石墨CNC加工参数
CNC加工编程参数
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
石墨电极加工参数2013
F5000
1200/600
90
\
0.4-0.3/0.2-0.1
D10
S6000 F7000
1.5-2.0
S6500
F5000
D8
S7500 F5000
0.6-1.0
S7500
F5000
1200/600 1200/600
70
\
0.35-0.25/0.2-0.1
65
\
0.35-0.25/0.2-0.1
D6
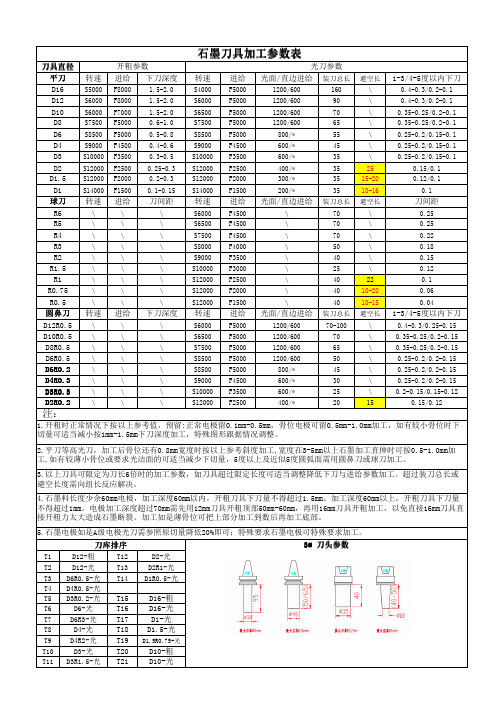
5.石墨电极如是A级电极光刀需参照原切量降低20%即可;特殊要求石墨电极可特殊要求加工。
刀库排序
T1
D12-粗
T12
D2-光
T2
D12-光
T13
D2R1-光
T3 D6R0.5-光 T14 D1R0.5-光
T4 D4R0.5-光 T5 D3R0.2-光 T15
D16-粗
T6
D6-光
T16
D16-光
T7
D12R0.5 \
\
\
S6000
F5000
1200/600
70-100
\
0.4-0.3/0.25-0.15
D10R0.5 \
\
\
S6500
F5000
1200/600
70
\
0.35-0.25/0.2-0.15
D8R0.5
\
\
\
S7500
F5000
1200/600
65
\
0.35-0.25/0.2-0.15
D6R0.5
\
\
\
S8500
F5000
1200/600
CNC加工参数管控

CNC加工参数管控CNC加工是一种高效、精密的加工方式,可以满足各种工件的加工需求。
而CNC加工参数的管控,则是确保CNC加工质量稳定的重要环节。
通过合理的参数设置和严格的管控措施,可以有效提高加工精度、降低加工成本,保证产品质量。
下面将详细介绍CNC加工参数管控的相关内容。
一、CNC加工参数的种类在CNC加工中,有许多参数需要进行设置和调整,以便实现工件的精确加工。
主要的参数包括:1.速度:包括进给速度和主轴转速。
进给速度决定了加工效率和表面粗糙度,主轴转速影响了刀具的寿命和加工质量。
2.进给量:指刀具在工件上的移动速度,通常与速度一起考虑。
3.切削深度和切削宽度:即刀具在工件上的进给量和进给深度,决定了加工的材料去除量和加工效率。
4.切削力的控制:保证切削力在合理范围内,避免对刀具和工件造成过大的损坏。
5.刀具参数:包括刀具直径、刀具类型、刀尖角度等,影响了加工形状和表面质量。
二、CNC加工参数的调节原则为了实现CNC加工过程中的稳定性和高效性,需要按照一定的原则进行参数的设置和调整。
主要原则如下:1.根据工件材料和要求来调整参数:不同材料和不同加工要求,需要采用不同的参数设置。
对于硬度较高的材料,应该降低速度和增加切削力,以确保加工效果。
2.调整参数要有依据:要根据实际情况和经验来进行参数调整,不要盲目地提高速度或者切削深度,以免发生刀具断裂或者工件毛边的情况。
3.运用专业的软件和设备来辅助调整:CNC加工设备通常配备有专业的加工软件和参数调节系统,可以根据实际加工需求进行参数的自动调整。
4.定期检查和调整参数:在加工过程中,要不断地对参数进行监测和调整,及时发现问题并进行处理,确保加工质量稳定。
5.针对不同的工序和工件进行参数的区分设置:不同的工序和工件可能需要不同的参数设置,要根据实际情况来进行调整。
三、CNC加工参数的管控措施为了确保CNC加工的稳定性和高效性,需要采取一系列的管控措施来管理参数设置和调整。
CNC设备具体参数

CNC设备具体参数以下是CNC设备的具体参数:1.控制器类型:CNC设备的控制器通常分为两种类型,分别是基于PC 的控制系统和专用的PLC(可编程逻辑控制器)系统。
PC控制系统具有更强大的处理能力,更灵活的编程和操作方式,而PLC系统则更加稳定和可靠。
2.加工范围:CNC设备的加工范围通常由X、Y、Z轴的行程范围来描述。
X轴代表设备的横向移动范围,Y轴代表设备的纵向移动范围,Z轴代表设备的升降范围。
3.加工精度:CNC设备的加工精度是指设备在完成加工任务时的定位精度和重复定位精度。
通常用毫米或微米来衡量,加工精度越高,设备的加工质量和精度就越高。
4.主轴转速:主轴转速是指CNC设备主轴的旋转速度,通常以转/分来表示。
主轴转速的高低影响着设备的加工效率和质量。
5.主轴功率:主轴功率是指CNC设备主轴的功率大小,通常以千瓦(kW)来表示。
主轴功率的大小决定了设备的加工能力和加工范围。
6.刀库容量:刀库容量是指CNC设备刀具的存储容量,通常以个数或种类来表示。
刀库容量的大小影响着设备的加工灵活性和效率。
7.进给速度:进给速度是指CNC设备在进行加工任务时工件相对于刀具的运动速度,通常以毫米/分钟或英寸/分钟来表示。
进给速度越高,设备的加工效率就越高。
8.控制系统:CNC设备的控制系统通常由软件和硬件组成,用于编程、操作和监控设备。
控制系统的功能和性能决定了设备的灵活性和稳定性。
9.通信接口:CNC设备通常具有多种通信接口,如USB、以太网和RS232等,用于与外部设备进行数据交换和通信。
通信接口的多少和类型影响着设备的连接性和兼容性。
10.安全保护:CNC设备通常具有多种安全保护功能,如紧急停车按钮、防撞传感器和安全门等,用于保障设备操作人员和设备本身的安全。
总的来说,CNC设备具有多种功能和性能参数,包括控制器类型、加工范围、加工精度、主轴转速、主轴功率、刀库容量、进给速度、控制系统、通信接口和安全保护等。
石墨加工CAM资料

0
0
光直侧面
曲面投影精加工
20K
2.5K
2.5K
3.5K
0.010
0
0
光侧面
等高精加工
20K
1K
2.5K
3K
0.005
0
-0.12
光基准
平行区域清除
10K
500
300
3.5K
0.010
0.02
-0.01
光基准
轮廓精加工
10K
1K
3K
4K
0.010
0.16
0
轮廓开粗
轮廓精加工
10K
3K
5K
7K
0.15
无,无,直掠
24
R2三维偏置光刀
球头刀
三维偏置精加工
0.01
0
螺旋ON
0.13
无,无,直掠
25
R1.5三维偏置光刀
球头刀
三维偏置精加工
0.01
0
螺旋ON
0.12
无,无,直掠
26
R1三维偏置光刀
球头刀
三维偏置精加工
0.01
0
螺旋ON
0.1
无,无,直掠
27
R0.5三维偏置光刀
球头刀
三维偏置精加工
31
R0.5自动清角
球头刀
自动清角精加工
0.01
0
水,水,直掠
40-0.001
0.15-165
示例工件
工序
策略
快进
下切
切削
主轴
转速
公差
径向
余量
轴向
余量
开粗
偏置区域清除
块状石墨加工铣削工艺流程

块状石墨加工铣削工艺流程
块状石墨是一种常用于电池、摩擦材料、导电材料等领域的材料。
以下是一种常见的块状石墨加工铣削工艺流程:
1.准备块状石墨:选择适当尺寸和质量的块状石墨材料。
进
行必要的清洁和检查,确保表面光滑、无裂缝和缺陷。
2.设定铣削刀具:根据加工要求,选择合适的铣削刀具。
铣
削刀具的选择会受到材料硬度、加工精度和加工速度等因
素的影响。
常用的铣削刀具包括平面铣刀、球头铣刀、立
铣刀等。
3.定位和夹紧:将块状石墨安装在工作台上,并使用夹具或
夹具系统进行定位和夹紧,保证工件的稳定性和精度。
4.设定加工参数:根据要求设定合适的加工参数,包括铣削
速度、进给速度、切削深度和切削宽度。
这些参数通常需
要根据实际情况进行试验和调整,以达到最佳的加工效果。
5.开始铣削:启动铣床或CNC铣床,使刀具按照预设路径进
行铣削。
根据加工尺寸和形状要求,选择合适的铣削方式,如面铣、侧铣、端铣等。
6.检查和修整:在铣削过程中,及时检查加工结果,确保尺
寸和表面质量符合要求。
根据需要,可以进行修整、打磨
和抛光等处理,以获得更好的表面光洁度和精度。
7.清洁和保养:完成铣削后,及时清洁工作台、刀具和机床,
保持设备的良好状态。
同时进行必要的保养和润滑,以延
长机床和刀具的使用寿命。
需要注意的是,具体的加工流程和参数设定会根据不同的石墨材料和加工要求有所不同。
石墨材料技术参数
4.7
标准等级 密度(g/cm3)
电阻率(μ Ωcm)
扬氏模量 抗折强度 肖氏硬度 *C.T.E.(
(GPa) (MPa)
(-) x10-6/℃)
G330
1.79
G347
1.85
东 G348
1.92
海 G458
1.86
G467
1.81
G520
1.83
G530
1.82
G535
1.82
G540
1.85
13.0
μΩcm
1100 1250 950 2190 920 1220 1000 1350 1100 1000 1340 1520 1550 1440 1550 1000 1410 2100
抗折强度
MPa
39.2 39.2 53.9 43.1 53.9 43.1 47.0 36.3 41.2 49.0 51.9 63.7 76.4 69.6 93.1 49.0 47.0 80.4
78
5.5
型号
规格(mm)
体积密度 (≮)(g/cm3
)
气孔率 (≯)(%)
抗压强度 (≮)(MPa
)
电阻率 (≯)(μ Ωcm)
灰分 (≯)(PPm
)
SMF-210 Φ330x220
SMF-210 Φ250x250
40
SMF-210 Φ300x250
1.70
24
SMF-210 Φ200x250
SMF-2201 Φ150x250
3.8
R8500 (V1466)
1.77
5/100:70
50
120
10.5
3.9
R8510
刀具加工参数-操机

2500.0
0.20~0.35
0.12
Ф4.0
12000.0
3000.0
0.15
3.50
15000.0
3000.0
0.20~0.35
0.12
Ф6.0
11000.0
2800.0
0.18
5.50
14000.0
4000.0
0.20~0.35
0.15
Ф8.0
10000.0
2500.0
15.00
15.0
0.10
12000.0
3000.0~3500.0
0.18
0.12
注:
此参数表只适合1~2号机床和4~5号机床,由于不同机床的"S"值的不同相应的"F"也应相应的改变.
以上参数的表最适合的刀夹长为:6D长,如果刀夹长超出了"6D"后那么相对的"F"值就应相应的降低
台湾机床精加工参数(铜料加工)
Ф12mm
3000.0
3000.0
0.20mm
10.50mm
Ф32.0xR6.0
1800.0~3000.0
2800.0
0.35mm
16.00mm
Ф25.0XR5.0
1800.0~3000.0
2800.0
0.30mm
11.00mm
Ф20.0xR5.0
1800.0~3000.0
3000.0
0.30mm
6.00mm
3500.0
1.00
6.50
14000.0
4500.0
0.20~0.60
0.60
Ф10.0
CNC加工参数(钢料)
∮25R0.8 1600
1500 0.14 0.11 0.08
∮35R0.8 1800
2000
0.2 0.17 0.13
∮35R0.8 1800
1800 0.14 0.11 0.09
∮35R0.8 1800
1500 0.13 0.1 0.07
∮21R4 2000
2000 0.24 0.21 0.18
开粗(刀长<120)
开粗(刀长>120<140)
开粗(刀长>140<160)
开粗(刀长<110)
开粗(刀长<110)
开粗(刀长>160<200)
(刀长<130)
开粗(刀长>130<160)
开粗(刀长<130)
开粗(刀长>130<200)
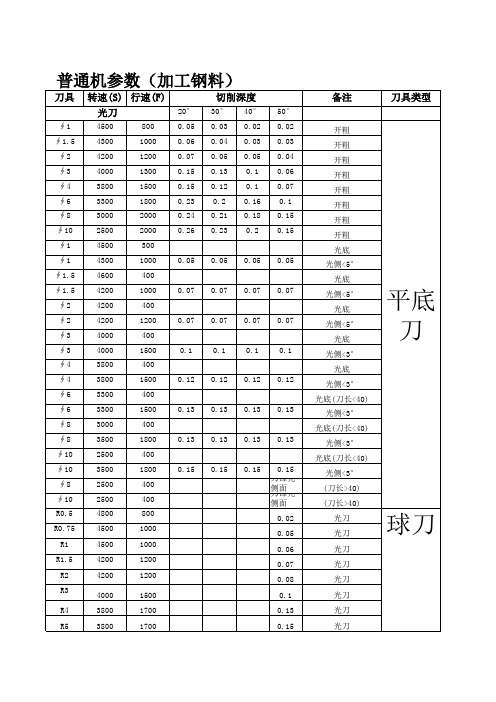
普通机参数(加工钢料)
刀具 转速(S) 行速(F)
切削深度
光刀
∮6
3300
400
∮6
3300
1500 0.13 0.13 0.13 0.13
∮8
3000
400
∮8
3500
1800
0.13 0.13 0.13 0.13
∮10
2500
400
∮10 ∮8 ∮10 R0.5 R0.75 R1 R1.5 R2 R3
3500 2500 2500 4800 4500 4500 4200 0.2
光底(刀长<130) 光侧<5°(刀长<130) 光侧<5°(刀长>130) 光侧90°(刀长<130)
0.15 0.15 0.2 0.15 0.15 0.2 0.2 0.15 0.2 0.35 0.2 0.2 0.2 0.2
8 石墨加工刀具参数选择表
STEP 5mm \ \ \ \ \ 5mm 5mm 3mm 2mm 0.5mm \ \ 2mm 3mm 3mm \ \ \ \ \ \
进给 F \ F8000 F8000 F8000 F4000 \ \ \ \ \ \ \ \ \ \ \ 10000 10000 10000 \ \ \
中光 转速 S \ S10000 S10000 S11000 S12000 \ \ \ \ \ \ \ \ \ \ \ 10000 11000 12000 \ \ \
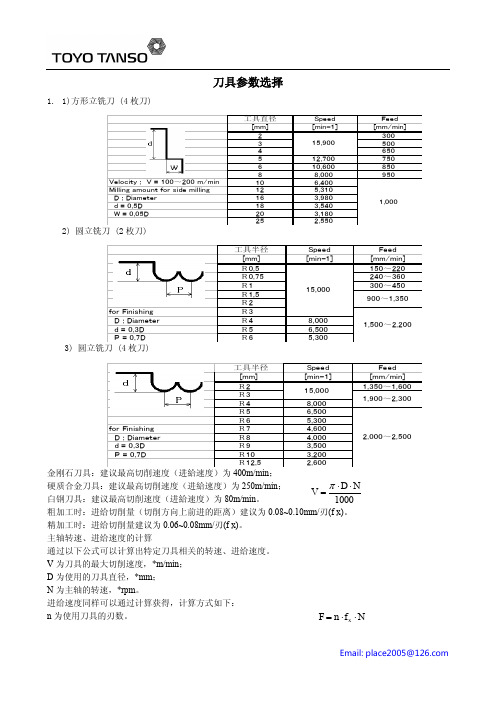
Velocity : V = 100 ~200 m/min Milling amount for side milling D : Diameter d = 0.5D W = 0.05D
1,000
2) 圆立铣刀 (2 枚刀)
工具半径 [mm] R0.5 R0.75 R1 R1.5 R2 R3 R4 R5 R6 Speed [min-1] Feed [mm/min] 150~220 240~360 300~450 900~1,350 8,000 6,500 5,300
STEP \ 0.7mm 0.6mm 0.5mm 0.3mm \ \ \ \ \ \ \ \ \ \ \ 0.45mm 0.4mm 0.3mm \ \ \
进给 F F3800 F5000 F5000 F5000 F4000 F2000 \ F3500 F3500 F3500 F2000 F1000 F4000 \ \ \ \ \ \ \ \ \
for Finishing D : Diameter d = 0.3D P = 0.7D
2,000 ~2,500
金刚石刀具:建议最高切削速度(进給速度)为 400m/min; DN 硬质合金刀具:建议最高切削速度(进給速度)为 250m/min; V 白钢刀具:建议最高切削速度(进給速度)为 80m/min。 1000 粗加工时:进给切削量(切削方向上前进的距离)建议为 0.08~0.10mm/刃(f x)。 精加工时:进给切削量建议为 0.06~0.08mm/刃(f x)。 主轴转速、进给速度的计算 通过以下公式可以计算出特定刀具相关的转速、进给速度。 V 为刀具的最大切削速度,*m/min; D 为使用的刀具直径,*mm; N 为主轴的转速,*rpm。 进给速度同样可以通过计算获得,计算方式如下: n 为使用刀具的刃数。 F n fx N
各种石墨参数收集

北大先行科技产业有限公司成立于1999年12月,位于北京市中关村科技园昌平园。
公司由东圣各种材料参数统计深圳市贝特瑞MSG-S(518) 负极石墨粒径:D10=9.764;D50=17.136um;D90=28.189;水分:0.039;碳含量:99.952;TAP密度:1.036;比表面积:2.784;首次容量/效率:363.51/94.18深圳市贝特瑞518 负极石墨粒径:D10=9.862;D50=16.888um;D90=28.374;水分:0.04%;碳含量:99.962;TAP密度;1.042%;比表面积:2.625;首次容量/效率:352.3/92.5%深圳市贝特瑞AG 负极石墨粒径:D10=7.137;D50=18.058um;D90=37.495;水分:0.035;碳含量:99.676;TAP密度:1.001 首次容量/效率:320.83/90.42%深圳市贝特瑞AG 负极石墨粒径:D10=7.53;D50=17.779um;D90=39.648;水分:0.041;碳含量:99.743;TAP密度:1.002;首次容量/效率:326.51/90.67%深圳市贝特瑞SAG-23 负极石墨粒径:D10=8.318;D50=21.097um;D90=47.119;水分:0.04;碳含量:99.925;TAP密度:1.021;比表面积:4.605;首次容量/效率:332.11/92.08深圳市贝特瑞818 负极石墨粒径:D10=11.453;D50=18.226um;D90=28.762;水分:0.036;碳含量:99.964;TAP密度:1.121;比表面积:1.947;首次容量/效率:364.63/95.29%深圳市贝特瑞818 负极石墨粒径:D10=10.859;D50=18.033um;D90=29.702;水分:0.037;碳含量:99.964;TAP密度:1.114;比表面积:1.972;首次容量/效率:362.39/94.24%深圳市贝特瑞AGP-2 负极石墨粒径:D10=6.829;D50=16.649um;D90=36.945;水分:0.039;碳含量:99.908;TAP密度:1.062;比表面积:4.856;首次容量/效率:324.31/90.25%深圳市金润科技KMD(高级)负极石墨粒径:D10=14.14;D50=20.23um;D90=25.42;振实密度:1.12g/cm3;比表面积:1.5m2/g ;水=0.04%;首放/效率=351/94%(1C);样品折射率:1.8;介质折射率:1.33;拟合残余:0.22;遮光比:8.8%深圳市金润科技K18(高级)负极石墨粒径:D10=13.14;D50=19.67um;D90=25.44;振实密度:1.04g/cm3比表面积:4.25m2/g;水=0.05%;首放/效率=325/92%(1C);珠海联众新材料LZ-25 负极石墨粒径50=22±2,真密度≥2.22,振实密度≥0.7;电阻率≤160uΩ.m;石墨化度≥70;灰分≤0.05;首次容量/效率:≥320/≥90;东莞市金卡本材料KC1-1(普通) 负极石墨外观:黑灰色;压实:1.5;真密度≥2.2g/cm3; 粒度10≥5;D50=20±5um;D90≤45;D99≤55;松装密度≥0.4;振实密度≥0.7;灰分≤0.5;水分≤0.5;碳含量≥99%;比表面积≤5m2/g首容量≥300;首效率≥90%;平台:1C>85min东莞市金卡本材料KC2-1(普通) 负极石墨外观:黑灰色;压实:1.5-1.6;真密度≥2.2g/cm3; 粒度10≥10;D50=25±5um;D90≤45;D99≤55;松装密度≥0.4;振实密度≥0.8;灰分≤0.5;水分≤0.5;碳含量≥99%;比表面积≤4.5m2/g ;首容量≥320;首效率≥90%;平台:1C>85min深圳普漫地新能源PMDF-188(普通) 负极石墨粒度10=10.35;D50=19.26um;D90=28.12; 真密度=2.22;振实密度=0.81;灰分=0.14;水分=0.09;碳含量≥99.9%;比表面积=1.5m2/g ;首容量≥328;首效率≥92.8%;辽宁宏光科技CGA-4M(高级) 负极石墨粒度50=17.7um;震实密度=1.1g/ml;松装密度≥0.5g/ml 真密度=2.22g/ml:比表面积=3.4g/ml;灰份=0.05%;首放/效率:≥354.7/93.2%长沙星城微晶石墨HAG2(普通) 负极石墨粒度10=8-12;D50=18-22um; D90=27-33um;震实密度≥0.95g/ml;松装密度≥0.55g/ml;真密度=2.22g/ml:比表面积≤4.2g/ml:水≤0.1%;灰份≤0.2%固定碳=99.5%;外观:黑灰色;东莞市清溪宏泰H-20(普通) 负极石墨粒度10≥10;D50=20±2um;D90≤45;Dmax≤75;震实密度≥0.85g/ml;松装密度≥0.5g/ml;真密度≥2.2g/ml:比表面积≤4.5g/ml:水≤0.5;灰份≤0.5固定碳≥99.5%首放/效率:≥320/90%新乡远东电子科技A080 负极石墨粒径:D10≥7;D50=17-23;D90≤50um;振实密度≥0.7g/cm3;比表面积≤5m2/g;首容量/效率:≥330/91%;固定碳≥99%;水分:≤0.2%;灰分≤0.5%;Fe≤100ppm深圳市海盈科技M5-1-20(宏远碳素) 负极石墨外观:黑色、黑灰色;压实:1.54-1.90;循环:10次≥97.5%;50次≥95%;100次≥92%;平台:首次>50min;50次>48min;100次>45min;首容量≥350;首效率≥86%;深圳市新宙邦LBC305(钢壳)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml深圳市新宙邦LBC305-1(铝壳)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml深圳市新宙邦LBC312-01(软包)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:8.7±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.20±0.03g/ml深圳市新宙邦DMC 电池级外观:无色透明液体;水分:≤20ppm 含量≥99.9%;甲醇≤50ppm;铁含量≤1.0ppm香河昆仑化学KLE-050 电解液外观:无色透明液体;水分:6.82ppm;电导率25℃:10.65ms/cm;游离酸≤5.62ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml香河昆仑化学KLE-095B 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:≥7.3ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.19-1.34g/ml香河昆仑化学KLE-106 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:≥7.3ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.19-1.34g/ml诺莱特科技SZ-SSDE-GRT-002 SZ-SSDE-GRT-001 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤50ppm ;色值≤50APHA;密度25℃:1.23±0.03g/ml广州天赐高科E-101 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤50ppm;色值≤50APHA;密度25℃:1.23±0.03g/ml珠海赛维电子材料SW2030 电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:12.1ms/cm;游离酸≤50ppm;色值≤50APHA;密度25℃:1.23±0.03g/ml汕头金光高科L14 电解液外观:无色透明液体;水分:≤15ppm;电导率25℃:10.5±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.21±0.03g/ml张家港国泰华荣LB-3571 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:9.7±0.5ms/cm;游离酸≤50ppm;铁含量:≤5ppm;密度25℃:1.227±0.01g/ml;CL≤1;Na≤10;K≤10;Ca≤10;SO4≤10;pb≤5;深圳普漫地新能源PMDF-188(普通) 负极石墨粒度D10=10.35;D50=19.26um;D90=28.12;真密度=2.22;振实密度=0.81;灰分=0.14;水分=0.09;碳含量≥99.9%;比表面积=1.5m2/g;首容量≥328;首效率≥92.8%;辽宁宏光科技CGA-4M(高级) 负极石墨粒度50=17.7um;震实密度=1.1g/ml;松装密度≥0.5g/ml;真密度=2.22g/ml:比表面积=3.4g/ml;灰份=0.05%;首放/效率:≥354.7/93.2%长沙星城微晶石墨HAG2(普通) 负极石墨粒度D10=8-12;D50=18-22um;D90=27-33um;震实密度≥0.95g/ml;松装密度≥0.55g/ml;真密度=2.22g/ml:比表面积≤4.2g/ml:水≤0.1%;灰份≤0.2%固定碳=99.5%;外观:黑灰色;东莞市清溪宏泰H-20(普通) 负极石墨粒度10≥10;D50=20±2um;D90≤45;Dmax≤75;震实密度≥0.85g/ml;松装密度≥0.5g/ml;真密度≥2.2g/ml:比表面积≤4.5g/ml:水≤0.5;灰份≤0.5固定碳≥99.5%首放/效率:≥320/90%新乡远东电子科技A080 负极石墨粒径:D10≥7; D50=17-23; D90≤50um;振实密度≥0.7g/cm3;比表面积≤5m2/g;首容量/效率:≥330/91%;固定碳≥99%;水分:≤0.2%;灰分≤0.5%;Fe≤100ppm深圳市海盈科技M5-1-20(宏远碳素) 负极石墨外观:黑色、黑灰色;压实:1.54-1.90; 循环:10次≥97.5%;50次≥95%;100次≥92%;平台:首次>50min;50次>48min;100次>45min;首容量≥350;首效率≥86%;深圳市新宙邦LBC305(钢壳)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml深圳市新宙邦LBC305-1(铝壳)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml深圳市新宙邦LBC312-01(软包)电解液外观:无色透明液体;水分:≤10ppm;电导率25℃:8.7±0.5ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.20±0.03g/ml深圳市新宙邦DMC 电池级外观:无色透明液体;水分:≤20ppm;含量≥99.9%;甲醇≤50ppm;铁含量≤1.0ppm香河昆仑化学KLE-050 电解液外观:无色透明液体;水分:6.82ppm;电导率25℃:10.65ms/cm;游离酸≤5.62ppm;铁含量:≤1.0ppm;密度25℃:1.23±0.03g/ml香河昆仑化学KLE-095B 电解液外观:无色透明液体;水分:≤20ppm ;电导率25℃:≥7.3ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.19-1.34g/ml香河昆仑化学KLE-106 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:≥7.3ms/cm;游离酸≤30ppm;铁含量:≤1.0ppm;密度25℃:1.19-1.34g/ml诺莱特科技SZ-SSDE-GRT-002 SZ-SSDE-GRT-001 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤50ppm;色值≤50APHA;密度25℃:1.23±0.03g/ml广州天赐高科E-101 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:10.4±0.5ms/cm;游离酸≤50ppm;色值≤50APHA;密度25℃:1.23±0.03g/ml珠海赛维电子材料SW2030 电解液外观:无色透明液体;水分:≤10ppm ;电导率25℃:12.1ms/cm;游离酸≤50ppm;色值≤50APHA;密度25℃:1.23±0.03g/ml汕头金光高科L14 电解液外观:无色透明液体;水分:≤15ppm;电导率25℃:10.5±0.5ms/cm;游离酸≤30ppm; 铁含量:≤1.0ppm;密度25℃:1.21±0.03g/ml张家港国泰华荣LB-3571 电解液外观:无色透明液体;水分:≤20ppm;电导率25℃:9.7±0.5ms/cm;游离酸≤50ppm ; 铁含量:≤5ppm;密度25℃:1.227±0.01g/ml;CL≤1;Na≤10;K≤10;Ca≤10;SO4≤10;pb≤5;石家庄百思特BST-2(锰酸锂)正极活性Li:3.7-3.98;Mn:59.5-61.6; 振实密度>2.0;粒度D50=10-20um;比表面积<0.8m2/g;首次容量/效率:≥101/90石家庄百思特(钴酸锂)正极活性Li:6.95-7.15;Co:59.5-60.5 振实密度>2.0;粒度D50=5-10um;分子量:97.87;首次容量/效率:≥138/85石家庄百思特(钴镍锰酸锂)正极活性Li:7.2-7.6;Co+Ni+Mn:55.8-56.8;振实密度>1.8;粒度D50=8-15um;分子量:97.87;首次容量/效率:≥141/82.5安徽亚兰德新能源(钴酸锂)正极活性比表面积:0.2-0.5m2/g;松装密度1-1.3振实密度2.5-2.8;粒度D50=6-11um分子量:97.87;PH9-10.5;CO含量:59.6-60.6个旧圣比和实业(钴酸锂)正极活性比表面积:0.15-0.3m2/g振实密度>2.9;粒度D50=7-9um分子量:97.87;首次容量:152-158乾运高科QY-102(锰酸锂) 正极活性动力型粒径:D50=10-12um;环境湿度:15-35度PH值≤8-10;松装密度>1.2;TD密度≥2.2比表面积:≤0.6;首次容量/效率:≥100/90%循环:100次≥92%;300次≥85%;55度高温循环:100次≥85%;300次≥80%;广州融达电源材料MCG(锰酸锂) 正极活性粒径:D10≥3.0;D50=14-20um;D90≤40;PH值=8-10;包装:25kg;TD密度≥2.2比表面积:0.5-1.2;首次容量/效率:≥110/90%Mn=58.5-60;Li:3.7-4.4;Na≤0.4;Fe≤0.02Ca≤0.03;Ni≤0.01%;H2O≤0.06临析杰能新能源GN-Mn-02(锰酸锂) 正极活性粒径:D10≥2.0;D50=10-20um;D90≤40;PH值≤8-11;包装:25kg;TD密度≥1.8比表面积:0.5-1.5;首次容量/效率:≥90/95Mn≥58-60.5;Li:3.5-4.5;Na≤0.05;Fe≤0.02Cu≤0.02;Ca≤0.05;Ni≤0.03%;H2O≤0.10临析杰能新能源GN-Mn-01(锰酸锂) 正极活性粒径:D10≥2.0;D50=12-16um;D90≤40;PH值≤8-11;包装:25kg;TD密度≥2.0比表面积:0.5-1.5;首次容量/效率:≥105/95Mn=58-60.5;Li:3.5-4.5;Na≤0.05;Fe≤0.02Cu≤0.02;Ca≤0.03;Ni≤0.03%;H2O≤0.10云南玉溪汇龙科技HLA(锰酸锂) 正极活性粒径D50=5-20um;PH值≤5-7;包装:25kg;TD密度≥2.10比表面积:0.5-1.5;首次容量/效率:≥120/94%Mn≥57;Li:3.5-4.5;Na≤0.05;Fe≤0.03Cu≤0.02;Ca≤0.03;Ni≥3.85;H2O≤0.10深圳市贝特瑞LMO(锰)正极活性粒径:D10=1.717;D50=8.863um;D90=23.993;水分:0.048;振实密度:4.053;TAP密度:2.115比表面积:2.284;首次容量/效率:118.3/98%深圳市贝特瑞LFP(三元)正极活性粒径:D10=0.787;D50=5.361um;D90=14.133;水分:0.041;TAP密度:1.170比表面积:15.2;首次容量/效率:142.1/92.15%深圳三晶锂业三元正极活性粒径:D10=6±1;D50=9-11um;D90=16-20;PH值≤11.5;;TD密度≥2.1;外观:黑色固体比表面积:≤0.5;形貌:球形;Al≤0.03;Ni+Mn+Co=58-61.5;Li:7.05-7.4;Fe≤0.01Cu≤0.001;H2O≤0.10;Mg≤0.02深圳市天骄科技PLB-H5 正极活性粒径:D10≥5.0;D50=9-12um;D90≤25;PH值≤11.5;包装:25±0.02kg;TD密度≥2.3比表面积:0.2-0.5;首次容量/效率:≥153/89.5Ni+Mn+Co≥57.17;Li:7-8;Na≤0.03;Fe≤0.01Cu≤0.01;H2O≤0.10;深圳市天骄科技PLB-F 正极活性粒径:D10≥2.0;D50=6-12um;D90≤18;PH值≤11.5;包装:25±0.02kg;TD密度≥2.00比表面积:0.3-1.0;首次容量/效率:≥145/89.5Ni+Mn+Co≥57.17;Li:7-8;Na≤0.10;Fe≤0.02Cu≤0.01;H2O≤0.10;江西江特锂电材料三元(L532)正极活性粒径:D10≥4.5;D50=7-12um;D90≤25;PH值≤11.5;包装:25±0.02kg;TD密度≥2.20比表面积:≤1.0;首次容量:≥145/2.75-4.2VNi+Mn+Co:57~61;Li:7-8;Ca≤0.02;Fe≤0.01Cu≤0.01;H2O≤0.10;Mg≤0.02%重庆特瑞电池材料三元(TR-202)正极活性Ni+Mn+Co=56.7-62.7;Ca≤0.03;Na≤0.01;SO4≤0.05;PH=9.5-12;水≤0.05%;克容量≥150振实密度2.0-2.5g/cm3;比表面积0.6-1.5m2/g粒径:D10=1-5;D50=5-12;D90=12-25;外观:灰黑色粉末;规格:25±0.02Kg/桶宁波金和新材料三元(S600)正极活性粒径:D10≥3;D50=8-12um;D90≤23;PH值10-11.5;外观:黑色粉末;TD密度1.9-2.5比表面积:0.3-0.7;松装密度≥0.7g/cm3;Ni+Mn+Co≥56;Li:7-7.6;Ca≤0.02;Fe≤0.012Mg≤0.02;Cu≤0.005;Na≤0.01%;H20≤0.2%河南思维能源材料三元(TTM-532)正极活性粒径:D10≥4;D50=7-15um;D90≤25;PH值9-12;外观:黑灰色粉末;TD密度≥2.00比表面积:≤0.5;首次容量/效率:≥170/85%Ni+Mn+Co≥58;Li:7-8;Ca≤0.02;Fe≤0.01Pb≤0.01;Cd≤0.10;Si≤0.02%佛山市金辉高科厚*宽=25um*44mm 隔膜外观:乳白色;厚度:23-29;透气度:400sec/100ml孔隙率:40%;穿刺强度:389g;拉伸强度MD:95Mpa拉伸强度TD:104Mpa;闭孔温度:133℃;破膜:151℃90℃热收缩MD/TD:2.7/1.3%150℃热收缩MD/TD:14/13.4%深圳市吉美泰电子厚*宽=20um*38mm 隔膜外观:乳白色;厚度:18-22;透气度:≤30〞seconds孔隙率:40-50%;穿刺强度:≥380g闭孔温度:134℃;破膜:166℃90℃热收缩MD/TD:≤3.0%/0%拉伸强度TD:≥100kg/cm2;拉伸强度MD:≥1500;上海荣仲实业乙炔炭黑(DENKA BLACK) 导电剂(正负极均可)含潮量:0.06-0.15%;灰分0.06%;沙状物:0.001%电阻:0.195-0.225Ω-cm;吸碘值87mg/gHCL吸收量13.6-15.8cc/5g;丙酮萃取量0.01%表观密度:0.036-0.250g/cc;C=99.84%;O=0.12%H=0.04%;比表面积80m2/g;粒子直径:27-35um江西正拓新能源SHP-15 导电剂粒径D10=3.8,D50=7.1,D90=14.2;证实密度:0.35g/cm3;碳含量99.973%XRD=3.3573A;Fe=8.86ppm;CL=44.08;SO4=5.58NO3=10.39ppm;容量/效率=350/93%江西正拓新能源SHP-8 导电剂粒径D10=2.5,D50=4.14,D90=8.96;证实密度:0.25g/cm3;碳含量99.985%XRD=3.3525A;Fe=8.48ppm;CL=10.38;SO4=6.25NO3=8.44ppm;容量/效率=350/94%江西正拓新能源SHP-2 导电剂粒径D10=2.19,D50=3.97,D90=8.85;证实密度:0.2415g/cm3;碳含量99.98%XRD3.3573A;Fe=8.81ppm;CL=44.01;SO4=5.65NO3=10.39ppm;容量/效率=350/93%广州松柏化工SBR 电池级固含量:48-52%;PH=6-7.5;粘度80-400Mpa.s最低成膜温度:2℃;表面张力:40-48粒度:D50=150nm广州松柏化工CMC 电池级外观:白色或微黄色粉末;粘度mpa.s2%水=1300nacl(氯化物)0.45%;水分=3.85%;PH=7Pb≤0.01;fe≤0.01;As≤0.01%纯度99.71%广州松柏化工PTFE 电池级外观:白色均匀乳液;粘度6-15mm2/s树脂含量=60±2%;粒度=0.05-0.2um;ph≥8密度(20摄氏度)=1.48-1.55g/cm3江门赫克力士化工羧甲基纤维素纳电池级外观:白色或微黄色粉末;粘度mpa.s1%水≥650nacl(氯化物)≤0.3%;PH,1%=6.5-8.5取代度0.65-0.95;干燥减量≤10%成都中科来方能源AAA(正极)水性胶外观:微黄均一乳液;PH=7-8;粘度(40°)=6-7Pa.s;固含量=14.9-15.1%稳定性(一年内):不分层、不破乳成都茵地乐电源LA-132(负极)水性胶外观:微黄均一乳液;PH=7-8;粘度(40°)=5000Pa.s;固含量=15%稳定性(一年内):不分层、不破乳成都茵地乐电源LA-135(负极)水性胶外观:微黄均一乳液;PH=7-8;粘度(40°)=19200Pa.s;固含量=14.3%稳定性(一年内):不分层、不破乳深圳国兴新电源10um*320mm(双毛) 铜箔钟孔及渗透:无个/m2;单位质量面积:96g/m2 厚度:10um;抗拉强度35.5kg/mm2 延伸率:3.3%;抗氧化:(180°无变化)深圳伟德智铝制品1235-H18 铝箔UST≥15mpa;Si≤0.2;FE≤0.5;CU=0.05-0.2 MN≤0.05;ZN≤0.1%;AL≥99.3%;淮南市超强化工N-甲基吡咯烷酮电子级外观:无色透明液体;纯度≥99.9%;丁丙脂≤0.02;水≤0.03;色度≤10;密度=1.028-1.03g/ml;折光率=1.465-1.47濮阳迈奇科技N-甲基吡咯烷酮电子级外观:无色透明液体;纯度≥99.9%;PH=7-9 丁丙脂≤0.05;水≤0.02;色度≤20;氨≤0.003 密度=1.029-1.033g/ml;折光率=1.467-1.471香港创世纪实业0.15*3 铝镍复合带镍,铝比率=2:1(±0.02);镍铝含量≥99.6% 尺寸:T=0.15±0.02;B=3.00±0.05; 表面无毛刺、划痕、辊印等抗拉强度=350-420mpa;整合面积≥99.5%香港创世纪实业0.15*3 镍带As=0.0004;Ca=0.004;Si=0.0023;Sb=0.0001Mn=0.0004;Mg=0.0023;pb=0.0003;Sn=0.0001 Zn=0.0008;C=0.011;S=0.0005;P=0.0014; AL=0.019;Ni≥99.94%Fe=0.0089;Bi=0.0001;Cu=0.0058;Cd=0.0001厦门中物投进出口HSV900 PVDF 密度:1.77-1.79;熔点=165-172°C;熔融粘度:3400-4500Pa.s,绕曲模量:1360-2210mpa 抗拉强度=107-214j/m;整合面积≥99.5% 极限氧指数:43%;1.8mpa热变形温度:107-214°邵氏硬度:76-80D;断裂时延伸率:50-250%D638 断裂时拉伸强度;34-43%;抗拉强度;40-55%D638梅雁单面毛铜箔单位95-100强度300兴达国际远东胶带阻燃/绝缘7.5KV常州康捷电池材料68*0.20 隔膜短裂强度30N/1.5CM张家港国泰华容2次锂电池LB-301电解液电导率11.5±0.52次锂电池LB-302 电导率7.8±0.52次锂电池LB-303 电导率9.8±0.52次锂电池LB-304 电导率10.5±0.52次锂电池LB-313 电导率10.5±0.52次锂电池LB-315 电导率10.5±0.5河北香河昆仑化学普通电解液电导率7.3±0.5低温电导率9.5±0.5动力电导率7.5±0.5循环性能电导率7.5±0.5新乡格瑞恩25-96*16-40 隔膜收缩率≤1/孔隙45港隆实业碳酸甲乙脂EMC 甲基纯度≥99.95% 碳酸二乙脂DEC 纯度≥99.95%碳酸二甲脂DMC 纯度≥99.95%碳酸甲丙脂MPC 纯度≥99.95%汕头金光高科普通L14 电解液电导率10.5±0.5 普通L30 电导率10±0.5锰酸锂JT-01-LM 电导率8.2±0.5圆柱JT-01-Y 电导率10.5±0.5软包装JR-01 电导率9.5±0.5软包装JR-02 电导率7.8±0.5北京创亚恒圆柱LE-3501 电解液电导率10.5±0.5普通LE-123 电导率11±0.5深圳信用特殊胶带耐电解液/高温绝缘胶带耐温-40-280绿色终止胶耐温-40-160透明胶耐温-40-160东莞志凌电子材料耐电解液/高温绝缘胶带耐温-40-280绿色终止胶耐温-40-150珠海塞纬电子材料SW2030 电解液电导率12.1MS/CM HF≤13PPM 密度1.259G/CM3濮阳N-甲基吡咯烷酮甲基纯度≥99.90% 密度1.029-1.033 折光率1.467-1.471成都茵地乐电源LA-132 水性粘合剂黏度5000 固含量15%LA-135 黏度19200 固含量14.3%福来顺电子材料0.018*346 铝箔抗拉192N/MM2 单位质量48.8±2G/M20.016*338 抗拉192N/MM2 单位质量44±2G/M2深圳国兴新电源科技0.010*348 电解铜箔抗拉44KG/MM2 单位质量96.5±0.5G/M20.010*170 抗拉41.3KG/MM2 单位质量95.9G/M2佛冈建涛实业0.010*348 电解铜箔深圳国兴新电源科技0.010*304 电解铜箔抗拉44.5KG/MM2 单位质量97±0.7G/M20.010*367 抗拉42.1KG/MM2 单位质量97.5±0.5G/M20.010*356 抗拉37.6KG/MM2 单位质量96.2±1G/M20.010*347 抗拉42.1KG/MM2 单位质量96.2±1G/M20.010*352 电解铜箔抗拉41.3KG/MM2 单位质量97.5G/M2新乡金邦电源科技SBR2918 羧基丁本胶乳固含量48±2% PH值6-8 SBR2919 固含量50±2% PH值6-7MP-0831A 阻锈剂密度0.83±0.05 覆盖面积100-120M2/KGMP-0931A 密度1.03±0.05 PH值10-12东莞金卡本KC1-1 1.8%CMC:SBR:K=1:1.4:0.055276mah/g东莞金卡本KC2-1 D50粒径25±5UM/D90/10≤45/≥10 285mah/g湖南辉宇科技SSG-1 S:CMC:SBR:SFG-6=100:2.5:2:4 330mah/gSSG-2 S:CMC:SBR:SFG-6=100:1:2:4325mah/gSSG-3 S:CMC:SBR:SFG-6=100:1:2:5315mah/g贝特瑞418 4:1.5%CMC:SBR:S-P=100:130:5:1320mah/g316 人造石墨330mah/g888 高端复合石墨340mah/gNAG 复合石墨310mah/gSAG 人造石墨320mah/g长沙海容电子材料MGM 改性石墨330mah/gSKG-S30 复合石墨330mah/gCAP-A61(SKG-2)复合碳素粉320mah/g新乡远东电子AP080-1 复合碳素粉310mah/gNPB272 复合碳素粉315mah/gA080 复合碳素粉300mah/g浙江宏远碳素MI-25 复合碳素粉280mah/g长沙星城微晶石墨HAG2 石墨290mah/g辽宁弘光科技CGP-1B 石墨310mah/g 首放93.3%/D50=18UM 本文摘自: 电池论坛() 详细出处请参考:/thread-113672-1-1.html。
森玛德数控浅谈石墨电极在模具加工中的应用

森玛德数控浅谈石墨电极在模具加工中的应用石墨电极材料特性C加工速度快、切削性高、修整容易石墨机加工速度快,为铜电极的3~5倍,精加工速度尤其突出,且其强度很高,对于超高(50~90mm)、超薄(0.2~0.5mm)的电极,加工时不易变形。
而且在很多时候,产品都需要有很好的纹面效果,这就要求在做电极时尽量做成整体公电极,而整体公电极制作时存在种种隐性清角,由于石墨的易修整的特性,使得这一难题很容易得到解决,并且大大减少了电极的数量,而铜电极却无法做到。
2.快速EDM成形、热膨胀小、损耗低由于石墨的导电性比铜好,所以它的放电速度比铜快,为铜的3~5倍。
且其放电时能承受住较大电流,电火花粗加工时更为有利。
同时,同等体积下,石墨重量为铜的1/5倍,大大减轻EDM的负荷。
对于制作大型的电极、整体公电极极具优势。
石墨的升华温度为4200℃,为铜的3~4倍(铜的升华温度为1100℃)。
在高温下,变形极小(同等电气条件下为铜的1/3~1/5),不软化。
可以高效、低耗地将放电能量传送到工件上。
由于石墨在高温下强度反而增强,能有效地降低放电损耗(石墨损耗为铜的1/4),保证了加工质量。
3.重量轻、成本低一套模具的制作成本中,电极的CNC机加工时间、EDM时间、电极损耗等占总体成本的绝大部分,而这些都是由电极材料本身所决定。
石墨与铜相比,石墨的机加工速度和EDM速度都是铜的3~5倍。
同时,磨损极小的特性与整体公石墨电极的制作,都能减少电极的数量,也就减少了电极的耗材与机加工时间。
所有这些,都可大大降低模具的制作成本。
石墨电极机电加工要求与特点1.电极的制作专业的石墨电极制作主要采用高速机床来加工,机床稳定性要好,三轴运动要均匀稳定不振动,而且像主轴这些回转精度也要尽可能的好。
对一般的机床也可以完成电极的加工,只是编写刀路的工艺与铜电极有所不同。
2.EDM放电加工石墨电极就是碳电极。
因为石墨的导电性能好,所以在放电加工中能节省大量时间,这也是用石墨做电极的原因之一。
电极石墨工厂编程
石墨加工参数表若加工过程中需要的“刀长”值还大一些,则各项速度值均应相应调低!反之,可适当调高一些.2.由于所列F.S.基本上全部为高速切削,对于3D图中有很多拐角和利角的情况,编程时要将刀路作修圆及平顺处理,否则很可能会发生弹刀或过切,这样对刀刃损耗很大同时会伤及工件!3."视斜度而定"的具体多少度走多少丝的步距,请参考"切削参数计算公式".单击"视斜度而定",可用于跟踪"参数计算公式".热锁刀头表米克朗小机哈斯机D3刀柄D1=6D2=11D3=20L1=50D3刀柄D1=8D2=12L1=55L2=42D4刀柄D1=7D2=12D3=20L1=50D4刀柄D1=7D2=12L1=55L2=42D6刀柄D1=9D2=14D3=20L1=50D6刀柄D1=9D2=14L1=55L2=42D10刀柄D1=13D2=18D3=26L1=60D10刀柄D1=13D2=18L1=55L2=45米克朗大机D3刀柄加长D1=6 D2=13 L1=80 L2=88 D4刀柄D1=7 D2=12 L1=55 L2=42 D6刀柄加长D1=9 D2=19 L1=110 L2=98 D10刀柄D1=13 D2=18 L1=52 L2=42最新机加工刀库表制定: 宋志确认:常用刀具较常用刀具但是由于三台小HAAS刀库不够,加工时需更改刀号,其它机床可固定这六把刀.T17-T22为较常用刀具,同样除了小HAAS外,其它机床可固定这六把刀.不常用刀具和非标刀具均定义在T23号刀之后,另外,D10光刀分为两种装刀长度,请合理使用.球刀或平底刀插削步距计算公式: 球刀或圆鼻刀等高加工步距计算公式:刀具切削速度计算公式:刀具直径( Φ) 10模型斜度(a)8刀具直径(D)10残留痕(W)0.01刀具圆角半径(R)5线速度(V)600插削步距(S )0.6325残留痕(W)0.008刃口数(N)2计算公式: S=2√Φw下刀量(S)0.2805每刃切削量(W)0.07计算公式(a>8°):S=2cosa√2Rw计算公式S=W/tga+√0.01R切削速2675平底刀等高加工步距计算公式:光边的要暂停,不分层光边的,则只需将此程式提高刀锋的相应差值的一个高度即可.3,一般情况下,编程员都必须以底为零来编程,如果下料尺寸有高,则相应的将基准抬高进行编程, 铝板作基准的编程统一以铝板面为零位来编程.铝板作加强的编程,请也尽量以石墨底为零位.4,操作员在程式单未注明的情况下,单石墨加工都以四边分中,石墨底为零位. 铝板作基准用的,全部以铝板分中,铝板面降0.3为零位.铝板作加强用时,请按编程员要求进行取数. 如果石墨下料尺寸比实际尺寸有较大的偏差,请通知编程员.5,程式上所显示的图形,均为完成后的效果图.方向表示则全部以右下角为工件的正前方,以后遇到返修和降面则以此方向进行摆放. 需注意,此摆放仅仅适用POWERMILL自动出的程式单,否则,必须注意方向摆放.6,程式单上的"装刀长"前面没有出现**号的,表示内定的装刀长度,操作员可通过工件实际尺寸的高度和底座高度进行相应的调整刀长, 前面有带有**号的,为碰撞检查后的标准长度,所以操机员在遇到此种装刀长度时,要相应的装长1-2MM.CNC编程基本的步骤2. 从公共盘里取需要加工的图档,要注意日期,最新图档等.3. 将图形转入编程软件后,要先检查是否存在着着多曲面,少曲面,曲面变形,残缺等现象.,将显示公差给到适当的数值,看图形是否会有掉刀路的可能.4. 分析直身面,平面与最小的R角为多少,需要哪些刀具来加工,加工方案应先有个大致的轮廓.5. 调用适应的刀具进行由粗到精至清角加工,不可因麻烦而偷懒少写程式,在编程式时,不要心急,头脑要清醒,多看看先前填写的加工单.6. 做完NC后要进行详细地检查,刀号,刀径,火花位,深度,余量,安全高度等参数,要模拟刀路一次.,利用”碰撞检测”算出刀具的加工深度.7. 填写程式单,将刀具刀号和程式对号入座填写,刀具装夹长度按上个步骤所得的数据适当地加长.工件的长,宽,高的摆放,X,Y,Z的取数方式的检查和填写.8. 检查程式单无误后,将其保存并打印出来,将程式调入相应的路径位置.客户确认人签字:_____________ 确认日期:_____________编程处罚制度制定: 宋志审核:1,目的: 提高编程效率,控制编程错误率,提升编程员技能2,范围: 全体编程员3,内容: (1)、编程员每犯错一次但不需补料的均需填写"错误分析报告"。