鞋厂工作流程图
鞋厂工作流程
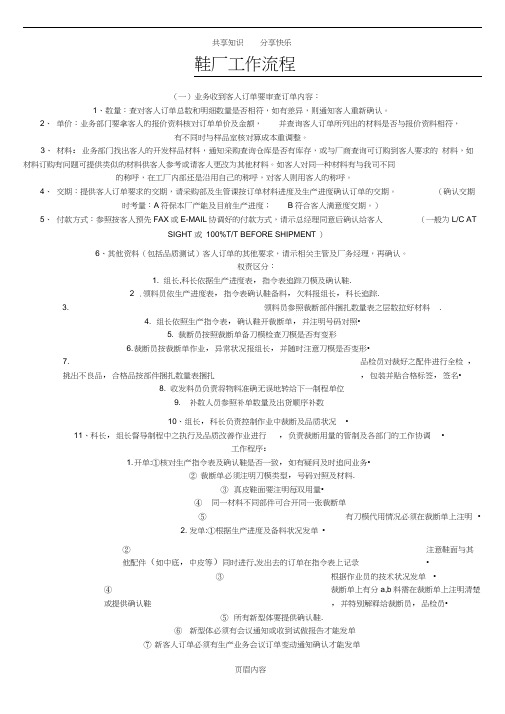
共享知识分享快乐鞋厂工作流程(一)业务收到客人订单要审查订单内容:1、数量:查对客人订单总数和明细数量是否相符,如有差异,则通知客人重新确认。
2、单价:业务部门要拿客人的报价资料核对订单单价及金额,并查询客人订单所列出的材料是否与报价资料相符,有不同时与样品室核对算成本重调整。
3、材料:业务部门找出客人的开发样品材料,通知采购查询仓库是否有库存,或与厂商查询可订购到客人要求的材料,如材料订购有问题可提供类似的材料供客人参考或请客人更改为其他材料。
如客人对同一种材料有与我司不同的称呼,在工厂内部还是沿用自己的称呼,对客人则用客人的称呼。
4、交期:提供客人订单要求的交期,请采购部及生管课按订单材料进度及生产进度确认订单的交期。
(确认交期时考量:A符保本厂产能及目前生产进度;B符合客人满意度交期。
)5、付款方式:参照按客人预先FAX或E-MAIL协调好的付款方式,请示总经理同意后确认给客人(一般为L/C ATSIGHT 或100%T/T BEFORE SHIPMENT )6、其他资料(包括品质测试)客人订单的其他要求,请示相关主管及厂务经理,再确认。
权责区分:1. 组长,科长依据生产进度表,指令表追踪刀模及确认鞋.2 .领料员依生产进度表,指令表确认鞋备料,欠料报组长,科长追踪.3. 领料员参照裁断部件捆扎数量表之层数拉好材料.4. 组长依照生产指令表,确认鞋开裁断单,并注明号码对照•5. 裁断员按照裁断单备刀模检查刀模是否有变形6. 裁断员按裁断单作业,异常状况报组长,并随时注意刀模是否变形•7. 品检员对裁好之配件进行全检,挑出不良品,合格品按部件捆扎数量表捆扎,包装并贴合格标签,签名•8. 收发料员负责将物料准确无误地转给下一制程单位9. 补数人员参照补单数量及出货顺序补数10、组长,科长负责控制作业中裁断及品质状况•11、科长,组长督导制程中之执行及品质改善作业进行,负责裁断用量的管制及各部门的工作协调•工作程序:1. 开单:①核对生产指令表及确认鞋是否一致,如有疑问及时追问业务•②裁断单必须注明刀模类型,号码对照及材料.③真皮鞋面要注明每双用量•④同一材料不同部件可合开同一张裁断单⑤有刀模代用情况必须在裁断单上注明•2. 发单:①根据生产进度及备料状况发单•②注意鞋面与其他配件(如中底,中皮等)同时进行,发出去的订单在指令表上记录•③根据作业员的技术状况发单•④裁断单上有分a,b料需在裁断单上注明清楚或提供确认鞋,并特别解释给裁断员,品检员•⑤所有新型体要提供确认鞋.⑥新型体必须有会议通知或收到试做报告才能发单⑦新客人订单必须有生产业务会议订单变动通知确认才能发单⑧材料不够的情况下要注明配双作业.3. 领料:①领料员依据生产指令表及确认鞋开领料单•②领料必须对色卡.③到仓库领料时,要有组长,科长签准的领料单,真皮领料单需经厂务协理签准•④领回的材料按照订单依裁断捆扎数量表的层数拉好材料并标示清楚材料,拉料时注意材料外观是否有问题,如真皮是否有针孔,气泡,色斑,色差,皱折,缺角等•共享知识分享快乐⑤随时追踪欠料.㈥补数材料要有补数单领取.⑦分批或不同厂家的材料,注意是否有色差,如有色差,知会组长及裁断员配双作业.⑧订单出货完毕,剩余材料整理标示退仓库.4. 裁断:①裁断员,品检员必须首先掌握各部件名称和裁向(参考裁断示意图).②新型体裁断,现场干部事先进行讲解,并在开始裁断时排出用量,核对指令用量是否相符.③欠料或有色差情况下必须配双作业.④欠数或未完成的单必须在裁断单上注明.⑤真皮裁断需记录用料状况,真皮废料统一退仓库.⑥裁断剩下材料,归放余物料架上,留待补数或换料时用.⑦品检员随时注意刀模是否有变形,掉切刀.⑧订单完毕,材料不良品归类整理若有超料交领料员与仓库换料.5. 发料:①发料员将裁好之物料发至下一制程单位并在记录本上记录.②如有欠料,随时追踪裁断,并通知下一制程单位领料.6. 补数:①补数按各单位经签准之补单补数.②补数要讲时效性.③补数材料要与订单料是否有色差.7. 记录:收发料员按裁断完成状况填写工作日报表.使用表单:领料单,裁断单.作业流程图:备料---- 开单--- 发单 ------ 斩刀管理 ---- 裁断------ 发料 ----- 补数权责区分:1. 领料员依生产指令表,确认鞋负责生产前所有备料工作.2. 作业员依各制程标准作业与自主检查,异常情况立即反映.3. 组长负责督导机修调整机器或其他操作设备,作业中检查各流程的品质,人员调配和异常状况的反映.4. 组长,科长督导制程作业的执行,品质的改善作业的推行,控制工作进度.5. 包装人员负责完成的中皮,中底和其他物料配双,包装,标示入库.作业标准:1. 中皮:①布标字体,颜色与确认鞋指令表核准.②贴布标如没有特殊要求,从后跟至鞋头方向为正确方向,不能有倒布标.③车布标11 针/英尺,起收针倒2针.④剪线先剪面线,后拉底线,线头不能在布标上面.⑤贴垫心离后跟 4 厘米,垫心与中皮要相符.2. 印刷:①产地印刷:按指令要求印大底或内里,没有特殊要求的情况下,大底印金色,深色印白色,浅色印黑色,用油性油墨②商标印刷:通常指中皮印刷,字体依确认鞋指令表,颜色按要求,距离后跟25 厘米③位置线印刷:用水性油墨,操作物必须对准网版.④异常处理:普通材料水性油墨用水洗,油性油墨用洗网水或甲苯洗,特殊材料必须先用废料试,前提是不损坏鞋面3. 削皮:①真皮鞋面按削皮示意图,一般组合位斜削6m/m宽,折边位削8m/m宽,0.8m/m厚洽缝位削1m/m厚,4m/m宽.②其他pu 类: 组合位斜削6m/m, 不能超过组合位置线.③后港宝斜削0.8m/m.④中底包边条整条削0.8m/m.4. 定型:①定型跷度和位置依定型扳作业.共享知识分享快乐②定型过程注意是否有破裂,皱折等破坏鞋面的情况,及时向组长,科长反应.5. 热熔胶:①选择与鞋头形状相符的热熔胶模板.②热熔胶求长度,小号60~60m/m, 中号65~70m/m, 大号70~72m/m, 鞋面前帮角位留8m/m.③热熔胶厚度:pu尖头0.8m/m,圆头大头1m/m,布类鞋面1~1.2m/m.④热熔胶不能有气泡,厚薄不均的现象.⑤操作过程中机器震动大,各功能会发生变化,应随时注意.6. 满包中底:①中底,中皮擦胶要均匀,不可有胶粒或其他杂物.②中皮宽出中底边沿要一致.③满包前要磨边,防止中底边沿有胶粒状.④高跟鞋满包前要先定型,pig suede中皮可以先满包后入库.7. 包装:①中底,中皮品检完成后配双包装,贴合格标签签名后可入库.②削皮完成等材料配双,包装,标示后转入下一制程单位.(二)针车作业标准如下内容:权责区分:1. 领料员依生产指令表,确认鞋备齐产前所有材料,若有欠料,反应给组长,科长追踪.2. 组长生产前整理操作流程及注意事项和产前教导.3. 组长负责监督机修特殊做法的机器调整.4. 组长依操作流程调配人员.5. 发料员依组长所排流程将操作物送至作业员工作台.6. 作业员依作业标准书作业,异常状况立即反应.7. 组长,科长负责首件检查及各制程的抽检.8. 组长,科长负责监督品质,改善作业的执行.9. 科长控制生产进度.10. 配双人员将品检后的合格品配双,包装,标示,并入库.11. 订单完成后由配双人员查出欠数,整理现场所剩配件,开补至裁断并追踪裁断,针车完成.作业标准:1. 画线:①整理画线纸版,是否有漏或错.②检查鞋面品质,挑出不良品,按指令表清点数量.③画线版与鞋面要对准,不可有错位现象④特殊材料必须先试,画线是否可以处理掉.2. 贴细布A 清除面,细布之间的杂物。
鞋厂工作流程图
鞋厂工作流程图
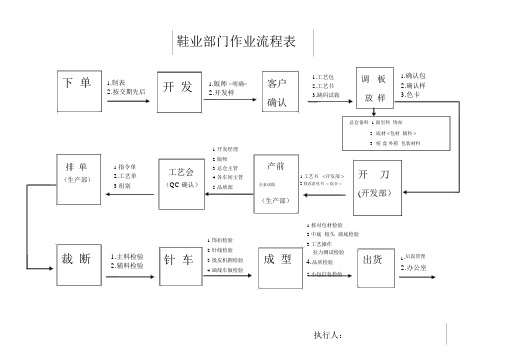
鞋业部门作业流程表
下单
排单(生产部)
裁断1.制表
2.按交期先后
1.指令单
2.工艺单
3组别
1.主料检验
2.辅料检验
开发
工艺会
(QC 确认)
针车
1.版师<明确>
2.开发样
1.开发经理
2.版师
3.总仓主管
4.各车间主管
5.品质部
1.饰扣检验
2.针线检验
3.批皮机拥检验
4.画线车做检验
客户 1.工艺包调板 1.
确认包
2.工艺书 2.确认样
确认
3.跳码试做放样 3.色卡
总仓备料 1.面里料 .饰扣
2.底材 <包材 .辅料 >
3.楦.盒.外箱 .包装材料
产前
1.工艺书<开发部 >开刀
全套试做 2.修改意见书 < 综合 > (开发部)
(生产部)
1.核对包材检验
2.中底 .楦头 .淌底检验
3.工艺操作
拉力测试检验
成型 4.
品质检验出货1.
后段管理
2.办公室
5.小包打包检验
执行人:。
鞋厂工作流程图
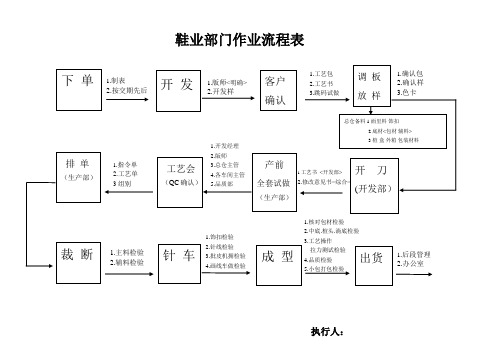
开 刀 (开发部) 产前 全套试做 (生产部) 工艺会 (QC 确认) 裁 断 针 车 成 型 出货
下 单 开 发 调 板 放 样 客户 确认 总仓备料1.面里料.饰扣 2.底材<包材.辅料> 3.楦.盒.外箱.包装材料 1.开发经理 2.版师 3.总仓主管 4.各车间主管 5.品质部 1.饰扣检验 2.针线检验 3.批皮机拥检验 4.画线车做检验 1.核对包材检验
2.中底.楦头.淌底检验
3.工艺操作 拉力测试检验
4.品质检验
5.小包打包检验
1.工艺包
2.工艺书
3.跳码试做 1.确认包 2.确认样 3.色卡 1.版师<明确> 2.开发样 1.制表 2.按交期先后 1.工艺书 <开发部> 2.修改意见书<综合> 1.指令单 2.工艺单 3组别 1.主料检验 2.辅料检验 1.后段管理 2.办公室 排 单 (生产部) 鞋业部门作业流程表 执行人:。
鞋厂大货产前跟踪流程图
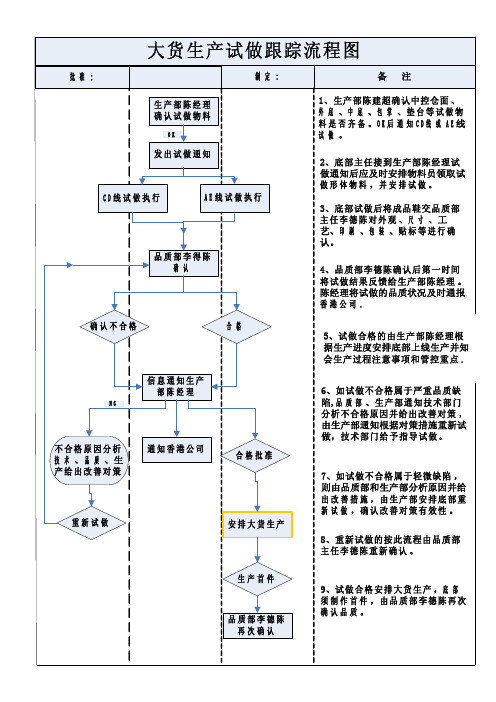
不合格原因分析 技 术 、品 质 、生 产给出改善对策
通知香港公司
重新试做
品质部李德陈 再次确认
NG
6、如试做不合格属于严重品质缺 陷,品 质 部 、生 产 部 通 知 技 术 部 门 分析不合格原因并给出改善对策 , 由生产部通知根据对策措施重新试 做,技 术 部 门 给 予 指 导 试 做 。 合格批准 7、如试做不合格属于轻微缺陷 , 则由品质部和生产部分析原因并给 出 改 善 措 施 ,由 生 产 部 安 排 底 部 重 新 试 做 ,确 认 改 善 对 策 有 效 性 。 安排大货生产 8、重新试做的按此流程由品质部 主任李德陈重新确认 。 生产首件 9、试 做 合 格 安 排 大 货 生 产 ,底 部 须 制 作 首 件 ,由 品 质 部 李 德 陈 再 次 确认品质。
发出试做通知
CD线试做执行
AE 线试做执行
品质部李得陈 确 认
4、品质部李德陈确认后第一时间 将试做结果反馈给生产部陈经理 。 陈经理将试做的品质状况及时通报 香港公司. 合 格 5、试做合格的由生产部陈经理根 据生产进度安排底部上线生产并知 会生产过程注意事项和管控重点 .
确认不合格
信息通知生产 部陈经理
大货生产试做跟踪流程图
批 准 : 生产部陈经理 确认试做物料
OK
制 定 :
备
注
1、生产部陈建超确认中控仓面 、 外 底 、中 底 、包 掌 、垫 台 等 试 做 物 料 是 否 齐 备 。O K 后 通 知 C D 线 或 A E 线 试 做 。 2、底部主任接到生产部陈经理试 做通知后应及时安排物料员领取试 做 形 体 物 料 ,并 安 排 试 做 。 3、底部试做后将成品鞋交品质部 主 任 李 德 陈 对 外 观 、尺 寸 、工 艺、印 刷 、包 装 、贴 标 等 进 行 确 认。
鞋厂 成型流程

鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦 /对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新 wei0|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i 贴吧查看文章鞋类成型方法2009年10月21日星期三 16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
鞋厂工作流程图

精品文档
.
开刀
(开发部)
产前
全套试做
(生产部)
工艺会
(QC确认)
裁断针车成型出货
下单开发调板
放样
客户
确认
总仓备料1.面里料.饰扣
2.底材<包材.辅料>
3.楦.盒.外箱.包装材料
1.开发经理
2.版师
3.总仓主管
4.各车间主管
5.品质部
1.饰扣检验
2.针线检验
3.批皮机拥检验
4.画线车做检验
1.核对包材检验
2.中底.楦头.淌底检验
3.工艺操作
拉力测试检验
4.品质检验
5.小包打包检验
1.工艺包
2.工艺书
3.跳码试做
1.确认包
2.确认样
3.色卡
1.版师<明确>
2.开发样
1.制表
2.按交期先后
1.工艺书<开发部>
2.修改意见书<综合>
1.指令单
2.工艺单
3组别
1.主料检验
2.辅料检验
1.后段管理
2.办公室排单
(生产部)
鞋业部门作业流程表
执行人:。
鞋厂成型流程

鞋厂成型流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦 /对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新 wei594657320|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i贴吧查看文章鞋类成型方法2009年10月21日星期三 16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
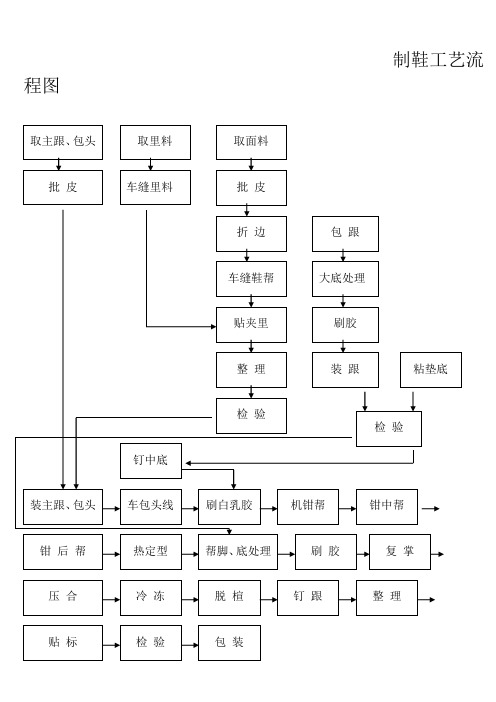
制鞋工艺流程图
一、原辅材料仓库管理1、每日原辅材料进出库须做好材料帐及库存帐,并用微机管理;2、进料和发料须专人管理,以免出错;3、进料时须有质检人员在场,检验品质是否正确,颜色是否正确。
二、裁断车间管理1、领料须由专人负责,由组长统一分配给员工;2、真皮类裁切时,因只能单层裁切,用GSB-2C液压摆臂式下料机或XCLP2-250液压平面下料机较好;3、裁切尼龙布、特多龙布、帆布及较薄PVC革时,因材料较软,同时可一次多层裁切,故应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
4、裁切中底板时,因材料较硬,同时可一次多层裁切,应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
5、任何裁出的部件、特别是有色皮料、布类应同时做质检、配色、配双及数量清点等工作,以免到针车部门时做重复工作;6、裁切主管人员应辅导员工做好机器及刀模的日常保养工作;7、管理人员须随时巡视员工使用斩是否按指令单的刀号操作并教导员工如何自我检验。
8、教导员工对材料的认识,须适材适用,并注意斩刀排列方式,减少不必要的材料浪费。
三、调配中心管理1、调配中心依据订单情况,将裁切好的部件排列整齐,等待加工;2、已裁切好的部件如需印刷、削皮、贴内里、烫印等,均由调配中心负责;3、加工好的材料交付给中仓备料组,由中仓备料组发料至针车车间加工。
4、裁切好的部件如中底板、鞋垫等,如果不需要特别车缝加工的,可在完成必要处理后送半成品仓库5、在调配中心,待所有部件完成后,一定要将鞋面所有部件质量及统计数字妥善整理,准备交付给针车车间;四、针车车间管理1、针车车间的车帮及做帮的工艺流程和员工配置,依据鞋面设计的不同而变化,一般一条针车流水线,如果每8小时能生产1500双时,须各种针车约70-80台,手工人员约10-15人,共计80-95人;2、车缝时必须注意车线边距,针距是否控制良好,与要求的标准是否相符;3、车缝时必须注意鞋面部件上各记号点的正确性,如车缝时未按正确的记号,鞋面完成后将会不正,造成夹帮困难,影响成品鞋的品质。
鞋厂工作流程
鞋厂工作流程〔一〕业务收到客人订单要审查订单容:1、数量:查对客人订单总数和明细数量是否相符,如有差异,那么通知客人重新确认。
2、单价:业务部门要拿客人的报价资料核对订单单价及金额,并查询客人订单所列出的材料是否与报价资料相符,有不同时与样品室核对算本钱重调整。
3、材料: 业务部门找出客人的开发样品材料,通知采购查询仓库是否有库存,或与厂商查询可订购到客人要求的材料,如材料订购有问题可提供类似的材料供客人参考或请客人更改为其他材料。
如客人对同一种材料有与我司不同的称呼,在工厂部还是沿用自己的称呼,对客人那么用客人的称呼。
4、交期:提供客人订单要求的交期,请采购部及生管课按订单材料进度及生产进度确认订单的交期。
〔确认交期时考量:A符保本厂产能及目前生产进度;B符合客人满意度交期。
〕5、付款方式:参照按客人预先FAX或E-MAIL协调好的付款方式,请示总经理同意后确认给客人〔一般为L/C AT SIGHT或100%T/T BEFORE SHIPMENT〕6、其他资料〔包括品质测试〕客人订单的其他要求,请示相关主管及厂务经理,再确认。
权责区分:1.组长,科长依据生产进度表,指令表追踪刀模及确认鞋.2.领料员依生产进度表,指令表确认鞋备料,欠料报组长,科长追踪.3.领料员参照裁断部件捆扎数量表之层数拉好材料.4.组长依照生产指令表,确认鞋开裁断单,并注明对照.5.裁断员按照裁断单备刀模检查刀模是否有变形.6.裁断员按裁断单作业,异常状况报组长,并随时注意刀模是否变形.7.品检员对裁好之配件进展全检,挑出不良品,合格品按部件捆扎数量表捆扎,包装并贴合格标签,签名.8.收发料员负责将物料准确无误地转给下一制程单位.9.补数人员参照补单数量及出货顺序补数.10、组长,科长负责控制作业中裁断及品质状况.11、科长,组长督导制程中之执行及品质改善作业进展,负责裁断用量的管制及各部门的工作协调.工作程序:1. 开单:①核对生产指令表及确认鞋是否一致,如有疑问及时追问业务.②裁断单必须注明刀模类型,对照及材料.③真皮鞋面要注明每双用量.④同一材料不同部件可合开同一裁断单.⑤有刀模代用情况必须在裁断单上注明.2. 发单:①根据生产进度及备料状况发单.②注意鞋面与其他配件(如中底,中皮等)同时进展,发出去的订单在指令表上记录.③根据作业员的技术状况发单.④裁断单上有分a,b料需在裁断单上注明清楚或提供确认鞋,并特别解释给裁断员,品检员.⑤所有新型体要提供确认鞋.⑥新型体必须有会议通知或收到试做报告才能发单.⑦新客人订单必须有生产业务会议订单变动通知确认才能发单.⑧材料不够的情况下要注明配双作业.3. 领料:①领料员依据生产指令表及确认鞋开领料单.②领料必须对色卡.③到仓库领料时,要有组长,科长签准的领料单,真皮领料单需经厂务协理签准.④领回的材料按照订单依裁断捆扎数量表的层数拉好材料并标示清楚材料,拉料时注意材料外观是否有问题,如真皮是否有针孔,气泡,色斑,色差,皱折,缺角等.⑤随时追踪欠料.㈥补数材料要有补数单领取.⑦分批或不同厂家的材料,注意是否有色差,如有色差,知会组长及裁断员配双作业.⑧订单出货完毕,剩余材料整理标示退仓库.4.裁断:①裁断员,品检员必须首先掌握各部件名称和裁向(参考裁断示意图).②新型体裁断,现场干部事先进展讲解,并在开场裁断时排出用量,核对指令用量是否相符.③欠料或有色差情况下必须配双作业.④欠数或未完成的单必须在裁断单上注明.⑤真皮裁断需记录用料状况,真皮废料统一退仓库.⑥裁断剩下材料,归放余物料架上,留待补数或换料时用.⑦品检员随时注意刀模是否有变形,掉切刀.⑧订单完毕,材料不良品归类整理假设有超料交领料员与仓库换料.5.发料:①发料员将裁好之物料发至下一制程单位并在记录本上记录.②如有欠料,随时追踪裁断,并通知下一制程单位领料.6.补数:①补数按各单位经签准之补单补数.②补数要讲时效性.③补数材料要与订单料是否有色差.7.记录:收发料员按裁断完成状况填写工作日报表.使用表单:领料单,裁断单.作业流程图:备料------开单-----发单----------斩刀管理-------裁断--------发料--------补数权责区分:1. 领料员依生产指令表,确认鞋负责生产前所有备料工作.2. 作业员依各制程标准作业与自主检查,异常情况立即反映.3. 组长负责督导机修调整机器或其他操作设备,作业中检查各流程的品质,人员调配和异常状况的反映.4. 组长,科长督导制程作业的执行,品质的改善作业的推行,控制工作进度.5. 包装人员负责完成的中皮,中底和其他物料配双,包装,标示入库.作业标准:1. 中皮:①布标字体,颜色与确认鞋指令表核准.②贴布标如没有特殊要求,从后跟至鞋头方向为正确方向,不能有倒布标.③车布标11针/英尺,起收针倒2针.④剪线先剪面线,后拉底线,线头不能在布标上面.⑤贴垫心离后跟4厘米,垫心与中皮要相符.2. 印刷:①产地印刷:按指令要求印大底或里,没有特殊要求的情况下,大底印金色,深色印白色,浅色印黑色,用油性油墨.②商标印刷:通常指中皮印刷,字体依确认鞋指令表,颜色按要求,距离后跟25厘米③位置线印刷:用水性油墨,操作物必须对准网版.④异常处理:普通材料水性油墨用水洗,油性油墨用洗网水或甲苯洗,特殊材料必须先用废料试,前提是不损坏鞋面.3. 削皮:①真皮鞋面按削皮示意图,一般组合位斜削6m/m宽,折边位削8m/m宽,0.8m/m厚,合缝位削1m/m厚,4m/m宽.②其他pu类:组合位斜削6m/m,不能超过组合位置线.③后港宝斜削0.8m/m.④中底包边条整条削0.8m/m.4. 定型:①定型跷度和位置依定型扳作业.②定型过程注意是否有破裂,皱折等破坏鞋面的情况,及时向组长,科长反响.5. 热熔胶:①选择与鞋头形状相符的热熔胶模板.②热熔胶求长度,小号60~60m/m,中号65~70m/m,大号70~72m/m,鞋面前帮角位留8m/m.③热熔胶厚度:pu尖头0.8m/m,圆头大头1m/m,布类鞋面1~1.2m/m.④热熔胶不能有气泡,厚薄不均的现象.⑤操作过程中机器震动大,各功能会发生变化,应随时注意.6. 满包中底:①中底,中皮擦胶要均匀,不可有胶粒或其他杂物.②中皮宽出中底边沿要一致.③满包前要磨边,防止中底边沿有胶粒状.④高跟鞋满包前要先定型,pig suede中皮可以先满包后入库.7. 包装:①中底,中皮品检完成后配双包装,贴合格标签签名后可入库.②削皮完成等材料配双,包装,标示后转入下一制程单位.〔二〕针车作业标准如下容:权责区分:1. 领料员依生产指令表,确认鞋备齐产前所有材料,假设有欠料,反响给组长,科长追踪.2. 组长生产前整理操作流程及本卷须知和产前教导.3. 组长负责监视机修特殊做法的机器调整.4. 组长依操作流程调配人员.5. 发料员依组长所排流程将操作物送至作业员工作台.6. 作业员依作业标准书作业,异常状况立即反响.7. 组长,科长负责首件检查及各制程的抽检.8. 组长,科长负责监视品质,改善作业的执行.9. 科长控制生产进度.10. 配双人员将品检后的合格品配双,包装,标示,并入库.11. 订单完成后由配双人员查出欠数,整理现场所剩配件,开补至裁断并追踪裁断,针车完成.作业标准:1. 画线:①整理画线纸版,是否有漏或错.②检查鞋面品质,挑出不良品,按指令表清点数量.③画线版与鞋面要对准,不可有错位现象④特殊材料必须先试,画线是否可以处理掉.2. 贴细布A去除面,细布之间的杂物。
鞋厂工作流程
(一)业务收到客人订单要审查订单内容:1、数量:查对客人订单总数和明细数量是否相符,如有差异,则通知客人重新确认。
2、单价:业务部门要拿客人的报价资料核对订单单价及金额,并查询客人订单所列出的材料是否与报价资料相符,有不同时与样品室核对算成本重调整。
3、材料: 业务部门找出客人的开发样品材料,通知采购查询仓库是否有库存,或与厂商查询可订购到客人要求的材料,如材料订购有问题可提供类似的材料供客人参考或请客人更改为其他材料。
如客人对同一种材料有与我司不同的称呼,在工厂内部还是沿用自己的称呼,对客人则用客人的称呼。
4、交期:提供客人订单要求的交期,请采购部及生管课按订单材料进度及生产进度确认订单的交期。
(确认交期时考量:A符保本厂产能及目前生产进度;B符合客人满意度交期。
)5、付款方式:参照按客人预先FAX或E-MAIL协调好的付款方式,请示总经理同意后确认给客人(一般为L/C AT SIGHT 或100%T/T BEFORE SHIPMENT)6、其他资料(包括品质测试)客人订单的其他要求,请示相关主管及厂务经理,再确认。
权责区分:1.组长,科长依据生产进度表,指令表追踪刀模及确认鞋.2.领料员依生产进度表,指令表确认鞋备料,欠料报组长,科长追踪.3.领料员参照裁断部件捆扎数量表之层数拉好材料.4.组长依照生产指令表,确认鞋开裁断单,并注明号码对照.5.裁断员按照裁断单备刀模检查刀模是否有变形.6.裁断员按裁断单作业,异常状况报组长,并随时注意刀模是否变形.7.品检员对裁好之配件进行全检,挑出不良品,合格品按部件捆扎数量表捆扎,包装并贴合格标签,签名.8.收发料员负责将物料准确无误地转给下一制程单位.9.补数人员参照补单数量及出货顺序补数.10、组长,科长负责控制作业中裁断及品质状况.11、科长,组长督导制程中之执行及品质改善作业进行,负责裁断用量的管制及各部门的工作协调.工作程序:1. 开单:①核对生产指令表及确认鞋是否一致,如有疑问及时追问业务.②裁断单必须注明刀模类型,号码对照及材料.③真皮鞋面要注明每双用量.④同一材料不同部件可合开同一张裁断单.⑤有刀模代用情况必须在裁断单上注明.2. 发单:①根据生产进度及备料状况发单.②注意鞋面与其他配件(如中底,中皮等)同时进行,发出去的订单在指令表上记录.③根据作业员的技术状况发单.④裁断单上有分a,b料需在裁断单上注明清楚或提供确认鞋,并特别解释给裁断员,品检员.⑤所有新型体要提供确认鞋.⑥新型体必须有会议通知或收到试做报告才能发单.⑦新客人订单必须有生产业务会议订单变动通知确认才能发单.⑧材料不够的情况下要注明配双作业.3. 领料:①领料员依据生产指令表及确认鞋开领料单.②领料必须对色卡.③到仓库领料时,要有组长,科长签准的领料单,真皮领料单需经厂务协理签准.④领回的材料按照订单依裁断捆扎数量表的层数拉好材料并标示清楚材料,拉料时注意材料外观是否有问题,如真皮是否有针孔,气泡,色斑,色差,皱折,缺角等.⑤随时追踪欠料.㈥补数材料要有补数单领取.⑦分批或不同厂家的材料,注意是否有色差,如有色差,知会组长及裁断员配双作业.⑧订单出货完毕,剩余材料整理标示退仓库.4.裁断:①裁断员,品检员必须首先掌握各部件名称和裁向(参考裁断示意图).②新型体裁断,现场干部事先进行讲解,并在开始裁断时排出用量,核对指令用量是否相符.③欠料或有色差情况下必须配双作业.④欠数或未完成的单必须在裁断单上注明.⑤真皮裁断需记录用料状况,真皮废料统一退仓库.⑥裁断剩下材料,归放余物料架上,留待补数或换料时用.⑦品检员随时注意刀模是否有变形,掉切刀.⑧订单完毕,材料不良品归类整理若有超料交领料员与仓库换料.5.发料:①发料员将裁好之物料发至下一制程单位并在记录本上记录.②如有欠料,随时追踪裁断,并通知下一制程单位领料.6.补数:①补数按各单位经签准之补单补数.②补数要讲时效性.③补数材料要与订单料是否有色差.7.记录:收发料员按裁断完成状况填写工作日报表.使用表单:领料单,裁断单.作业流程图:备料------开单-----发单----------斩刀管理-------裁断--------发料--------补数权责区分:1. 领料员依生产指令表,确认鞋负责生产前所有备料工作.2. 作业员依各制程标准作业与自主检查,异常情况立即反映.3. 组长负责督导机修调整机器或其他操作设备,作业中检查各流程的品质,人员调配和异常状况的反映.4. 组长,科长督导制程作业的执行,品质的改善作业的推行,控制工作进度.5. 包装人员负责完成的中皮,中底和其他物料配双,包装,标示入库.作业标准:1. 中皮:①布标字体,颜色与确认鞋指令表核准.②贴布标如没有特殊要求,从后跟至鞋头方向为正确方向,不能有倒布标.③车布标11针/英尺,起收针倒2针.④剪线先剪面线,后拉底线,线头不能在布标上面.⑤贴垫心离后跟4厘米,垫心与中皮要相符.2. 印刷:①产地印刷:按指令要求印大底或内里,没有特殊要求的情况下,大底印金色,深色印白色,浅色印黑色,用油性油墨.②商标印刷:通常指中皮印刷,字体依确认鞋指令表,颜色按要求,距离后跟25厘米③位置线印刷:用水性油墨,操作物必须对准网版.④异常处理:普通材料水性油墨用水洗,油性油墨用洗网水或甲苯洗,特殊材料必须先用废料试,前提是不损坏鞋面.3. 削皮:①真皮鞋面按削皮示意图,一般组合位斜削6m/m宽,折边位削8m/m宽,0.8m/m厚,合缝位削1m/m厚,4m/m宽.②其他pu类:组合位斜削6m/m,不能超过组合位置线.③后港宝斜削0.8m/m.④中底包边条整条削0.8m/m.4. 定型:①定型跷度和位置依定型扳作业.②定型过程注意是否有破裂,皱折等破坏鞋面的情况,及时向组长,科长反应.5. 热熔胶:①选择与鞋头形状相符的热熔胶模板.②热熔胶求长度,小号60~60m/m,中号65~70m/m,大号70~72m/m,鞋面前帮角位留8m/m.③热熔胶厚度:pu尖头0.8m/m,圆头大头1m/m,布类鞋面1~1.2m/m.④热熔胶不能有气泡,厚薄不均的现象.⑤操作过程中机器震动大,各功能会发生变化,应随时注意.6. 满包中底:①中底,中皮擦胶要均匀,不可有胶粒或其他杂物.②中皮宽出中底边沿要一致.③满包前要磨边,防止中底边沿有胶粒状.④高跟鞋满包前要先定型,pig suede中皮可以先满包后入库.7. 包装:①中底,中皮品检完成后配双包装,贴合格标签签名后可入库.②削皮完成等材料配双,包装,标示后转入下一制程单位.(二)针车作业标准如下内容:权责区分:1. 领料员依生产指令表,确认鞋备齐产前所有材料,若有欠料,反应给组长,科长追踪.2. 组长生产前整理操作流程及注意事项和产前教导.3. 组长负责监督机修特殊做法的机器调整.4. 组长依操作流程调配人员.5. 发料员依组长所排流程将操作物送至作业员工作台.6. 作业员依作业标准书作业,异常状况立即反应.7. 组长,科长负责首件检查及各制程的抽检.8. 组长,科长负责监督品质,改善作业的执行.9. 科长控制生产进度.10. 配双人员将品检后的合格品配双,包装,标示,并入库.11. 订单完成后由配双人员查出欠数,整理现场所剩配件,开补至裁断并追踪裁断,针车完成.作业标准:1. 画线:①整理画线纸版,是否有漏或错.②检查鞋面品质,挑出不良品,按指令表清点数量.③画线版与鞋面要对准,不可有错位现象④特殊材料必须先试,画线是否可以处理掉.2. 贴细布A清除面,细布之间的杂物。
鞋厂工作流程图
鞋业部门作业流程表
下单
排单(生产部)
裁断1.制表
2.按交期先后
1.指令单
2.工艺单
3组别
1.主料检验
2.辅料检验
开发
工艺会
(QC 确认)
针车
1.版师<明确>
2.开发样
1.开发经理
2.版师
3.总仓主管
4.各车间主管
5.品质部
1.饰扣检验
2.针线检验
3.批皮机拥检验
4.画线车做检验
客户 1.工艺包调板 1.
确认包
2.工艺书 2.确认样
确认
3.跳码试做放样 3.色卡
总仓备料 1.面里料 .饰扣
2.底材 <包材 .辅料 >
3.楦.盒.外箱 .包装材料
产前
1.工艺书<开发部 >开刀
全套试做 2.修改意见书 < 综合 >
(开发部)
(生产部)
1.核对包材检验
2.中底 .楦头 .淌底检验
3.工艺操作
拉力测试检验
成型 4.
品质检验出货1.
后段管理
2.办公室
5.小包打包检验
执行人:。
鞋厂成型流程
鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦/对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新wei0|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i贴吧查看文章鞋类成型方法2009年10月21日星期三16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开
刀
(开发部)
产前
全套试做
(生产部)
工艺会
(QC 确认)
下单
开发
调板放样
客户
确认
总仓备料 1.面里料.饰扣
2.底材<包材.辅料>
3.楦.盒.外箱.包装材料
1.开发经理
2.版师
3.总仓主管
4.各车间主管
5.品质部
1.工艺包
2.工艺书
3.跳码试做
1.确认包
2.确认样
3.色卡
1.版师<明确>
2.开发样
1.制表
2.按交期先后
1.工艺书
<开发部>
2.修改意见书<综合>
1.指令单
2.工艺单3组别
排单
(生产部)
鞋业部门作业流程表
裁断
针车
成型
出货
1.饰扣检验
2.针线检验
3.批皮机拥检验
4.画线车做检验
1.核对包材检验
2.中底.楦头.淌底检验
3.工艺操作拉力测试检验
4.品质检验
5.小包打包检验
1.主料检验
2.辅料检验
1.后段管理
2.办公室
执行人:
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。