超声冲击处理
超声冲击处理
1.1铝合金焊件UIT研究的意义疲劳断裂是金属结构失效的主要形式。
尤其是一些受动载严重的重要结构。
因此,在焊接结构制造过程中或完成后,采取有效的工艺措施,提高它们的疲劳强度意义重大。
进入21世纪以来,随着车辆提速的要求,铝合金被广泛的用作车体材料。
但是,焊接残余应力的存在会使工件处于不稳定状态,是工件开裂或变形的主要原因,也是影响构件强度和寿命的主要因素。
目前,主要采用氩弧焊的方法对合金进行焊接,焊接工艺的固有特点,使得这些焊接接头和焊接热影响区多存在较大的残余拉应力和较多焊缝缺陷,在交变载荷的作用下极易萌生疲劳裂纹。
由于焊接过程中热输入量较大,使焊接接头焊后存在大量残余应力,且焊缝处容易出现气孔、缩松等缺陷,影响了结构的总体强度和使用寿命。
有资料表明,铝合金焊接结构中90%的断裂是由承受重复性载荷的焊接接头引起的疲劳破坏。
因此,铝合金焊接接头的疲劳性能已经受到设计及使用单位的普遍关注。
研究铝合金焊接接头的疲劳断裂特性,分析产生疲劳断裂危害的因素,估算焊接接头的疲劳寿命,探索提高铝合金焊接接头疲劳性能的方法具有重要的实用价值。
大量研究和实践表明焊接接头的疲劳破坏一般起裂于焊接接头的焊趾部位。
如果在焊后能够采取一定的有效工艺措施,降低余高造成的应力集中及消除焊趾表面的缺陷;调节焊接残余应力场,消除其消极影响,使之朝有利于疲劳强度提高的方向转变,显然能够大幅度地改善焊接接头及结构的疲劳强度。
如果能改善焊趾处疲劳裂纹的起裂性能,将有效地提高焊接结构的疲劳强度。
相关方法很多,如TIG熔修法、机械打磨焊趾法、爆炸法、喷丸法、过载法、局部压延法、局部加热法、锤击法。
但这些方法有的仍停留在实验室阶段。
目前应用较多的是普通捶击法和TIG熔修法和喷丸法。
但TIG熔修法施工工艺复杂,工艺不当反而会造成副作用。
这种方法需要保护气体,因此露天采用气体保护难以保证,应用受到一定限制。
喷丸法是实际应用较多的一种。
但这种方法也存在着噪声大、设备庞大,一次投资量大、耗电量大,不利于节能、不能方便地移动作业、野外施工困难。
超声定位体外冲击波碎石治疗输尿管下段结石的临床研究
需 麻 醉 、恢 复 快 等 优 点 成 为 一 线 治 疗 方 声组 成 功 定位 率 9 7 %( 2 9 / 3 O例 ) , x线 组 定 位 点 进行 精 确 定 位 。 定 位 时 间 较 短 且 法 , 治 疗 成 功 的关 键 在 于 准 确 定 位 。 成功 定 位 率 6 0 %( 1 8 / 3 0例 ) 。 两 组 比 较 差 准 确 .碎 石 过 程 中 可 全 程 观 察 结 石 位 置 笔 者 通 过 不 同定 位 方 法 进 行 研 究 .总结 异 有 统 计 学 意 义 ( P < 0 . 0 5 ) 。 结 石 定 位 时 变 化 .随 时 调 整 结 石 位 置 使 之 处 于 碎 石
输 尿 管 下 段 结 石 是 泌 尿 外 科 常 见 急 2 结 果 腹症 , 体 外 碎 石 因其 高 效 、 非浸 人性 、 不
点。 之后患者采取俯卧位 , 超 声 探 头 从 耻
碎 石前结石 定位统 计结果 显示 : 超 骨 联合 稍 上 方 寻 找 结 石 ,结 合 粗 略 体 表
较差异均有统计学意义 ( P < 0 . 0 5 ) 。 结论 输尿管下段结石采用超声定位成功率 高 , 定位时间较短 , 具有快捷 、 方便优 势 , 超 声 定 位 可 作 为 体
外 冲 击 波 碎 石 治疗 输 尿 管 下 段 结 石 的 首 选 方 法 。
【 关键词】 超声 ; 输尿管 ; 体外冲击波碎石 【 中图分类号】 R 6 9 9 . 4 【 文献标识码 】 A d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 — 7 1 4 7 . 2 0 1 4 . 0 2 . 0 9 0
・
3 3 0 ・
金属材料超声表面强化技术的研究与应用进展
90科学技术Science and technology金属材料超声表面强化技术的研究与应用进展徐 莉(酒钢集团榆中钢铁有限责任公司,甘肃 兰州 730104)摘 要:当前我国经济和科技都在不断进步,工业也随之发展。
工业品的质量会受到工业品材料的影响。
当前在我国金属材料的用量较大,用途也较为广泛,很多相关科学家都在不断研究和探索关于增强金属强度和性能的方法。
本文针对金属材料超声表面强化技术的研究和应用进行进行深入分析和探索,供读者参考。
关键词:金属材料;超声表面强化技术;研究;应用中图分类号:TG668 文献标识码:A 文章编号:11-5004(2020)11-0090-2 收稿日期:2020-06作者简介:徐莉,女,生于1989年,汉族,甘肃武威人,本科,助理工程师,研究方向:金属材料及热处理。
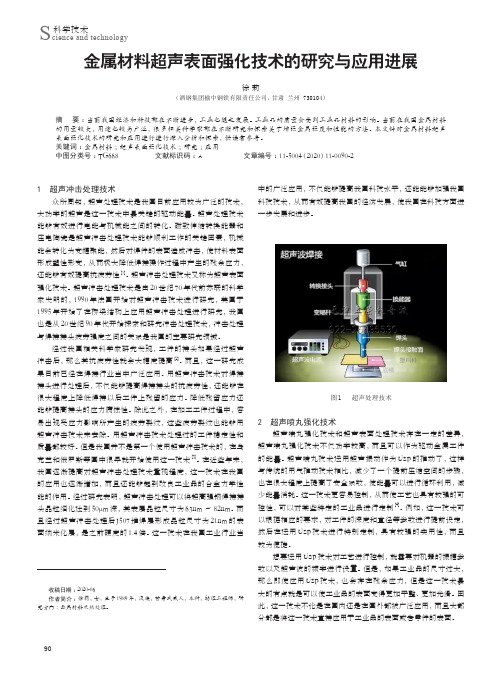
1 超声冲击处理技术众所周知,超声处理技术是我国目前应用较为广泛的技术,大功率的超声是这一技术中最关键的驱动能量。
超声处理技术能够有效进行电能与机械能之间的转化。
磁致伸缩转换能器和压电陶瓷是超声冲击处理技术能够顺利工作的关键因素,机械能会转化为变幅聚能,然后对焊件的表面造成冲击,使材料表面形成塑性形变,从而极大降低焊接操作过程中产生的残余应力,还能够有效提高抗疲劳性[1]。
超声冲击处理技术又称为超声表面强化技术。
超声冲击处理技术是由20世纪70年代前苏联的科学家发明的,1990年法国开始对超声冲击技术进行研究,美国于1995年开始了在桥梁结构上应用超声冲击处理进行研究,我国也是从20世纪90年代开始探索和研究冲击处理技术,冲击处理与焊接接头疲劳强度之间的关系是我国的主要研究领域。
经过我国相关科学家研究发现,工件的接头如果经过超声冲击后,那么其抗疲劳性就会大幅度提高[2]。
而且,这一研究成果目前已经在焊接行业当中广泛应用。
用超声冲击技术对焊接接头进行处理后,不仅能够提高焊接接头的抗疲劳性,还能够在很大程度上降低焊接以后工件上残留的应力。
超声波冲击设备 消除应力原理
超声波冲击设备消除应力原理
超声波冲击设备消除应力原理超声波焊接应力消除设备的基本原理就是利用大功率超声波推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于超声波的高频、高效和聚焦下的大能量,使金属表层产生较大的压缩塑性变形;同时超声波焊接应力消除设备波改变了原有的应力场,产生一定数值的压应力;并使被冲击部位得以强化。
所以超声波焊接应力消除设备能够显著提高金属焊接接头及结构的疲劳强度,大幅度延长其疲劳寿命;消除残余拉应力,并使被冲击部位产生压应力,从而提高工件的承载能力;有效改善焊趾的几何形状,大大降低焊趾处的应力集中系数,其效果大大优于TIG工艺;消除焊趾表层微小裂纹和焊接缺陷,抑制裂纹提前萌生;强化金属零件表面,提高表面质量和使用寿命。
该设备高效、节能、无污染、使用方便,不受工件形状、场地、环境的限制,处理效果显著。
超声波焊接应力消除设备提高焊接接头疲劳性能的基本原理金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。
在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。
同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。
在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。
超声波焊接应力消除设备处理法提高焊接接头疲劳强度和疲劳寿命的基本原理焊后利用超声波推动冲击工具以每秒二万次以上的频率沿焊缝方向冲击焊缝的焊趾部位,使之产生较大的压缩塑性变形,使焊趾处产生圆滑的几何过渡,从而大大降低了焊趾处余高和凹坑造成的应力集中;消除了焊趾处表层的微小。
超声冲击改善焊接接头疲劳性能的研究进展
焊接接头的应力集 中程度 。王东坡等 对超声冲击处 理改善 1 6 M n 钢焊接接头应力集 中的研究表 明, 焊趾
术。已有 的研究工作表明 , 超声 冲击处理可 以降低焊 接残余应力 、 降低焊趾处应力集 中, 同时还 可以使焊 缝表层材料 的微观组织得到改善 , 显著提高焊接接头 的疲劳强度n ] 。由于超声冲击具有诸多的优点 , 如设 备方便灵活 、 对复杂情况适应性强 、 不受被 冲击结构 的限制 , 近 年 来 应用 范 围越 来 越 广 泛 b 。 目前 , 此 领 域的研究主要集中在 以下几个方面 : 1 ) 改善焊接接 头焊趾 区过渡区的几何形状 , 降低接头的应力集中程 度; 2 ) 改善表面组织形态 , 细化 晶粒 ; 3 ) 消除焊接残余 应力 ; 4 ) 提高接头的疲劳强度 , 延长疲劳寿命 。总之 , 超 声 冲 击 技 术 在 改 善 焊 接 接 头 疲 劳 性 能 方 面具 有 很
义 。此外 , 分析了 目前超声冲击对焊接接头疲 劳性 能和疲劳寿命 影响研究 的不足之处 以及今后 的研究 趋势。
关键词 超 声冲击处理 ; 焊接接 头 ; 疲劳性能 ; 研究进展 中图分类号 T G1 5 6 . 9 6 文献标 志码 A 文章编 号 1 0 0 4 — 2 4 4 X( 2 0 1 3 ) 0 5 — 0 1 2 5 — 0 4
f a t i g u e p e r f o r ma n c e . I t i s o f i mp o t r a n t r e s e a r c h s i g n i i f c a n c e f o r i mp r o v i n g t h e f a t i ue g p e f r o ma r n c e o f w e l d e d j o i n t b y u l t r a s o n i c
释放应力的方法
释放应力的方法释放应力是指通过某种方法使材料中的应力得以释放,从而使其恢复原始状态或达到了一个新的平衡状态。
在工程、物理、材料科学等领域中,释放应力是一项重要的实践活动。
以下是几种常见的释放应力的方法及其应用:1. 拉伸:拉伸是一种常用的释放应力方法。
通过拉伸,材料中的应力得以释放,从而使其恢复原始状态。
拉伸通常用于制造金属、塑料、橡胶等材料。
拉伸还可以用于改善材料的性能,如增强、韧性等。
2. 压缩:压缩也是一种释放应力的方法。
通过压缩,材料中的应力得以释放,从而使其恢复原始状态。
压缩通常用于制造木材、混凝土等材料。
3. 热处理:热处理是一种将材料加热,使其内部应力释放的方法。
热处理可以改变材料的性质,如硬度、韧性、强度等。
热处理还可以用于制造金属制品、陶瓷等材料。
4. 冲击:冲击是一种利用冲击能量释放应力的方法。
通过施加一定的冲击能量,材料中的应力得以释放,从而使其恢复原始状态。
冲击可以用于制造金属、陶瓷等材料。
5. 化学处理:化学处理是一种通过化学物质的作用释放应力的方法。
化学处理可以用于改变材料的性质,如硬度、韧性、强度等。
化学处理还可以用于制造复合材料、塑料等材料。
6. 超声波处理:超声波处理是一种利用超声波的能量释放应力的方法。
超声波可以用于改变材料的性质,如硬度、韧性、强度等。
超声波处理还可以用于制造金属、陶瓷等材料。
释放应力的方法可以用于多种领域,如制造金属制品、复合材料、陶瓷等材料,还可以用于改善材料的性能,如增强、韧性等。
不同的材料需要采用不同的释放应力方法,以达到最佳的性能和效果。
浅谈激光喷丸与超声波冲击技术的比较
浅谈激光喷丸与超声波冲击技术的比较摘要:激光喷丸和超声波冲击都是表面处理技术,可用于改善材料表面的质量和性能。
本文将对两种技术进行比较,从处理效果、工艺复杂度、设备要求、应用领域等方面进行分析。
关键词:激光喷丸;超声波冲击;表面处理;材料性能正文:一、概述在材料加工的过程中,表面处理是不可忽视的一部分。
表面处理可以提高材料表面的质量,改善材料的性能,从而延长材料的寿命。
激光喷丸和超声波冲击作为表面处理技术,都具有一定的优点和缺点。
本文将从处理效果、工艺复杂度、设备要求、应用领域等方面进行比较。
二、激光喷丸和超声波冲击技术的处理效果激光喷丸技术和超声波冲击技术都可以改善材料表面的质量和性能。
但是,它们的处理效果是有区别的。
激光喷丸技术可以在短时间内去除材料表面的氧化层、氧化皮和其他污染物,使材料表面变得更加光滑。
而超声波冲击技术则可以增强材料表面的耐疲劳性能,减少表面裂纹和缺陷,从而提高材料的强度和韧性。
三、激光喷丸和超声波冲击技术的工艺复杂度激光喷丸技术和超声波冲击技术都需要一定的工艺过程。
但是,它们的工艺复杂度是不同的。
激光喷丸技术需要进行精确的层厚度控制,对于不同的材料需要选择不同的喷嘴,同时需要控制喷嘴与材料表面的距离。
而超声波冲击技术则需要控制冲击强度、冲击次数和冲击时间等参数,与材料表面的距离也需要精确控制。
总体而言,激光喷丸技术的工艺复杂度略高于超声波冲击技术。
四、激光喷丸和超声波冲击技术的设备要求激光喷丸技术和超声波冲击技术都需要相应的设备进行操作。
激光喷丸设备需要激光器、喷嘴等设备,占据的空间较大;超声波冲击设备需要冲击器和控制系统,尺寸较小。
总体而言,超声波冲击技术的设备要求略低于激光喷丸技术。
五、激光喷丸和超声波冲击技术的应用领域激光喷丸技术和超声波冲击技术具有不同的应用领域。
激光喷丸技术适用于去除表面污染物、增强表面硬度、改善表面质量等领域。
而超声波冲击技术适用于改善材料的疲劳性能、提高材料的强度和韧性。
用超声冲击法消除锚拉板区域的焊接应力
摘 要:针对大跨径钢结构斜拉桥锚拉板区域焊缝较密 、 连接 钢板较厚 、 焊接残余 应力较高且分 布不明确等 问题 - , 】 』
对重庆江津观音岩长江大桥索梁锚 固区域部分进行足尺 比例试件 的焊接应力测试 , 对其焊缝 进行超声波 冲击试 并 验, 研究超 声波 冲击法对锚拉板区域各焊缝应力 的影 响情况. 测试 和试验研究结果表 明 , 锚拉板 区域各焊缝存在 着 相 当大 的焊接残余应力 , 超声波冲击法能有效地减小 和消除该 区域的焊缝残余 拉应力 , 改善其应力 的状态 , 确保构
i o e n we d ft e mo e s Ul a o i mp c a ke wed t e a h e t ro e t i e in mp s d o l so h d l. t s n c i a tc n ma l o s t e c ne fa c ran r go r p o ucn u i in e p u fc f p a tc eo ma in. I ef ciey mp o e we d a b s p ae r d i g s f c e t d e s ra e o l si d f r t o t fe tv l i r v s l s nd a e lt s e t ro ha e o h r n i o a o e,a d rd e te s c n e tain i h l s xe rs p ft e ta st n lz n i i n e uc s sr s o c n r to n t e wed .Te tr s ls s o s e u t h w
件连接 的受力. 超声波 冲击方法是一种解决钢结 构桥梁 中的局部 区域焊接应力过大问题 的有效方法 .
关键词 : 斜拉桥 ; 锚拉板 区域 ; 超声波冲击 ; 焊接残余应力
超声冲击消除残余应力分析

超声冲击消除残余应力分析超声冲击消除残余应力技术是一种非热处理去除零部件表面残余应力的方法,它通过将高能量的冲击波传导到零部件表面,改变其表面晶格结构,从而消除残余应力,提高零部件的疲劳寿命和耐久性。
本文将对超声冲击消除残余应力的原理和应用进行详细分析。
一、超声冲击消除残余应力的原理在传统的金属材料加工过程中,由于加工而产生的残余应力会导致零部件表面发生微小的变形和裂痕,降低零部件的疲劳寿命和耐久性。
超声冲击消除残余应力技术通过在零件表面施加高能量的冲击波,使其原子结构重新排列,摆脱残余应力,提高零部件的强度和耐用性。
超声冲击消除残余应力的原理是基于超声波的物理效应。
超声波是指频率在20kHz以上的波,其能量较高,能够在金属材料中形成一个压力波。
当超声波穿过材料时,它会产生相互作用,产生一个局部的应力波,促使原子重新排列。
此时,当局部的应力波达到超声幅值的临界值时,原子结构发生重组,从而消除残余应力。
二、超声冲击消除残余应力的应用超声冲击消除残余应力技术广泛应用于航空、航天、军工、汽车、电子等行业中的高精度零部件制造。
其主要作用是消除零部件表面的残余应力,提高零部件的强度和耐久性,从而延长零部件的使用寿命。
在零部件制造中,超声冲击消除残余应力技术的应用范围非常广泛。
它可以用来消除各种类型的残余应力,例如焊接、锻造、冷加工、热处理等过程中形成的残余应力。
此外,在一些特殊的应用中,例如激光切割、折弯等过程中容易产生残余应力,超声冲击消除残余应力技术也可以发挥作用。
三、超声冲击消除残余应力技术的优势与传统的热处理技术相比,超声冲击消除残余应力技术优势非常明显。
它不需要加热,不会像传统的热处理过程中那样产生新的变形,也不会导致零部件尺寸变化。
此外,超声冲击消除残余应力技术可以在较短的时间内完成,从而节省了生产时间和成本。
此外,超声冲击消除残余应力技术具有高度可控性和重现性。
它可以通过调整超声波的频率、幅值等参数来实现不同程度的消除残余应力。
基于ABAQUS的铝合金超声冲击处理有限元模拟

基于ABAQUS的铝合金超声冲击处理有限元模拟贾翠玲;陈芙蓉【摘要】为了探究超声冲击处理对7A52铝合金材料应力应变的影响,采用有限元分析软件AQAQUS建立了7A52铝合金的超声冲击处理模型,旨在探讨7A52铝合金材料模型中应变率以及超声冲击次数对应力、应变的影响规律.结果表明:材料的应变率和超声冲击次数均会影响应力应变;随着冲击次数的增加,x方向的压应力会增大,且其压应力值存在的深度范围会增大;冲击次数对z方向应力的影响比x方向应力的影响要大;随着冲击次数的增加,沿试板冲击深度方向的等效塑性应变值也会增大,且其最大值位于距离试板冲击表面-定深度范围内;材料在高应变率变形条件下,应变率对等效塑性应变有较大的影响;无论是否考虑应变率的影响,冲击次数对z 方向应力的影响都很显著,随着冲击次数的增加,其z方向的应力显著增大,且在相同冲击次数下,冲击点处的z方向应力不考虑应变率影响比考虑应变率影响的数值要大很多.【期刊名称】《内蒙古工业大学学报(自然科学版)》【年(卷),期】2016(035)003【总页数】6页(P201-206)【关键词】超声冲击;应力-应变;应变率;数值模拟【作者】贾翠玲;陈芙蓉【作者单位】内蒙古工业大学材料科学与工程学院,呼和浩特010051;内蒙古工业大学工程训练中心,呼和浩特010051;内蒙古工业大学材料科学与工程学院,呼和浩特010051【正文语种】中文【中图分类】TG146材料失效包括开裂、腐蚀及疲劳等,这些都与材料表面状态密切相关。
目前,许多学者提出很多用于提高材料力学性能的表面冷处理方法如机械喷丸、超声喷丸、激光喷丸、水射流以及超声冲击处理等。
超声冲击处理(UIT)与以上表面处理方法相比具有设备简单紧凑、无丸粒回收、节能环保、不受材料及构件大小和形状等限制以及可控可操作等优势[1],被广泛应用在材料表面改性方面。
超声冲击处理是利用高能量的超声波驱动冲击针在极短的时间内高速撞击金属材料表面,一方面使材料表层产生一定厚度的纳米晶;另一方面使材料表层一定厚度范围内产生塑性变形层,引入残余压应力场。
超声微冲击作用碳钢表面改善耐磨性的实验研究
超声微冲击作用碳钢表面改善耐磨性的实验研究赵书剑;郑文婷;张辽远;雷凯涛【摘要】为了获得磨削加工和超声微冲击强化处理对45号钢表面性能的影响,测量处理前后表面粗糙度并观测表面形貌;在相同工况条件下,对超声与非超声处理后的样件进行耐磨性实验.通过对比,研究超声微冲击对其表面粗糙度与耐磨性的影响.实验结果表明,经超声微冲击处理后,45号钢表面粗糙度值明显减小,沿磨削纹理方向,表面粗糙度值减小38%,垂直于磨削纹理方向,表面粗糙度值减小55%;超声与非超声处理后的45号钢在耐磨性实验后厚度上的变化值分别为0.015mm和0.027mm,说明超声微冲击强化处理后45号钢磨损量较小,其耐磨性能得到改善.【期刊名称】《沈阳理工大学学报》【年(卷),期】2018(037)004【总页数】6页(P75-80)【关键词】超声微冲击;表面粗糙度;耐磨性;表面形貌【作者】赵书剑;郑文婷;张辽远;雷凯涛【作者单位】沈阳理工大学机械工程学院,沈阳110159;辽宁中海润科技有限公司;沈阳理工大学机械工程学院,沈阳110159;沈阳理工大学机械工程学院,沈阳110159【正文语种】中文【中图分类】TG376.345号钢是中碳优质碳素结构钢,切削加工性能良好,易于切削加工,在机械制造行业中得到了广泛的应用[1]。
综合机械性能较好是45号钢的特性,但其表面硬度低,不耐磨,会导致国家经济的损失、工业设备的损坏、坏境的污染等众多不良后果,甚至造成灾难性的影响,所以研究超声微冲击对45号表面耐磨性的影响意义重大。
韩爽等[2]通过研究超声加工对球墨铸铁表面粗糙度的影响,发现超声加工能显著降低试样的表面粗糙度,超声加工后,试样表层晶粒明显细化,表面硬度提高;王婷等[3-4]通过对40Cr钢进行超声表面滚压加工,发现如果工艺参数选择适当,试样的表面粗糙度值可降低至0.2μm以下,对于润滑摩擦,USRP处理可以大幅提高材料的表面耐磨性;文献[5-6]研究发现,在室温下,45号钢经超声振动作用,结构组织细化,珠光体中的板状渗碳体分解,这一过程造成珠光体和铁素体在整个试样中均匀分布,使材料显微硬度增加。
超声冲击残余应力场的有限元模拟
超声冲击残余应力场的有限元模拟李进一;凌祥;周建新【摘要】建立模拟超声冲击残余应力场的三维有限元模型,预测AISI 304奥氏体不锈钢靶材经超声冲击后的残余应力场分布.模拟过程中,分析冲击速度、针头直径、冲击时间、摩擦力、冲击次数以及不同覆盖率等因素对超声冲击残余应力场分布影响的规律.结果表明,冲击速度、针头大小、冲击时间及摩擦力都会影响到最终冲击残余应力场.冲击速度和针头直径对残余应力场分布影响显著,速度提高或直径变大,均可明显提高残余压应力值,且增加残余压应力层深度,但摩擦系数对冲击效果的影响不大.随着冲击次数的增加,超声冲击强化特征明显,残余压应力层深度增加.随着覆盖率的增加,残余压应力层增厚,但形成的最大残余压应力值减小.%A 3D finite element model predicting the residual stress distribution induced by ultrasonic impact treatment (UIT) in the AISI 304 stainless steel was established. Effects of impact velocity, pin size, impact time, interfacial friction, multiple impacts and coverage were considered during the simulation. The results show that impact velocity, pin size, impact time and interfacial friction affect the final residual stress field. Impact velocity and pin diameter have a great influence on the distribution of residual stress field. The depth of the stress layer and the residual stress value increase along with the rising of pin diameter or impact velocity. However, friction coefficient has little influence on impact. According to the increase of impact time, the ultrasonic impact strengthening characteristic is obvious and the depth of the stress layer increases. Along with the increase of thecoverage, the compressive residual stress layer gets thicker, but the formation of the maximum compressive residual stress value decreases.【期刊名称】《航空材料学报》【年(卷),期】2012(032)001【总页数】5页(P84-88)【关键词】超声冲击;有限元模拟;残余应力场【作者】李进一;凌祥;周建新【作者单位】南京工业大学机械与动力工程学院,南京210009;南京工业大学机械与动力工程学院,南京210009;南京工业大学机械与动力工程学院,南京210009【正文语种】中文【中图分类】TG142.7超声冲击处理(Ultrasonic Impact Treatment,UIT)是当前广泛采用的一种表面处理方法。
超声冲击在耐候钢焊接后处理的运用研究

超声冲击在耐候钢焊接后处理的运用研究摘要:传统车辆底架焊接构件通常采用耐候钢材,焊接后需进行消除残余应力处理,目前使用的处理设备如退火炉、抛丸机存在占地大、污染重等缺点,对基建及安保要求较高,且不具备局部处理能力。
超声冲击应力消除设备具有占地小、无污染、使用灵活等优点,在局部消应力方面具有传统设备无法比拟的优势,本文通过工艺试验研究其在焊接残余应力消除方面的具体效果,为生产实际运用提供依据。
关键词:焊接后处理;超声冲击;残余应力;中图分类号:tu74 文献标识码:a 文章编号:0 前言焊接残余应力是焊接技术带来的一个几乎无法避免的缺陷,是由于焊接过程中的受热不均匀导致的应力场的重新分布,残余应力较集中的部位为靠近焊缝附近位置及热影响区。
其危害甚大,对焊接结构件抗疲劳、脆断、应力腐蚀破坏以及尺寸稳定性有很大的影响。
因此采用适当的方法最大限度地降低或消除焊接残余应力,使其降低到安全的范围类, 是工程界面临的一个重大问题。
工厂常常采用热处理退火,抛丸等办法来降低和消除焊接残余应力,但热处理炉占地大,退火能耗消耗高,失效周期较长,有烟气粉尘废渣排放;抛丸亦有设备费用高,生产成本高,工作时间长,抛丸回收和喷丸伤人等缺点。
因此引入超声冲击设备,其具有占地小,不受工作材质、形状、结构、重量的限制,使用起来灵活方便等特点。
超声设备主要利用大功率的能量推动冲击头以每秒2万次以上的频率冲击金属物体表面,高频、高效和聚焦下的大能量使金属表面产生较大的压缩塑性变形,同时超声冲击改变了原有的应力场,产生有益的压应力。
高能量冲击下金属表面温度急速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得到强化。
超声冲击降低或消除残余应力在生产实际中有重要价值。
因此我们对其在焊接残余应力消除中的具体效果进行了探究。
1 实验实验采用目前动车组车辆底架常用的8毫米厚sma490bw型钢板,各元素含量(wt%):c≤0.18、si 0.15-0.65、mn≤1.40、s≤0.035、p≤0.035、cu 0.30-0.50、cr 0.45-0.75、ni 0.05-0.30,属于低碳低合金钢,焊接方法为80%ar+20%co2气体保护焊,焊丝为符合gb/t8810—1995标准要求的chw-55cnh型、牌号h08mn2sia,接头形式为v型对接,焊接参数底层(190-210)a、(23-25)v,其余(240-280)a、(25-30)v。
超声波时效冲击枪
超声冲击就是利用大功率的超声波推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于超声波的高频、高效和聚焦下的大能量,使金属表层产生较大的压塑性变形;同时超声冲击波改变了原有的应力场,产生一定数值的压应力;并使超声冲击部位得以强化。
超声波冲击枪的目的是针对普通机械式冲击装置上的不足,提供一种冲击力大,冲击频率高的冲击装置超声波驱动电源通过电缆与设置在外壳内的超声波换能器连接,换能器的振动输出端部与变幅杆连接,变幅杆端部装有冲击针,中间留有一定的缓冲空间。
超声波驱动电源将市电转换成高频高电压交流电流,输给超声波换能器。
然后超声波换能器利用压电陶瓷的负压电效应将输入的电能转换成机械能,即超声波,其表现形式是换能器在纵向作往复伸缩运动;伸缩运动的频率等同于驱动电源的交流电流频率,伸缩的位移量在十几微米左右。
变幅杆的作用一是将换能器的输出振幅放大。
变幅杆一方面将振幅放大至达到100微米以上,另一方面对冲击针施加冲击力,推动冲击针作高速往返运动。
冲击头冲击工件后,在很短的时间内速度由不小于1.5米/秒减小至0米/秒,能量向焊缝传递,以达到消除内应力的作用。
冲击头受工件的反作用后回弹,碰到高频振动的变幅杆后,再次受到激发,又一次高速度撞向焊缝,如此反复多次,完成冲击作业。
冲击枪优点及应用领域:不但可以应用于焊接结构的制造过程中,而且可以应用于安装现场,其工件效率高,节能性好,处理速度快,每分钟可处理接近半米的焊缝,不但可以用于平板的对接接头,而且可以方便地处理其它方法很困难处理的管接头。
这种方法的劳动条件好,执行机构只有几公斤,整机重量也不大,可以方便地应用到桥梁、采油平台、船舶、机车车辆、压力容器及管道等工况、野外施工和高空现场作业的场合。
大功率超声波振动系统的频率一般在10kHz以上,冲击头的激振力的施力频率也达到10kHz以上,一般最常用的是15~20kHz。
同时超声波施力部分的运动加速度可达到3×104米/秒2以上,根据力学公式F=ma可知,施力部分对冲击头施加很大的推动力。
光疗、冲击波及超声治疗烧伤的研究
光疗、冲击波及超声治疗烧伤的研究进展潘彦宏① 李丹① 吴忠好① 廖红① 【摘要】 烧伤通常伴随着免疫和炎症反应、代谢变化,是临床上一种相对常见的危急重症。
严重的烧伤会导致休克和多器官衰竭,也是患者死亡的独立风险因素。
从治疗的角度来看,烧伤愈合后皮肤组织功能恢复所带来的外观和心理问题也是影响患者生活质量的主要因素。
感染治疗是烧伤患者管理过程中的重要一环,但由于耐药菌的增加和局部、系统抗生素用药存在的一些局限性,探索新的抗菌治疗方案具有重要临床价值。
紫外线(ultraviolet,UV)、光动力、光热等光疗(phototherapy)策略为“后抗生素时代”的抗菌治疗带来了新的曙光,并且除了抗菌作用外,还在促进伤口愈合中发挥积极作用。
体外冲击波治疗(extracorporeal shock wave therapy,ESWT)、超声治疗也具有缓解烧伤局部症状、促进伤口愈合、治疗瘢痕等作用。
本文综述了光疗、冲击波、超声治疗在烧伤中的应用进展,并探讨这些新兴治疗策略在烧伤治疗中的应用前景和发展挑战。
【关键词】 烧伤 光疗 体外冲击波治疗 超声治疗 纳米材料 doi:10.14033/ki.cfmr.2022.30.045 文献标识码 A 文章编号 1674-6805(2022)30-0177-05 Research Progress of Phototherapy, Shock Wave and Ultrasound in the Treatment of Burn/PAN Yanhong, LI Dan, WU Zhonghao, LIAO Hong. //Chinese and Foreign Medical Research, 2022, 20(30): 177-181 [Abstract] Burn is usually accompanied by immune and inflammatory reactions, metabolic changes, it is a relatively common clinical critical severe illness. Severe burns can lead to shock and multiple organ failure, which is also an independent risk factor for patient death. From the perspective of treatment, the appearance and psychological problems brought by the functional recovery of skin tissue after burn healing are also the main factors affecting the quality of life of patients. Infection treatment is an important part in the management process of burn patients. However, due to the increase of drug-resistant bacteria and some limitations of local and systemic antibiotic use, it is of important clinical value to explore new antimicrobial treatment schemes. Phototherapy strategies such as ultraviolet (UV), photodynamic, and photothermal etc bring a new dawn for the antibacterial treatment in the “post antibiotic era”. Besides the antibacterial effect, they also play an active role in promoting wound healing. Extracorporeal shock wave therapy (ESWT) and ultrasound therapy also have the effects of relieving local symptoms of burns, promoting wound healing, and treating scars. This article reviews the application progress of phototherapy, shock wave and ultrasound treatment in burn, and discusses the application prospects and development challenges of these emerging treatment strategies in burn treatment. [Key words] Burn Phototherapy Extracorporeal shock wave therapy Ultrasonic therapy Nanophase materials First-author’s address: Armed Police Hunan General Hospital, Changsha 410006, China 广义的烧伤通常是指热、电、化学物质、辐射等因素导致的皮肤和组织损伤。
超声冲击对焊接残余应力影响的研究进展

超声冲击对焊接残余应力影响的研究进展发布时间:2022-07-20T05:12:24.354Z 来源:《城镇建设》2022年第5卷3月5期作者:赵毅[导读] 残余应力正在很大程度上能够对焊接结构的力学性能造成影响。
赵毅重庆市市政设施运行保障中心重庆市 400015摘要:残余应力正在很大程度上能够对焊接结构的力学性能造成影响。
文章对超声波的冲击处理以及焊接接头的残余应力影响因素进行调研分析,得出超声冲击使得残余拉伸应力得到有效缓解,并且在焊缝附近形成残余压应力影响,从而提高焊接接头的疲劳、耐磨性能的结论。
关键词:超声冲击;焊接接头;残余应力;研究进展对焊件局部加热然后逐渐冷却的过程称之为焊接,由于焊件各部分的受热不均情况,会出现焊接残余应力[1],对焊接构件的疲劳性能、腐蚀性能、开裂性能等造成影响。
大多数压力容器破坏的案例都是由于焊缝及其附近区域的残余拉伸应力所造成的[2]。
因此针对焊后消除和调整焊接残余应力的方法进行研究,对提高焊接结构的安全可靠性具有重大发展意义。
1超声冲击的概述超声冲击是在国外的主流焊后处理、表面强化和消除焊接残余应力的有效方法[3]。
超声波可以使得冲击针对金属表面进行高速撞击,从而使得金属表层产生较大的塑性变形。
一是能改变焊趾的几何形貌;二是在金属表面,使其产生一定厚度的压缩塑性变形,使得区域内的残余拉应力转化为残余压应力。
残余应力的重新分布由于压缩塑性变形层的存在,使拉伸残余应力下降,从而对焊接接头残余应力进行改善[4]。
超声冲击设备具有灵活、不受复杂结构限制,能够适应各种施工情况的特点,近年来得到广泛关注[5]。
超声冲击技术处理能够适用于各类材料的焊后处理,还适用于不同接头形式的焊后处理[6]。
2超声冲击对改善焊趾几何形状降低应力集中系数的影响零件焊接后产生的余高会引起焊接接头截面形状的突变,此现象在焊缝与母材过渡的焊趾部位表现得尤为突出,从而导致区域内的应力集中系数较大。
提高焊接接头疲劳强度的最新技术
众所周知,焊接接头疲劳断裂主要从焊趾部位开裂,如果使焊接接头的焊趾部位产生残余压缩应 力,则可以提高焊接接头的疲劳强度,而并不需要全部采用低相变点焊条,这样可以降低使用成 本。从这一思路考虑,天津大学在试验的基础上提出了低相变点焊条焊趾熔修(LTTE-dressing)提高 焊接接头疲劳强度的方法。采用非承载十字接头和纵向环绕角焊缝接头两种接头类型,分别对比 了低相变点焊条焊趾熔修(LTTE-dressing)和普通焊条焊接接头的疲劳强度,前者的疲劳强度分别比 后者提高19.9%和41.7%,证明了这一思路的可行性和实用性,为低相变点焊条LTTE更合理的在工程 实际中应用进行了前期试验研究,同时低相变点焊条焊趾熔修(LTTE-dressing)接头也可以反映低相 变点焊条在盖面焊缝和近焊趾盖面焊道的应用情况。
提高焊接接头疲劳 强度的最新技术
目录
Content
01 超声冲击处理方法02Fra bibliotek低相变点焊条方法
01 超声冲击处理方法
近年来发展起来的超声冲击提高焊接接头及结构疲劳强度的方法,其机理与锤击和喷丸基本一 致.但这种方法执行机构轻巧,可控性好,使用灵活方便、噪音极小、效率高、应用时受限少,成 本低而且节能,适用于各种接头,是一种理想的焊后改善焊接接头疲劳性能的方法。对几种典型焊 接结构用钢的对接和非承载纵向角接头实施超声冲击处理,然后进行了焊态与冲击处理的对比疲劳 试验,研究了超声冲击法改善焊接头疲劳强度的实际效果,对比结果见表2。可见,焊接接头经超 声冲击处理后,疲劳强度提高了50~170%,效果十分显著。
超声冲击处理前后的疲劳强度对比
02 低相变点焊条方法
1·提高焊接接头疲劳强度原理和发展
压缩应力可以提高焊接接头的疲劳强度,已有大量的文献论述,然而问题是如何在焊接接头中较方便的引 入压缩应力。
浅谈激光喷丸与超声波冲击技术的比较
浅谈激光喷丸与超声波冲击技术的比较摘要:本篇论文旨在比较激光喷丸技术和超声波冲击技术,以探讨它们的优缺点和应用领域。
通过对两种技术的原理、工作方式、处理效果等方面进行比较分析,得出了它们各自的优劣,并说明了在不同的场合下应用它们的可行性。
关键词:激光喷丸,超声波冲击,比较分析,优缺点,应用领域正文:激光喷丸和超声波冲击都是现代表面处理技术中的重要方法。
它们分别利用激光和超声波的物理效应来改善表面机械性能和化学性能,提高材料的抗疲劳、耐蚀性和使用寿命。
具体来说,激光喷丸是利用激光束的高能量密度,使表面材料熔化和膨胀,然后迅速冷却形成微观坚固的强化层;而超声波冲击则是将超声波能量转化为机械能,通过冲击表面材料,消除材料的微缺陷,改进材料的表面结构和组织。
在比较激光喷丸和超声波冲击时,首先需要关注它们的优缺点。
激光喷丸的优点在于可以在较短时间内获得较深的强化层,同时材料的高温熔化和快速冷却可以消除缺陷、减少表面能和应力集中,提高材料的强度和硬度。
但是激光喷丸的成本较高,且只能处理特定形状和材料;同时,过度的激光处理也可能导致表面变形和烧伤痕迹。
相比之下,超声波冲击的优点在于可用于处理多种材料,且可以改善材料的疲劳限和表面质量,同时发生的微变形对材料的影响较小。
但其处理深度相对较浅,处理周期较长,局部的应力容易引起材料裂纹和弯曲变形。
此外,根据不同的应用场合,激光喷丸和超声波冲击也有着不同的发展空间。
激光喷丸主要应用于航空航天、汽车制造等高科技领域,用于提高材料的强度、防腐蚀和磨损性能。
而超声波冲击则更多地应用于钢铁工业、船舶制造等重工业领域,用于处理大型机械的零部件,提高机械的使用寿命和性能。
总之,激光喷丸和超声波冲击是两种不同的表面处理技术,各有优缺点和适用范围。
在选择合适的技术时,需要注重材料的性质和表面处理的要求,以便取得更好的处理效果。
除了上文提及的激光喷丸和超声波冲击外,还有其他表面处理技术,如电化学抛光、爆破除锈、氮化等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1铝合金焊件UIT研究的意义疲劳断裂是金属结构失效的主要形式。
尤其是一些受动载严重的重要结构。
因此,在焊接结构制造过程中或完成后,采取有效的工艺措施,提高它们的疲劳强度意义重大。
进入21世纪以来,随着车辆提速的要求,铝合金被广泛的用作车体材料。
但是,焊接残余应力的存在会使工件处于不稳定状态,是工件开裂或变形的主要原因,也是影响构件强度和寿命的主要因素。
目前,主要采用氩弧焊的方法对合金进行焊接,焊接工艺的固有特点,使得这些焊接接头和焊接热影响区多存在较大的残余拉应力和较多焊缝缺陷,在交变载荷的作用下极易萌生疲劳裂纹。
由于焊接过程中热输入量较大,使焊接接头焊后存在大量残余应力,且焊缝处容易出现气孔、缩松等缺陷,影响了结构的总体强度和使用寿命。
有资料表明,铝合金焊接结构中90%的断裂是由承受重复性载荷的焊接接头引起的疲劳破坏。
因此,铝合金焊接接头的疲劳性能已经受到设计及使用单位的普遍关注。
研究铝合金焊接接头的疲劳断裂特性,分析产生疲劳断裂危害的因素,估算焊接接头的疲劳寿命,探索提高铝合金焊接接头疲劳性能的方法具有重要的实用价值。
大量研究和实践表明焊接接头的疲劳破坏一般起裂于焊接接头的焊趾部位。
如果在焊后能够采取一定的有效工艺措施,降低余高造成的应力集中及消除焊趾表面的缺陷;调节焊接残余应力场,消除其消极影响,使之朝有利于疲劳强度提高的方向转变,显然能够大幅度地改善焊接接头及结构的疲劳强度。
如果能改善焊趾处疲劳裂纹的起裂性能,将有效地提高焊接结构的疲劳强度。
相关方法很多,如TIG熔修法、机械打磨焊趾法、爆炸法、喷丸法、过载法、局部压延法、局部加热法、锤击法。
但这些方法有的仍停留在实验室阶段。
目前应用较多的是普通捶击法和TIG熔修法和喷丸法。
但TIG熔修法施工工艺复杂,工艺不当反而会造成副作用。
这种方法需要保护气体,因此露天采用气体保护难以保证,应用受到一定限制。
喷丸法是实际应用较多的一种。
但这种方法也存在着噪声大、设备庞大,一次投资量大、耗电量大,不利于节能、不能方便地移动作业、野外施工困难。
由于丸粒反弹,存在安全防护问题,且丸粒需要回收清理。
捶击法效率低、劳动强度大、可控性差、效果不稳定噪声也大。
试验证明1,锤击法、喷丸、TIG熔修法和联合TIG熔修超声冲击法对焊接试件的疲劳极限的提高是有限的,而且效果基本一致;超声冲击法能最大限度的提高试件的疲劳寿命,其效果很大程度取决于选定的工艺参数。
用超声波冲击的方法来提高焊接接头及结构疲劳强度的研究,在国际上刚刚开始。
该方法提高疲劳强度的机理与锤击和喷丸基本一致。
但执行机构轻巧,可控性好,使用灵活方便、噪音极小、效率高、应用时受限少,适用于各种接头、成本低而且节能,是一种理想的焊后改善焊接接头疲劳性能的措施。
大量研究结果表明,超声冲击处理后,焊接接头和结构疲劳性能得到显著改善。
超声冲击是目前国际上公认最有效、最便捷的提高焊接接头疲劳强度,延长疲劳寿命,消除残余应力,抑制焊接裂纹,减小变形的新技术,适合无法进行热时效,材质比较软的各类结构。
经超声冲击处理后在焊趾处会产生圆滑过渡。
可降低焊趾处的应力集中系数和疲劳缺口的敏感度。
大大降低了应力集中程度.降低了对材料的损坏作用,同时也减少了疲劳破坏。
超声冲击处理能够有效地消除焊趾处浅层裂纹、夹渣等焊接缺陷。
1.4超声波时效原理残余应力是物体发生塑性变形后微观晶粒产生位错和畸变的结果,这时物体的内能除位错能外,还有位错组态能、弹性性能,总能较高,从热力学的角度看是不稳定的。
选择合适的冲击频率对物体进行冲击。
如果冲击提供的能量不足以使位错运动和打破原来的位错结构,残余应力自然不会发生变化。
如果冲击能够驱使位错运动,迫使晶粒回复到平衡位置,原来的位错结构被打破,重新形成新的低组态能的结构,则残余应力重新分布,得到释放。
超声波时效基本原理是利用大功率超声波推动冲击工具以20000次/s以上的频率冲击金属表面。
由于超声波的高频、高效和聚焦下的能量,使金属表面产生较大的塑性变形;同时超声波时效仪改变了原有的应力场,产生一定数值的压应力,并使被冲击表面得以强化。
超声冲击能够显著提高金属焊接接头及结构的疲劳强度,大幅度延长其疲劳寿命;消除残余拉应力,并使被冲击部位产生压应力,从而提高工件的承载能力;有效改善焊趾的几何形状,大大降低焊趾处的应力集中系数,其效果大大优于TIG工艺;消除焊趾表层微小裂纹和焊接缺陷,抑制裂纹提前萌生;强化金属零件表面,提高表面质量和使用寿命。
该设备高效、节能、无污染、使用方便,不受工件形状、场地、环境的限制,处理效果显著。
通过采用外场作用改善焊缝性能的方法有许多研究和应用,超声冲击(Ultrasonic impact treatment,UIT)就是一种很有效的方法之一。
通过焊后超声冲击可以大大提高焊接接头的疲劳强度,能提高接头疲劳寿命几倍甚至几十倍以上。
残余应力的大小是影响焊接结构性能的重要指标,超声冲击后残余应力的变化是导致焊缝疲劳性能改善的主要原因之一。
上海交通大学的饶德林、陈立功、倪纯珍和朱政强2以Q345钢结构箱型柱为对象,研究了超声冲击工艺对焊接残余应力的影响。
对电渣焊和埋弧焊两种焊缝进行了超声冲击试验,其中埋弧焊焊缝采用了全覆盖冲击和焊趾冲击两种冲击工艺。
残余应力测量结果表明:1)采用超声冲击消除应力技术,可以在焊缝表面形成压应力层。
超声冲击对一定深度的表层有消应力的效果,在采用对焊道全覆盖冲击时,对2~4mm深度层消除应力效果可达34%~55%。
2)采用焊趾冲击法,可以修复焊趾的缺陷,降低应力集中。
并伴随其压应力区的作用可以在一定程度上降低未受冲击焊缝的残余应力,下降率达20%。
3)冲击工艺是一种以点冲击接触、压应力屈服为主要特征的“面效应“型消应力工艺,由于冲击工艺处理的特点,其工作效超声冲击处理可以在焊缝表面形成压应力。
通常情况下,焊趾是疲劳的裂纹源区域之一,故焊趾冲击可以改善焊趾应力集中,提高焊接接头的疲劳寿命。
全覆盖冲击的消应力效果包括由于冲击生成的表面压应力对原始应力分布的调整以及超声振动时效的作用,其表现为生成压应力的薄层。
压应力层应该处于焊缝的浅表面(小于3mm),它对近表面的拉应力有较明显的消除效果。
1.4.1超声冲击国内外研究现状具有较高创意的是1998年日本京都工学院提出的一种采用超声振动激励消除焊接残余应力的新方法。
该方法是在焊接的同时,施加超声振动激励,测试结果表明,焊接后残余应力显著减小。
1999年,天津大学的王东坡,霍立兴,张玉风3首次成功地将压电陶瓷换能器引入超声冲击处理装置中,实际冲击处理试验表明,所研制的冲击处理执行机构(冲击枪)体积小,使用灵活。
试验发现,超声冲击处理方法能够有效地消除焊趾处浅层微小裂纹、夹杂等焊接缺陷, 初步认定该作用能够对焊接接头疲劳强度有较大改善。
1.4.1.1超声冲击的工艺研究在近十年中,对VSR进行较为系统研究的莫过于英国斯特拉思克莱德大学的Munsi 等,他们对焊接件残余应力进行了大量的研究工作,首先研究了试样在焊接冷却中VSR 的作用,提出冷却中VSR并不一定可以得到消除残余应力效果的结论4。
然后对焊接后VSR技术进行了分析,提出振动幅值比振动时间更决定VSR效果的结论,从而得到引入振动能量并不是产生VSR的原因。
接着研究了VSR对焊接材料残余应力、微结构、硬度等的影响,得到VSR使残余应力减小、改变了材料微观结构,从而提高材料的硬度的结论。
将焊接后试样分别进行热时效和VSR处理,发现和热时效相反,VSR可以提高材料疲劳寿命的结论。
通过对焊接杆件施加扭转振动,得出采用较小力矩就可以消除较大残余应力的结论。
芬兰坦佩雷工业大学Lindgren等的最新研究得到了非常有意义的结果,他们对轴向焊接的低碳钢管的VSR问题进行了研究,同时残余应力分别采用巴克豪森噪声法及X射线衍射法进行测量,测试结果表明,虽然试样的残余应力在VSR后得到减小,但是该试样在加工后的变形量却旧。
天津大学的王东坡,张玉风,霍立兴利5用自行研制的超声波冲击实验装置,对两种典型焊接结构用钢Q235B和16Mn焊接接头实施冲击处理,然后进行焊态与冲击处理态的弯曲与拉伸两种加载方式的疲劳对比试验,分别获得了各种情况冲击处理前后的△σ-N曲线及疲劳强度(2×106)。
结果表明:1)对于Q235B对接接头,有的试件断于焊趾重合。
可以近似地认为处理后焊接接头与母材疲劳强度是相当的。
2)对于超声冲击处理后的焊接接头焊趾区部位表面残余应力很大,随着深度的增加急剧下降,而后在中心附近变成拉应力。
两个应力场叠加的结果使焊趾部位沿厚度方向的应力分布的梯度变小,即整个厚度方向应力分布趋于一致,而内部最大拉应力的数值与受拉伸情况相比小得多。
残余压应力在外载作用下,更不易被释放,有利作用得以发挥,因而改善疲劳强度的效果更明显。
3)无论在高应力幅区还是在低应力幅区,超声冲击处理对l6Mn钢对接接头疲劳强度与寿命的改善程度均高于Q235B。
超声冲击处理提高焊接接头疲劳强度的实际效果与母材类别有关。
由强度级别较高的母材组成焊接接头,超声冲击后接头疲劳强度能够获得更多的改善量。
4)经过超声冲击处理后,焊接接头疲劳性能不再与母材无关,在一定的范围内(r≤0.25),应力比r对超声冲击处理法改善焊接接头疲劳性能的效果影响不大。
5)超声冲击处理法改善焊接接头疲劳性能的实际效果与所施加的载荷类型有一定的关系。
1.4.1.2消除焊接残余应力的数值模拟(焊接+冲击)清华大学的岳红杰、赵海燕、蔡志鹏等人和中国航天科技集团公司的王国庆、李德成6为了采用三维热弹塑性有限元方法对薄壁LF6铝合金结构的焊接过程进行数值模拟,提出了粘贴单元和混和单元两种网格划分技术相结合的单元划分方案进行有限元建模,通过薄板对接模型试验验证了此方案的可行性,并研究了不同建模方案对计算效率的影响。
对实际薄壁简体结构纵缝的焊接过程进行了模拟仿真,得到了筒体在焊接过程中产生的残余应力及变形规律,为实际生产减小应力、控制变形提供了一定的指导。
在数值计算中,应用了大型非线性有限元分析软件MSC.MARC。
南京工业大学李进一、凌祥、周建新7应用大型有限元软件ABAQUS建立模拟超声冲击残余应力场的三维有限元模型,预测AISl 304奥氏体不锈钢靶材经超声冲击后的残余应力场分布。
模拟过程中,分析冲击速度、针头直径、冲击时间、摩擦力、冲击次数以及不同覆盖率等因素对超声冲击残余应力场分布影响的规律。
结果表明,冲击速度、针头大小、冲击时间及摩擦力都会影响到最终冲击残余应力场。
冲击速度和针头直径对残余应力场分布影响显著,速度提高或直径变大,均可明显提高残余压应力值,且增加残余压应力层深度,但摩擦系数对冲击效果的影响不大。