(IE工业工程)IE常用术语
现场IE知识
现场IE知识现场IE(Industrial Engineering,以下简称IE)是工业工程的一部分,主要关注工业生产现场的优化和提效。
现场IE以提高生产效率、降低成本、提升产品质量为目标,通过科学的方法论和工具,来分析、改进和管理生产过程。
本文将介绍现场IE的基本概念、常用工具和应用案例。
一、现场IE的基本概念1.1 工业工程的定义工业工程是一门综合性的学科,它应用数学、物理学和管理科学的原理和方法,通过对工作系统的设备、人员、材料、信息和能源的综合分析,设计和改进有效的工作系统。
工业工程的目标是优化资源利用,提高生产效率和质量。
1.2 现场IE的定义现场IE是工业工程的一个专业领域,它主要关注生产现场的优化和提效。
现场IE的核心问题是如何通过科学的方法,提高生产效率、降低生产成本、提升产品质量。
1.3 现场IE的基本原则现场IE的工作以科学的方法和数据为基础,采用系统化的思考方式进行问题分析和解决。
以下是现场IE的基本原则:•系统性原则:将工作系统视为一个整体,进行综合分析和优化;•科学性原则:采用科学的方法和工具,进行问题分析和解决;•人本原则:重视人的主观能动性,关注人的工作环境和工作负荷;•效益原则:以提高效益为目标,追求生产效率和质量的提升;•持续改进原则:通过不断的改进和创新,实现持续的生产优化。
二、常用现场IE工具现场IE依靠一系列的工具和方法论,来分析、改进和管理生产过程。
以下是常用的现场IE工具:2.1 工作测量工作测量是现场IE的基础工具之一,它主要用于衡量工作的时间和劳动强度。
常见的工作测量方法有时间测量和运动研究法,这些方法能够帮助IE工程师识别生产过程中的瓶颈和改进机会。
2.2 生产布局生产布局是指不同设备和资源之间的空间安排。
合理的生产布局能够缩短物料和信息的传递路径,减少物料和信息的流动时间,提高生产效率。
常见的生产布局方法有流水线布局、U型布局和细胞制造布局等。
【IE知识】81个IE(工业工程)专业术语,基础掌握牢很重要!

【IE知识】81个IE(工业工程)专业术语,基础掌握牢很重要!展开全文1.标准工时/标准时间在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间标准时间=正常时间*(1 宽放率)=(观测时间*评比系数)*(1 宽放率)2.工时定额对某种作业的工时规定一个额度,即使对同一作业,由于用途不同可能有不同量值的定额,如现行定额、计划定额、目标定额等3.标准时间与工时定额的关系标准时间是制定工作定额的依据、工时定额是标准时间的结果4.时间研究时间研究是一种作业测定技术,旨在决定一位合格、适当、训练有素的操作者,在标准状态下,对一特定的工作以正常速度操作所需要的时间5.时间研究的研究方法时间研究是用抽样调查技术来对操作者的作业进行观测,以决定作业的时间标准6.剔除异常值的方法三倍标准偏差法:正常值为x /-3 内的数据,超出者为异常值7.每一单元的平均操作时间平均操作时间=Σ(观测时间值)/ 观测次数8.正常时间正常时间=Σ(单元观测时间X单元评比百分率)/ 观测次数9.宽放时间的种类私事宽放\疲劳宽放\周期动作宽放时间\干扰宽放时间\临时宽放时间\政策宽放时间\程序宽放10.宽放率宽放率(%)=(宽放时间/正常时间) X100%11.宽放时间宽放时间=正常时间X宽放率12.标准时间标准时间=平均操作时间X评比宽放时间13.瓶颈生产线作业工时最长的工站的标准工时称之为瓶颈\产出的速度取决于时间最长的工站14.实测时间作业者完成操作的实际时间15.节拍根据生产计划所得的一个工程所需的时间16.平衡率生产线各工程工作分割的均衡度,用于衡量流程中各工站节拍符合度的一个综合比值=Σ(T1 T2 ...... Tk)/Tbottleneck*K17.不平衡率生产线各工程工作分割的不均衡度不平衡率=(最大值-最小值)/平均值*100%18.平衡损失平衡损失=瓶颈工站的实际时间×工站数×FG-正常时间19.操作损失生产中异常及不良造成的损失操作损失=(设定产能-实际产量)?单件标准时间-额外产出工时=不良品损失计划外停线(机)工时20.总损失总损失=稼动损失平衡损失操作损失21.快速切换通过各种手段,尽可能的缩短作业切换时间,以减少时间浪费,达成提高综合效益之目的22.作业切换时间是指前一品种加工结束到下一品种加工出良品的这段时间23.外部切换时间不必停机也能进行的切换作业时间24.内部切换时间必须停机才能进行的切换以及为保证质量进行的调整、检查等占用的切换时间25.JIT的基本思想只在需要的时候、按需要的量、生产所需的产品,故又被称为准时制生产、适时生产方式、广告牌生产方式26.JIT的核心零库存和快速应对市场变化27.劳动定额的时间构成劳动定额的时间构成=作业时间布置工作地时间休息与生理需要时间准备与结束时间/批量劳动定额的时间构成可供时间:上班时间内,为某产品生产而投入的所有时间可供工时=可供时间 *人数-借出工时投入工时=可供工时-计划停线工时稼动率=投入工时/可供工时 *100%计划停线工时=计划停线时间*人数计划停线时间=无计划时间换线时间判停时间设定产能(H) =3600(S)/瓶颈时间(S)设定产能(班)=投入时间/瓶颈时间(S)总工时=瓶颈时间*作业人数实际产量是可供时间内所产出的良品数人均产能=实际产量/投入时间/人数单机台产能=实际产量/投入时间/机台数平衡损失=(总工时-单件标准时间)*设定产能操作效率=实际产量/设定产能*100%整体工厂效率(OPE)=平衡率*稼动率*操作效率平衡损失=(瓶颈*作业人数-单件标准时间)*设定产能操作损失=(设定产能-实际产量)*单件标准时间-额外产出工时=不良品损失计划外停线(机)工时28.工费率平均每小时发生费用=单位时间内发生总费用/单位时间内投入工时29.单件成本平均每件分摊成本=某批产品花费总成本/该批产品总量30.成本下降率Σ[(上期单件成本-本期单件成本)*实际产量]/Σ(上期单件成本*实际产量)*100%31.机会成本机会成本=投资额*行业平均盈利率经营收益=收益-机会成本节省成本﹕=(改善前需求工时-改善后需求工时)*工费率交付周期=∑(CT*批量)32.所有机器效率=Total S.T*Output/(可利用时间*机台数)人工利用率 = 人工操作时间*目标产能/工作时间机器稼动率 = 机器作业时间*目标产能/工作时间MFG效率=实际产量/除非计划停机损失后可生产数量总生产效率=实际产量/可生产数量33.无效时间指花费在进行与生产不是有直接关系的活动之时间,如:开会,培训,消防演习,健康枪查,5S等.34.生产是一切社会组织将它的输入转化为输出的过程,是人们创造物质产品的有组织的活动35.时间序列模型以时间为独立变量,利用过去需求随时间变化的关系来预测未来的需求36.预测监控通过预测监控来检验过去起作用的预测模型是否仍然有效37.因果关系模型利用变量(包括时间,如广告投入vs销量)之间的相互关系,通过一种变量的变化来预测另一种变量的未来变化38.CYCLE TIME(C/T)周期时间每单位工序中1个循环的作业所需的时间单位工序C/T的和/ 测试次数39.(T/T)节拍时间制造一件物品时所需要的实际时间作业时间/ 需求数40.NECK TIME整个工序中1个循环作业时间最长的工序时间=最大的CYCLE TIME41.RATING作业按标准方法进行时作业速度的快或慢的程度用数字进行换算的时间很快︰125%;快︰100%;一般︰85%;慢︰60%42.净作业时间作业按标准方法进行时所需的最少时间CYCLE TIME*RATING(%)43.运转率产品所需的时间及实际生产中所用的时间之比NECK TIME /TACT × 100 %44.运转损失生产产品所需的时间和实际所用的时间之比(Tact Time-Neck Time)/ TACT TIME× 100 %45.平衡损失作业人员之间由于作业量的不公平导致的作业要素时间的不均衡程度的比(Neck Time-Cycle Time)/TACT TIME× 100 %46.效率损失按标准方法进行作业时需要的最少时间和与实际作业中所用的时间之差的比(Cycle Time-净作业时间)/ TACT TIME× 100 %47.综合损耗损耗的总合计运转损失+平衡损失+效率损失48.时间观测法用秒表观测分析作业人员的作业时间或设备运转的方法49.防呆法作业人员或设备上装上无需小心作业也绝不出错的防止出错装置50.生产率一般用产量对投入的比OUT PUT /IN PUT51.工时人或机器能做的或已做的量用时间来表示52.拥有工时拥有人员的工时拥有人员×正常作业时间53.考勤工时实际上没投入到作业的工时(缺勤、休假、出差、支持等)相关人员×相关时间54.出勤工时实际投入到作业的人员的工时拥有工时-考勤工时55.追加工时正常出勤工时以外追加作业的工时,即加班,特殊出勤、接受支持等相关人员×相关时间56.作业工时投入到作业中的总工时出勤工时+追加工时57.实际生产工时作业工时中去掉损失工时,实际投入到作业的工时作业工时-损失工时58.损失工时不属于作业人员责任范围的损耗工时(会议、教育、早会、待料、材料不良、机械故障、机型变更、不良返工等)相关人员×相关时间59.作业工时效率生产产品所需的时间(标准时间)和实际用的时间之比标准工时/作业工时× 100 %60.实际生产工时效率损失工时以外的纯作业时间和实际生产所用的时间之比标准工时/实动工时× 100 %61.实际生产率生产产品所需的时间和纯生产所需的时间之比标准工时/实动工时× 100 %62.效率管理为了减少生产要素的损耗,用一线监督人员的指导监督来达到适当地提升并维持作业人员对作业的态度的一种管理模式标准时间/实际时间63.PAC (Performance Analysis & Control)为了能做到只要作业努力就能提升及维持能力的效率管理模式的一种。
IE常用专业术语
工业工程常用术语1、允收质量水准:AQL (Acceptable Quality Level)允收品质水准是顾客与供应商之间的交易运作模式。
容许供应商在协议允收的条件下,交付某一限定比率的不良品。
2、问五次为什么:Ask why five times一个发掘问题真正原因的常识原则。
3、查核现场:Check Gembutsu当欲探寻问题的根源时,对现场实地有形的物体加以调查。
4、符合性:Conformance有以表示产品或服务,能达到相关规格,合约或规则,所要求的一个确定指示和评定。
5、管制图:Control Chart为一个具有上下管制界线的图。
在其图上,会绘有一系列的样本或样本组统计量的测定值。
此图通常绘有一条中心线,用以侦测所绘之测定值,有否趋向之一条管制线。
6、成本:Cost在QCD 的范畴,成本通常是指成本管理。
而成本管理涉及到对各种资源的适度管理,以及消除所有类别的浪费,在此种方式下,会降低总成本。
7、跨部门(功能)管理:Cross Function-Management为达成QCD,而进行的跨越部门的活动。
8、周期时间:Cycle Time作业员完成加工一个产品所需要的实际耗用时间(产距时间takt time )。
9、交期:Delivery在QCD 范畴内,指交货的数量和时间,皆要符合顾客要求。
10、不接受,不制造,不流出:Don ’t get it ,Don’t make it ,Don’t send it在现场里提出的一个常识性口号。
在任何一个QCD 计划中,应将品质最优的概念予以实践出来。
理应:不要从上制程接受不良品,不要在自己的制程制造不良品,以及一旦有不良品制造出来,不要流入下制程。
11、失效树分析:FAT (Failure Tree Analysis )借着确定因果关系,以及利用树关图,来认定问题的机率。
失效树分析是用来分析及事先避免任何安全性和可靠度上的问题。
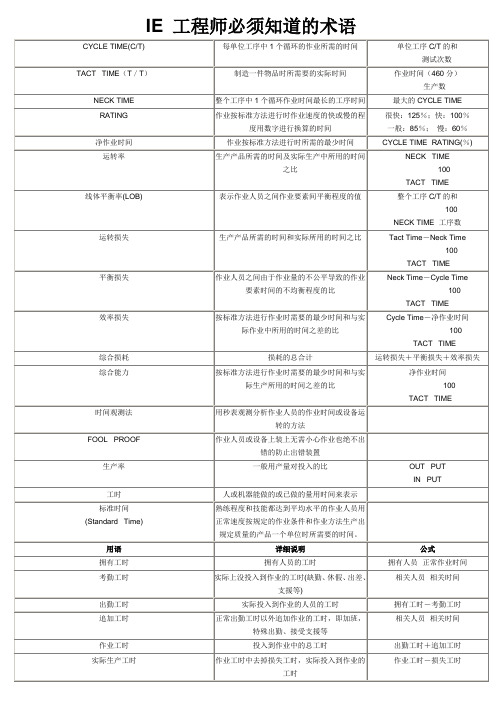
12、流线生产:Flow Production及时制生产模式的支柱之一,在流线生产中,机器是按照加工顺序排列。
工业工程IE各行业专业英语词汇--工业工程类
IE专业英语(新)BS Brain Storming 脑力激荡Facilities Design and Planning设施规划与设计Material Flow System Analysis物流系统分析Production Planning and Control生产计划与控制Human Engineering人机工程(工效学)Cost Control成本控制Value Engineering价值工程Work Assessment工作评价与考核Engineering Economics Analysis工程经济分析Machine Interference机器干扰Single Minute Exchange of Dies (SMED) 六十秒即时换模Fool-Proof 防止错误法(防错法)Man 人Machine 机Material 料Method 法Environment 环境Temperature(temp)温度Humidity湿度learning curve学习曲线Time measurement 时间测量Methods of time measurement标准时间测量(MTM) Shop floor observation 现场观测Line Balancing 线平衡Value有价值NO VALUE 无价值Incidental work(necessary)必要Waste浪费•Takt Time生产节拍Transport Empty 伸手Grasp 握取Move 移物Disassemble 折卸Use 应用Assemble 装配Release Load 放手Inspect 检查Search 寻找Select 选择Play 计划Pre-Position预定位Position 定位Hold 持住Rest 休息Unavoidable Delay 迟延Avoidable Delay 故延E: Eliminate剔除C :Combine合并R: Re-arrange重排S :Simple简化PRA-Probabilistic Risk Assessment风险率评估Risk Priority Number (RPN) 风险关键指数What 完成了什么where 何处做When 何时做who 由谁做Why 为何这样做how 何时做delay等待operation操作inspection检查transportation搬运storage储存Color management 颜色管理Quality Control Circle 品管圈(QCC)Activity-Base Management作业制成本管理(ABM)In-Process Quality Control制程质量管理(IPQC)Incoming Quality Control进料质量管理(IQC)International Organization for Standardization国际标准化组织(ISO) Predetermined Time System 简称PTS 预定动作时间标准法Methods-time-measurement 方法时间衡量Work factor system 工作因素法(WF)Modolar arrangement of pre-determind time standard MOD法Leveling 平准化= westing 西屋法objective rating 客观评比synthetic leveling 合成评比Work Sampling 工作抽样Motion time analysis 动作时间分析Business Process Reengineering (BPR)企业流程再造Enterprise Resource Planning ERP企业资源规划Economic Order Quantity (EOQ)基本经济订购量Flexible Manufacture System 弹性制造系统(FMS)Finish or Final Quality Control成品质量管理(FQC)In-Process Quality Control制程质量管理(IPQC)Incoming Quality Control进料质量管理(IQC)Just In Time实时管理(JIT)Manufacturing Execution System制造执行系统(MES) Master Production Scheduling主生产排程(MPS) Master Production Planning主生产计划Material Requirement Planning物料需求规划(MRP) Manufacturing Resource Planning制造资源计划(MRPII) Operation Scheduling作业计划Flow shop流水车间Optimized Production Technology最佳生产技术Supply Chain Management供应链管理(SCM)Statistic Process Control统计制程管制(SPC)Total Productive Maintenance全面设备管理(TPM) Total Quality Management全面质量管理(TQM)Zero Defect Quality Control零缺陷质量管理:PDCA Cycle PDCA循环:continual Improvement持续改善:Project项目Project Manager项目经理Project Management项目管理Project Plan项目计划Process Improvement现场改善WORK IN PROCESS 半成品President 董事长Visual management 目视管理bottleneck 瓶颈Layout 布置图quality engineering 质量工程人员(QE)first article inspection 新品首件检查(FAI)first article assurance首件确认(FAA)capability index能力指数(CP)Quality Improvement Team 质量改善小组(QIT)Classification整理(sorting, organization)-seiriRegulation整顿(arrangement, tidiness)-seitonCleanliness清扫(sweeping, purity)-seisoConservation清洁(cleaning, cleanliness)-seiktsuCulture教养(discipline)-shitsukeSave 节约Safety安全Make-to-stock备货型生产(MTS)Make-to-order订货型生产(MTO)Assemble-to-order按订单装配(ATO)Flexible manufacturing system柔性制造系统Group technology成组技术(GT)Concurrent engineering并行工程(CE)Time compression technology时间压缩技术(TCT)Business process reengineering业务过程重组(BPR)Agile manufacturing敏捷制造(AM)Lean production精细生产(LP)Intelligent manufacturing 智能制造(IM)Computer-aided-manufacturing计算机辅助制造(CAM) Computer-aided-design计算机辅助设计(CAD)Computer-aided-engineering计算机辅助工程(CAE)Computer-aided-process planning计算机辅助工艺编制( CAPP) overall cost leadership成本优先differentiation独具一格Market focus集中一点cost efficiency成本效率quality质量Dependability可靠性Flexibility柔性product data management产品数据管理(PDM)Facility location设施选址Fixed position layout固定式布置process layout工艺过程布置layout based on group technology成组制造单元布置Job design工作设计work measurement工作测量Time study时间研究Basic motion study基本动作世界研究法(BMS)Modolar arrangement of predetermind time standard模特法Human factor engineering人因工程business plan经营计划Fixed capacity固定能力Adjustable capacity可?#123;整能力production rate生产率Inventory库存Job-shop production单间小批生产Bill of materials (BOM)物料清单文件Lead time提前期modular bill of materials模块物料清单Maximum part-period gain最大周期收益(MPG) distribution requirements planning分配需求计划scheduling编制作业计划sequencing排序Dispatching派工controlling控制expediting赶工supply chain供应链Purchasing Management采购管理Quick Response快速用户反应JIT Purchasing准时采购physical distribution物流Materials handling物料搬运project项目critical path method关键路线法optimistic time最乐观时间Most likely time最可能时间pessimistic time最悲观时间Mean time between failure平均故障期(MTBF) Mean time to repair平均维修期(MTTR)plan 计划do 执行check 检查action 处理level production生产平准化optimized production technology最优生产技术(OPT) Overall Equipment Effectiveness整体设备效能Operation Research运筹学Service Sector服务业Operation Management运作管理Operation System运作系统World Class Manufacturing世界级制造Time-based Competition基于时间的竞争Operation Flexibility运作战略Product Development产品开发Dependent Demand独立需求Economic Order Lot 经济订货批量:Safety Stock安全库存Shortage Costs缺货成本ABC Classing Method A BC分类法Reorder Point订货点Holding Costs存储成本Productivity Improvement Team生产力提升小组(PIT) Productivity Improvement Center生产力提升中心(PIC)工厂常用词汇Assembly& Loading Clips 组合上耳夹Break PAD 折PADBreak PIN 折脚Paste Base 沾BASEapproved by: 核准Apr.(April) 四月assembly(ass’y)组合Aug.(August) 八月Base 底座bifilar 双线并绕Bobbin(BBN)绕线管bottom 底部Brush Epoxy On Core 铁芯刷胶Brush Epoxy On Loop 线圈刷胶checked by: 审核Choke电感clip耳夹close winding密绕component 组件condition条件condition条件copper铜箔立式core铁芯Curing烘烤current 电流CUT WIRE 裁线Dec.(December) 十二月defective product box不良品箱deficient manufacturing procedure制程不良description: 说明Design Failure Mode and Effect Analysis DFMEA设计Desk Topdip 浸入Direction 方向ECN Engineering Change Notice工程变更通知Electronic Magnetic In EMI 抗电磁干扰Enameled copper wire 漆包线Engineering Change Request 工程变更要求epoxy胶equipment/instrument设备Failure Mode and Effect Analysis FMEA失效模式与效应分析Feb.(February) 二月fixture治具flow chart 流程窗体flux助焊剂FN: Factory Notice 工厂通知FN: Immediated change 立即变更Function test 测试gap 间隙,缝隙HI-POT安规测试IE﹕Industrial Engineering 工业工程impregnation浸泡inductance 电感ink油墨inspection(INSP)检查Insulating Tape绝缘胶布issued date: 发行日期item发料Jan.(January) 一月Joint Quality Engineering (JQE) Jul.(July) 七月Jun.(June) 六月Kapton Tape高温胶布layer 层line线Magnetic Components 磁性组件magnetic 磁性的Mar.(March) 三月Margin Tape安胶marking印章materials物料May五月ME: Mechanical Engineering 机械工程measurement测试mechanical dimension 外观尺寸MFG: manufacturing制造Mini-TowerModel: 机种Not Deviate Measure 量平整度Nov.(November) 十一月O/I Operation Instruction 作业指导书Oct.(October) 十月OEM:委托代工(Original Equipment Manufacture)oven 烤箱P/n: part number 品名P/R Pilot-Run试作验证pad 垫片PE Production/Process Engineering 制造工程/制程工程pin adjustment对脚PIN BENDING& WIRE TRIMMING 折弯钢片pin 脚plastic 塑料,塑料poor processing 制程不良Pre-soldering 预焊primary(pri)初级process 流程production capacity生产力卧式production control (PC)生管purchasing采购QCC:品管圈(Quality Control Circle)QE:质量工程(Quality Engineering)remark: 备注Reported by: 草拟Revision(REV﹒): 版本sample样品schematic 结构图second(sec)次级Sept.(September) 九月solder bar锡棒solder iron 烙铁solder wire锡丝soldering焊锡solvent 稀释剂space winding疏绕Specification (Spec)生产规格stand-off 凸点station 站别step步序straighten 弄直,使变直tape 胶带TE: Test Engineering 测试工程terminal 脚,端子Time (时间)timer定时器top顶部,上层transformer 变压器trifler三线并绕tube 套管turn ratio圈数比turn圈数twist绞线Unloading The Clips 下耳夹vacuum抽真空varnish dipping泡凡立水varnish凡立水warehouse仓库winding direction 绕线方向winding绕线wire trimming理线。
IE相关术语

资料受控申请 自动化
SOP编 写
编写 排拉表 木样房
开拉前相关 准备工作
OK
8
IE 手 册
标准工时制定、修改原则
2. 标准工时
(1)标准工时定义 标准工时指身心健康技能熟练的工人,以正常速度,在规定的操作条件下,以规定的操作方法,生产出 符合规定质量的一个单位产品所需要的时间。标准工时简称ST,也称标准时间,即Standard Time。标准工 时可以应用于一个单独的工序(即工序标准工时),也可以应用于一条完整的生产线即某个品种的产品的全 部生产工序。其中,一个产品的标准工时(即产品标准工时)等于完成该产品所需的各工序的标准工时之和 。
F
G
H
I
2
3
3
3
4
3
2
4
12
动作单元柱状图
14 12 10 8 6 4 2 0 A B C D E F G H I 2 3 3 3 4 3 2 4 12
15
IE 手 册
线平衡
3.生产线平衡的案例
通过合并重排:
8 7 6 5 4 3 2 1 0 A+B M C+D N E+F P G+H Q I K 2 3 4 2 3 3 4 6 3
IE相关名词解释
1. 工业工程相关名词解释 (6)标准作业 SOP 标准作业,英文简称 Standard Operation Procedure,简称SOP,是一种标准的作业程序说明书。所谓 标准,在这里有最优化的意思,即不是随便写出来的操作程序都可以称作SOP,而是经过不断实践总结出来 的,在当前条件下可以实现的最优化的操作程序。 (7)全面生产维护 TPM 全面生产维护英文是 Total Productive Maintenance,简称TPM,中文译为全员生产维护。是以提高设备 综合效率为目标,以全系统的预防维修为过程,全体人员参与为基础的设备保养和维修管理体系。TPM活动 就是通过全员参与,并以团队工作的方式,创建并维持优良的设备管理系统,提高设备的开机率,增进安 全性及高质量,从而全面提高生产统统的运作效率。 (8)快速换模 SMED 快速换模英文为Single Minute Exchange of Dies,缩写为SMED,又称十分钟内换模法或单分钟换模。 它是指产品生产中的换模时间、生产启动时间和调整时间等切换时间都能够并且应该少于10分钟。 换模时间是指从上一款最后一个产品生产出来与下一款第一个好的产品生产出来之前之间的时间。
IE常用术语
备 注
1. 作业者的熟练度:组装3个月,焊 接加工6个月,性能检查及调整1年。 2. 在规定的作业方法 3. 使用规定的工具、设备、用具 4. 在没有身体和精神压力的情况下
标准S/T
PRO-3M
My MACHINE
目的:使设备高效率运转
My-job
MY-Area
SEHZ 生产部 IE TEAM
对外密
名 称
用 语(定义) 解 释 是My Area Keep Clean-UP的缩写,即在“自 己的现场就是自己的面”的思想前提下,象爱护 自己的身体一样清扫、整理、整顿周围环境,创 造愉快的工作环境,并亲身体会其活动成果,以 此来提高自身满足程度的一种运动。
备 注
MAKE-UP 运动
TALELNT 制度 LINE-STOP 制度
备 注
1.追求生产线的效率 2.促进团体意识和多工序负责 3.步行最短、操作方便 4.工位调整人员增减容易
U-LINE
标准供应
生产节拍
生产节拍 = 加工时间 + 整体时间 加工时间(创造附加价值) 整体时间(搬运时间、检查时间、存 放处、仓库、标准在工)
精简化
1. 省力化:单纯的改善,只是让操作 工轻松,表现在生产或作业等待现象 2. 省人化:消除不应该的浪费,将过 多的人员从新按规定安排。 3. 精简化:生产数和操作人员数的比 率对应后工序的变化(量的变化)降 低成本。
ATO
BTO
CTO
Configure To Order ATO(Assemble To Order)是从生产战略里派生的概念,是指先生产好单位部品,按照接收到的消费者要求的式 样树立完成品生产计划的体制。它可以使完成品的在库Zero化,但半成品(CPU,HDD,……)在库多少会增加。另 外需要预测不是按照Model别进行,而是按照Module别进行,所以比较困难。 只有在开发阶段就开始进行module化设计才可能适用。
IE常用术语

IE常用术语提高工作效果的RELAX原则:我们以为忙碌,是表示工作有效率,错以为效率就是有效果,忙碌的结果是否真能达到效果?效果跟效率又有什么不一样,我们怎么样才能够逆向而行,做一个有效率又有效果的人?我们知道RELAX?字的中文是放松的意思,今天,我用英文字RELAX五个字母来说明五个要点:1. R(readjust),重新定位我们生命的价值有一句话「紧急的事经常把重要的事给淹没了。
举个例子,每个人都知道健康很重要,可是有多少人每天会去做运动保持健康?不是我们不认同运动对健康的重要,而是它不那么紧急。
有一位企业经理人,向公司请了三个月假,只为了带两个儿子,跟着他们最喜欢的棒球队全美跑,亲眼目睹球队的每一场比赛。
假期结束,他回到公司,同事问他真的那么喜欢棒球啊?没想到他一点也不喜欢棒球,球赛到底谁赢、谁输,他都不知道,但是他却非常在乎他的儿子。
故事让我深受感动,提醒我们,在忙碌的生活中要停下来,重新思考我们的价值定位。
2. E(evaluate),不断地评估所做的。
忙碌了一段时间之后,我常常提醒自己要重新评估自己的价值定位。
在忙碌的生活中,一些紧急的事情,会把很重要但是不紧急的事给掩盖了,如果不借着不断地重新评估,我们就无法逆向而行。
与我共事的一位经理,他一天工作的时数是十八个小时,在公司是十二小时,回家还要工作五到六个小时,有位同事没有小孩,但是我知道,他实在是希望有一个孩子。
我深入观察,发觉他那么辛苦的工作,只是要证明他有能力、他不是一个平凡的人,没有家庭的帮助,他依然可以成就大事。
股证明的心,让他没有时间停下来重新去看他生命中急切重要的事。
我说这些,绝不是要我们把工作放下,花尽所有的钱去享受、去旅游。
而是在烦忙的生活中,不要忘记,停五分钟,去享受你喜欢喝的咖啡,拨个电话给我们亲爱的朋友,说一些想念他的话,或和孩子散步,或听美妙的音乐,或对关怀我们的家人说些感激的话。
这些事不会用去太多的时间,却能让我们的生活充满愉快的质量。
IE标准工时介绍

IE标准工时介绍什么是IE标准工时?IE标准工时是一种常用于生产管理的指标,用来衡量一个工艺、工序或整个生产线完成一定数量产品所需要的标准时间。
IE,即工业工程师(Industrial Engineer)的缩写,是专门负责工序分析和工作方式改善的职位。
在生产环境中,IE标准工时可以被应用于多个方面,例如生产计划制定、过程优化、工时成本计算等。
它提供了衡量生产效率和工时成本的重要依据,对于企业提高生产效率和控制成本具有重要意义。
IE标准工时的计算方法IE标准工时的计算方法通常分为直接计时和间接计时两种方式。
具体计算方法如下:直接计时直接计时是通过对工艺工序的实际操作进行计时,以确定完成一定数量产品所需的平均时间。
这种计算方法需要IE工程师实地观察并记录工人完成一次工序所需的时间,并取得多次实测数据的平均值。
直接计时方法适用于工序比较简单、固定以及操作规程稳定的生产环境。
间接计时间接计时是通过对整个生产过程中的各个环节进行观察和分析,结合历史数据和标准工时数据库,计算得出每个环节所需的标准工时。
间接计时方法适用于复杂的生产流程、多个工序交替进行的情况。
IE工程师通过分析工艺流程图、工序操作说明和人员配备情况,综合考虑诸多因素,包括机器间距离、工种经验、设备效率等,计算出各个环节的标准工时。
这些标准工时最终汇总起来,形成整个生产过程所需的标准工时。
IE标准工时的应用IE标准工时在生产管理中具有广泛的应用价值,主要体现在以下几个方面:生产计划制定通过标准工时的衡量,可以确定生产计划的合理性和可行性。
生产计划制定时,需要考虑生产能力、资源配备、工时成本等因素,IE标准工时提供了一个客观的指标,帮助管理者进行决策。
过程优化通过对每个环节的标准工时进行分析,可以找出生产过程中的瓶颈和低效环节,进而优化生产流程,提高生产效率。
IE工程师可以通过分析数据和观察现场,提出改进建议,例如优化工艺流程、提高设备效率、优化人员分配等。
IE术语
工业工程Industrial Engineering,美国工业工程师学会将工业工程定义为:“工业工程是对于人、物料、信息、设备和能源所组成的集成系统进行设计、改进和设置的一门学科,它综台运用数学、物理学和社会科学的专门知识和技能。
特性:工业工程是以技术为基础,配合科学管理的技巧来发现问题、解决问题、预防问题;工业工程是以工程的方法改善管理,以管理的概念策划工程,是将管理与工程融合一体的学问;工业工程是一门动态性、整合性、因变性、系统性以及富人性的学问;工业工程最终目的是经由管理的运作,使企业能获得最在的利益,是故与成本或经济效益有关,包括制度、作业方法、机器、模具、夹具均应予掌握并加以改善;工业工程的操作理论均要能符合实际的需要,是故IE工程师均应具备身体力行的能力,而使学理与实务相得益彰,保证管理效果。
标准工时Standard Time在标准操作条件下,用标准的作业方法,一个具有平均熟练程度的工人,以正常速度完成某项作业所需要的劳动时间,就是这项作业的标准工时。
全局设备效率Overall Equipment Effectiveness,它用来表现机器设备的实际生产能力相对于理论产能的比率. OEE=可用率*表现性 *质量指数其中:可用率=操作时间 / 计划工作时间;表现性=理想周期时间 / (操作时间 / 总产量)=(总产量 / 操作时间)/ 生产速率;质量指数=良品/总产量工业工程作业能完成某项操作的一个或多个动作组合。
工序分析将工序的作业过程划分成若干个作业单元,以作业单元为单位分析工序的动作要素,剔除多余动作,减少辅助动作。
分析工序的动作时间构成,发现工序的存在问题和改善机会。
优化作业动作和作业程序,以提高工序效率。
程序流程图以产品为研究对象,用简单规范的符号对生产过程进行全面记录和描述,并通过整体性分析,发现生产流程中存在的问题,剔除改进的方案和措施,设立合理的工艺规范。
作业指导书作业指导书是指为保证作业的质量而将过程中的关键控制点用通俗的语言进行细化和量化。
IE常用概念定义公式
IE常用概念定义公式IE是指工业工程(Industrial Engineering)的缩写,它是一门研究如何最有效地管理与优化生产和运作系统的学科。
IE的目标是通过改进流程、增加效率、降低成本,提高生产力和质量,确保企业的长期竞争力和可持续发展。
以下是IE常用的概念、定义和公式:1.生产系统:生产系统是由所有相互作用的组件、设备、人员和信息所构成的一个整体,它负责将输入的原材料转化为输出的产品或服务。
2.流程:流程是用于描述一个过程中各个步骤和活动的一种方式。
IE 通过研究和改进流程,来优化生产系统的效率和质量。
3.布局设计:布局设计是指在生产系统中安排设备、工作区和人员的空间位置,以最大化效率、降低成本和提高安全性。
4.作业分析:作业分析是通过观察和测量,确定工作任务的具体要求和工作环境的特点,以便设计出最优的工作方法和工作站。
5.线平衡:线平衡是指在装配线生产中,通过合理地分配工作任务和调整工作站的数量和位置,使得每个工作站的工作时间接近或相等,从而提高产能和生产效率。
6.物料搬运:物料搬运是指将原材料、零部件和成品从一个位置转移到另一个位置的过程。
IE通过研究和设计合理的物料搬运方式,提高运输效率和降低成本。
7.产量:产量是指在一定时间内生产的产品数量。
产量可以通过以下公式计算:产量=总生产数量/总生产时间。
8.效率:效率是指在给定的资源条件下,生产系统所能实现的最大产量。
效率可以通过以下公式计算:效率=实际产量/理论产量。
9.制造周期:制造周期是指完成一个产品的全部生产过程所需的时间。
制造周期可以通过以下公式计算:制造周期=生产终点时间-生产起点时间。
10.供应链管理:供应链管理是指对供应链中的物流、货物和信息流进行规划、控制和协调的过程,以实现最优的供应链运作。
11.质量管理:质量管理是指通过制定标准、监控过程、改进方法和培训人员,来确保产品或服务符合质量要求的一种管理方法。
12.总质量管理:总质量管理是一种以顾客需求为中心,通过持续的质量改进和员工参与,提高产品和服务质量的管理方法。
IE 工程师必须知道的术语
一般:85%;慢:60%
净作业时间
作业按标准方法进行时所需的最少时间
CYCLE TIME×RATING(%)
运转率
生产产品所需的时间及实际生产中所用的时间之比
NECK TIME
× 100
TACT TIME
线体平衡率(LOB)
表示作业人员之间作业要素间平衡程度的值
整个工序C/T的和
1RU=0.001分
基本动作分析法
利用科学家研究出来的17个动作符号测试作业动作时尽量以最小单位来分割的方法
用语
详细说明
公式
工作取样
将人、设备的运转状态及种类经瞬间测试后整理结果,用统计抽样理论来测试项目的时间比率、运转率(非运转率)
IE (Industrial-Engineering)
工业工程,将人、材料、设备、资源整合为一起进行设计、改善、选定的工程
所有作业用基本动作来分析,根据指定的基本动作的性格和条件提前给予时间的方法
TMU (time-measurement unit)
给予基本动作的时间值的单位
1分=1.667TMU
1秒=27.8TMU
R.W.F (Ready-Work Facfor)
所有动作分八个基本要素,每执行一个要素动作时根据动作的困难决定W/F数,根据时间表计算净作业时间的方法
ie工程师必须知道的术语cycletimect每单位工序中1个循环的作业所需的时间单位工序ct的和测试次数tacttime?t?t?制造一件物品时所需要的实际时间作业时间?460分?生产数necktime整个工序中1个循环作业时间最长的工序时间最大的cycletimerating作业按标准方法进行时作业速度的快或慢的程度用数字进行换算的时间很快?125??快?100?一般?85??慢?60?净作业时间作业按标准方法进行时所需的最少时间cycletimerating?运转率生产产品所需的时间及实际生产中所用的时间之比necktime100tacttime线体平衡率lob表示作业人员之间作业要素间平衡程度的值整个工序ct的和100necktime工序数运转损失生产产品所需的时间和实际所用的时间之比tacttime?necktime100tacttime平衡损失作业人员之间由于作业量的不公平导致的作业要素时间的不均衡程度的比necktime?cycletime100tacttime效率损失按标准方法进行作业时需要的最少时间和与实际作业中所用的时间之差的比cycletime?净作业时间100tacttime综合损耗损耗的总合计运转损失?平衡损失?效率损失综合能力按标准方法进行作业时需要的最少时间和与实际生产所用的时间之差的比净作业时间100tacttime时间观测法用秒表观测分析作业人员的作业时间或设备运转的方法foolproof作业人员或设备上装上无需小心作业也绝不出错的防止出错装置生产率一般用产量对投入的比outputinput工时人或机器能做的或已做的量用时间来表示标准时间standardtime熟练程度和技能都达到平均水平的作业人员用正常速度按规定的作业条件和作业方法生产出规定质量的产品一个单位时所需要的时间
IE专业词汇
IE(Industrial engineering) 工业工程production system 生产系统service system 服务系统logistics 物流large scale production 大规模生产division of labor 劳动分工Motion Study 动作研究gantt chart 甘特图Statistical Quality Control 统计质量控制inventory 库存managerial decision 管理决策material handling 物料搬运factory layout 工厂布置work study 工作研究productivity 生产率method study 方法研究work measurement 作业测定process analysis 程序分析operations analysis 操作分析motion analysis 动作分析time study 时间研究work sampling 工作抽样PMTS——predetermined time standard预定时间标准standard data 标准资料法operation process chart 工艺程序图flow process chart 流程程序图flow diagram 线路图Man-machine process chart 人机操作图gang process chart 联合操作图two-hand process chart 双手操作图ECRS——eliminate消除combine合并rearrange重排simplify简化five symbols——operation操作transport搬运inspection检验temporary storage or delay暂存或等待storage储存raw material原材料finished product成品warehouse仓库layout布置work piece工件threblig 动素knuckle指关节wrist腕关节elbow肘关节shoulder肩关节trunk 躯干principles of motion economy动作经济原则stopwatch 秒表、停表time study board时间研究板time study form时间研究表elapsed time 共用时间element单元constant element不变单元variable element 可变单元rate评比allowance 宽放allowance for personal 私事宽放allowance for fatiguel 疲劳宽放allowance for unavoidable delay 程序宽放allowance for specials 特别宽放allowance for policy 政策宽放standard time 标准时间normal time 正常时间observed time 观测时间Continuous timing method连续测时法snapback technique归零法WF——work fator systems 工作因素法MTM——method time measurement方法时间衡量MOD——modular arrangement of predetermined time standard模特排时法Upper limb basic motions 上肢基本动作Move移动grasp 抓取position放置The instant observation method瞬时观察法vacancy 空闲Work ratio 工作率vacancy ratio 空闲率The theory of probability概率论normal distribution 正态分布Average number 平均值standard deviation标准差Confidence可靠度、置信度sample样本Population 总体binomial distribution二项分布Accuracy精度bsolute accuracy绝对精度relative accuracy相对精度Formulas 公式parameter参数machine operation机器开动Shop floor车间shutdown停工idleness闲置facilities stop 机械休止unbalanced capacities制造能力不均unbalanced order plan订货计划不均distribution layout 分布平面图itinerant巡回的pre-observation预观察timetable时刻表randomly sampling随机抽样layered sampling分层抽样法two-digital figures两位数residue剩余物interval时间间隔shift班次in terms of 根据、按照management chart 管理图management limitation管理界限upper limitation 上限low limitation下限datum数据(data的单数)Manufacturing system制造系统automation自动化Semi-automatic半自动的Lathe车床Milling machine铣床Drill press钻床Workstation工作站Production line生产线Assembling line 装配线Machine cell 加工单元load装载unload 卸载work unit工件Batch process成批加工pallet托盘tote bin搬运箱、集装箱Workhead工作台workholder工件夹具clamp夹紧Chuck卡盘hoist起重机industrial robot工业机器人Part feeder送料器coil feeder卷料进料装置stamping冲压Group technology成组技术job shop加工车间batch production成批生产Flexible manufacturing system柔性制造系统CNC(computerized numerical control)machine数控机床Failure diagnosis故障诊断spare part备用件geometry几何形状Cylindrical圆柱形的disk-shaped圆盘形的prismatic棱柱形的Rectangular矩形的cube-like立方形的work-in-process在制品Cellular manufacturing单元制造mass production大量生产bottleneck瓶颈Finished good成品infrastructure基础设施GT(Group Technology)成组技术setup time生产准备时间lead time提前期FMS(flexible memufacturing systems)柔性制造技术AGV(automated guided vehicles)自动导引车Inspection machine检验机、校正机welder焊接机electronic discharge machine电火花机床Locker room更衣间、衣帽间cafeteria自助餐厅CAD(computer aided design)计算机辅助设计CIMS(computer integrated manufacturing systems)计算机集成制造系统CAM(computer aided manufacturing)计算机辅助制造CAE(computer aided engineering)计算机辅助工程CAPP(computer aided process planning)计算机辅助工艺规划Robotics机器人技术JIT(just in time)准时制made-to-order按订单生产LP(lean production)精益生产AM(agile manufacturing)敏捷制造E-manufacturing E制造模式、电子化制造、网络制造Production planning 生产计划production and operations management生产与运作管理Production process生产过程、生产流程Production planning and control生产计划与控制Wholesaler批发商retailer零售商strategic planning战略层计划Management planning管理层计划working planning作业层计划Steel mill 钢厂auto plant 汽车厂process layout工艺原则布置Product layout 产品原则布置group layout成组原则布置Fixed position layout固定式布置low-volume小批量High-variety多品种metal working job shop金工车间distributed layout分布式布置modular layout模块式布置agile layout敏捷布置requirements forecasting需求预测customer response time顾客响应时间forecast accuracy预测精度qualitative method定性方法quantitative method 定量方法causal method因果方法time-series analysis时间序列分析MPS(Master Production Scheduling)主生产计划end item finished product 成品subassembly部件、组件production lot size生产批量MRP(Material Requirements Planning)物料需求计划MR PⅡ(Manufacturing Resource Planning)制造资源计划ERP(Enterprise Resource Planning)企业资源计划dependent demand相关需求 independent demand独立需求safety stock安全库存 batching rule批量原则BOM(Bill Of Materials)物料清单 lot for lot直接批量法(按需订货)feedback反馈EBQ(Economic Batch Quantity)经济批量法closed loop MRP闭环MRP Part Period Cover固定周期法RCCP(Rough Cut Capacity Planning)粗能力平衡CRP (Capacity Requirements Planning)细能力平衡Sales order Processing销售订单处理stock recording库存记录cost accounting 成本会计Quality Management 质量管理Quality Standards 质量标准Quality Control质量控制customer satisfaction顾客满意(度)fitness for use 适用性conformance to specifications符合规范ISO9000 Series Standards ISO9000族/系列标准ISO(International Organization for Standardization)国际标准化组织TC(Technical Committee)176质量管理和质量保证技术委员会IAF(International Accreditation Forum)国际认可论坛Quality Management System质量管理体系certificatation认证Statistic Quality Control 统计质量控制six sigma Methodology(六西格玛)管理方法DMAIC——define,measure,analyze,improve,control定义,测量,分析,改进,控制DFSS——Design for Six Sigma六西格玛设计seven quality control tools质量控制七大工具checksheet检查表、记录表、调查表pareto chart排列图flowchart流程图cause and effect diagram因果图histogram直方图scatter diagram散布图control chart控制图upper control limit上控制限lower control limit 下控制限central line 中心线Quality Costs质量成本Costs of Control控制成本Prevention Costs 预防成本Appraisal Costs鉴定成本Costs of Failure of Control故障成本Internal Failure Costs内部故障成本External Failure Costs外部故障成本TQM(Total Quality Management)全面质量管理PDCA(plan,do,check,act计划,执行,检查,行动/处理)PDCA循环,戴明环continuous improvement持续改善Opportunity Cost机会成本Poor Quality Cost劣质成本QSIT——Quality System Inspection Technique质量系统检测技术CAPA——Corrective And Preventive Actions 纠正与预防措施。
IE(工业工程)标准工时

13
HI-13
Insert L901.L301.F1.D901
2 31.87 28.56 27.39 26.88 29.55 31.87 26.88 14.43
14
HI-14
Insert SK.CR1.CX1.CX2
2 31.67 30.59 31.64 29.68 30.14 31.67 29.68 15.37
26
T U-04
Total inspection
1 15.99 15.34 14.28 13.48 10.38 15.99 10.38 13.89
27
ICT
Testing components of main board
1 10.23 12.34 11.25 13.88 14.22 14.22 10.23 12.38
UPH(units per hour)单位小时产能,产能的指标。
UPH=年生产量/(12*月工作日*日工作小时)或 UPH=日生产量/日工作小时
计算当前整机cell 线UPPH?
常用术语—生产力、生产效率
常用术语— OPE
OPE(Overall Plant Efficiency)整体工厂效率
用来衡量工厂经营管理的整体效率,包含:设计者效率,管理者 效率,作业效率。反应工厂综合能力。
五、标准工时的制定方法
标准工时的制定方法有很多,归纳起来有如下几种: 1)秒表观测法俗称“马表法”或时间观测法(我司采用的方法) 2)标准时间预定法(PTS法) a、WF法(Work Factor) b、MTM法(Methods Time Measurement) C、MODAPTS法(Modular Arrangement of PTS) 3)标准资料法 4)经验法 5)VTR法(摄影法)
IE(工业工程)基础知识
IE(工业工程)基础知识一、什么是IEIE是工业工程(Industrial Engineering)的英文缩写,IE是将人、物料、设备视为一体,对发挥功能的管理系统进行设计、改进和设置。
二、什么是方法研究对作业方法进行科学分析,从而对人、时间、材料等进行经济、合理、有效的设计使用,是一种对作业方法进行设计和改善的方法。
研究对象包括原材料、工艺、作业流程、作业工具、设备布局及操作动作。
三、什么是作业测定对作业人员在一定生产条件下的作业时间进行的测定,用于作业效率评价、标准时间设定及发现不合理的地方。
四、所谓工程分析----就是把一连串的工程按照顺序调查、分析,以便调查工程中的浪费、不均,以及勉强,再导出改善的重点,拟成改善案的分析手法。
五、制品工程分析----就是以原料、材料、零件,或者制品为对象,对工程如何的被进行,展开分析调查的方法。
六、作业者工程分析-----依作业者的动作顺序展开调查,再利用工程记录,把“作业”、“检查”、“移动”、“等待”等图表化,凭此找出作业动作的问题点,以便改善的分析手法七、联合工程分析-----是凭分析人与人组合作业的时间经过,经过图,以便找出“人”或“机械”所造成的“闲荡”,“空等”,藉此改善作业的方法。
八、动作分析----对人的作业动作进行细微的分析,省去不合理的和浪费的动作,制定出轻松、安全、正确、高效率的动作序,形成最经济的作业方法的一种分析技术。
九、两手作业分析---在一定的场所中,着眼于作业者的左右手,对其进行观察并分段分析的方法。
十、基本动作分析---是把作业者以左右手为中心的动作分为18种基本动作要素的连结,以此进行分析的方法。
十一、动作经济原则---是通过对人体动作能力的研究,创立的一系列能最有效地发挥人的能力的动作原则,由于它能使工作者的疲劳最少、动作迅速而容易、增加有效的工作量,因而被称为经济原则。
人体的动作等级-----人体的动作应以尽量应用最低级而能得到满意结果为妥,工作时人体的十二、工作抽样调查法(WS)---它是在一段较长的时间内,以随机方式对调查对象进行间断的观测,并按预定的目的,分析所调查的资料,得出需要的结果十三、标准时间---是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。
IE基本概念
IE基本概念IE基本概念<> “现场”﹐“现物”﹐“实事求是” 1 of 13CIE 基本概念,常见图文符号及运算公式一. 工业工程基本概念1. 什么是工业工程(IE)工业工程(Industrial Engineering,简称IE)被广泛分认的定义是由美国工业工程师学会(ALLE)于1955 年正式提出,后修订的定义,表述如下: “工业工程,是对人员,物料,设备,能源和信息所组成的集成系统进行设计,改善和设置的一门学科.它综合运用数学,物理学和社会科学方面的专门知识和技术,以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定, 预测和评价.”IE 形成于19 世纪末,20 世纪初的美国泰勒(F.W.Taylor,1856~1915)等人的科学管理运动,它是工程技术,经济管理和人文科学的边缘学科,是在人们致力于提高工作效率,降低成本,提高质量的实践中产生的一门学科.它是把技术和管理有机地结合起来,去研究如何使生产要素组成更高效运行和系统,从而实现提高生产率的目标.2. 工业工程的研究目标工业工程的研究目标就是使生产系统投入要素得到有效利用,降低成本,保证质量和安全,提高生产率,获得最佳效益.具体地讲,就是通过研究,分析和评估,对制造系统和每个组成部分进行设计(包话再设计,即改善),再将各个组成部分恰当地综合起来,设计出系统整体,以实现生产要素合理配置,优化运行,保证低成本,低消耗,安全,优质,准时,高效地完成生产任务.它追求的是系统整体的优化与提高.3. 工业工程学科的范畴及应用范围IE 学科的范畴根据美国国家标准ANSI-Z94(1982 年修订版),从学科角度把IE 知识领域划分17 个分区, 即:j生物力学k成本管理l数据处理与系统设计m销售与市场n工程经济o设施规划p材料加工q组织规划与理论s实用心理学○11 方法研究和作业测定○12 人的因素○13 工资管理○14 人体测量○15 安全○16 职业卫生与医学○17 生产规划与控制r应用数学(运筹学,管理经济学,统计质量控制,统计数学应用)IE 在制造业的应用范围(见图1-1)从狭看来IE 集中在生产反馈(钱,性能,质量,规格,价格,处理等)过程的科学管理,从广义来看,IE 特别是结合了信息技术的现代IE 已涵盖了产,供, 销的全部管理系统.4. 工业工程的特点IE 是实践性很强的应用学科.综合分析IE 的定义,内容(范畴)和目标,现代IE 的基本特点概括为以下几个方面:( 1 ) IE 的核心是降低成本,提高生产质量和生产效率.追求生产系统的最佳整体效益,是IE 的一个重要特点.(2) IE 是综合性的应用知识体系.简单地说IE 是把技术与管理有机地结合志来的综合学科.(3)以人为本是IE 区别其它工程学科的特点之一.生产系统的各种组成要素中,人是最活跃的和不确定性最大的因素. IE 为实现其目标,在进行系统设计,实施,控制和改善的过程中,都必须充分考虑人和其他要素之间的关系和相互作用,以人为中心进行设计.从操作方式,工作站设计,岗位和职务设计直到整个系统的组织设计, IE 都十分重视研究人的因素,包括组织关系,环境对人的影响以及人的工作主动性,积极性,创造性及激励方法等,寻求合理配置人和其它因素,建立适合人的生理和必理特点的机器,环境和组织系统,使快准全汇总分析市场用户决策快预测定货人财物少准人物料机器信息资金任务输入生产过程输出产品服务快好损失少快好少狭义IE研究开发供产销广义IE图1-1 IE 在制造业的应用范围人能够充分发挥能动作用,从面在生产过程中提高效率,安全,健康,舒适的工作,实现个人及组织价值,进而更好地发挥各生产要素的作用.(4) IE 的重点是面向微观管理(注重三化)为达到减少浪费,降低成本的目的, IE 重点面向微观管理,解决各环节管理问题.从制定作业标准和劳动定额,现场管理优化直至各职能部门之间的协调和管理改善,都需要IE 发挥作用.“三化”即是指工业简化(Simplification),专业化(Specialization),标准化(Standardization),是IE 的重要原则.所谓三化,对降低成本提高效率起到重要作用. 特别是标准化对现代工业的科学量化管理起着非常重要的作用,它包括技术标准和管理标准,特别是管理标准是规范企业中重复出现的管理业务工作的标准,它既规定各种标准程序,职责,方法与制度,同时也是组织和管理企业生产经营活动的方法与手段.(5) IE 是系统优化技术IE 所强调的优化是系统整体的优化,不单是某个生产要素(人,物料,设备等)或某个局部(工序,生产线,车间等)的优化,后者是以前者为前提的优化,并为前者服务,最终追求的目标是系统整体效益最佳(少投入,多产出).所以IE 从提高系统总生产率的目标出发,对各种生产资源和环节具体研究,统筹分析,合理配置;对各种方案作量化的分析比较,寻求最佳的设计和改善方案.这样才能发挥各要素和各子系统的功能,协调有效地运行.系统的运行是一个动态过程,具有各种随机因素.社会的前进及市场竞争日趋激烈,对各种生产都提出了越来越高的要求,需要进一步提高生产率;而科学技术的高度发展也为IE 提供了更多的知识和方法实现生产率的提高.所以,生产系统的优化不是一次性的, IE 追求的也不是一时的优化,而是经常的持久系统优化, 对系统进行不断的革新改造和提高,使系统实现最低浪费和更高的综合效益.5. 工业工程对制造业的作用工来工程对制造业的作用可归纳以下几个方面:( 1 ) 对系统进行规划,设计,评价与创新.(2)优化生产系统,物流系统与信息系统.(3)诊断企业症结.(4)挖掘潜力,保证质量,提高企业生产效率和经济效益.(5)杜绝浪费,节约资源,实现零浪费.(6)提高企业素质,增强企业竞争力.(7)制定工作标准及管理标准.6. 现场IE(作业研究)在制造业中的作用尽管现代IE 应用极其广泛,但制造业仍然是最主要和有代表性的一个领域,制造工业具有这样的特点:即其生产活动的全部内容包括技术和管理两个<> “现场”﹐“现物”﹐“实事求是” 4 of 13C 方面:一是围绕材料加工(或通常的制造技术)研究工艺与设备,这是制造的硬件部分;二是关于制造系统,即由人,材料和设备等组成的集成系统的控制和管理,这是制造业的软件部分. IE 正是将两者有机结合起来的原理和技术.因此,作业研究的应用不仅直接促使生产率提高,而且也是其它IE 技术,如设施规划与设计,生产计划与控制等的必要基础.作业研究是以工业企业中的生产系统为研究对象,运用方法研究与作业测定(工作衡量)等技术,对产品的设计,工艺,作业程序,材料使用,机器设备与工装夹具的运用及人的作业动作加以分析研究,林而制定最佳工作方法,并对此方法设定标准时间,这种方法与时间标准用于编制生产工艺标准,作业标准,生产计划,日程进度,计算产品标准成本和计划定员,评价生产结果,分配生产奖金,考核生产成果等.作业研究的目标是改进工作方法,并使方法标准化(图1-3)程序分析作业研究动作分析作业测定流动经济原则动作经济原则简化工作并设计更经济的方法和程序,之后设定标准工作方法.1. 方法,程序2. 材料3. 工具与设备4. 环境与条件客观,公平,准确地确定工作时间标准设定标准时间设定工作标准标准作业法+标准时间+其它要求=工作标准实施新标准,提高生产率,产生效益,持续这种种循环,并对其进行客观分正的评价.图1-3<> “现场”﹐“现物”﹐“实事求是” 5 of 13C二, IE 手法概要1. 何谓IE 手法在日常生产中为解决生产进度,质量等问题仅靠感觉和经验是无法真正做到的,此时我们必须综合运用QC 及IE 手法,不断加深对工作的理解,从不同的角度思考比现有方法更轻松,更安全,更正确,更快捷的作业方法.具体IE 手法的定义表述如下:“IE 手法是以人的活动为中心,以事实为依据,用科学的分析方法对生产系统进行观察,记录,分析,并对系统问题进行合理化改善,最后对结果进行标准化的方法.”其目的有以下几点:(1)准确掌握生产活动的实际状态;(2)尽快地发现浪费,不合理,不可靠的地方;(3)对生产活动的改善和标准化进行系统的管理综合IE 手法的定义与目的, IE 手法有以下几点特征:(1)分析程序方法不错的话,不同人会得到相同的结果客观性;(2)因为对现实状态能定量分析,所以容易进行检讨定量性;(3)用相同的符号及图表分析,因此能够信息共享通用性.2.IE 手法的体系IE 的基本手法,是由IE 始祖泰勒(F.W.Taylor,1855-1915)发明的时间研究(Time Study)和吉尔布雷斯(F.B.Gilbreth,1868-1924)夫妇发明的动作研究(Motion Study)为基础发展而来的.它包话方法研究,作业测定,布局研究,Line Balance 等方法手段.(1)方法研究对作业方法进行科学分析,从而对人,时间,材料等进行经济,合理,有效的设计使用,是一种对作业方法进行设计和改善的方法.研究对象包括原材料,工艺, 作业流程,作业工具,设备布局及操作动作.○1 程序分析对产品生产加工的流程以固定的符号进行分析,进行综合的设计改善时使用,包括从产品的开发设计,到零部件的生产及装配等,从宏观到微观的全部生产作业流程.○2 动作分析对工序的作业方法,动作进行分析设计的方法.(2)作业测定对作业人员在一定生产条件下的作业时间进行的测定,用于作业效率评价,标准时间设定及发现不合理的地方.作业测定大体分为直接时间研究和间接时间研究.○1 直接时间研究法<> “现场”﹐“现物”﹐“实事求是” 6 of 13C现场IE手法方法研究程序分析产品工艺分析作业流程分析联合作业分析动作分析动手作业分析动素分析录像分析PTS 法流程经济原则流程优化MOD 法作业测定时间分析动作要素时间分析单元作业时间分析VTR 分析运转率分析边续运转分析抽样分析直接观测PTS 法PTS 法标准时间设定动作经济原则分析动作优化布置研究搬运(物流)分析配置分析搬运路线分析搬运工艺分析Line Balance的编制调整作业拆解PTS 工序平均化图1-4工作时间过程的直接测量,有时间分析及运转率分析等代表方法,测量上以直接测量和录像测量为主.○2 间按时间研究法对作业单位细分化设定后,通过经验数据的合成设定时间的方法,如以标准资料以及统计数据库为依据进行标准时间的设定.○3 PTS 法(Predetermined Time Standards)时间预置法,全部作业的基本动作进行标准化,用此标准对工程作业的时间进行预置设定,是一种间接时间研究和动作分析相结合的方法.2. 现场IE 手法的分类与改善程序的关系<> “现场”﹐“现物”﹐“实事求是” 7 of 13C图1-4 对现场改善中的各种IE 手法时行分类.表1-1 对IE 手法的分类与改善程序的关系进行了详细说明.表1-1形式跨部门合作,团队进行委托其它部门进行自已部门主导,内部进行基本特点相关部门的负责人,以项目小组的形式团队推进课题在部门内无法,也无从解决,将相关工作明确后,委托,依赖给其它职能部门日常工作中收集数据及现场发现的问题,内部解决课题范围由公司方针而确立的题目或问题关系到几个部门部门内的工作计划中内部无法解决的问题小题目,现场的问题只与本部门相关统筹主要责任部门部门内部门外推进方法有关部门责任担项目会议统筹进度及各部技术其它部门提出解决方案其中部分工作内部完成接受指导部门内小组推进QC 小组内部解决案例工场整体Layout 的改善工装夹具改良,自动化标准时间的设定夹具,设备引进设备改良作业标准的设定,改订作业动作的改善作业配置的改善Line balance 的改善简单的工装改良作业环境的整顿搬运改善注意事项各部门必须遵守方针纪律,明确目标责任,更加需要有能力的项目负责人不可以推托责任,否则部门间关系恶化内部专业数据的分析要认真细心非专业的经验与胆量不利于问题的解决4. IE 手法活用的效果(1)能够系统地,综合地,有计划地把握现状而非赁经验和感觉;(2)因为是定量的系统的思考方法,所以可以做客观的判断;(3)当明确了判断的标准之后,谁都可以进行相同的判断;(4)平日发现不到的问题会逐渐浮现上来;(5)从不规则的变化中发现规律性的东西;(6)通观全局,而非局部次要问题;(7)有短时间内检查工艺全过程;(8)因为结果是以图表数字形式,所以容易理解;(9)科学的统计方法进行数据收集,因此结果和过程都很可靠;(10) 因为客观,所以容易统一意见;(11) 问题说明简洁明了;(12) 明了的图表数字会增强职员对品质与效率的责任感与行动力;(13) 现场作业及管理人员亲自使用分析,可加深结工艺过程的理解. <> “现场”﹐“现物”﹐“实事求是” 8 of 13C三,常见图文符号工艺流程图示符号工序种类符号详细符号(例) 内容加工操作○ ○2 第二道工序(工序号)○A A 零件的第五道工序□◇加工中有检查内容材料,零件或新产品在加工过程中发生了外形规格性质的变化或为下一工序进行准备的状态.搬运运输○( )R 机器人搬运○B 皮带搬运M 男子搬运材料零件或产品在一定状态下维持不变,同时转移位置状注: 符号图的大小是加工操作的1/2~1/3检验□□ 数量的检查◇品质的检查◇□ 品质与数量的检查,品质为主对材料零件或产品的品质和数量进行测定,并进行判断的工序,但作业中同时伴有准备与整理的内容停带暂存(D)△毛坯的贮存▽半成品,产品的贮存工序时间的停止(D)加工中临时停止材料,零件或产品在进行加工,检查之前所外的一种停止状态,但当区别停止一贮存时,停止有D 表示.5W2H 提问表问题为什么改善方向1. Why 目的是什么? 为什么? 去除不必要及目的不明确的工作2. Where 在什么地方执行? 为什么? 有无其它更合适的位置和布局3. When 什么时候做此事? 为什么? 有无其它更合适的时间与顺序4. Who 由谁来做? 为什么? 有无其它更合适的人5. What 做什么? 为什么? 可否简化作业内容6. How 如何做? 为什么? 有无其它更好的方法7. How much 多少钱? 为什么? 有无更低的方法项目疑问<> “现场”﹐“现物”﹐“实事求是” 9 of 13CECRS 原则__________改善方向符号名称内容E取消(Eliminate)在经过了“完成了什么”“是否必要”及“为什么”等问题的提问,而无满意答复者皆非必要,即予取消合并(Combine)对于无法取消而又必要者,看是否能合并,以达到省时简化的目的R重排(Rearrange)经过取消,合并后,可再根据“何人”“何处”“何时”三提问进行重排,使其能有最佳的顺序,除去重复,使作业更加有序S简化(Simplify)经过取消,合并,重排后的必要工作,就可考虑能否采用最简单的方法及设备,以节省人力,时间及费用18 种动素的定义及符号动素分析是由美国工程师Frank Bunker Gilbreth(1862-1924)创立的,动作分析基本要素共有18 种动作,也有文献定义为17 种,本书设定为18 种.(详见下图)A.工作有效推进的动作B.造成工作迟延的动作动素定义分类C.动作本身不能推进作业NO 名称英文及缩写符号符号说明分类定义1 伸手Transport Empty(TE)手中无物的形A空手移动,伸向目标,又称空运2. 握取Grasp(G)手握物品的形状A手或身体的某些部位充分控制物体3. 移物Transport Loaded(TL)手中放有物品的形状A手或身体某些部位移动物品的动作,又称运实4. 装配Assemble(A)装配的形状A将零部件组合成一件物体的动作5. 拆卸Disassemble(D)从装配物拆离物品的形状A将零部物进得分离和拆解的动作6. 使用(U)Use 的U 字形A利用器具或装置所做的动作,称使用或应用7. 放手Release Load(RL)从手中掉下物品的形状A握取的相反动作,放开控制物的动作<> “现场”﹐“现物”﹐“实事求是” 10 of 13CA.工作有效推进的动作B.造成工作迟延的动作动素定义分类C.动作本身不能推进作业NO 名称英文及缩写符号符号说明分类定义8. 检查Inspect(I)透镜的形状A将目的物与基准进行品质,数量的比较的动作9. 寻找Search(S)眼睛寻找物品的形状B 通过五官找寻物体的动作10. 发现Find找到物品的眼睛形状B 发现寻找目的物的瞬间动作11. 选择Select(S)指定选择物的箭头形状B多个物品中选择需要物品的五官动作12. 计划Plan(P)手放头部思考的形状B作业中决定下一步工作的思考与计划13. 预定位Pre-Position(PP)保龄球立直的形状B物体定位前先将物体定置到预定位14. 定位Position(P) 9 物品放在手的前端的形状B以将物体放置于所需的正确位置为目的而进行的动作,又称对准15. 持住Hold(H)磁石吸住物体形状C手握物品保持静止状态,又称拿住16. 休息Rest(R)人坐于椅上形状C为消除疲劳而停止工作的状态17. 迟延Unavoidable Delay(UD)人倒下的形状C 可以避免的停顿18. 故延Aviodable Delay(AD)人睡觉的形状C 可以避免的停顿四,常用基本公式:1. 效率的计算方法:效率=实际值/基准值×100%作业效率=产量×标准工时÷投入工时×100%=实际产量÷标准产量×100%=标准作业时间÷实际作业时间×100%运转率=凈运转时间÷运转可能的时间×100%故障率=故障次数÷运转总时间×100%拉平衡效率=工序时间总和÷(最长工序时间×人员数) ×100% 不良率=不良个数÷生产个数×100%损失率=(1-拉平衡效率) ×100%2. 标准工时计算方法:基准周期时间(C/T)=(实测平均数)*(1+评比%)<> “现场”﹐“现物”﹐“实事求是” 11 of 13C标准产能=投入时间*投入人数标准时间*标准人数基准周期时间(C/T)=正常作业时间瓶颈工时(L/T)=(C/T)max标准时间=C/T*(1+宽放率)标准时间=正常作业时间+宽放时间×100%=观测时间×评价系数×(1+宽放率) ×100%标准总工时(S/T)=(C/T)max*标准人数*(1+宽放率)注: 当投入人数=标准人数时, 标准产能=投入时间/标准时间, 实际计算式: 标准产能=3600/标准瓶颈工时3.作业工时架构:总投入工时负荷时间停止时间稼动时间(总使用工时) 停机时间凈稼动时间(总标准工时) 性能损失时间价值稼动时间不良损失时间早会新产品上线之教育训损失工时LOSS TIME速度降低损失故障损失换模,换线调整损失刀具交换暖机损失其它停机损失清扫检查等待指示(待料等)等待人员安排等待品质确认测定调整停止性故障功能性故障(管理损失)短暂停机,空转损失不良,人工修改的损失生产良品的时间有用工时USEFUL TIME<> “现场”﹐“现物”﹐“实事求是” 12 of 13C说明:(一).工时说明1.负荷工时:直接操作者实际参加作业之工时.2.停止时间:指生产过程中按照具体的要求,或惯例需要花费之工时,比如,早会,新产品上线前之教育训练,它是一个可以预料,有计划性的时间.3.稼动时间:也就是总使用工时,指操作者实际参加作业生产产品所耗费之工时.4.停机时间:指在生产过程中由于模治具故障或其它突发意外事件发生所耗费之工时.它是一个无预警,无计划性的时间.5.凈稼动时间:指在生产过程中,机器,人,物料都处于正常标准状态下作业之工时,其工时标准需要公司内部相关单位及人员制定.6.性能损失时间:指在生产过程中,由于机器的磨损,空转导致之性能下降所占有之工时.7.价值稼动时间:也就是作业过程中生产良品的时间.8.不良损失时间:作业过程中生产不良品的时间.以上工时计算公式及相互关系为:1.除外工时=停机时间+停止时间2.负荷时间=总投入工时-停止时间3.稼动时间=总使用工时=总投入工时-除外工时4.凈稼动时间=总标准工时=产量工时=生产数量*标准工时5.性能损失时间=(标准产量-实际产量)*标准工时6.价值稼动时间=生产良品数*标准工时7.不良损失时间=生产不良品数*标准工时(二).工时损失说明1.故障损失:分为停止性故障与功能性故障,区别:停止性故障:指突发性故障.功能性故障:指设备功能比原先设计低落的故障.2.换模换线调整损失:因换模换线所造成的停机损失.3.刀具交换:因刀具的寿命,破损所造成的停机损失.4.暖机损失:系指在机器开机到机器呈现稳定运转时所造成的损失.5.短暂停机,空转损失:因微缺陷而造成设备停止或空转的损失.6.速度损失:机器实际运转时,与设计之速度差异所造成的损失.7.不良,人工修改的损失:因不良,人工修改造成的损失.二.绩效公式:1.作业效率:反映作业者作业状况和生产情况之指针.计算公式:作业效率=(总标准工时/总使用工时) *100%2.生产效率:反映生产现场管理者之工作分配及目标达成状况之指针计算公式:生产效率=(总标准工时/总投入工时) *100%3.设备综合效率:反映生产过程人机配合之能力指针.<> “现场”﹐“现物”﹐“实事求是” 13 of 13C计算公式:设备综合效率=时间稼动率*性能稼动率*良品率Note:时间稼动率=(总投入工时-停机时间)/总投入工时) *100% 性能稼动率=(总标准工时/负荷工时) *100%良品率=(生产良品数/生产产品总数)*100%下面以一个具体实例来说明以上几个指针的计算方法.例:一天上班时间为480 分,早会20 分,生产过程中机器故障20 分,模治具故障20 分,一天共生产产品420sets,生产一个产品须时20 分,流水线瓶颈工时为0.5 分(含有宽放),不良率为5%,试计算:1)总标准工时2)作业效率3)生产效率4)设备综合效率解:根据以上介绍可知如下信息:停止时间=早会20 分停机时间=机器故障20 分+模治具故障20 分=40 分总投入工时=480 分不良率=5%1)总标准工时=420*0.5=210(分)2)作业效率=(总标准工时/总使用工时)*100%=(总标准工时/总投入工时-停止时间-停机时间)*100%=[210/(480-20-40)]*100%=50%3)生产效率=(总标准工时/总投入工时) *100%=(210/480)*100%=43.75%4)设备综合效率=时间稼动率*性能稼动率*良品率时间稼动率=(总投入工时-停机时间)/总投入工时) *100% =[(480-40)/480]*100%=91.67%性能稼动率=(总标准工时/负荷工时) *100%=[总标准工时/(总投入工时-停止时间)]*100%=[210/(480-20)]*100%=45.65%良品率=1-不良率=1-5%=95%故: 设备综合效率=时间稼动率*性能稼动率*良品率=91.67%*45.65%*95%=39.75%当天生产绩效指针由此计算出来.。
ie工程师面试专业术语
ie工程师面试专业术语IE工程师是工业工程师的缩写,也叫工业工程师。
工业工程是一门综合性学科,涉及到工程管理、生产流程优化、人力资源管理等内容。
在IE工程师的面试中,面试官会涉及到一些专业术语,对这些术语的理解和掌握是非常重要的。
下面将介绍一些常见的IE工程师面试专业术语。
1.工序:指完成产品或完成产品的某个零件所经过的一系列操作步骤。
2.产能:指在一定时间内可以完成的产品数量或服务的能力。
3.运营管理:指协调和管理企业所有资源以生产最优产品和服务的全过程。
4.原料利用率:指在生产过程中对原材料的使用效率,通常以百分比表示。
5.瓶颈工序:指在整个生产流程中生产能力最低的工序,会严重影响整体产能。
6.线平衡:指在生产流水线上,各工站的工作负载均衡,以达到提高生产效率的目标。
7.作业指导:指为了提高作业员效率,编制的对作业员进行指导的标准化文件。
8.标准时间:指在标准工作条件下,完成一项作业所需的时间,通常是一项工作在规定时间内完成的正常时间。
9.效率分析:指对工作任务的完成情况和效率进行评估和分析。
10.人机工程学:是研究人、机与工作环境之间的相互关系,以提高工作效率和人的舒适度为目的的学科。
11.物流管理:指对物流活动进行计划、组织、实施和控制,以提供最大价值的物流资源。
12.质量管理:指通过对产品质量的控制和改进,提高产品的质量,满足顾客需求和期望。
13.成本控制:指通过对企业各项成本进行管理和控制,以降低企业成本,提高盈利能力。
14.设备维护:是指对企业的设备进行定期维护和检修,以确保设备的正常运行。
15.作业流程改进:是指通过对作业流程进行分析和优化,提高工作效率和质量。
16.市场调研:指对市场需求进行调查和分析,以帮助企业制定市场战略和产品设计。
17.多目标优化:指在资源有限的情况下,通过选择合适的目标函数与约束条件,寻求最优解的方法。
18.生产计划:是指根据市场需求和资源情况,对产品的产量、交货期和生产方式进行安排。
工业工程专业英语名词

好东西总要大家分享,此份资料是我和几个同事一起整理的,里面包括 IE 专业英语,还有工厂的术语。
当然错误难免,希望大家指出并分享! IE 專業詞匯BS Brain Storming 腦力激蕩 Facilities Design and Planning 设施规划与设计 Material Flow System Analysis 物流系统分析 Production Planning and Control 生产计划与控制 Human Engineering 人机工程(工效学) Cost Control 成本控制 Value Engineering 价值工程 Work Assessment 工作评价与考核Engineering Economics Analysis 工程经济分析 Machine Interference 機器干擾 Single Minute Exchange of Dies (SMED) 六十秒即时換模 Fool-Proof 防止錯誤法 (防錯法) Man 人 Machine 机 Material 料 Method 法 Environment 環境 Temperature(temp)溫度 Humidity 濕度 leaning curve 學習曲線 Time measurement 時間測量 Methods of time measurement 標准時間測量(MTM) Shop floor observation 現場觀測 Line Balancing 線平衡 Value 有價值 NO VALUE 無價值 Incidental work(necessary)必要 Waste 浪費 Takt Time 生產節拍Transport Empty 伸手 Grasp 握取 Move 移物 Disassemble 折卸 Use 應用Assemble 裝配 Release Load 放手 Inspect 檢查 Search 尋找 Select 選擇Play 計划Pre-Position 預定位Position 定位Hold 持住Rest 休息Unavoidable Delay 遲延Avoidable Delay 故延E: Elimination 剔除C :Combination 合併R: Re-arrangement 重排S :Simplification 簡化PRA-Probabilistic Risk 風險率評估 Risk Priority Number (RPN) 風險關鍵指數 What 完成了什么 where 何處做 When 何時做 who 由誰做 Why 為何這樣做how 何時做delay 等待operation 操作inspection 檢查transportation 搬運storage 儲存Color management 顏色管理Quality Control Circle 品管圈 (QCC) Activity-Base Management 作業制成本管理(ABM) In-Process Quality Control 製程品質管制 (IPQC) Incoming Quality Control 進料品質管制(IQC) International Organization for Standardization 國際標準組織 (ISO) Predetermined Motion Time Standard 簡稱PTS 預定動作時間標準法Methods-time-measurement 方法時間衡量Work factor system 工作因素法 (WF)Modolar arrangement of pre-determind time standard MOD 法 Leveling 平準化= westing 西屋法 objective rating 客觀評比 synthetic leveling 合成評比 Work Sampling 工作抽樣 Motion time analysis 動作時間分析 Business Process Reengineering (BPR)企業流程再造 Enterprise Resource Planning ERP 企業資源規劃 Economic Order Quantity (EOQ)基本經濟訂購量 Flexible Manufacture System 彈性製造系統 (FMS) Finish or Final Quality Control 成品品質管制(FQC) In-Process Quality Control 製程品質管制(IPQC) Incoming Quality Control 進料品質管制 (IQC) Just In Time 即時管理 (JIT) Manufacturing Execution System 製造執行系統 (MES) Master Production Scheduling 主生產排程(MPS) Master Production Planning 主生產計划Material Requirement Planning 物料需求規劃 (MRP) Manufacturing Resource Planning 製造資源計劃 (MRPII) Operation Scheduling 作業計划 Flow shop 流水車間Optimized Production Technology 最佳生產技術Supply Chain Management 供應鏈管理(SCM) Statistic Process Control 統計製程管制(SPC) Total Production Management 全面生產管理(TPM) Total Quality Management 全面品質管理 (TQM) Zero Defect Quality Control 零缺陷質量管理: PDCA Cycle PDCA 循環: continue Improvement 持續改善: Project 項目Project Manager 項目經理 Project Management 項目管理 Project Plan 項目計划 Process Improvement 現場改善 WORK IN PROCESS 半成品 President 董事長 Visual management 目視管理 bottleneck 瓶頸Layout 布置圖quality engineering 品質工程人員(QE) first article inspection 新品首件檢查(FAI) first article assurance 首件確認(FAA) capability index 能力指數(CP) Quality Improvement Team 品質改善小組(QIT) Classification 整理(sorting, organization)-seiri Regulation 整頓(arrangement, tidiness)-seiton Cleanliness 清掃(sweeping, purity)-seiso Conservation 清洁(cleaning, cleanliness)-seiktsu Culture 教養(discipline)-shitsuke Save 節約 Safety 安全 Make-to-stock 備貨型生產(MTS) Make-to-order 訂貨型生產(MTO) Assemble-to-order 按訂單裝配(ATO) Flexible manufacturing system 柔性制造系統 Group technology 成組技術(GT) Concurrent engineering 并行工程(CE) Time compression technology 時間壓縮技術(TCT) Business process reengineering 業務過程重組 (BPR) Agile manufacturing 敏捷制造(AM) Leap production 精細生產 (LP) Intelligent manufacturing 智能制造(IM) Computer-aided-manufacturing 計算机輔助制造(CAM) Computer-aided-design 計算机輔助設計(CAD) Computer-aided-engineering 計算机輔助工程(CAE) Computer-aided-process planning 計算机輔助工藝編制 ( CAPP) overall cost leadership 成本优先differentiation 獨具一格Market focus 集中一點cost efficiency 成本效率quality 質量Dependability 可靠性Flexibility 柔性 product date management 產品數据管理(PDM) Facility location 設施選址 Fixed position layout 固定式布置process layout 工藝過程布置 layout based on group technology 成組制造單元布置 Job design 工作設計 work measurement 工作測量 Time study 時間研究 Basic motion study 基本動作世界研究法(BMS) Modolar arrangement of predetermind time standard 模特法 Human factor engineering 人因工程business plan 經營計划Fixed capacity 固定能力Adjustable capacity 可?#123;整能力production rate 生產率Inventory 庫存Job-shop production 單間小批生產 Bill of materials (BOM)物料清單文件 Lead time 提前期 modular bill of materials 模塊物料清單 Maximum part-period gain 最大周期收益(MPG) distribution requirements planning 分配需求計划scheduling 編制作業計划 sequencing 排序 Dispatching 派工 controlling 控制 expediting 趕工 supply chain 供應鏈 Purchasing Management 采購管理Quick Response 快速用戶反應JIT Purchasing 准時采購physical distribution 物流 Materials handling 物料搬運 project 項目 critical path method 關鍵路線法 optimistic time 最樂觀時間 Most likely time 最可能時間 pessimistic time 最悲觀時間 Mean time between failure 平均故障期 (MTBF) Mean time to repair 平均維修期(MTTR) plan 計划do 執行 check 檢查 action 處理 level production 生產平準化 optimized production technology 最优生產技術(OPT) Overall Equipment Effectiveness 整体设备效能 Operation Research 運籌學 Service Sector 服務業 Operation Management 運作管理Operation System 運作系統World ClassManufacturing 世界級制造Time-based Competition 基于時間的競爭Operation Flexibility 運作戰略 Product Development 產品開發 Dependent Demand 獨立需求 Economic Order Lot 經濟訂貨批量: Safety Stock 安全庫存Shortage Costs 缺貨成本 ABC Classing Method A BC 分類法 Reorder Point 訂貨點 Holding Costs 存儲成本 Productivity Improvement Team 生產力提升小組(PIT) Productivity Improvement Center 生產力提升中心(PIC) 工厂常用詞匯 Assembly& Loading Clips 組合上耳夾 Break PAD 折 PAD Break PIN 折腳Paste Base 沾 BASE approved by: 核準 Apr.(April) 四月assembly(ass’y)組合 Aug.(August) 八月 Base 底座 bifilar 雙線並繞 Bobbin(BBN)繞線管bottom 底部 Brush Epoxy On Core 鐵芯刷膠Brush Epoxy On Loop 線圈刷膠 checked by: 審核 Choke 電感 clip 耳夾close winding 密繞component 元件condition 條件condition 條件copper 銅箔立式core 鐵芯Curing 烘烤current 電流CUT WIRE 裁線Dec.(December) 十二月defective product box 不良品箱deficient manufacturing procedure 制程不良 description: 說明 Design Failure Mode and Effect Analysis DFMEA 設計 Desk Top dip 浸入 Direction 方向 ECN Engineering Change Notice 工程變更通知 Electronic Magnetic In EMI 抗電磁干擾 Enameled copper wire 漆包線 Engineering Change Request 工程變更要求epoxy 膠equipment/instrument 設備Failure Mode and Effect Analysis FMEA 失效模式與效應分析Feb.(February) 二月fixture 治具flow chart 流程表單flux 助焊劑FN: Factory Notice 工厂通知FN: Immediated change 立即變更 Function test 測試 gap 間隙,縫隙 HI-POT 安規測試 IE﹕Industrial Engineering 工業工程impregnation 浸泡inductance 電感ink 油墨inspection(INSP)檢查Insulating Tape 絕緣膠布 issued date: 發行日期 item 發料 Jan.(January) 一月 Joint Quality Engineering (JQE) Jul.(July) 七月 Jun.(June) 六月Kapton Tape 高溫膠布 layer 層 line 線 Magnetic Components 磁性元件magnetic 磁性的Mar.(March) 三月Margin Tape 安膠marking 印章materials 物料May 五月ME: Mechanical Engineering 機械工程measurement 測試 mechanical dimension 外觀尺寸 MFG: manufacturing 製造Mini-Tower Model: 機種 Not Deviate Measure 量平整度 Nov.(November) 十一月 O/I Operation Instruction 作業指導書 Oct.(October) 十月 OEM:委託代工 (Original Equipment Manufacture) oven 烤箱 P/n: part number 品名P/R Pilot-Run 試作驗證 pad 墊片 PE Production/Process Engineering 制造工程/制程工程 pin adjustment 對腳PIN BENDING& WIRE TRIMMING 折彎鋼片pin 腳plastic 塑料,塑膠poor processing 制程不良 Pre-soldering 預焊 primary(pri)初級 process 流程production capacity 生產力臥式 production control (PC)生管 purchasing 採購QCC:品管圈(Quality Control Circle) QE:品質工程(Quality Engineering) remark: 備注 Reported by: 草擬 Revision(REV﹒): 版本sample 樣品schematic 結構圖second(sec)次級Sept.(September) 九月solder bar 錫棒solder iron 烙鐵solder wire 錫絲soldering 焊錫solvent 稀釋劑space winding 疏繞Specification (Spec)生產規格stand-off 凸點 station 站別 step 步序 straighten 弄直,使變直 tape 膠帶 TE: Test Engineering 測試工程 terminal 腳,端子 Time (時間) timer 定時器 top 頂部,上層 transformer 變壓器 trifler 三線並繞tube 套管 turn ratio 圈數比 turn 圈數 twist 絞線 Unloading The Clips 下耳夾 UPH unit per hour 單小時產量 UPPH unit per person hour 人均單小時產量vacuum 抽真空varnish dipping 泡凡立水varnish 凡立水warehouse 倉庫 winding direction 繞線方向 winding 繞線 wire trimming 理線。
(IE工业工程)IE七大手法介绍

壹、IE七大手法介绍一、什么是IEIE就是指Industrial工业,Engineering工程,是由二个英文字母的前缀结合。
“IE”是应用科学及社会学的知识,以合理化、舒适化的途径来改善我们工作的品质及效率,以达到提高生产力,增进公司之利润,进而使公司能长期的生存发展,个人的前途也有寄托之所在。
因此,简单地说“IE”就是代表“合理化及改善”的意义,为了顾及记忆的方便,我们就以中文“改善”来代表“IE”的含义。
二、改善(IE)七大手法1. 手法名称简称(1)防止呆子法(Fool-Proof) 防呆法(2)动作改善法(动作经济原则) 动改法(3)流程程序法流程法(4)5X5WIH(5X5何法) 五五法(5)人机配合法(多动作法) 人机法(6)双手操作法双手法(7)工作抽查法抽查法三、七大手法的用途名称用途(1)防呆法如何避免做错事情,使工作第一次就做好的精神能够具体实现。
(2)动改法改善人体动作的方式,减少疲劳使工作更为舒适、更有效率,不要蛮干。
(3)流程法研究探讨牵涉到几个不同工作站或地点之流动关系,藉以发掘出可资改善的地方。
(4)五五法借着质问的技巧来发掘出改善的构想。
(5)人机法研究探讨操作人员与机器工作的过程,藉以掘出可资改善的地方。
(6)双手法研究人体双手在工作时的过程,藉以发掘出可资改善的地方。
(7)抽查法借着抽样观察的方法能很迅速有效地了解问题的真象。
四、改善(IE)七大手法与品管(QC)七大手法之差别“品管(QC)七手法”较着重于对问题的分析与重点的选择,但对如何加以改善则较少可应用。
“改善(IE)七手法”较着重于客观详尽了解问题之现象,以及改善方法的应用,以期达到改善的目标。
有了“改善(IE)七手法”正可弥补品管(QC)手法的缺陷而达到相辅相成之效果,使得改善的效果更为落实也更容易实现。
同时最重要的是改善(IE)七手法亦可单独使用,因其本身具有分析、发掘问题的技巧之故。
贰、防呆法(Fool-Proof)一、目的认识“防呆法”的意义,及学习如何应用“防呆法”的原理于我们的工作上,以避免工作错误的发生,进而达到“第一次就把工作做对”之境界。
IE相关名词解释

名词解释IE:工业工程(Industrial Engineering )简称IE,是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善和设置的一门学科。
5S:是“整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seiketsu)和素养(Shitsuke)这5个词的缩写,起源于日本的现场改善方法,目的在于改善生产现场环境、提升生产效率。
可视化管理:将需管理的对象用一目了然的方式来体现。
定置管理:根据生产活动的目的,考虑生产活动的效率、质量等制约条件和物品自身的特殊的要求(如时间、质量、数量、流程等),划分出适当的放置场所,确定物品在场所中的放置状态。
生产线平衡:生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
七大浪费:等待、搬运、不良品、动作、加工、库存、过量生产IE七大手法:IE七大手法是企业内部IE人员或其他人员用来进行流程或其他活动改善的基本手法(工具)。
它们分别是:动作改善法(动改法)、防止错误法(防呆法)、5*5W1H法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)。
Sop:SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
PDCA循环:PDCA循环又名戴明环,PDCA是英语单词Plan(计划)、Do(执行)、Check(检查)和Action(处理)的第一个字母。
动作经济原则:“动作经济原则”又称“省工原则”,是使作业(动作的组成)能以最少的“工”的投入,产生最有效率的效果,达成作业目的的原则。
JIT:准时制生产方式(Just In Time简称JIT),又称作无库存生产方式(stockless production),零库存(zero inventories),一个流(one-piece flow)或者超级市场生产方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RELAX原则
提高工作效果的RELAX原则:
我们以为忙碌,是表示工作有效率,错以为效率就是有效果,忙碌的结果是否真能达到效果?效果跟效率又有什么不一样,我们怎么样才能够逆向而行,做一个有效率又有效果的人?
我们知道RELAX?字的中文是放松的意思,今天,我用英文字RELAX五个字母来说明五个要点:
1. R(readjust),重新定位我们生命的价值
有一句话「紧急的事经常把重要的事给淹没了。
举个例子,每个人都知道健康很重要,可是有多少人每天会去做运动保持健康?不是我们不认同运动对健康的重要,而是它不那么紧急。
有一位企业经理人,向公司请了三个月假,只为了带两个儿子,跟着他们最喜欢的棒球队全美跑,亲眼目睹球队的每一场比赛。
假期结束,他回到公司,同事问他真的那么喜欢棒球啊?没想到他一点也不喜欢棒球,球赛到底谁赢、谁输,他都不知道,但是他却非常在乎他的儿子。
故事让我深受感动,提醒我们,在忙碌的生活中要停下来,重新思考我们的价值定位。
2. E(evaluate),不断地评估所做的。
忙碌了一段时间之后,我常常提醒自己要重新评估自己的价值定位。
在忙碌的生活中,一些紧急的事情,会把很重要但是不紧急的事给掩盖了,如果不借着不断地重新评估,我们就无法逆向而行。
与我共事的一位经理,他一天工作的时数是十八个小时,在公司是十二小时,回家还要工作五到六个小时,有位同事没有小孩,但是我知道,他实在是希望有一个孩子。
我深入观察,发觉他那么辛苦的工作,只是要证明他有能力、他不是一个平凡的人,没有家庭的帮助,他依然可以成就大事。
股证明的心,让他没有时间停下来重新去看他生命中急切重要的事。
我说这些,绝不是要我们把工作放下,花尽所有的钱去享受、去旅游。
而是在烦忙的生活中,不要忘记,停五分钟,去享受你喜欢喝的咖啡,拨个电话给我们亲爱的朋友,说一些想念他的话,或和孩子散步,或听美妙的音乐,或对关怀我们的家人说些感激的话。
这些事不会用去太多的时间,却能让我们的生活充满愉快的质量。
3. L(limited and labor),即限制我们每天劳力(工作)的时间。
为要让我们有时间欣赏生活周遭美好的事物,重新定位生命的价值,我们必须要限制每天的劳力(工作)时间。
我们每天都会面临许多的挑战,有许多的事情要做,但是却没有做完,然而我们却有一个很大的诱惑,就是「没有关系,我还是先把事情做完了再说」然而,我们要让生命有效果,真的要对过长的工作时间说「No!」。
4. A(activity),清楚看见一生的目标。
人的一生扮演着许多角色,人的定位并非只在职业上:经理、业务人员、会计师、律师、医师……,生活中,我们同时扮演其它的角色,如:儿女、父母、朋友、小区公民等,在每一个角色上,我们能够带出什么样的价值?譬如,我希望在妈妈?个角色上,留给我儿子的最大的财产不是钱和房子,而是在他成长过程里面,能够尽力的去经历许多不同的事物,让他拥有许多的爱,他也能够去分享?些爱。
我对朋
他能够在我最需要的时候给我一句鼓励的话,指引我一个方向。
」我们不只有工作上的价值而已,我们应该去寻找生命中、生活中的价值,并取得一个平衡点。
5. X(exchange),与人分享美善的生命。
我们需要活出的生命不只是自己,而是能像盐一样,让我们的生命和周遭的生命更有味道,像光一样,不只是照亮自己也照亮别人。
逆向而行,生命活得光彩。
现在我们安静思考,想象在最后的旅途中,我们会希望周遭的人,如:孩子、双亲,朋友,同仁、社会,怎么肯定我们?或者我们让人记住的只是:「哦!他是一个工作狂」,我们一生中扮演许多的角色,时代潮流却常常让我们以为只扮演一个角色。
因此,我们必须逆向而行,才能够把生命活得光彩,让我们成为有效率又效果的人。
二八原则(80/20)
二八原则:
巴列特定律:“总结果的80%是由总消耗时间中的20%所形成的。
”按事情的“重要程度”编排事务优先次序的准则是建立在“重要的少数与琐碎的多数”的原理的基础上。
举例说明: 80%的销售额是源自20%的顾客; 80%的电话是来自20%的朋友; 80%的总产量来自20%的产品; 80%的财富集中在20%的人手中; ?启示我们在工作中要善于抓主要矛盾,善于从纷繁复杂的工作中理出头绪,把资源用在最重要、最紧迫的事情上。
WBS-任务分解法
WBS:任务分解法(Work Breakdown Structure)
如何进行WBS分解:
目标→任务→工作→活动
WBS分解的原则:
将主体目标逐步细化分解,最底层的任务活动可直接分派到个人去完成,每个任务原则上要求分解到不能再细分为止
WBS分解的方法:
WBS分解的标准:
分解后的活动结构清晰,逻辑上形成一个大的活动集成了所有的关键因素,包含临时的里程碑和监控点,所有活动全部定义清楚,学会分解任务,只有将任务分解得足够细,您才能心里有数,您才能有条不紊地工作,您才能统筹安排您的时间表.
SMART原则
SMART原则:
S:Specific 具体的
M:Measurable 可测量的
A:Attainable 可达到的
R:Relevant 相关的
T:Time based 时间的
人们在制定工作目标或者任务目标时,考虑一下目标与计划是不是SMART化的。
只有具备SMART 化的计划才是具有良好可实施性的,也才能指导保证计划得以实现。
特别注明:有的又如此解释此原则】
——S代表具体(Specific),指绩效考核要切中特定的工作指标,不能笼\统;
——M代表可度量(Measurable),指绩效指标是数量化或者行为化的,验证?些绩效指针的数据或者信息是可以?得的;
——A代表可实现(Attainable),指绩效指标在付出努力的情况下可以实现,避免设立过高或过低的目标;
——R代表现实性(Realistic),指绩效指标是实实在在的,可以证明和观察;
——T代表有时限(Time bound),注重完成绩效指标的特定期限。
5W2H法:
What:工作的内容和达成的目标
Why:做?项工作的原因
Who:参加?项工作的具体人员,以及负责人
When:在什么时间、什么时间段进行工作
Where:工作发生的地点
How:用什么方法进行
How much:需要多少成本
意义:做任何工作都应该从5W2H来思考,?有助于我们的思路的条理化,杜绝盲目性。
我们的汇报也应该用5W2H,能节约写报告及看报告的时间
SWOT分析法
SWOT分析法:
Strengths:优势
Weaknesses:劣势
Opportunities:机会
Threats:威胁
意义:帮您清晰地把握全局,分析自己在资源方面的优势与劣势,把握环境提供的机会,防范可能存在的风险与威胁,对我们的成功有非常重要的意义。
PDCA循环规则:
Plan:制定目标与计划
Do:任务展开,组织实施
Check:对过程中的关键点和最终结果进行检查
Action:纠正偏差,对成果进行标准化,并确定新的目标,制定下一轮计划。
意义:每一项工作,都是一个PDCA循环,都需要计划、实施、检查结果,并进一步进行改进,同时进入下一个循环,只有在日积月累的渐进改善中,才可能会有质的飞跃,才可能取得完善每一项工作,完善自己的人生.
泰勒原则
1、观察体力劳动者所执行的工作,然后分析连续的动作.
2、把每一个动作所需要的体力和时间记录下来。
不需要的步骤要被淘汰.
3、真正对完成产品有所贡献的步骤,再加以研究,以便利用最单纯、最简单、最快、体力和心力负担
最低的方法来完成.
4、将这些动作按逻辑次序排列,就构成了一件“工作”.
5、重新设计完成这些工作所需的工具。
多工序操作
例如,在机械加工工序中,假如纵向平行排列着的车床、铣床、钻床等等。
这种排列是根据生产的流程,各将5台车床排列起来。
在这里,一名操作者操纵5台车床,这叫做“多机床操作”。
操作5台铣床或5台钻床也同样如此。
与这一点不同,一名操作人员操作一台车床、一台铣床、担负着多工序的加工任务,这叫做“多工序操作”。
在丰田生产方式中,重视建立生产流程,因此致力于实现“一人多工序”。
这将直接导致实现“少人化”。
对生产现场的作业人员来说,是从“单工种”向“多工种”前进。
流水作业与传送作业
“流水作业”是指物品在流动过程中,在各道工序上得以加工,附加其价值。
只使用传送带运输物品,不叫“流水作业”,而叫“传送作业”。
丰田生产方式的基本条件,就是在生产现场“建立流动装置”,这当然就是建立“流。