介质/特性为含氢气体/易爆,主体材质14Cr1MoR(H),筒体厚度/封头最小成形厚度40mm/40mm。
下面就本产品热处理工艺对钢板性能的影响进行试验,为设备制造后能满足技术要求提供保证。
1. 试板准备
筒体下料厚度40mm,封头考虑到成形过程中的减薄量,下料厚度44mm。
钢材供货状态为正火+ 回火。
取筒体试板厚40mm,封头试板厚44mm。
试板力学性能试验项目如下:
(1)室温拉伸试验,在Max.PWHT及Min.PWHT状态下各一件。
(2)高温拉伸试验,Max.PWHT状态下做一件。
(3)-20℃KV2 冲击试验,在Max.PWHT及Min.PWHT状态下各做一件。
(4)室温弯曲试验。
2. 钢板性能要求满足下列条件:
室温拉伸强度Rm为520~680MPa;室温屈服强度RmL≥310MPa;室温延伸率A≥20%;室温断面收缩率Z≥45%;-20℃KV2 冲击功平均值≥47J;高温(470℃)屈服强度Rp0.2>187.4MPa;室温弯曲试验,弯曲180°,无裂纹。
3.筒体试板热处理工艺试验
3.1模拟最小程度焊后热处理工艺
Min. PWHT是容器在制造过程中可能达到的最小程度的焊后热处理。
根据技术要求及我司热处理经验,确定工艺:690±14℃×4h,炉冷至300℃出炉空冷。
3.2模拟最大程度焊后热处理工艺
Max. PWHT是容器在制造过程中可能达到的最大程度的焊后热处理。
根据技术要求及我司热处理经验,确定工艺:690±14℃×20h,炉冷至300℃出炉空冷。
模拟焊后热处理后,对试板进行力学性能检验,同时对试板在Min. PWHT状态下进行金相检验及硬度试验。
结果见表1.
由表1可知,试板力学性能良好,晶粒度9级,组织保持良好,硬度值不超202,从筒体材料制造过程中所经历热处理状态的角度分析,所执行的热处理工艺能保证筒体材料的综合力学性能,故此热处理工艺是有效、可行的。
4.封头试板热处理工艺试验
封头采取热压成形,始压温度950 ℃,终压温度900℃,空冷。
在封头热成型过程中,加热温度超过了钢材的Ac3线,破坏了材料的力学性能,故需进行正火+回火热处理,以恢复力学性能。
封头成品经历的热处理:热压+正火+回火。
为保证封头成形后的性能,对封头试板进行热处理模拟试验。
正火910±10℃×1.5h,风冷。
回火720±10℃×2.5h,空冷。
Min.PWHT 690±14℃×4h ,炉冷至300℃出炉空冷。
Max.PWHT 690±14℃×20h,炉冷至300℃出炉空冷。
先950 ℃对试板模拟加热,接着正火+回火,后分开做Min.PWHT和Max.PWHT,随
表1 筒体、封头试板模拟焊后热处理试验结果
封头筒体
试验项目热处理状态 Rm(MPa) ReL (MPa) A(%) Z(%) Rm(MPa) ReL (MPa) A(%) Z(%)
室温拉伸Max. PWHT 555 380 27.5 67.5 575 440 25.5 74
Min. PWHT 565 395 23 72.5 600 475 27 74
470℃拉伸热处理状态 Rm(MPa) Rp0.2(MPa) Rm(MPa) Rp0.2(MPa)
Max. PWHT 460 320 470 330
-20 ℃KV2 冲击热处理状态 KV2 (J) KV2 (J)
Max. PWHT 82、84、56 220、236、204
Min. PWHT 114、62、76 224、202、264
室温弯曲试验Max. PWHT 压轴d=2a,弯曲180°,无裂纹压轴d=2a,弯曲180°,无裂纹
Min. PWHT 压轴d=2a,弯曲180°,无裂纹压轴d=2a,弯曲180°,无裂纹
金相试验热处理状态晶粒度显微组织晶粒度显微组织
模拟热冲压 5 珠光体+ 网状铁素体Min.PWHT9 铁素体+ 珠光体+ 贝氏体
正火+回火 6 珠光体+铁素体Min.PWHT状态,硬度值HBW为200、195、198
后对试板进行性能试验。
其间在模拟热冲压受热及正火+回火后分别做金相,以观察组织的变化。
结果见表1.
由表1可知,热冲压后晶粒变大,晶粒度降为5级,再经正火+回火处理,晶粒度升至6级,组织改变不明显。
封头试板力学性能较筒体试板力学性能有所下降,尤其是冲击值下降较多,性能还是满足技术条件要求并有一定的富裕量。
从试验结果看,所执行的热处理工艺能保证封头最终成形后的综合力学性能,该工艺是有效的、可行的。
5.结论
封头试板性能较筒体试板性能有所下降,主要原因是封头试板经历超过Ac3线以上的温度,组织上会产生较大变化,虽然重新正火+回火,但金属组织及晶粒度的改善不明显。
因此,封头在实际热冲压过程中要
严格监控最高加热温度,应<950℃为妥。
通过试验,我们掌握了14Cr1MoR(H)钢材在不同热处理温度下性能变化的一般规律,验证了所制定的热处理工艺能有效保证产品完工后的钢材综合力学性能,热处理工艺是有效的、可行的。
6.作者简介
邵家良(1986 -),男,广州人,从事压力容器制造。