卧式车床数控化改造设计(含全套CAD图纸)
数控车床装配设计(全套CAD图纸)

摘要自从1946年世界上首次电子计算机制造以来,这说明人们制造了工具,能增加和替换脑力。
它和工具,人类在农业和工业社会,有了质的飞跃,为人类进入奠定了基础信息社会。
在1952年,计算机技术应用于机器,第一个数控机床的诞生在美国。
从那时起,近年来传统的机床,数控机床公司逐年增加,并被应用在大中型企业中,有了质量的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
在中小企业甚至个人企业也普遍开始使用。
在这些数控机床,除了少量的机床在FMS模式集成,主要是在独立的运行状态,和相当部分的使用效率不高,落后的管理模式。
近年来,中国的出口增长的大型数控机床是数控车床、数控磨床、数控加工专用机床,数控剪板机,数控折弯,折弯机,数控压铸机、通用机床。
在车床主传动系统的毕业设计中,使学生建立不错的的规划和了解车床主传动系统设计的一般方法。
巩固和加深所学理论知识,加深知识储备,运用所学知识剖析和处理设计工作中的实际问题。
从机械制造装备毕业设计中,使我们在制定车床主传动机构、车床的结构设计、一般的提案的设计、零件等的计算、编绘技术文稿和设计理论的表现等方面,得到整体性的锻炼。
轻车熟路相关准则、图册和参照素材的使用,以懂得具有粗浅的结构剖析和构造的设计演算的能力。
关键词:主传动系统、传动设计、动力设计Abstract1946 birth of the world's first electronic computer, which suggests that human created can be enhanced and part instead of the mental work tools. It with humans in agriculture, industrial society to create those is only a means of enhancing physical labor, compared to a qualitative leap, which laid a foundation for human into the information society. Six years later, in 1952, the computer technology application in machine tools, was born in the United States the first CNC machine tool. Since then, traditional machine tools produced in recent years, our country enterprise of nc machine tools share rise year by year, in large and medium-sized enterprises have more use, a qualitative change. Nearly half a century, the CNC system has experienced two stages and the development of six generations. Also common in small and medium-sized enterprises and individual enterprises begin to use. In the nc machine tools, in addition to a small amount of machine tools used in FMS model integration, mostly in single machine running state, and some in the efficiency is not high, management way backward state. In recent years, China's exports was bigger nc machine tool with CNC lathe, CNC grinding machine, numerical control special machine tools, CNC bending machine, CNC shearing machine, CNC forming die casting machine, such as the common machine tools have a drilling machine, sawing machine, slotting machine, broaching machine, combinationmachine tools, hydraulic press.Through the lathe main drive system of curriculum design, causes the student to set up the correct design ideas and master the basic method of lathe main transmission system design.Consolidate and deepen the theory knowledge, the expanded aspect of knowledge, and apply what they have learned the theory analysis and solve specific problems in the design work;By machinery and equipment course design, causes the student to the structure of the main transmission mechanism in forming lathe, lathe parts design, all kinds of scheme design, calculation, write technical documents and the expression of design ideas and so on, to get basic training comprehensive;Be familiar with the relevant standards and manuals and the use of the resources, to foster a preliminary structural analysis and the ability to structure design and calculation.Keywords: main drive system, transmission design, dynamic design目录摘要 1第一章概述 (1)1.1国内数控机床现状 (1)1.2 设计参数 (1)第二章参数的拟定 (2)2.1确定极限转速 (2)2.2电机的选择 (2)第三章传动设计 (3)3.1主传动方案拟定 (3)3.2传动结构式、结构网的选择 (3)3.3转速图的拟定 (3)第四章主传动部分的改造和设计 (6)4.1主传动部分方案拟定 (6)4.2主传动部分设计改造设计计算 (9)4.3数控机床分级变速箱的设计 (11)4.4电磁离合器的设计计算 (15)4.5齿轮的结构设计 (16)4.6带轮结构设计 (17)4.7传动轴间的中心距 (17)4.8轴承的选择 (17)第五章动力设计 (18)5.1传动轴的验算 (18)5.2齿轮效验 (22)5.3轴承的效验 (23)第六章结构设计及说明 (24)6.1结构设计的内容 (24)6.2 I轴的设计 (24)6.3齿轮块的设计 (25)6.4传动轴的设计 (25)结论 (27)参考文献 (28)致谢 (29)第一章概述1.1国内数控机床现状最近几年我国企业的数控机床占的比重也在增长,在大的公司中就有很多的使用,在小公司和个体的企业中也在开始使用中。
卧式车床C6140数控化改造设计_毕业设计论文 精品

卧式车床C6140数控化改造设计目录摘要 (1)第1章绪论 (1)1.1数控系统发展简史 (1)1.2数控机床现状 (2)1.3数控系统的发展趋势 (3)1.4机床数控化改造的必要性 (4)1.5主要技术指标 (4)第2章华中HNC-21数控车削系统介绍 (4)第3章普通车床的数控改造可行性论证 (11)3.1技术可行性 (11)3.2机床本身 (11)3.3加工对象分析 (12)3.4市场可供性 (12)第4章总体方案的确定 (12)4.1总体方案设计要求 (12)4.2设计参数 (13)第5章进给传动部件的计算和选型 (16)5.1 脉冲当量的确定 (16)5.2 切削力的计算 (17)5.3 滚珠丝杠螺母副的计算和选型(纵向) (17)的计算 (17)5.3.1 工作载荷Fm5.3.2 最大动载荷F的计算 (17)Q5.3.3 初选型号 (17)5.3.4传动效率η的计算 (18)5.3.5 刚度的验算 (18)5.3.6 压杆稳定性校核 (18)5.4 步进电动机的计算与选型(纵向) (18) (18)5.4.1 计算加在步进电动机转轴上的总转动惯量Je q (19)5.4.2 计算加在步进电动机转轴上的等效负载转矩Te q5.4.3步进电动机最大静转矩的选定 (21)5.4.4步进电动机的性能校核 (21)5.5 主轴交流伺服电机的计算与选型 (22)5.5.1主轴的变速范围 (22)5.5.2初选主轴电机的型号 (22)5.5.3主轴电机的校核 (22)第6章绘制进给伺服系统的机械装配图 (22)第7章元件的选择 (23)结论 (24)致谢 (25)参考文献 (26)卧式车床C6140数控化改造设计摘要中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的机床,远远不能满足加工的要求。
针对目前制造业的技术装备现状,对传统机械制造业装备进行改造,解决机械制造业中的一些技术问题,用现代先进技术对旧的设备进行改造和提升,是我国制造业的发展方向。
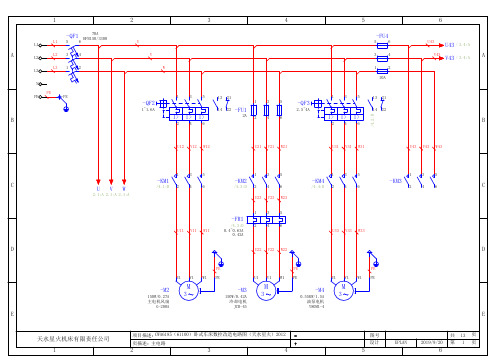
CWA6185(61100)卧式车床数控改造电路图(天水星火)2012
C
D 0 / 4.1:D
E
天水星火机床有限责任公司 1
项目描述:CWA6185(61100)卧式车床数控改造电路图(天水星火)2012 =
页描述:控制变压器
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 3 页
6
1
2
3
4
5
6
10
3.6:C / 10 A
13
B
10脚:X175 通用可编程输入/单断连续 GND有效(输入) 41脚:Y73 通用可编程输出 +5V有效(输出)
J2(USB)接口的连接表 1脚: VCC USB-A电源(+5V) 2脚: USB-A-D- USB-A接口的数据负端 3脚: USB-A-D+ USB-A接口的数据正端 4脚: GND 内部电源地 C
页描述:CNC
2
3
+
4
E
图号 设计
5
EPLAN
共 13 页 2019/9/20 第 5 页
6
1
2
3
4
5
6
220V
5.5:A / 220V
A
0
5.5:A / 0
220V / 7.1:A
0 / 7.1:B
A
-PE
B
11
11
-SQ1-1 -SQ1-2
+X 限位 12 -X 限位 12
+24V
J9/J12(副面板信号)接口的连接表(DB-62P)
1脚: 空
1脚: GND 内部电源地
数控卧式车床机械部分改造及设计

主轴箱, 不 做 改 动或 少 做 改动 。
在对 普通车床进行 数控化改造 的同时必须针对 车床 导轨状况进 行必 要 的检修 处理 , 对于磨损较严重的更要进行大修 。对车床 的导轨 修复其精 度, 主 要 方法 有 : ① 塑料 导轨重新粘塑并精加工修复导轨精度
2 . 4刀架部分 的改造 目前数控 车床刀架基本为 电动刀架, 其特点是定位更准确、 迅速。 电动 刀架可分卧式转塔刀架( 一般 安装 8 - 2把刀) 和 立式电动刀架 , 立 式电动刀 架有 四工位 ( 或六工位) 。 卧式转塔 刀架价格相对较贵 , 改造 中常用立式 四工 位 电 动 刀架 2 . 5润 滑 部 分 的 改 造 在 对这些 车床 改造 时一般都要对其润滑部分进行 相应的改动, 采用稀
参 考 文献
… 1 刘 金砺. 高 层建 筑地基 基础概 念设 计的 思考 卟 土 木 工程 学报,
2 0 0 6 , 3 9 ( 6 ) : 1 0 4 — 1 0 9 .
『 2 1 巢 斯, 赵锡宏 , 张保 良, 等. 超 高层建筑 桩筏基础 的桩顶反 力计算
研宄 Ⅱ 1 . 岩 土力 学 , 2 0 1 1 , 3 2 ( 4 ) : 1 1 3 8 -1 1 4 2 .
[ 3 ] 江杰, 黄茂松 , 梁 发云, 等. 桩筏基 础相互作用非线性简化分析 Ⅱ 】 . 岩
土工程学报, 2 0 0 8 , 3 0 ( 1 ) : 1 1 7 —1 2 2 .
[ 4 ] 王彬, 胡正洲, 姚文娟 , 等. 上部 结构一 筏 基一 地 基 共 同 作 用 子 结 构
阀板板厚改变 和弹性模 量改变对基础 具有相 同的变形影响趋势 , 可 以 通过适当的提高阀板厚度 和模量来减小基础沉 降。但 是值得 注意的是 , 基
卧式车床数控化改造设计

浙江工业职业技术学院毕业论文(2016届)(卧式车床数控化改造设计)学生姓名学号院系专业指导教师完成日期卧室车床数控化改造摘要中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的机床,远远不能满足加工的要求。
针对目前制造业的技术装备现状,对传统机械制造业装备进行改造,解决机械制造业中的一些技术问题,用现代先进技术对旧的设备进行改造和提升,是我国制造业的发展方向。
本课题是针对已报废的两台卧式床进行数控化改造,其现实意义在于如何寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
本次设计着重对卧式车床的纵横向进给系统改造,并对纵横向进给伺服系统齿轮箱进行改造。
本次设计作了下面的一些工作:1机械部分采用了一级齿轮传动,以BF型步进电动机作为驱动源,以CBM/CDM滚珠丝杠作为重要元件,以便更好的实行软件控制;2数控部分采用MCS-51中的8031作为主控芯片建立一套单片机应用系统。
扩展I/O接口用8155芯片及外存储器,采用地址锁存和译码器。
3 SolidWorks造型,包括软件的应用和对车床的实体建摸。
关键词卧室车床数控化改造目录1.绪论 (1)2.1车床改造方案的选择 (5)2.1.1设计系统的选择 (5)2.1.2系统运用方式的确定 (5)2.1.3伺服系统的选择 (5)2.2车床改造方案的确定 (7)3.机械计算部分 (8)3.1选择脉冲当量 (9)3.2计算切削力 (9)3.3滚珠丝杠螺母副的计算和选型 (10)3.3.1纵向进给丝杠 (10)3.3.2横向进给丝杠 (14)3.4齿轮传动比的计算 (16)3.4.1纵向齿轮传动比计算 (16)3.4.2横向齿轮传动比计算 (16)4. 微机控制部分 (16)4.1 总体设计 (16)4.2主控制器 (17)4.2.1主控器的选择 (17)4.2.2 8031对片外存储器的选择 (18)4.2.3 8031并行I/O口扩展 (19)5.SolidWorks造型 (19)5.1 SolidWorks 软件介绍 (19)5.2 绘制草图 (21)5.3 装配体设计 (24)结论 (27)致谢 (28)参考文献 (29)装配图与零件图 (30)1.绪论随着我国制造业的发张,对很多零部件的精度要求越来越高,许多零件用普通车床很难加工,要求用数控机床加工。
卧式车床数控化改造设计—纵向进给系统设计另外有完整图纸

目录1 绪论 (1)1.1 国内外数控机床的发展现状 (1)1.2 数控系统的发展趋势 (2)1.3 普通机床数控改造的意义 (3)1.4 本文的设计任务 (3)2 C6140普通车床数控改造的总体方案设计 (5)2.1 C6140普通车床介绍 (5)2.2 总体方案的确定 (6)2.3 机械系统的改造设计方案 (8)3 纵向进给系统的详细设计与计算 (13)3.1 脉冲当量的确定 (13)3.2 切削力的计算 (13)3.3 滚珠丝杠螺母副的设计及计算 (14)3.4 齿轮传动的计算 (18)3.5 步进电动机的选择 (19)4 传动间隙的调整与预紧及导轨的设计 (22)4.1 滚珠丝杠副轴向间隙的调整与预紧 (22)4.2 进给系统传动齿轮间隙的消除 (23)4.3 数控改造C6140车床导轨设计 (24)5 数控系统硬件电路设计和软件设计 (28)5.1 数控系统基本硬件组成 (28)5.2 单板机控制系统的设计 (28)5.3 软件设计 (31)结束语 (33)致谢 (34)参考文献 (35)1 绪论1.1 国内外数控机床的发展现状1.1.1 国内数控机床的发展现状近年来我国企业的数控机床占有率逐年上升,在大中企业已有较多的使用,在中小企业甚至个体企业中也普遍开始使用。
在这些数控机床中,除少量机床以FMS模式集成使用外,大都处于单机运行状态,并且相当部分处于使用效率不高,管理方式落后的状态。
2001年,我国机床工业产值已进入世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25%。
但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3%。
近年来我国出口额增幅较大的数控机床有数控车床、数控磨床、数控特种加工机床、数控剪板机、数控成形折弯机、数控压铸机等,普通机床有钻床、锯床、插床、拉床、组合机床、液压压力机、木工机床等。
C6140卧式车床的数控改造
目录摘要 (Ⅰ)Abstract (4)第一章前言 (1)1.1研究目的和意义 (1)1.2 国内外研究现状 (1)第2章数控系统总体方案的确定 (7)2.1数控系统总体方案设计 (7)2.2 具体设计方案 (7)2.3 纵向伺服进给部分的计算与校核 (9)2.4横向伺服进给部分的计算与校核 ................... 错误!未定义书签。
2.5 自动转位刀架的设计............................ 错误!未定义书签。
第3章数控系统电路设计........................................... 错误!未定义书签。
3.1 数控系统基本硬件组成........................... 错误!未定义书签。
3.2主电路控制设计 (13)3.3 执行电路控制设计 (13)3.4 辅助电路控制设计 (14)Metal Cutting (20)结论 (29)致谢 (30)参考文献 (31)摘要我国是世界上机床产量最多的国家,但数控机床的产品竞争力在国际市场中仍处于较低水平,即使在国内市场也面临着严峻的形势:一方面国内市场对各类机床产品特别是数控卧式车床有大量的需求,而另一方面却有不少国产机床滞销积压,国外机床产品充斥市场,严重影响我国数控机床自主发展的势头。
这种现象的出现,除了有经营上、产品质量上和促销手段上等的原因外,一个最主要的原因就是新产品(包括基型、变型和专用机床)的开发周期长,不能及时针对用户的需求提供满意的产品。
普通机床的数控化改造事业方兴未艾,在我国目前形式下将大批故障机床尤其是一大批闲置的普通机床进行改造、升级,以较小的投入尽快使这批设备在经济发展中发挥效能、创造效益,的确是许多企业的一项不可忽视的课题。
关键词: 脉冲发生器,滚珠丝杠,滚珠丝杠螺母副,自动刀架,塑料导轨软带AbstractMy national yes machine output mos statet state in the world,the product competitive power at international market suffer still get off to inferiority level , of the therefor numerically-controlled machine , granted that at home market too be faced with austere posture:on the one hand domestic market versus all manner of tool product especially numerically-controlled machine be covered with demand,whereas on the other hand refuse have got not a little made in one's country tool dull sale overstock,abroad tool product overflow market,had a strong impact on me national numerically-controlled machine independence extend momenta into.show such phenomenal face,except to have got manage upper, product quality upper sum sales promotion instrument good cause besides,the development cycle length of the both one upmost cause namely novelty (include fundamental mode, derivative and special machine),be be incapable of in season aim at user's demand supply satisfied product.General machine tool 'numerical control melt reclaim undertaking be in the ascendant from, upratein our country for the moment form down move in bulk malfunction tool above all crowd idle general machine tool proceed rebuild, up upgrade,withal lesser project into as soon as possible gotten these batch EQUIPment at economic development exert EFFiciency, create benefit,the one term nonnegligible problem of the forsooth yes heap enterprise.Keywords: Impulse generator,Ball screw,Ball screw nut deputy,Automatism knife rest Plastic rack soft strap第一章前言1.1研究目的和意义1.1.1 车床数控改造的目的机床的数控改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
卧式车床数控化改造设计讲解材料

03
04
提高加工精度
通过数控化改造,实现高精度 、高效率的加工,满足产品精
度要求。
提升生产效率
优化加工流程,减少人工干预 ,提高加工效率,降低生产成
本。
增强设备柔性
改造后的数控车床应具备更高 的加工范围和适应性,满足多 品种、小批量的生产需求。
保障设备可靠性
确保改造后的设备稳定可靠, 降低故障率,提高设备使用寿
故障率与稳定性评估
统计改造后车床的故障率及运行稳定性,反映改造对车床可靠性 的影响。
改造效益分析
经济效益
分析改造后的车床在降低制造成本、提高生产效率方面带来的经 济效益。
技术效益
评估改造后车床在提高加工精度、优化产品质量方面的技术效益。
环境效益
评估改造后车床在节能减排、降低噪音和振动等方面的环境效益。
根据数控系统的要求,配置相应的硬 件设备,如控制柜、显示器、键盘、 鼠标等。
电机及驱动系统设计
电机类型选择
根据卧式车床的工艺要求和性能 参数,选择合适的电机类型,如
伺服电机、步进电机等。
驱动器选择
根据电机的类型和性能要求,选 择合适的驱动器,如交流伺服驱
动器、步进驱动器等。
电机安装与调试
按照电气原理图的要求,正确安 装电机和驱动器,并进行相应的 调试,确保电机能够按照要求进
数控系统配置清单
数控装置
用于生成控制指令,驱 动伺服系统进行加工。
伺服驱动系统
接收数控装置的控制指 令,驱动伺服电机进行
工作。
输入输出装置
其他辅助装置
用于接收操作人员的输 入指令,以及输出机床
的状态信息。
如冷却系统、排屑装置 等,用于辅助加工过程。
CA6140普通车床进行数控改造设计(全套图纸)
目录一、绪论1.1 引言.............................. (1)1.2机床数控改造的目的.......................... (2)1.3数控系统的产生和发展....................... .. (2)1.3.1数控系统的出现和发展 (2)1.3.2数控系统的发展趋势 (2)1.4CA6140的数控改造............... . (4)1.4.1数控系统的选择 (4)1.4.2CPU和存储器 (5)1.4.3I/O接口线路 (6)1.4.4其他部件的选择 (6)二、数据参数的选择及其计算2.1 纵向进给系统的设计计算............. (7)2.1.1选择脉冲当量 (7)2.1.2计算切削力 (7)2.1.3 滚珠丝杠螺母副的计算和选型 (8)2.1.4齿轮及步进电机的有关计算 (10)2.2横向进给系统的设计计算 (12)2.2.1 切削力计算 (12)2.2.2滚珠丝杠设计计算 (12)2.2.3齿轮及步进电机的有关计算 (14)2.3 自动刀架的设计 (15)2.3.1刀架的回转和选位................... . (16)2.3.2减速机构的设计计算..................... (17)2.3.3蜗杆传动的设计计算..................... (20)2.3.4螺旋升降装置的设计计算 (23)三、数控系统硬件电路设计3.1概述............................ . . . (27)3.2单片机控制系统设计 (28)3.2.1主要技术特性及硬件配制 (28)3.2.2存储空间的分配 (28)3.2.3 I/O地址分配 (28)3.2.4单片机部分电路设计图如图纸所示 (29)3.2.5光电隔离电路 (29)3.2.6功率放大电路 (29)3.2.7其他辅助电路........................... (30)四、软件设计部分4.1概述................................. . . . . (30)4.2总体方案设计 (31)4.3插补方法的确定 (31)4.4进给控制字FCW的设置 (33)致谢 ............................... . (34)参考文献 (35)一、绪论1.1引言随着社会生产和科学技术的迅速发展,机械产品的性能和质量不断提高,产品的更新换代也不断加速,因此对机床不仅要求具有较高的精度和生产率,而且应能迅速地适应产品零件的变换。
第八章卧式车床数控化改造设计

二、总体方案的确定 (7)选择四工位自动回转刀架与电动卡盘,
选择螺纹编码器等。
机电一体化系统设计
三、机械系统的改造设计方案
1.主传动系统的改造方案
对普通车床进行 数控化改造时,一 般可保留原有的主 传动机构和变速操 纵机构,这样可减 少机械改造的工作 量。主轴的正转、 反转和停止可由数 控系统来控制。
L0 = 119.7(单位为: 106 r)。 查表3-30,取载荷系数fW = 1.15,硬度系数fH = 1 ,代入下式,得到最大动载荷:
FQ 3 L0 fW fH Fm 9703N
机电一体化系统设计四、来自给传动部件的计算和选型 (3)初选型号
根据计算出的最大动载荷,查表3-33, 选择启东润泽机床附件有限公司生产的 FL4006型滚珠丝杠副。其公称直径为40 mm,基本导程为6 mm,双螺母滚珠总圈 数为3 × 2 = 6 圈,精度等级取4级,额定 动载荷为13200 N,满足要求。
机电一体化系统设计
三、机械系统的改造设计方案
螺纹编码器通常有两种安装形式:同轴安装和异 轴安装。
同轴安装是指将编码器直接安装在主轴后端,与 主轴同轴,这种方式结构简单,但它堵住了主轴的通 孔。
异轴安装是指将编码器安装在床头箱的后端,一 般尽量装在与主轴同步旋转的输出轴,如果找不到同 步轴,可将编码器通过一对传动比为1:1的同步齿形 带与主轴联接起来。
机电一体化系统设计
四、进给传动部件的计算和选型
纵、横向进给传动部件的计算和选型主 要包括:确定脉冲当量、计算切削力、选 择滚珠丝杠螺母副、设计减速箱、选择步 进电动机等。以下详细介绍纵向进给机构, 横向进给机构与纵向类似,在此从略。
机电一体化系统设计
xa5032数控改造设计+CAD图793331375
摘要机床是机械制造业的重要基础设备,它的发展一直引起人们的高度关注,由于计算机技术的发展,促使机床的控制信息出现了很大的突破。
现代数控机床是应用数字化计算机技术进行柔性自动化控制的新一代机床,是未来工厂自动化的基础。
旧机床数控化改造范围大、潜力大、投资少、见效快,已经成为适合我国国情,促进制造业技术进步的重要手段。
因此,数控系统改造车床的研究具有重要意义。
本文在叙述了数控技术的历史、现状和发展的基础上,通过对旧机床的分析,结合机床改造的总体思想,提出了数控化改造的技术方案和新数控系统的选型配臵方案;针对旧机床的要求,进行了传动系统的重新设计,提高了传动的精度,重新设计机床的控制逻辑,通过对伺服系统的分析,完成了机床各主要参数的优化和匹配。
本机床改造后将会展示出强大的功能、稳定的性能,在投资比较少的情况下,既能满足生产加工的需求,又能提高机床的自动化程度。
是一次有益的尝试。
关键词:XA5032;机床;改造;数控系统。
AbstractThe modern Computer Numerical Control (CNC)machine is the foundation of the modern manufactory. The remaking of old machine for CNC is an efficient means to promote the progress of the manufactory, which is adapted to the circumstance for our country. Its range is wide, its cost is low and its period is short. Therefore, it is very important to study a remarking the lathe machine by using CNC system.This paper introduces the history and the development of CNC system. Based on its theory, through the analysis about the components of the old machine, presents the remaking transmission system to raise the precision of the lathe。
CW6163卧式车床数控化改造及横向进给设计

CW6163卧式车床数控化改造及横向进给设计第一章绪论1.1数控机床的发展现状数控机床正在向高精度、高速、无机、智能、环保的方向发展。
高精度和高速加工对传动及其掌控明确提出了更高的动态特性和控制精度,更高的切削速度和加速度,更高的振动噪声和更大的磨损。
问题的症结在传统的传动链从做为动力源的电动机至工作部件必须通过齿轮、蜗轮副,皮带、丝杠副、联轴器、离合器等中间传动环节,在这些环节中产生了很大的转动惯量、弹性变形、逆向间隙、运动落后、摩擦、振动、噪声及磨损。
虽然在这些方面通过不断的改良并使传动性能有所提高,但问题很难从根本上化解,于是发生了“轻易传动”的概念,即为中止从电动机至工作部件之间的各种中间环节。
随着电机及其驱动控制技术的发展,电主轴、直线电机、力矩电机的发生和技术的日益明朗,并使主轴、直线和转动座标运动的“轻易传动”概念变成现实,并日益表明其非常大的优越性。
直线电机及其驱动控制技术在机床切削驱动上的应用领域,并使机床的传动结构发生了关键性变化,并使机床性能存有了代莱脱胎换骨。
目前,世界先进制造技术不断兴起,超高速切削、超精密加工等技术的应用,柔性制造系统的迅速发展和计算机集成系统的不断成熟,对数控加工技术提出了更高的要求。
为适应这种情况,数控机床正朝着以下几个方面发展。
1.高速度、高精度化速度和精度是数控机床的两个重要指标,它直接关系到加工效率和产品质量。
目前,数控系统采用位数、频率更高的处理器,以提高系统的基本运算速度。
同时,采用超大规模的集成电路和多微处理器结构,以提高系统的数据处理能力,即提高插补运算的速度和精度。
并采用直线电机直接驱动机床工作台的直线伺服进给方式,其高速度和动态响应特性相当优越。
在直线电机刚开始开发时,因其能实现高速加工而备受瞩目。
但近年来,使用直线电机的目的已逐渐转向高精度化。
也就是说,在直线电机的诸多优良特性中,很高的定位精度和圆弧插补精度尤其令人刮目相看。
其原因不为接触式的驱动系统没传统伺服电机转动失速用的齿轮副、滚珠丝杠、耦合件等各种机械因素引发的误差,以及直线电机必然使用闭路掌控。
车床的电气改造设计---带CAD图纸与PLC、变频器等部件的接线图
摘要摘要:20世纪人类社会最伟大的科技成果是计算机的发明与应用,数控技术被认为是20世纪制造业最神奇、最具有成果的进展。
自从1952年美国第l台数控车床问世至今已经历了50多个年头,特别是近lO年来,数控技术有了巨大进步,数控车床向着高速化、高精度化发展,复合加工、新结构车床大量出现。
中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的车床,这些旧的数控车床不能满足现代客户的加工要求,如:加工精度,小批量生产等。
解决这个问题有两种途径:一是购买新的数控车床;二是在旧的车床基础上进行数控化改造。
本设计是针对普通车床C6140进行数控化改造,其现实意义在于寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
同时介绍可编程控制器(PLC)的原理、组成以及编程,具体在C6140车床改造中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于车床控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
因此,本系统采用经验设计法为主的设计方法,取得了良好的效果。
关键词 : 车床;可编程控制器PLC;梯形图AbstractAbstract: The 20th century, human society's greatest scientific and technological achievements are the invention and application of computer, numerical control technology is considered the 20th century the most magical manufacturing,the most fruitful progress.Since 1 952 the United States No.1 since the advent of CNC lathe has undergone more than 50 years,especially in the past 10 years,numerical control technology has been tremendous progress toward the high-speed CNC lathes,high precision.development, composite processing,the new structure machine tools have emerged.China is a traditional mechanical manufacturing power, but the level of its equipment behind,especially some old factories are mostly mechanical or older lathes,CNC lathe these old should not meet the modem customer process远g requirements,such as machining accuracy ,small mass production, etc.To solve this problem there is two ways:First, purchase a new CNC system;Second,at the old foundation on CNC lathe transformation. The C6140 is designed for CNC Lathe for the transformation, and its practical significance is to find a feasible and promote the value of the equipment modification method, the traditional machinery manufacturing industry, technology and equipment for technology upgrading in order to resolve the current caused by aging equipment problems. Programmable logic controller is also introduced (PLC) principles, composition and programming, specifically in the application of C6140 Lathe, numerical control system of the PLC under the control of the control functions performed by briefly explained and introduced programmable logic controller (PLC ) used lathe control system control theory; system design; input and output points to determine; programming and manual operation of the ladder design, and gives the control circuit wiring diagram of PLC and ladder. Therefore, the system design using experience-based design methods, and achieved good results.Keywords:Lathe; Programmable Logic Controller (PLC) ;Ladder数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。
数控机床设计(有全套图纸)
有全套图纸QQ1074765680志。
我国是世界上机床产量最多的国家,随着经济的发展,数控机床的市场占有量和需求量都在不断的增加。
但是一些机床的使用时间过长或着相关技术跟不上时代、市场的要求,需要对其进行改造。
机床改造已经成为机床发展的趋势,也已经形成了一种产业。
数控仿形铣床是一种重要的数控铣床。
随着数控相关技术的快速发展,为了使其更好的适应现代机械生产加工的要求,对其进行改造已经成为必然。
本文阐述数控机床的产生与发展,对数控仿形铣床的组成、结构形式与工作原理作了相应的介绍和分析。
并对数控仿形铣床的主传动系统和进给传动系统,及相应的零部件进行了一定的分析与改造:如主传动系统的主轴、轴承及轴承支撑部件,进给传动系统的联轴器、减速机构等。
同时对数空仿形铣床的数控系统和改造时要注意的问题进行了简要的表述与说明。
关键词:数控仿形铣床数控系统数控改造Abstract:CNC machine is a kind of Electromechanical Integration product that ling machine copying the main transmission system and feed drive system, and目录1 概述 (3)有全套图纸QQ1074765680有全套图纸QQ10747656801.1数控机床的产生与发展 (4)1.1.1数控机床的产生 ·····························································································错误!未定义书签。