CASE制程检验日报表(丝印线)
制程检验记录表
1
4
不良记录
2
5
说明
3
6
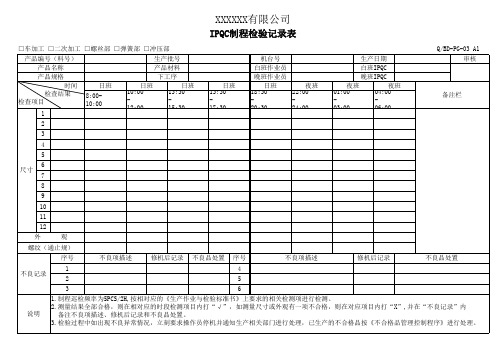
1.制程巡检频率为5PCS/2H,按相对应的《生产作业与检验标准书》上要求的相关检测项进行检测。 2.测量结果全部合格,则在相对应的时段检测项目内打“√”,如测量尺寸或外观有一项不合格,则在对应项目内打“X”,并在“不良记录”内
备注不良项描述、修机后记录和不良品处置。 3.检验过程中如出现不良异常情况,立刻要求操作员停机并通知生产相关部门进行处理,已生产的不合格品按《不合格品管理控制程序》进行处理。
XXXXXX有限公司
IPQC制程检验记录表
□车加工 □二次加工 □螺丝部 □弹簧部 □冲压部
Q/BD-PG-03 A1
产品编号(料号) 产品名称 产品规格 时间 检查结果
检查项目
1
日班
8:0010:00
生产批号
产品材料
下工序
日班 10:00
日班 13:30
-
-
12:00
15:30
日班 13:30 17:30
机台号ห้องสมุดไป่ตู้
白班作业员
晚班作业员
日班 18:30
夜班 22:00
-
-
20:30
24:00
生产日期
白班IPQC
晚班IPQC
夜班 01:00
夜班 04:00
-
-
03:00
06:00
审核 备注栏
2
3
4
5
6 尺寸
7
8
9
10
11
12
外
观
螺纹(通止规)
序号
不良项描述
修机后记录 不良品处置 序号
不良项描述
修机后记录
不良品处置
灯饰厂制程全检日报表

制程全检日报表
检验日期:
订单号码 项目 不良现象 电镀不良 外观检测 烤漆不良 材质不良 色差 刮伤 抛光 脏污 标签破 颜色不对 其 它 功能测试 耐压不过 不亮灯 极性不导通 接地不导通 原因分析: 纠正预防措施: 电器安规 组装结构与 客人之附件 统一编号 用“正”字表示不良个数;用“∨” 表良好 项目 合计 组装方式错 结构松 灯头松 灯体平不稳度 零部件规格错 牛角与支架不吻合 标签贴纸错/漏贴 地线下方未加华丝 孔不对应 客人要求之附件错/漏贴 电线规格用错 插头规格用错 开关规格用错 灯头规格用错 组别 不良现象
检验员:
订单量 用“正”字表示不良个数;用“∨ ”表良好
合计
备注:生单位针对不良比例较高的前三项不良问题要进行原因分析,并填写纠正预防措施.
品质主管:
生产主管:
生ቤተ መጻሕፍቲ ባይዱ线长:
制程检验日报表

序号
产品名称
规格型号
工序名称
操作员
检验时间/检验结果
检查内容
1、操作员是否按照作业指导书操作?2、材料是否正确完好?3、设备运转是否正常?4、产品是否合格?检查正常打√,不正常打×。对不正常要有处理记录。
处
理
记
录
时间
不正常描述
纠正预防措施
填表人
填表日称:规格型号:在生产过程中遇见异常情况,希望贵部接到通知后在日内作出答复。
异常情况初步分析为:
□设计缺陷
□规格、标准缺陷
□检验标准缺陷
□机械缺陷
□工装、夹具缺陷
□生产及操作缺陷
具体情况说明
填表人
填表日期
说明:在生产过程中发生重大问题时使用,请做好根本解决措施,以防再次发生。
丝印车间成品检验报表(覆盖整个丝印产品)

AQL值
机种型号
丝印时间
月
ANSI/ASQC Z1.4 S-4
成品出货抽检报表
零件名称
日
至
CR: AC=0 RE=1
月 MA:1.0
日时 MI:2.5
丝印车间:
生产数量 检验时间
检查 项目规格/标准测来自12外观
参照检验规范
A 丝印位置
丝印 B 丝印内容(含颜色) 位置 C 丝印尺寸
及其 丝印 内容
判定结果
处理办法: 1、□退货
品管经理:
□合格 2、□特采
□不合格 3、□待全检
品管组长:
累计不
备注:1.ROHS符合性 2. 3. 4. 5. 检验员:
良数
□OK
表单编 号版: 本:A/0
月
Ac Re
量
□NG
日时 分类
CR MA MI
□NA.
D 丝印清晰度 E 丝印厚薄均匀度 F 丝印的色差度
G 超声波熔接点
附着力性能 测试
3M/600胶纸(6次) 75%酒精擦洗15次
正已烷及其他
包 装 须依照原包装装回
定
值
No
3
4
5
1
不良情形
2
3
4
5
6
允 收标 准
备 注
1.以上所有检验依抽样水平之相关规定,记录以5PCS为准. 2.附着力性能项以不良项目作记录依据。 3.以上除尺寸项目记录数据外,其余各项以OK/NG填注.
制程质量日常表单大全
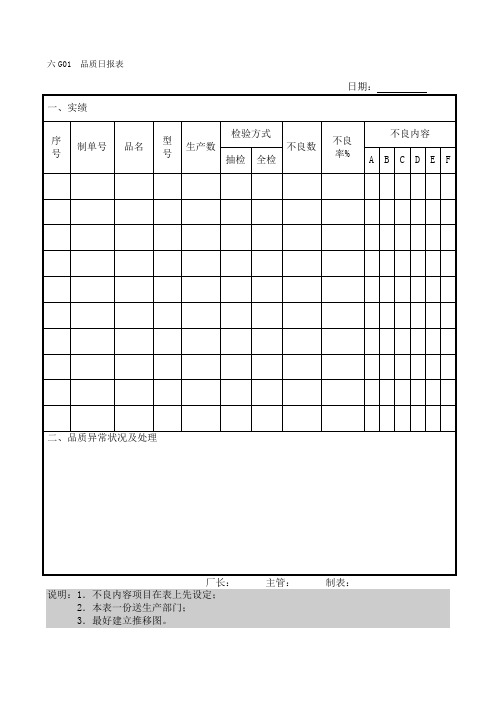
六G01 品质日报表
说明:1.不良内容项目在表上先设定; 2.本表一份送生产部门;
3.最好建立推移图。
六G02 检验日报表
主管制表部门:
日期:
说明:1.本表系部门别检验报表;
2.将不良项目事先列入;
3.可以转换成不良层别表。
六G03 品质月报表共2页第1页
月份:
日期:
二、制程检验
三、出货检验
共2页第2页四、客户投诉
五、本月份重大品质异常
六、次月份品质活动
总经理: 主管: 制表:
六G05 制程别统计分析表
编号:
说明:1.将各工程或部门的不良情况加以统计;
2.用统计手法进行分析;
3.拟订改善对策。
CORTEEX检验日报表
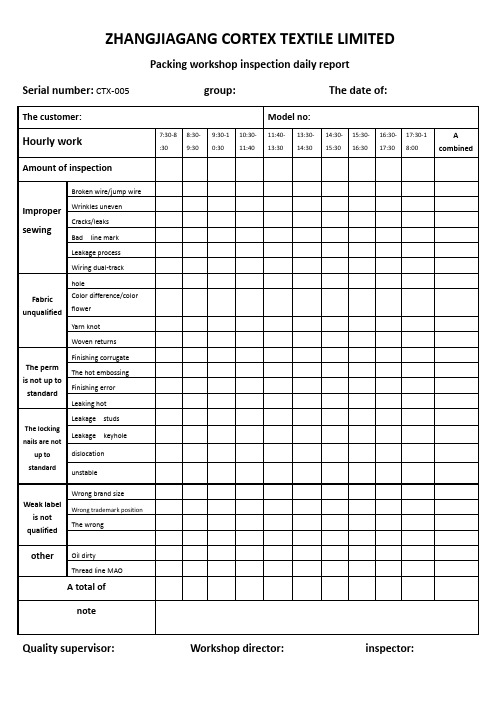
ZHANGJIAGANG CORTEX TEXTILE LIMITEDPacking workshop inspection daily reportSerial number: CTX-005 group: The date of:Quality supervisor: Workshop director: inspector:张家港卡泰克斯纺织有限公司包装车间检验日报表编号:CTX-005 组别:日期:品质主管:车间主管:检验员:ZHANGJIAGANG CORTEX TEXTILE LIMITEDPacking workshop QC inspectin daily reportSerial number: CTX-004 group: The date of:Quality supervisor: Workshop director: QC:张家港卡泰克斯纺织有限公司包装车间QC巡检日报表编号:CTX-004组别:日期:品质主管:车间主管:QC:ZHANGJIAGANG CORTEX TEXTILE LIMITEDDaily inspection report of sewing worksshopSerial number: CTX-006 group: The date of:Quality supervisor: Workshop director: Set of inspection:张家港卡泰克斯纺织有限公司缝制车间组检日报表编号:CTX-006组别:日期:品质主管:车间主管:组检:ZHANGJIAGANG CORTEX TEXTILE LIMITEDDaily QC inspection report of sewing workshop Serial number: CTX-003 group: The date of:Quality supervisor: Workshop director: QC:张家港卡泰克斯纺织有限公司缝制车间QC巡检日报表编号:CTX-003 组别:日期:品质主管:车间主管:QC:。
CASE 制程检验日报表(组装拉钉线)
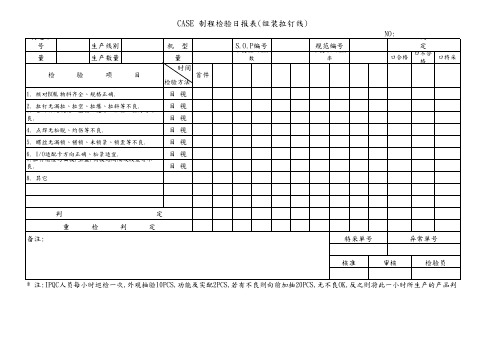
机检验型数 量 时间 首件
检验方法
目视 目视 目视 目视 目视 目视 目视
S.O.P编号
不良数/缺点 数
规范编号
不良率/缺点 率
8. 其它
NO:
口合格
判
定
口不合 格
口特采
判
定
重
检
判
定
备注:
特采单号
异常单号
核准
审核
检验员
* 注:IPQC人员每小时巡检一次,外观抽验10PCS,功能及实配2PCS,若有不良则向前加抽20PCS,无不良OK,反之则将此一小时所生产的产品判
CASE 制程检验日报表(组装拉钉线)
制造单 制号单数
量
检
生产线别 生产数量
验
项Leabharlann 目1. 核对BOM,物料齐全、规格正确.
23.. 拉各钉 部无件漏无拉氧、化拉、空 生、 锈拉 、爆 变、 形拉 、斜 压等 伤不 、良 脏.污等不 良.
4. 点焊无松脱、灼伤等不良.
5. 螺丝无漏锁、错锁、未锁紧、锁歪等不良.
制程工序查检记录表

状态判定
序 号
查 验 项 目
首检
第2次
第3次 第4次 第5次
1 员工个人卫生与着装规范是否符合出入车间要求 2 环境卫生:卸垛\调配\灌装\包装区域是否符合要求 3 生产与检测设备、工作台面卫生是否符合要求 4 溶糖、调配、灌注系统清洗是否彻底 5 检测所用器具、试剂是否准备充分 6 物料、成品、半成品的定置摆放是否符合有关要求 7 空罐、面盖、白糖、纸箱、彩盒、收缩膜、彩膜质量状态是否符合要求 8 开机灌注前灌注机、换热器排水是否彻底 9 液位打检机的工作状态是否符合要求 10 糖浆、半成品是否符合要求 11 开机前油污、茶垢检测是否符合要求 12 开机前卷封(尺寸、外观、皱纹度)是否符合要求 13 灌注量(单罐与批平均量)是否符合要求 14 杀菌釜温度、压力显示值是否正常 15 杀菌釜用水是否清洁 16 真空打检机的工作状态是否符合要求 17 喷码机工作状态是否正常 18 包装机的工作状态是否正常 19 员工作业是否符合《作业指导书》要求 20 抽查各工序所用原料在制品包材是否符合质量要求 21 合格品与不合格品是否分开放置并标识 22 待检产品与已检产品是否有标识 23 有毒有害物质存放是否符合有关规定 24 生产所用工器具是否摆放整齐 25 生产通道是否畅通 26 生产设备运行有无影响品质 27 28 问题描述: √:符合要求 ○:一般不符合项,口头通知相关人员整改
液位打检机的工作状态是否符合要求10糖浆半成品是否符合要求11开机前油污茶垢检测是否符合要求12开机前卷封尺寸外观皱纹度是否符合要求13灌注量单罐与批平均量是否符合要求14杀菌釜温度压力显示值是否正常15杀菌釜用水是否清洁16真空打检机的工作状态是否符合要求17喷码机工作状态是否正常18包装机的工作状态是否正常19员工作业是否符合作业指导书要求20抽查各工序所用原料在制品包材是否符合质量要求21合格品与不合格品是否分开放置并标识22待检产品与已检产品是否有标识23有毒有害物质存放是否符合有关规定24生产所用工器具是否摆放整齐25生产通道是否畅通26生产设备运行有无影响品质2728问题描述
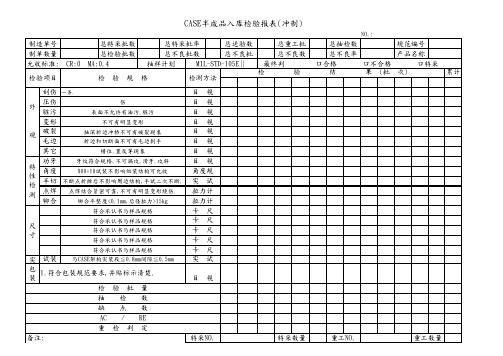
CASE半成品入库检验报表(冲制)
卡尺 实试
包 装
1.符合包装规范要求,并贴标示清楚.
目视
检验批量
抽检数
缺点数
AC / RE
重检判定
备注:
特采NO.
特采数量
NO.:
总抽检数
规范编号
总不良率
产品名称
口合格 结
口不合格
口特采
果 (批 次)
累计Biblioteka 重工NO.重工数量
核准 &注:每批入库尺寸检测2PCS.(点焊,铆合是破坏性实验,因此只需首件确认.)
审核
检验员
CASE半成品入库检验报表(冲制)
制造单号
总特采批数
总特采批率
总送验数
总重工批
制单数量
总检验批数
总不良批数
总不良批
总不良数
允收标准: CR:0 MA:0.4
抽样计划
MIL-STD-105E∥
检验项目
检验规格
表面无感刮伤长50mm,宽0.3mm以下用指甲试感允许
刮伤 一结条构. 外部不允许有压伤,内部不允许有明显压
测 点焊 点焊结合紧密可靠,不可有明显变形烧伤.
铆合
铆合平整度<0.1mm,后径拉力>15kg
目视 角度规 实试 拉力计 拉力计
符合承认书与样品规格
卡尺
尺 寸
符合承认书与样品规格 符合承认书与样品规格
卡尺 卡尺
符合承认书与样品规格
卡尺
实 试装
符合承认书与样品规格 与CASE架构实装段≦0.8mm间隙≦0.5mm
压伤 外 脏污
伤 表面不允许有油污.脏污
检测方法
目视 目视 目视
最终判
检
验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CASE制程检验日报表(丝印线)
制造单号 制单数量
生产线 别
生产数 量
机型 检验数量
时间
检验项目
检验方法
1.依制单.P/O核对样品或承认书,图案字样正 确.
目
视
2.位置尺寸符合承书要求.
比对样品
SOP编号 不良数/缺点
数
3.丝印字样比对样品无明显色差.
比对样品
4.附着力测试符合3M要求无脱漆现象. 5.外观不得有针孔.断线.重影.毛刺.模糊不 清等现象. 6.其它.
3M胶带 目视
规范编号 不良率/缺点
率
判定
合格 不合格 特 采
备注:
判
定
重检判定
检验员
*注:IPQC人员每小时巡检一次,外观抽验10PCS,功能及实配2PCS,若有不良则向前加抽20PCS,无不良OK,反之则将此一小时所生产的产品判退. 说明:致命缺点"&" 严格缺点"*" 轻微缺点"@"