PC制程检验报告日报表
PC部组装课生产日报表

未达标原因
备注
合起止
包装 投入 不良 维修 产出 不良 上线 实际 标准生 实际生 生产效 数 数 OK数 数 率 人数 工时 产力 产力 率(%)
未达标原因
备注
合计 重工状况
编制人数
人力 状况
现有人数 休假人数
请假人数
核准:
借出 人数 借入 人数
新进 人数 实到 人数
组别 制单号码
机型
PC部组装课生产日报表
订单数
时间 起止
组立
投入 不良 维修 产出 不良 上线 实际 标准生 实际生 生产效 数 数 OK数 数 率 人数 工时 产力 产力 率(%)
日期 : 年 月 日
未达标原因
备注
合计 组别
制单号码
机型
订单数
时间 起止
测试
投入 不良 维修 产出 不良 上线 实际 标准生 实际生 生产效 数 数 OK数 数 率 人数 工时 产力 产力 率(%)
借出总工时
备注 复核 ﹕
备料 正班 组立 正班 测试 正班 包装 正班
备料加班工时 组立加班工时 测试加班工时 包装加班工时 初核﹕
本日成品入库数量 本日成品重工数量 本日成品重工工时 本日组装课效率
制表:
在线检验工序质量日报表

厂
线
批号(单号)
检验 不合格 数量 数量
检验情况
不合格描述
在线检验工序名称:
责任判定
对应返修单编 码
备注
备注:1、检验员在填写内容/数据时要求准确恰当、字体书写端正;2、当在线检验发现不合格时应填写对应的《返修产品流程表》并记录其编码;3、表 中“校对”由在线巡检员签名,“审核”由在线质量控制班组负责人签名。
检验 员: 日 期:
校对: 日期:
审核: 日期:
制程检查日报表(二次加工课)

型号(机种)
时间
:
:
外观检查的
外 观
频率和外观 要求参照检 查指导书的
要求执行
pcs/ h
产品编号
XXXX有限公司
XXXX Co., LTD
制程检查日报表
产品名称
产品版 本
产品颜 色
拉线
工序名 首件编 检查日
称
号期
:
:
:
:
:
:
:
:
:
:
△L
△a
颜 色
△b
△E
光 规格(单位 泽 GU):
厚 规格(单位 度 um):Fra bibliotek其 它
生产数量 抽样数量 抽样不良数 抽样不良率 汇总 备 注:
班次生产总数
班次抽样不良数
总抽样不良率
注释: 1)外观栏:符合要求填写"OK",不符合要求填写"NG". 2)NG内容需在备注栏描述:不良原因等. 3)其它项需在备注栏说明.
4)颜色/光泽/厚度检测NG需在备栏说明措施.
5)抽样数需基于检查指导书或抽样水准的要求.
检查员: 白班_________晚班__________
审 核:___________________
SPS终测制程检查日报表
抽检数 不良数 不良率 处理状况
15 附件错误/漏装
序 号
时
段
备 01
02
制单 机种
主贴纸
异 常 单 NO
数量
条码序号
包
装
备
注
03
04 注 05
06
核 准:
审核:
生产主管:
填表:
SPS 终测制程检查日报表
日期:
线别:
NO:
项 目
不
良
现象
01 SOP与实际作业不相符 02 员工未按SOP作业
时
间
项 目
不
良
现
象
16
内盒/外箱/印刷不良.破 损
17 内盒,外箱用错
时
间
03 高压漏测
04 高压仪参数设定不正确
05 线材漏测/误测 终
06 ATE程序设定不正确
07 115V/230V 与制单不符 测 08 测试115V/230V档不正确
终 18 内盒,外箱标示错误 19 机内有异物
测 20 拆机检查不符
不 21 接地连通测试(TUV) 22 包装箱内有杂物
良 23 其它
09 上下盖刮伤.生锈.脏污.变形24Leabharlann 不 10 AC座.线材破损
25
11 AC座,切换开关装反 良 12 螺丝用错/漏锁/未锁紧
13 贴纸漏贴/破裂,脏污 14 条形码/唛头不正确
□制程□成品检验日报表
○○股份有限公司□制程□成品检验日报表检验日期:工程名:品管员:(本记录不得擅自涂改) FM0810A美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
2024年2月28日产品质量检查日报表

2024年2月28日产品质量检查日报表
一、检查时间:9:30
二、检查部门及人员
生产制造中心磷铵装置:*
生产制造中心BMAP装置:*
生产技术部:
营销部:
包裹油服务方:()
三、检查情况
1、磷铵产品一次下线合格率情况
(1)Ⅰ期装置:
2、磷铵散库料堆产品情况
1.
Ⅰ期:B1-B6区为废料;B9-B11 57%DAP壳寡糖,供包装产品外观颜色正常,库位充足。
Ⅱ期:C5-C7、C9、C14-C15堆放64%DAP产品外观正常,库位充足。
3、磷铵包装情况:
1)包装产品温度(查1次 /周):本周待查。
2)抽查单包净重情况(查1次 /周):本周待查。
3)合格证情况(查1次 /周):本周待查。
4)喷码情况(查1次 /周):本周待查。
5)缝包质量情况(查1次 /周):本周待查。
4、磷铵存样开包情况(查1次 /月):本月已查。
5、库外堆存产品情况(查1次 /周):本周待查。
编制:
审核:
生产技术部
2024年2月28日。
IPQC制程巡检日报表
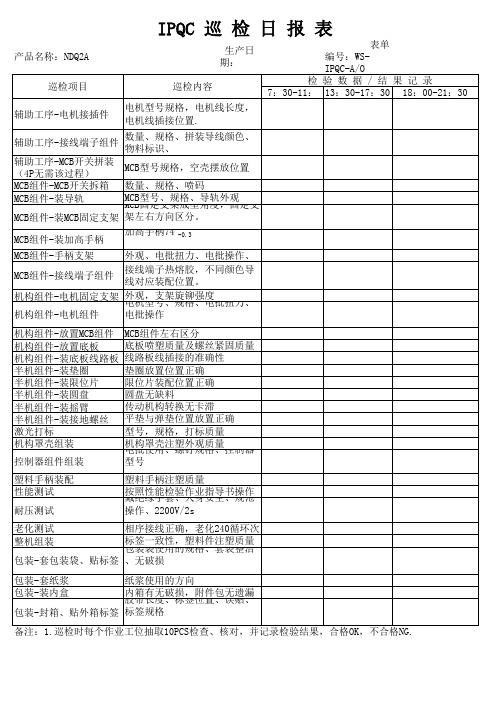
性能测试
按照性能检验作业指导书操作
耐压测试
戴绝缘手套、人身安全、规范 操作、2200V/2s
老化测试
相序接线正确,老化240循环次
整机组装
标签一致性,塑料件注塑质量
包装袋使用的规格、套袋整洁 包装-套包装袋、贴标签 、无破损
包装-套纸浆
纸浆使用的方向
包装-装内盒
内箱有无破损,附件包无遗漏
包装-封箱、贴外箱标签
IPQC 巡 检 日 报 表
产品名称:NDQ2A 巡检项目
生产日期:
表单编号:WS-IPQC-A/O
巡检内容
检验数据/结果记录 7:30-11:30 13:30-17:30 18:00-21:30
辅助工序-电机接插件
电机型号规格,电机线长度, 电机线插接位置物料标识、
外观、电批扭力、电批操作、
MCB组件-接线端子组件
接线端子热熔胶,不同颜色导 线对应装配位置。
机构组件-电机固定支架 外观,支架旋铆强度
机构组件-电机组件
电机型号、规格、电批扭力、 电批操作
机构组件-放置MCB组件 MCB组件左右区分
机构组件-放置底板
底板喷塑质量及螺丝紧固质量
机构组件-装底板线路板 线路板线插接的准确性
半机组件-装垫圈
垫圈放置位置正确
半机组件-装限位片
限位片装配位置正确
半机组件-装圆盘
圆盘无缺料
半机组件-装摇臂
传动机构转换无卡滞
半机组件-装接地螺丝 平垫与弹垫位置放置正确
激光打标
型号,规格,打标质量
机构罩壳组装
机构罩壳注塑外观质量
控制器组件组装 塑料手柄装配
电批使用、螺钉规格、控制器
制程检验日报表

序号
产品名称
规格型号
工序名称
操作员
检验时间/检验结果
检查内容
1、操作员是否按照作业指导书操作?2、材料是否正确完好?3、设备运转是否正常?4、产品是否合格?检查正常打√,不正常打×。对不正常要有处理记录。
处
理
记
录
时间
不正常描述
纠正预防措施
填表人
填表日称:规格型号:在生产过程中遇见异常情况,希望贵部接到通知后在日内作出答复。
异常情况初步分析为:
□设计缺陷
□规格、标准缺陷
□检验标准缺陷
□机械缺陷
□工装、夹具缺陷
□生产及操作缺陷
具体情况说明
填表人
填表日期
说明:在生产过程中发生重大问题时使用,请做好根本解决措施,以防再次发生。
QR-018A 制程检验日报表

生产线别
制 程检验日报表
机种料号
生产批量
判 时 间
工站別 序号 查 核 项 目
定
日 期 第一节 第二节 第三节 第四节 备注
前处理
1 有无依蓝图作业? 2 物料料号及用量是否正确?
裁线/ 裁套管
1 线材安规有无模糊,字体残缺不良? 2 线材有无刮伤露铜、色差? 3 裁线长度、OD、结构是否符合工程藍图? 4 裁套管长度、OD是否符合工程蓝图?
包裝
1 包裝方式是否符合藍圖? 2 包裝數量是否正確? 3 外箱正、側嘜填寫是否正確?
SPEC:
CHK:
成品尺寸确认
異常內容
原因分析
改 善 對 策
合计 說明
抽样数: 1、各工站巡檢抽樣數5PCS。
不良数:
抽样不良 率:
2、打“√”表示OK,打“×”表示NG,打“/”表示無此檢驗項目。
3、數據量測尺寸,保持力,拉拔力等,須注明數據,不可簡單以“√”“×”表示。
4、注明當日發生之工站及機台,物料異常狀況。
核定: 制造主管: IPQC:
QR-018A
終檢
1 是否依成品檢規終檢?
2
不良品是否有用外觀不良標簽標示、並放入指定的 不良品盒?
貼標簽
1 方向、位置是否與工程藍圖相符合? 2 印字內容、尺寸是否符合工程藍圖?
繞線 裝PE袋
1 繞線方式及尺寸是否符合工程藍圖? 2 裝袋方向是否符合工程藍圖?
封PE袋
1 是否封口整齊、有無歪斜熱封不緊現象? 2 有無PE袋破損、髒汙、印字模糊等不良?
去皮
1 去皮尺寸是否在公差范围之內? 2 有无去伤色线或去断芯线?
扭編織 去鋁箔
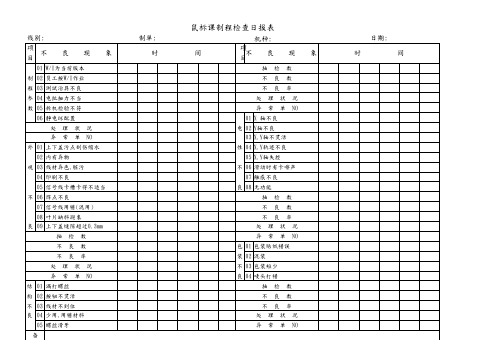
插件课鼠标制程检查日报表

机种:
项 不良现象
目
01 W/I为当前版本
02 员工按W/I作业
制 03 助焊剂比重:0.80~0.83
程 设 备
04 05 06
预热温度:150℃~200℃ 锡炉温度:245±5℃ 手动锡炉温度:245±5℃
07 静电环是否有佩带
处理状况
异 常 单 NO
01 PCB孔塞/未冲孔
02 LED歪斜不到位
03 PCB切割线不良
04 PCB孔小/有披锋 插 05 组件立卧不合要求
06 组件插反/漏插/插错 件 07 组件插脚氧化
不
08 09
组件脚未出 组件标示不清或错误
良 10 切脚不良 11 成型零件规格不符
12 折边后PCB破损
13 电容祼露
14 按钮不到位
抽检数
不良数
不良率
处理状况
异 常 单 NO
01 助焊剂发泡不良
02 焊点不良
备
注
核准:
订单:
时
插件课鼠标制程检查日报表
领料单: 制
入库单:
项
间
不良现象
目
03 烙铁烫伤物料
04 PCB板上有余锡
补 05 组件相碰短路
焊 不 良
06 07 08
补件错误 组件脚过长/未剪 缺件漏补
09 铜箔短路/断路
抽检数
不良数
不良率
处理状况
异 常 单 NO
电 01 XY轴不良 性 02 无功能 不 03 滑动有异音 良 04 书线不良
抽检数
不良数
不良率
处理状况
异 常 单 NO
包 01 包装贴纸错误 装 02 混装 不 03 包装短少 良
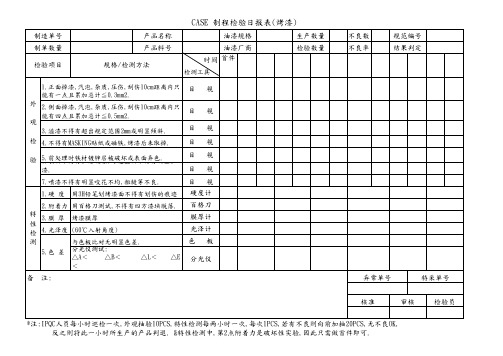
CASE 制程检验日报表(烤漆)
检验项目
产品名称 产品料号
规格/检测方法
CASE 制程检验日报表(烤漆)
油漆规格
生产数量
油漆厂商 时间 首件
检验数量
检测工具
1.正面掉漆,汽泡,杂质,压伤,刮伤10cm距离内只 能有一点且累加总计≦0.3mm2. 外 2.侧面掉漆,汽泡,杂质,压伤,刮伤10cm距离内只 能有四点且累加总计≦0.5mm2. 观 3.溢漆不得有超出规定范围2mm或明显倾斜.
测
与色板△A< △B<
△L< △E
<
备 注:
目视
目视
目视 目视 目视 目视 目视 硬度计 百格刀 膜厚计 光泽计 色板
分光仪
不良数 不良率
规范编号 结果判定
异常单号
特采单号
核准
审核
*注:IPQC人员每小时巡检一次,外观抽验10PCS,特性检测每两小时一次,每次1PCS,若有不良则向前加抽20PCS,无不良OK, 反之则将此一小时所生产的产品判退. &特性检测中,第2点附着力是破坏性实验,因此只需做首件即可.
检验员
检 4.不得有MASKING贴纸或磁铁,烤漆后未取掉.
验 56..前表处面理不时得铁有材少镀漆锌现层象被,可破遮坏盖或面表不面得异有色明.显少 漆.
7.喷漆不得有明显咬花不均,粗糙等不良.
1.硬 度 用3H铅笔划烤漆面不得有划伤的痕迹
2.附着力 用百格刀测试,不得有四方漆块脱落.
特 3.膜 厚 烤漆膜厚 性 检 4.光泽度 (60℃入射角度)
鼠标课制程检查日报表
08 叶片缺料现象
良 09 上下盖缝隙超过0.3mm
抽检数
不良数
不良率
处理状况
异 常 单 NO
结 01 漏打螺丝
构 02 按钮不灵活
不 03 线材不到位
良 04 少用,用错材料
05 螺丝滑牙
备
制单: 时
鼠标课制程检查日报表
机种:
间
项目不
良
现
象
抽检数
不良数
不良率
处理状况
异 常 单 NO
01 X 轴不良
线别:
项 目
不
良
现
象
01 W/I为当前版本
制 02 员工按W/I作业
程 03 测试治具不符
06 静电环配置
处理状况
异 常 单 NO
外 01 上下盖污点刮伤缩水
02 内有异物
观 03 线材异色,脏污
04 印刷不良
05 信号线卡槽卡得不适当
不 06 焊点不良
07 信号线用错(混用)
电 02 Y轴不良
03 X.Y轴不灵活
性 04 X.Y轨迹不良
05 X.Y轴失控
不 06 滑动时有卡嚓声
07 触感不良
良 08 无功能
抽检数
不良数
不良率
处理状况
异 常 单 NO
包 01 包装贴纸错误
装 02 混装
不 03 包装短少
良 04 唛头打错
抽检数
不良数
不良率
处理状况
异 常 单 NO
日期:
时
间
注 核准:
审核:
填表:
制程检验表格(doc模板)

六 C01制程检验标准书No.品名型号工序号工序名称品质标准作业标准书号项次项目规格检验方法备注厂长:主管:制表:说明 :1. 依据检验标准作为生产部门及检验部门之品质判定依据;2.依不同的工序制定。
六 C02作业标准书No.产品号工序检验标准工序名称号编图示操作说明及注意事项检验项目项项目规格检验方法次项次名称规格数量项次名称规格数量使用物料使用机具标准标准不良工时率制成符号①②③④部门品管制造技术制修发审核日期订订行签收核可修订者说明: 1.本标准书由技术部作成,经厂长认可(修订亦同);2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表日期:控制员:型检验抽检控制规格检验结果处理号数量项目时间X R± 3б说明: 1.控制产品可计量之项目,分析其准确度与精密度;2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表日期:项机种型号不良内容送修部门修理员使用时间使用部件次(分)12345678910111213141516合计六 C09制程异常通知书编号 :日期 :收文部门收文签认发文部门发文者主管确认要求反馈实际反馈时间时间异常情况(发文填)原因分析具体说明:□设计缺陷□规格、标准缺陷□制程及作业上缺陷□机器缺陷□模具、夹具缺陷□检查判定缺陷应急对策预定完成时间再发防止措施预定完成时间发文部门改善效果追踪追踪责任者日期主管确认日期厂长认可日期说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六C10 品质变异联络单No.日期:部门产品号变异情况原因追查现场措施应急处置发生日时分月时间工序号操作者品管研判意见责任者:时间月日时分处理者时间处理者说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六 C11月份层别统计表顺位产品不良数(件)占不良总数累积比率( %)比率( %)1A13066.72B3517.984.63C10 5.189.74D8 4.193.85其他12 6.2100合计195100n=19520084. 6%15066. 7%10050说明: 1.将当月份各不良项目统计;17. 9%2.依比率作顺位调整;5. 1% 4. 1%6. 2%3.针对重点项目采取改善措施。