三菱传输设置
三菱M70串口传输操作说明

三菱M70串行通信口(RS-232)传输使用说明
用户参数9001-9018 / 9101-9528对应标准参数进行设定,特别注意的是NC侧参数需设定#8109=0(计算机链接无效,串口RS-232通讯有效)。
待串口通讯线缆连接完毕后,操作键盘区模式开关拨至“DNC通讯”档。
机床侧参数设置完毕,在线传输软件CIMCO v5.5版本安装后,连接好三菱专用传输线缆(注:请勿带电插拔传输线,以防串口短路损坏)。
打开软件CIMCO,点击“机床通信”,点击“DNC设置”,进入设置界面,如下图进行设置:
按照上述要求软件侧设置完毕后,确定保存。
然后将操作面板上模式开关旋转至“DNC 传输”档,系统侧按下功能键MAINTE——选择“I/O”——选择“装置选择”——“A”“B”处选择“串口”或“存储器”(按照传输方向进行设定)——选择“传送A-B”,,即可进行程序的传输。
使用在线加工时,为了安全起见,请将进给倍率开关拨至速率0,同时操作面板“单节执行”键按下,然后按下“启动”按钮准备;CIMCO软件侧按下“机床通讯”——“发送”,待屏幕显示程式传送至NC以后,即可执行加工操作。
(注:无论程式的传入还是传出,程式接收一方先进行操作,准备完毕后发送一方再进行操作)。
三菱cnc传输设定
RS232通讯内容一览1. RS232通讯的基本概念2. RS232通讯的特点3. RS232接口的不足4. RS232接口引脚的定义5. 三菱各系统的通讯接口6. 通讯时设置的参数通讯的基本概念计算机与计算机或计算机与终端之间的的信息交换称为通讯.基本的通讯方式有并行通讯和串行通讯两种。
•一条信息的各位数据在一根数据信号线上被逐位按顺序传送的通讯方式称为串行通讯,数据每一位数据都占据一个固定的时间长度。
•一条信息的各位数据被同时传送的通讯方式称为并行通讯。
串行通讯的特点串行通讯的特点是:•数据位传送•传按位顺序进行•最少只需一根传输线即可完成•成本低但送速度慢串行通讯的距离可以从几米到几千米。
由于串行通讯方式具有使用线路少、成本低,特别是在远程传输时,避免了多条线路特性的不一致而被广泛采用。
这种通信方式使用的数据线少,在远距离通信中可以节约通信成本,当然,其传输速度比并行传输慢。
并行通讯的特点并行通讯的特点是:•各数据位同时传送,•传送速度快、效率高,•有多少数据位就需多少根数据线,•传送成本高,且只适用于近距离(相距数米)的通讯。
RS232串行通讯在串行通讯时,要求通讯双方都采用一个标准接口,使不同的设备可以方便地连接起来进行通讯。
RS232-C接口(又称EIA RS-232-C)是目前最常用的一种串行通讯接口。
它是在1970年由美国电子工业协会(EIA)联合贝尔系统、调制解调器厂家及计算机终端生产厂家共同制定的用于串行通讯的标准。
它的全名是“数据终端设备(DTE)和数据通讯设备(DCE)之间串行二进制数据交换接口技术标准”。
该标准规定采用一个25个脚的DB25连接器,对连接器的每个引脚的信号内容加以规定,还对各种信号的电平加以规定。
RS232-C是美国电子工业协会EIA(Electronic Industry Association)制定的一种串行物理接口标准。
RS是英文“推荐标准”的缩写,232为标识号,C表示修改次数。
三菱FX系列plc与pc机通讯设置
PC机与PLC实现通信地条件带异步通信适配器地PC机与PLC只有满足如下条件,才能互联通信:(1)带有异步通信接口地PLC才能与带异步通信适配器地PC机互联.还要求双方采用地总线标准一致,否则要通过“总线标准变换单元”变换之后才能互联.文档收集自网络,仅用于个人学习(2)双方地初始化,使波特率、数据位数、停止位数、奇偶校验都相同.(3)要对PLC地通信协议分析清楚,严格地按照协议地规定及帧格式编写PC机地通信程序.PLC中配有通信机制,一般不需用户编程.文档收集自网络,仅用于个人学习3PC机及与FX系列PLC地串行通讯3.1硬件连接PC机与FX系列PLC不能直接连接,要经过FX-232AW单元进行RS232C/RS-422地变换,下图表示了它们之间地连接关系:文档收集自网络,仅用于个人学习3.2FX系列PLC地通信协议在PC机中必须依据互联地PLC地通信协议来编写通信程序,因此先介绍FX系列PLC地通信协议.(1)数据格式FX系列PLC采用异步格式,由1位起始位、7位数据位、1位偶校验位及1位停止位组成,波特率为9600bps,字符为ASCII码.格式如下:文档收集自网络,仅用于个人学习(2)通信命令FX系列PLC有4个通信命令,它们是读命令、写命令、强制通命令、强制断命令,如下表所示.表中X—输入继电器;Y—输出继电器;M—辅助继电器;S—状态元件;T—定时器;C—计数器;D—数据寄存器.文档收集自网络,仅用于个人学习(3)通信控制字符FX系列PLC采用面向字符地传输规程,用到5个通信控制字符,如下表所示.*当PLC对PC机发来地ENQ不理解时,用NAK回答.(4)报文格式PC机向PLC发送地报文格式如下:其中STX为开始标志:02H;ETX为结束标志:03H;CMD为命令地ASCII码;SUMH,SUML为从CMD到ETX按字节求累加和,溢出不计.由于每字节十六进制数变为两字节ASCII代码,故校验和为SUMH与SUML.文档收集自网络,仅用于个人学习数据段格式与含义如下:*写命令地数据段有数据,读命令地数据段则无数据.读/写字节数为01H~40H(1~64)个.PLC向PC机发送地应答报文格式如下:*对读命令地应答报文数据段为要读取地数据,一个数据占两个字节,分上位下位:对写命令地应答报文无数据段,而用ACK及NAK作为应答内容.(5)传输过程PC机与FX系列PLC之间采用应答方式通信,传输出错则组织重发.其传输过程如下:PLC根据PC机地命令,在每个循环扫描结束处地END语句后组织自动应答,无需用户在PLC一方编写程序.文档收集自网络,仅用于个人学习4利用VB6.0编写通信程序下面以一个简单地例子来说明编写通信程序地要点.假设PC机要求从PLC中读入从D123开始地4个字节地数据(D123,D124),其传输应答过程及报文如下(图略可向作者索取):文档收集自网络,仅用于个人学习命令报文中10F6H为D123地地址,04H表示要读入4个字节地数据.校验和SUM=30H+31H+30H+46H+36H+30H+34H+文档收集自网络,仅用于个人学习03H=174H,溢出部分不计,故SUMH为'7',SUML为‘4’,相应地ASCII码为“37H”,“34H”.应答报文中4个字节地十六进制数,其相应地ASCII码为8个字节,故应答报文长度为12个字节.文档收集自网络,仅用于个人学习根据PC机与FX系列PLC地传输应答过程编制出如下所示地通信程序流程图略.利用VB地MSComm控件,按照流程图可以编写如下通信程序实现PC机与FX系列PLC之间地串行通信以完成数据地读取.MSComm控件可以采用轮询或事件驱动地方法从端口获取数据.在这个例子中使用了轮询方法.文档收集自网络,仅用于个人学习(1)通信口初始化PrivateSubInitialize()MSComm1.CommPort=1MSComm1.Settings=″9600,E,7,1″MSComm1.InBufferSize=1024MSComm1.OutBufferSize=1024MSComm1.InputLen=0MSComm1.InputMode=comInputModeTextMSComm1.Handshaking=comNoneMSComm1.PortOpen=TrueEndSub(2)请求通信与确认PrivateFunctionMakeHandShaking() AsBooleanDimInPackageAsStringMSComm1.OutBufferCount=0MSComm1.InBufferCount=0MSComm1.Output=Chr(&H5)DoDoEventsLoopUntilMSComm1.InBufferCount=1InPackage=MSComm1.InputIfInPackage=Chr(&H6) ThenMakeHandShaking=TrueElseMakeHandShaking=FalseEndIfEndFunction(3)发送命令报文PrivateSubSendFrame()DimOutStringAsStringMSComm1.OutBufferCount=0MSComm1.InBufferCount=0OutStrin=Chr(&H2)+″0″+″10F604″+Chr(&H3)+″74″MSComm1.Output=OutStringEndSub(4)读取应答报文PrivateSubReceiveFrame()DimInStringAsStringDoDoEventsLoopUntilMSComm1.InBufferCount=12InString=MSComm1.InputEndSub。
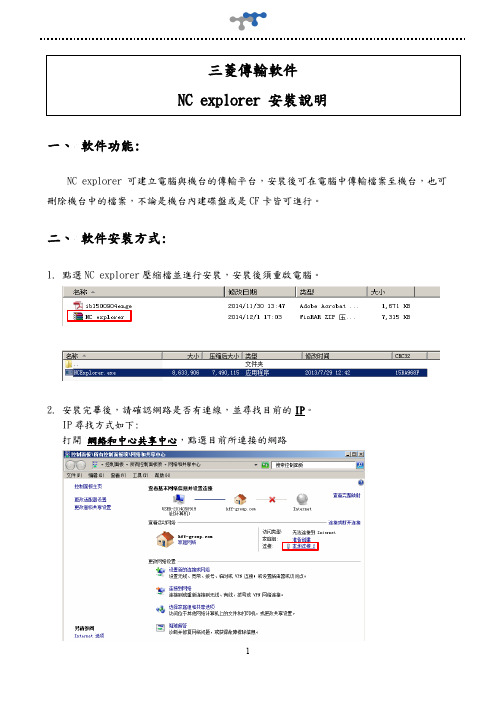
三菱网络传输软件NC e plorer使用方法
一、軟件功能:NC explorer 可建立電腦與機台的傳輸平台,安裝後可在電腦中傳輸檔案至機台,也可刪除機台中的檔案,不論是機台內建碟盤或是CF卡皆可進行。
二、軟件安裝方式:1.點選NC explorer壓縮檔並進行安裝,安裝後須重啟電腦。
2.安裝完畢後,請確認網路是否有連線,並尋找目前的IP。
IP尋找方式如下:打開網絡和中心共享中心,點選目前所連接的網路點選後會出現目前的連接狀態,點選詳細信息從詳細信息中即可找尋到IP位置3.點選開始→啟動→NCE AutoRun,並點下鼠標的右鍵→屬性→快捷方式在目標後方加入 /NIC IP位置,目前的範例IP為10.4.20.19。
輸入時,需在\NCEAutorun.exe“及/NIC中加入一格空格鍵在/NIC 及 IP位置中間也須加入一格空格鍵設定完後須重啟電腦。
4.重啟後應可發現桌面右下角的啟用軟件欄中有多一個連線的圖片,表示已啟用NCexplorer,如沒發現圖示,請再點選開始→啟動→NCE AutoRun。
確定啟用後,在圖示上點擊鼠標右鍵,點選Settings點選後會出現以下欄位,在Users Accounts 輸入機台系統參數9712的使用者名稱,並在password輸入與機台系統參數9713相同的密碼,即完成設定。
目前Users Accounts設為cmpasswor設為1111系統參數9712 系統參數9713設定完成後,點選桌面的NC explorer軟件,即會顯示目前有連線的機台,點選欲傳輸資料的機台後,會出現兩個資料夾,CNC MEMORY及DS。
CNC MEMOR=系統內建碟盤DS=CF card點選DS資料夾即可直接上傳編程至CF卡中,點選CNC MEMORY的話,需再點選PRG資料夾→USER資料夾方可上傳編程。
PS. 在設定好以上連線前,需先設定機台系統參數,設定方式如下說明。
三、機台系統設定機台系統的網域、使用者名稱及密碼需與NC explorer設定的相符合,才可順利進行連線,設定方式如下1.點選面板鍵盤中的MAINTE,再點選螢幕畫面左下角的參數,按右鍵搜尋乙太網路參數。
CNC中三菱M70程序传送方法
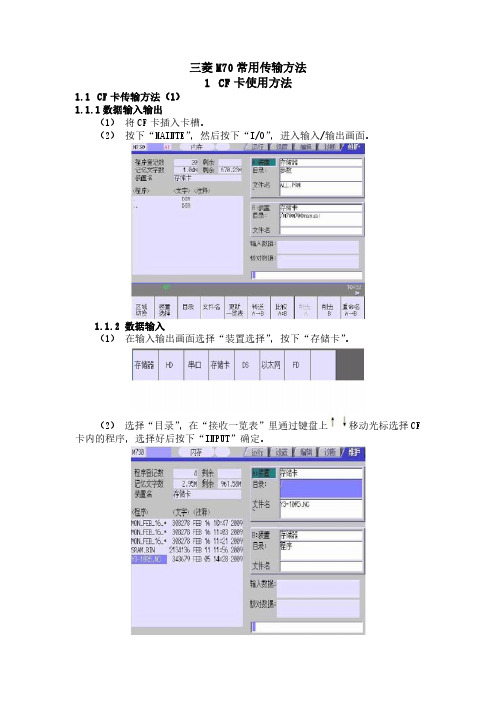
三菱M70常用传输方法1CF卡使用方法1.1CF卡传输方法(1)1.1.1数据输入输出(1)将CF卡插入卡槽。
(2)按下“MAINTE”,然后按下“I/O”,进入输入/输出画面。
1.1.2数据输入(1)在输入输出画面选择“装置选择”,按下“存储卡”。
(2)选择“目录”,在“接收一览表”里通过键盘上移动光标选择CF 卡内的程序,选择好后按下“INPUT”确定。
(3)在输入输出画面选择“区域切换”(从A装置切换到B装置)。
(4)按下“装置选择”,选择“存储器”(以将加工程序存入NC内存为例)。
(5)选择NC存放输入信息的特定位置,如输入加工程序,选择“程序”。
(6)选择“传送A B”,再按“Y”键,此时程序开始输入。
1.1.3数据输出(1)在输入输出画面选择“装置选择”,按下“存储器”。
(2)选择“目录”,在“接收一览表”里通过键盘上移动光标选择CF 卡内的程序,选择好后按下“INPUT”确定。
(3)在输入输出画面选择“区域切换”(从A装置切换到B装置)。
(4)按下“装置选择”,选择“存储卡”(以存储卡为例)。
(5)选择“传送A B”,再按“Y”键,此时程序开始输出。
1.2CF卡使用方法(2)1.2.1CF卡与系统存储器间程序的传输(1)进入EDIT主画面(2)按下“I/O”键进入程序传输画面,通过键盘光标键进行A、B装置切换,根据装置选择提示通过字母选择好A、B装置1.2.2程序由存储器传入CF卡(1)选择到A装置处,按下“文件设定”键,进入程序选择画面(2)找到要传输的程序,按下INPUT键选定该程序(3)按下显示器下面最左边带三角标识向左指示的返回键,返回到程序传输画面(4)选择到B装置处,按下“文件设定”键,此时可对要传出的程序重新命名,输入程序名,并按下INPUT键确认。
如不需重新命名,可跳过该步骤。
(5)按下显示器下面最左边带三角标识向左指示的返回键,返回到程序传输画面(8)按下“A B”按键,程序即可由存储器传入存储卡2.3将程序由CF卡传入存储器其操作步骤与程序由存储器传入存储卡类同。
三菱传输设置

位差存在
電壓值(電源開啟狀態下)
應來源時,造成個別單元的對地電位不
同,因而產生電位差.
(1)PC側施作單獨第三種接地
(2)PC與NC採用相同電源時,則
可施作共同第三種接地
4 機台安裝接觸面環境 使用振動測試儀或水平校正儀 是否穩固(机台水平) 放置在機台3定點.
將Z軸 ,主軸運轉測試
若產生機械震動時,將造成加工表面精 度不良.
情況1 : PC 與機械側使用不同電力來源時請施作如下所示接地系統 (有電位差存時在)
RS232C傳輸線
IBM 相容
採用獨立的第三種接地
情況2 : PC 與機械側使用相同電力來源時可使用共同接地(無電位差存時在)
械械側之 電源插座
註:桌上型電腦請採用知名廠牌, 如果PC漏電太嚴重時請更換電 腦
RS232C傳輸線
請與機械製造廠联絡處理
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
6
RS232C傳輸的接線
例如: 以非同步式控制方式 (DC 碼方式) : I/O 參數 #9108 溝通方式 : 3
機械面板側
2 3 4 5 6 20 7
2004年 台灣三菱電機(股)有限公司 FA部 製作 16
9. 如果出現須重新開機的視窗 , 則按下Yes重新開機
10. 重新啟動完成後可在程式集內產生BlackMoon FTP Server , 選擇BlackMoon FTP Server 可 啟動該程式
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
三菱CNC華南地區代理商 銷售支援講習說明會
(A6)-RS232C和ETHERNET安裝 注意事項說明
三菱Q系列 以太网通信设置方法(内置以太网和外置以太网模块)
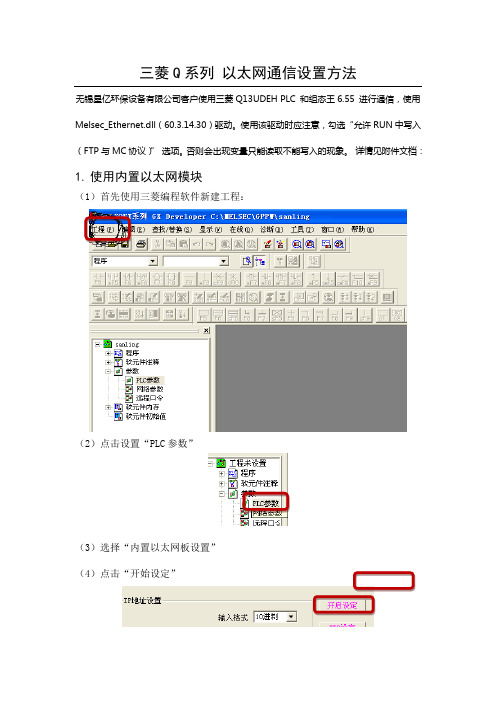
三菱Q系列以太网通信设置方法无锡星亿环保设备有限公司客户使用三菱Q13UDEH PLC 和组态王6.55 进行通信,使用Melsec_Ethernet.dll(60.3.14.30)驱动。
使用该驱动时应注意,勾选“允许RUN中写入(FTP与MC协议)”选项。
否则会出现变量只能读取不能写入的现象。
详情见附件文档:1.使用内置以太网模块(1)首先使用三菱编程软件新建工程:(2)点击设置“PLC参数”(3)选择“内置以太网板设置”(4)点击“开始设定”(5)设定内置以太网参数现象。
注意本站号:当打开时是10进制,这里必须把10进制转化成16进制,以方便组态王中使用。
填写PLC 端口号选取MC 协议2.使用外置以太网模块(1)第一个步骤同使用内置以太网模块,本例以外置以太网模块QJ17E71-100为例;(2)设置“网络参数”(3)点击“MELSECNET/以太网”(4)配置外置以太网模块可按照实际情况选择上图中的“网络类型”,“起始I/O号”,“网络号”,“组号”,“站号”,并选择对应“模式”。
(5)点击“操作设置”注意一定要选取红色框中的选项,否则会造成设备初始化失败(6)点击“初始设置”红色框选中的选项请填写较小的数值(7)点击“打开设置”上图是选择TCP通讯协议时的情况,图中铅笔圈定的两个地方要注意,第一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选“确认”,这样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
当选择TCP通讯协议时最后一位一定要设为1,因为1代表TCP通信协议选择UDP通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由同上,第二处和第三处没有确定的值,一般建议最好使用700以后的端口。
这里要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致,如下图(8)点击传输设置(9)选择“以太网板”以太网板以太网模块此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0代表UDP通讯,1代表TCP通讯)则会导致通讯失败。
三菱传输参数设定

三菱传输参数设定三菱CNC具有的通信方式1.RS232 E60/E68 M64 C64 M70均具备RS232通信口;2.以太网M70属于标配。
M64,C64属于选配;3.CF卡E68 M70属于标配。
M64,C64属于选配;RS– 232通信参数的含义及设置参数号参数名称参数说明设定值推荐设定9101通信设备的名称设定与NC进行通信的设备名称英文,数字和符号组合。
3字符以内FDD 9102传输速度设定串行通信的传输速度即波特率;bit/s 0:19200 bps 1:9600 2:4800 3:2400 4:1200 5:600 6:300 7:110 19103停止位长度设定异步通信中停止位的长度(一般设定停止位=2) 1:1bit 2:1.5 3:2bit 39104奇偶校验位设定数据中有无奇偶校验位(一般不执行奇偶校验)0:无奇偶校验位;1:有奇偶校验位;0 9105奇偶校验选择设定是进行奇校验还是偶校验0:奇校验1:偶校验0 9106数据长度设定数据位的长度(一般设定数据位的长度=8)0:5 bit 1:6 2:7 3:8 39107结束符类型设定"结束数据读入"的代码(一般选择EOR)End Of Reel纸带卷结束0,3:EOR 1,2:EOB 39108通信握手方式(数据流控制方式)设定"通信握手方式"设定值在"1-3"之外,为无协议方式(一般选择软件握手(DC-数据控制方式))1:硬件RTS/CTS方式;2:无协议方式;3:软件握手(DC-数据控制方式)3 9109控制代码校验设定"软件握手(DC-数据控制方式)"时是否进行控制代码校验0:在DC码中无校验;DC3=13H 1:在DC码中进行校验;DC3=93H 1一般设定=1 9111输出代码的使用输出数据到输出设备时,设定DC代码的使用(一般设定=3)DC2 DC4 0:无无1:有无2无有3有有3 9112 CR码的使用(CR是回车符)设定在数据输出时,在EOB(L/F)前是否附加(CR)码0:不加;1:加1 9113输出数据代码选择选择数据输出时是EIA码还是ASCII码;数据输入时自动判别EIA码/ASCII码;0:ASCII码1:EIA码0:选择ASCII码9114导孔段长度纸带输出时,设定数据前面和后面的导孔段长度0-999(字符)100 9115奇偶校验V设定是否对输入数据进行奇偶校验V 0:不进行奇偶校验1:进行奇偶校验0 9116超时时间设定通信超时时间0-30秒30 9117 DR检验设定数据输入/输出时是否进行DR数据检验0:DR有效1:DR无效资料输出码0:以ISO/EIA码输出(与#9113相关)1:以ASCII码输出0/1 09119数据输入方式0:标准输入1:跳跃输入0/1 09120-9130 01.#9112-9130是与纸带传输相关的参数;2.在传输"PLC梯形图"时一定将#9118=1,传输参数和加工程序时,一定将#9118=0;(有时客户报告只能传参数不能传PLC程序可能与此参数设置有关)3.#9001-9009传输口编号必须设置为2。
三菱cnc传输设定
RS232通讯内容一览1. RS232通讯的基本概念2. RS232通讯的特点3. RS232接口的不足4. RS232接口引脚的定义5. 三菱各系统的通讯接口6. 通讯时设置的参数通讯的基本概念计算机与计算机或计算机与终端之间的的信息交换称为通讯.基本的通讯方式有并行通讯和串行通讯两种。
•一条信息的各位数据在一根数据信号线上被逐位按顺序传送的通讯方式称为串行通讯,数据每一位数据都占据一个固定的时间长度。
•一条信息的各位数据被同时传送的通讯方式称为并行通讯。
串行通讯的特点串行通讯的特点是:•数据位传送•传按位顺序进行•最少只需一根传输线即可完成•成本低但送速度慢串行通讯的距离可以从几米到几千米。
由于串行通讯方式具有使用线路少、成本低,特别是在远程传输时,避免了多条线路特性的不一致而被广泛采用。
这种通信方式使用的数据线少,在远距离通信中可以节约通信成本,当然,其传输速度比并行传输慢。
并行通讯的特点并行通讯的特点是:•各数据位同时传送,•传送速度快、效率高,•有多少数据位就需多少根数据线,•传送成本高,且只适用于近距离(相距数米)的通讯。
RS232串行通讯在串行通讯时,要求通讯双方都采用一个标准接口,使不同的设备可以方便地连接起来进行通讯。
RS232-C接口(又称EIA RS-232-C)是目前最常用的一种串行通讯接口。
它是在1970年由美国电子工业协会(EIA)联合贝尔系统、调制解调器厂家及计算机终端生产厂家共同制定的用于串行通讯的标准。
它的全名是“数据终端设备(DTE)和数据通讯设备(DCE)之间串行二进制数据交换接口技术标准”。
该标准规定采用一个25个脚的DB25连接器,对连接器的每个引脚的信号内容加以规定,还对各种信号的电平加以规定。
RS232-C是美国电子工业协会EIA(Electronic Industry Association)制定的一种串行物理接口标准。
RS是英文“推荐标准”的缩写,232为标识号,C表示修改次数。
三菱系统传输步骤
三菱系统传输步骤三菱系统传输步骤在传输参数或PLC之前,请先将机器处于急停状态,再按照一下介绍步骤逐一执行。
-------------NC侧1.OPTION画面的打开:(需要把OPTION画面打开)A.)选择履历画面:诊断-------菜单------履历:输入#(I)再按INPUT键。
B.)选择准备画面:TOOL-----菜单------准备------输入“Y”再按INPUT键。
C.)输入#(1060)(64)(S)按INPUT键两次。
(注意必须按INPUT键两次)D.)回到TOOL画面,会出现OPTION画面(在此画面里会出现OPTION参数的显示,有从00号参数到-----16参数号的显示,单位为十六进制数据。
)2.I/O参数的设置:按TOOL键-------选择I/O软键,按以下参数进行确认设定。
输入出基本参数#编号#装置编号装置名称输入/输出资料输入9001290020资料输出9003290040DNC模式9005290060巨程式列印9007290080PLC输入/输出9009290100REMOTE PROG90112INEXT WNIT90132TOOL ID0参数号内容设定值参数号内容设定值9101装置名称PC9112CR 输出1 9102传输速度19113EIA输出0 9103停止位39114导孔数100 9104同位有效09115同位V0 9105偶数同位09116过时时数30 9106字符长度39117DR无效00107终端形式39118资料ASCII1 9108沟通方式39119输入方式0 9109DC同位码19111DC2/DC4输出3附录:9018 DATA ASII在传输PLC时,一定要设定为“1”,而在传输参数或加工程式时,请设定为“0”,避免错误发生。
注解:9012传输速度设0:192000bps 1:9600bps2:4800bps3:2400bps4:1200bps3.传参数:3.诊断-----菜单----输入:输入#(3)-----INPUT注意:输入完成后,需见传输提示“DATA WRITE”结束。
三菱Q系列以太网通信设置说明文档
以太网板
(9)选择“以太网板”
此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0 代表 UDP 通 讯,1 代表 TCP 通讯)则会导致通讯失败。 (10)点击“以太网模块”
9
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声
说明文档
IP 地址不要填错,否则会导致通讯。失败然后将这些参数设置写入 PLC,确 认写入 PLC 后,便可进行在线监视。
如:192.168.1.8:800:401:3:1,组态王中的定义与 PLC 软件中的配置对应如下
注:本机的端口号(即 ComputerPort)应设置的大一些,太低容易被其他程序占用,建议 设置到 4000 以上。
8
三菱 Q 系列 以太网通信设置
(8)点击传输设置
工业自动化-花落忆无声
说明文档
以太网模块
10
6
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声
说明文档
当选择 TCP 通讯协议时最后一位一定要设为 1,因为 1 代表 TCP 通信协议
选择 UDP 通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由 同上,第二处和第三处没有确定的值,一般建议最好使用 700 以后的端口。这里 要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致, 如下图
(5) 点击“操作设置”
注意一定要选取红色框中的选项,否则会造成设备初始化失败 (6)点击“初始设置”
5
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声说明源自档红色框选中的选项请填写较小的数值 (7)点击“打开设置”
上图是选择 TCP 通讯协议时的情况,图中铅笔圈定的两个地方要注意,第 一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选 “确认”,这 样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
FX1N型PLC导入导出方法
石灰石行车三菱FX1N型PLC导入导出方法
2015.06.27
一、数据线驱动。
正确安装数据线驱动后,接上数据线(黄色,PC Adapter,USB-SC09-FX),会在“计算机管理-设备管理器”中显示当前所接的COM端口地址(如COM5)。
二、PLC程序的导出(PLC--电脑),【石灰石行车PLC:三菱FX1N-60MR】
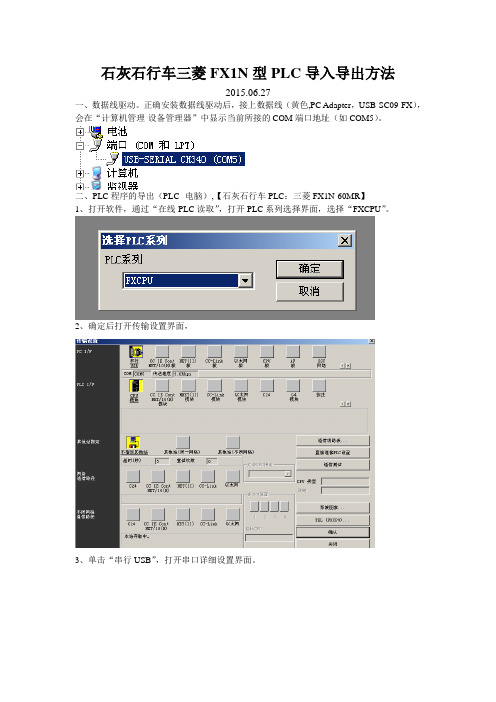
1、打开软件,通过“在线-PLC读取”,打开PLC系列选择界面,选择“FXCPU”。
2、确定后打开传输设置界面,
3、单击“串行USB”,打开串口详细设置界面。
4、选择正确的COM端口(COM5),确认并返回,传输设置界面确认后打开PLC读取界面。
5、全选“程序”、“参数”、“软元件内存”后“执行“并确认后开始读取,直至读取完成。
三、PLC程序的导入(电脑--PLC)
1、已打开工程项目,通过“在线-传输设置”,打开传输设置界面,单击“串行USB”,选择正确的COM端口(COM5),确认并返回。
2、单击“在线-PLC写入”,打开PLC写入界面
3、“选择所有”,并“执行”,确认后开始写入,直至写入完成。
四、在线监视
从PLC导出程序或打开与PLC同步的工程项目(确保相同)并正确连接后可以通过“在线-监视-监视模式”实时观察PLC运行状态(将PLC置于RUN状态)。
RS232数据传输(三菱)
三菱系统RS-232-C使用说明用特定电缆联接电脑的9针串口(COM口)与机床RS232接口,通过安装到电脑上支持RS232协议的软件,就可以进行数据传输。
常见的软件有V24、PCIN、AIC等等。
成功数据传输,需要电脑侧与机床侧的参数要匹配,需要正确的传输电缆联接等,经常有用户在使用RS-232-C 接口时出现“P460”报警,其主要原因就是参数没有设定好,或者电缆没有连接好。
另外电脑作为传输设备的一端,在传输稳定性等方面也发挥了重要的作用,尤其是在检查电缆联接与参数设置的时候,都是正确的,这时出现传输“中断”等故障,经验是先检查或更换电脑。
下边以V24软件为例:传送软件安装:在C:\ 下建立V24目录,将文件拷贝到此目录下,运行即可。
如不能运行则,需要修改Config.sys,如果需要用RS232做DNC加工,强烈建议使用WIN98操作系统,如果使用Win2000、Win—NT、Win—XP,在DNC传输过程中偶会出现传输中断情况。
修改Config.sys时,将以下代码增加到文件最后,代码如下:dos=high, umbdevice=%SystemRoot%\system32\himem.sysdevice=%SystemRoot%\system32\emm386.exe ramdevice=%SystemRoot%\system32\ansi.sysFiles=50Buffers=30注:V24软件是DOS 环境下的软件,在Windows环境下一般也可以运行,但有时运行不了,可以通过修改Config.sys文件来达到目的,上述的Config.sys修改方法只是一种。
使用方法:步骤1、用传输电缆将机床、电脑在均已经断电情况下,联接牢靠(电缆焊接图,如图1)。
(图1)步骤2、正确设置系统参数(如表1、表2、表3),系统参数在出厂时已经设定,运行传输软件(如图2)。
(表1)(表2)(表3)(图2)步骤3、用光标移动键移动光标,在Link-file selection处,按ENTER,选择传送配置(如图3)。
三菱q系列cclink和远程io通信参数设置实例
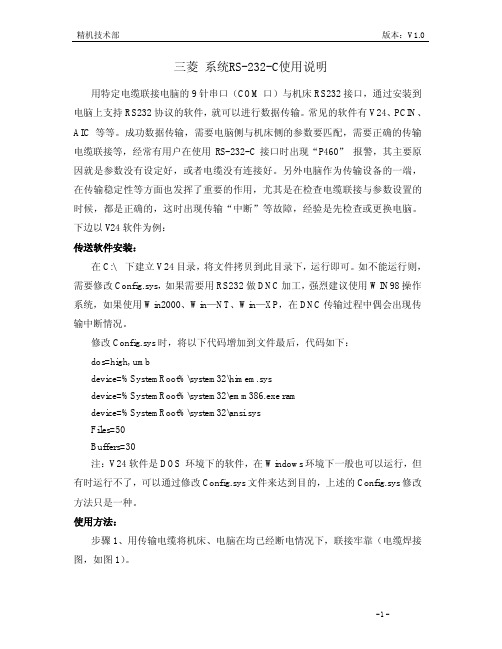
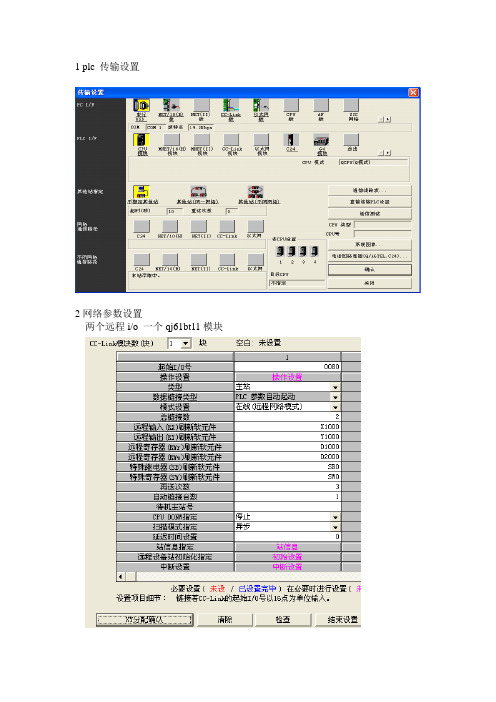
1 plc 传输设置
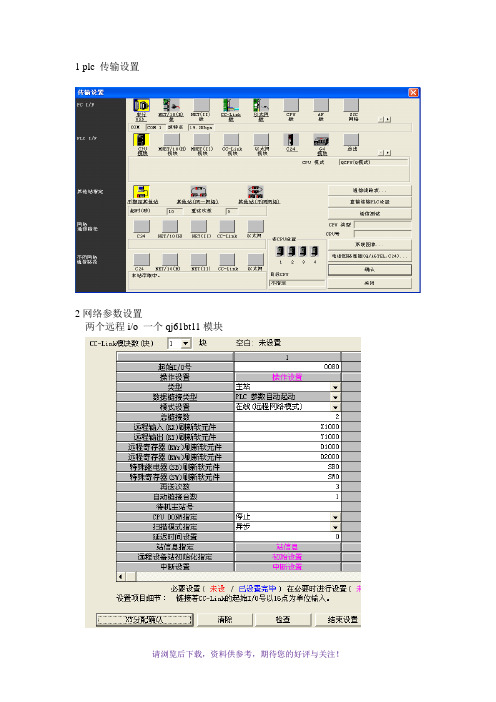
2网络参数设置
两个远程i/o 一个qj61bt11模块
其中一:cclink模块数即主站,由于一块qj61bt11所以选一块
二:起始i/o:必须与qj61bt11的起始地址一致,qj61bt11的地址可以通过plc参数设置中的i/o口分配自己设置,要是没有设置系统会自动分配,可以通过诊断中的cclink诊断,查看系统分配的地址
三:类型:主站
四:模式设置:远程i/o或者远程网络模式
五:总连接数:除了主站外,连接的cclink站数,两个远程i/o则为2
六:远程输入rx/远程输出ry:置了cclink连接站的地址,本次为16点远程i/o站,无论是输入还是输出,每个站都必须占用32点x软元件,32点y软员件,4点d软元件。
Rx设置为x1000,ry设置为y1000是为了不于其他站的起始地址重复,可设置为其他值。
所以首先与cclink连接的一号站(本次为远程i/o输出站)软元件地址为y1000—y101F,其次与cclink连接的二号站(本次为远程i/o 输入)软元件地址为x1020—x103F。
七:远程寄存器rwr:设置为d1000
八:远程寄存器rwr:设置为d2000
用LED 显示器确认运行
下图说明了当正常执行数据链接时,主站和远程I/O 站的LED 显示状态。
(1) 主站的LED 显示
确认LED 显示呈以下的状态:
(2) 远程I/O 站的LED 显示
确认LED 显示呈以下的状态:。
三菱FX PLC入门之传送指令
Part6:我的三菱FX PLC学习之传送指令PLC的各种功能指令中,传送指令的使用非常频繁,且相对简单。
一说到简单,我猜已经有很多人蠢蠢欲动,迫不及待地想征服这个传送指令了。
那么,废话不多说,我们开始这次的学习分享吧!在学习各种传送指令之前,我们得先了解什么是传送指令!一、传送指令是什么区别于信息传递中的数据通信,我们今天讲的PLC中的数据传送指令是针对PLC内部软元件之间的数据传送。
基于之前所学的各种软元件,确切地说,传送指令是应用于各种字元件之间的数据传送。
每个字元件都存有自己的数据,有的字元件非常霸道,想把自己的数据霸占别的字元件,在别的字元件上也存上自己的数据,这个霸占的过程就是通过传送指令实现的。
传送指令就像是各个字元件之间数据战争的武器,你霸占我,我霸占你,枪林弹雨,烽火连天。
在三菱FX 2N中,传送指令有 MOV、SMOV、CML、BMOV、FMOV五种,它们传送数据的形式各不相同。
那到底有哪些不同呢?我们接着往下看。
二、MOV传送指令从编程手册中可以看到,MOV指令的操作数源址(S·)可以适用于所有的字元件,即S 可以是任何的字元件,包括各种组合位元件、常数K、H等,而操作数终址(D·)除了不能是KnX、K、H外,可适用于其他字元件。
且源址和终址都可进行变址寻址。
当驱动条件X0成立时,PLC将源址S中的数据传送到终址D中,此时S的内容不变,而D的内容变得和S一样。
这就像我上文提到了,霸道S将自己的数据硬塞给D,并把D原来的数据给挤掉了,简直是欺元件太甚!MOV指令比较简单,它是功能指令中应用最多的基本功能指令。
MOV指令可以通过组合位元件的形式对各种位元件进行清零和置位,或者对各种字元件进行读写操作。
如下图所示,执行MOV K15 K2Y0后,将K15用二进制数表示,并控制Y0~Y7的状态。
此时Y0~Y3的状态变为1(ON),Y4~Y7的状态变为0(OFF)。
三菱QJCN通讯配置方法
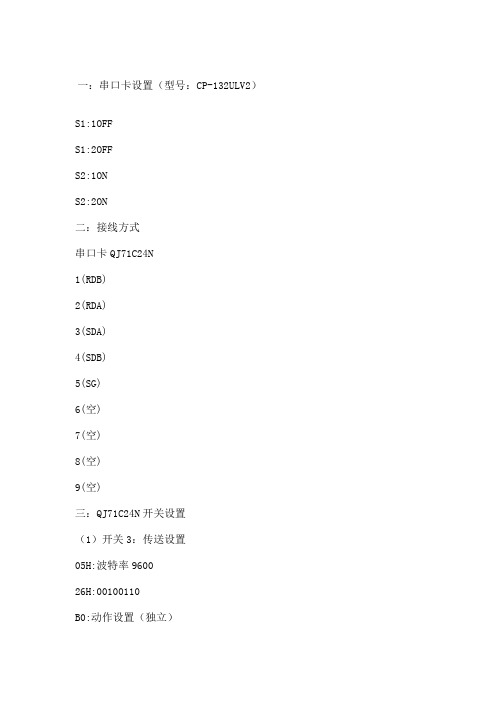
一:串口卡设置(型号:CP-132ULV2)S1:1OFF
S1:2OFF
S2:1ON
S2:2ON
二:接线方式
串口卡QJ71C24N
1(RDB)
2(RDA)
3(SDA)
4(SDB)
5(SG)
6(空)
7(空)
8(空)
9(空)
三:QJ71C24N开关设置
(1)开关3:传送设置
05H:波特率9600
26H:00100110
B0:动作设置(独立)
B1:8位数据位
B2:有奇偶校验
B3:奇校验
B4:1位停止位
B5:有和校验
B6:禁止运行中写入
B7:禁止设置变更
(2)开关4:通信协议设置
0000:GXDeveloper链接
(3)开关5:站号设置为1
四:MXComponent配置
点击wizard按钮
选择实际使用(de)串口
将波特率按照模块开关3(de)设置选择如图配置
选择(de)站号与PLC设置(de)站号相同
Comment可不填
点击finish完成配置
点击链接测试按钮
通讯正常
通过MXComponent提供(de)监视工具可以监视相关变量。
三菱q系列cclink和远程io通信参数设置实例
1 plc 传输设置
2网络参数设置
两个远程i/o 一个qj61bt11模块
其中一:cclink模块数即主站,由于一块qj61bt11所以选一块
二:起始i/o:必须与qj61bt11的起始地址一致,qj61bt11的地址可以通过plc参数设置中的i/o口分配自己设置,要是没有设置系统会自动分配,可以通过诊断中的cclink诊断,查看系统分配的地址
三:类型:主站
四:模式设置:远程i/o或者远程网络模式
五:总连接数:除了主站外,连接的cclink站数,两个远程i/o则为2
六:远程输入rx/远程输出ry:置了cclink连接站的地址,本次为16点远程i/o站,无论是输入还是输出,每个站都必须占用32点x软元件,32点y软员件,4点d软元件。
Rx设置为x1000,ry设置为y1000是为了不于其他站的起始地址重复,可设置为其他值。
所以首先与cclink连接的一号站(本次为远程i/o输出站)软元件地址为y1000—y101F,其次与cclink连接的二号站(本次为远程i/o 输入)软元件地址为x1020—x103F。
七:远程寄存器rwr:设置为d1000
八:远程寄存器rwr:设置为d2000
用LED 显示器确认运行
下图说明了当正常执行数据链接时,主站和远程I/O 站的LED 显示状态。
(1) 主站的LED 显示
确认LED 显示呈以下的状态:
(2) 远程I/O 站的LED 显示
确认LED 显示呈以下的状态:。
三菱FX系列plc与pc机通讯设置

三菱FX系列plc与pc机通讯设置PC机与PLC实现通信的条件带异步通信适配器的PC机与PLC只有满足如下条件,才能互联通信:(1)带有异步通信接口的PLC才能与带异步通信适配器的PC机互联。
还要求双方采用的总线标准一致,否则要通过“总线标准变换单元”变换之后才能互联。
(2)双方的初始化,使波特率、数据位数、停止位数、奇偶校验都相同。
(3)要对PLC的通信协议分析清楚,严格地按照协议的规定及帧格式编写PC机的通信程序。
PLC中配有通信机制,一般不需用户编程。
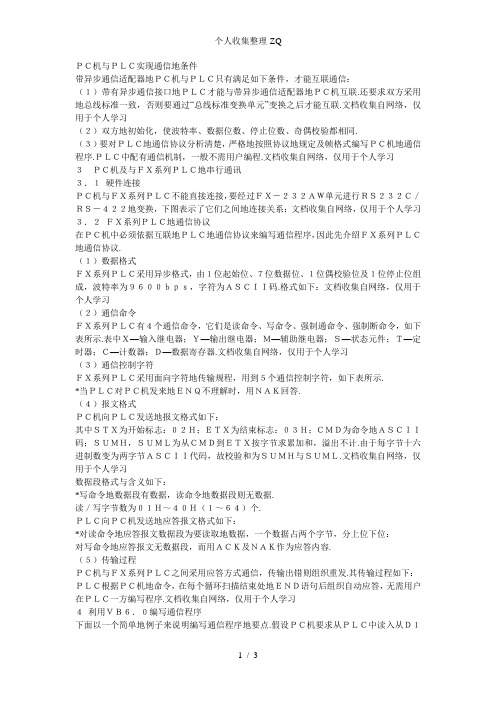
3PC机及与FX系列PLC的串行通讯3.1硬件连接PC机与FX系列PLC不能直接连接,要经过FX-232AW单元进行RS232C/RS-422的变换,下图表示了它们之间的连接关系:3.2FX系列PLC的通信协议在PC机中必须依据互联的PLC的通信协议来编写通信程序,因此先介绍FX系列PLC的通信协议。
(1)数据格式FX系列PLC采用异步格式,由1位起始位、7位数据位、1位偶校验位及1位停止位组成,波特率为9600bps,字符为ASCII码。
格式如下:(2)通信命令FX系列PLC有4个通信命令,它们是读命令、写命令、强制通命令、强制断命令,如下表所示。
表中X—输入继电器;Y—输出继电器;M—辅助继电器;S—状态元件;T—定时器;C—计数器;D—数据寄存器。
(3)通信控制字符FX系列PLC采用面向字符的传输规程,用到5个通信控制字符,如下表所示。
*当PLC对PC机发来的ENQ不理解时,用NAK回答。
(4)报文格式PC机向PLC发送的报文格式如下:其中STX为开始标志:02H;ETX为结束标志:03H;CMD为命令的ASCII码;SUMH,SUML为从CMD到ETX按字节求累加和,溢出不计。
由于每字节十六进制数变为两字节ASCII代码,故校验和为SUMH与SUML。
数据段格式与含义如下:*写命令的数据段有数据,读命令的数据段则无数据。
读/写字节数为01H~40H(1~64)个。
三菱系统电脑传程序的设置及方法

三菱系统电脑传程序的设置及方法
(包括电脑和机床的参数设置、操作方法)
一、机床参数设置。
机床参数分为基本参数、装置参数两部分,
按下>菜单>IO参数。
设置参数方法:#后输入参数代号,数据后输入设定值。
1.基本参数:
9001 默认为2
9002 默认为0
2.装置参数:
装置<0>~<4>为止,有 5 种类型的输入/输出装置的参数可设定。
如果9002设置成1,则下面以9201开始,
如果9002设置成2,则下面以9301开始,以此类推。
下面参数一般只设置9102到9106就行。
二、电脑参数设置。
1.传输软件:
以CIMCO Edit 为例。
打开软件>机床通讯>DNC设置>选择机床>设置。
2.传输设备:
我的电脑>右键>管理>设备管理器>端口(COM和LPT)> 通讯端口(COM1)>双击>端口设置。
保证电脑参数和机床参数一致(比特率、停止位、奇偶、字长)。
三、传输操作。
1.开机床,回参考点。
2. 按键>菜单>输入,出现以下界面:
3.#后面输入1>数据后面输入程序号>按下>电脑端发送程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(A6)-RS232C和ETHERNET安裝 注意事項說明
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
1
中國大陸地區工具機電力系统配接圖
用戶工廠提供
三 相 四 線 制
電供 力電 公系 司統
2004年 台灣三菱電機(股)有限公司 FA部 製作 17
11. 按下Login 12. 按下Close
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 18
13. 選擇Setup/User Accounts 設定
14. 按下New User
請與機械製造廠联絡處理
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
6
RS232C傳輸的接線
例如: 以非同步式控制方式 (DC 碼方式) : I/O 參數 #9108 溝通方式 : 3
機械面板側
2 3 4 5 6 20 7
如上圖所示若電力來源為同一回路則机台1,2可施作共同接地系统 ,否則請作單獨接地.
若有火花機設備時則不可施作共同接地(漏電電流大),請與CNC銑床和車床作遠距離安装擺設.
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
4
RS232C連接時接地架構 * 先測量有無個體電位差存在
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 21
ETHERNET 控制器相關參數設定和步驟
基本參數設定 HOSTSET參數設定 HOST設定
基本參數設定(範例)
# 1925
# 1926 # 1927
# 1928 # 1929 # 1930 # 1931
2004年 台灣三菱電機(股)有限公司 FA部 製作
8
Ethernet 機能之系統圖
使用時機:
主要針對模具業,使用大量CAD/CAM數據資料,因傳統之RS232介面在資料傳送速度及NC記憶容量上的限制造成 在高速加工時,外部DNC傳送的資料來不及送給NC處理,因而造成加工停頓現象導致加エ表面精度不良,因此三菱 設計內藏式IC記憶卡及Ethernet卡二合一之高速程式伺服單元.
接地板
機台之電氣箱
接地板
乾燥大地 非電力公司之0V線,以 機台最近距離實施非 供電系統之獨立接地
所謂第三種接地:是將NC主單元及強電盤和機械本身連接到相同一點的獨立接地.(非供電系統的接地線)
其接地規格為:接地線之線徑不得低於14㎟ 並且其接地理想電阻阻抗要小於100mΩ.(使用銅棒規格為 直徑1米長度100公分)
IBM 相容
可採用共接的第三種接地
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
5
機械安裝時注意事項
項目
內容
1 電源系統檢查
處 置 (檢查)
外部3ФAC220V輸入電壓是否穩定
注意 & 對策
最大波動值AC220V(±10%)全廠机械運轉 中,若超過此範圍須安裝電源穩壓器.
5. 選擇Every , 再按下Next 6. 按下Next
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 15
7. 顯示安装畫面 8. 完成後按下Close
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
9
硬體構成
HR114/146 卡
擴充卡
記憶卡 ATA 記憶卡 控制器頂端插入
I 上 面 為 IC 介面 卡 HR831
下面為網路卡 HR832
Host 個人電腦 W indow sN T
備註: 如上圖所示因電源供應來源不同時,請在個人電腦側施作獨立第三種接地系统.
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作
3
何謂第三種接地?
CNC機台1
X1 Y1 Z1 S1
Байду номын сангаас
CNC機台2 X2 Y2 Z2 S2
機台之電氣箱
情況1 : PC 與機械側使用不同電力來源時請施作如下所示接地系統 (有電位差存時在)
RS232C傳輸線
IBM 相容
採用獨立的第三種接地
情況2 : PC 與機械側使用相同電力來源時可使用共同接地(無電位差存時在)
械械側之 電源插座
註:桌上型電腦請採用知名廠牌, 如果PC漏電太嚴重時請更換電 腦
RS232C傳輸線
位差存在
電壓值(電源開啟狀態下)
應來源時,造成個別單元的對地電位不
同,因而產生電位差.
(1)PC側施作單獨第三種接地
(2)PC與NC採用相同電源時,則
可施作共同第三種接地
4 機台安裝接觸面環境 使用振動測試儀或水平校正儀 是否穩固(机台水平) 放置在機台3定點.
將Z軸 ,主軸運轉測試
若產生機械震動時,將造成加工表面精 度不良.
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 11
ETHERNET 安裝硬體需求
個人電腦 (需有網路卡設置-硬體) 個人電腦側安裝FTP網路軟體 網路CABLE(不經過HUB集線器時,網路cable需採用跳線Cross之接線方式) NC側三菱網卡安裝(型名:FCU6-EP203-01 ,內含HR831,HR832介面卡) NC側加裝IC記憶卡,由機械製造廠自行採購PCMCIA ATA型式之IC卡 (例: SanDisk 256MB)
根據傳輸軟體控制方式,傳輸線是DC碼方式或RTS/CTS方式接法,此接線須與 I/O參數 #9108 溝通方式 設定配合
PC側與NC側通訊協定參數是否相符
NC側資料輸入,輸出及紙帶運轉<埠號碼 PORT NO.>指定是否正確, M60/M60S系列控制器固定為2
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2. 按下Next
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 13
3. 選擇I Agree , 再按下Next 4. 按下Next
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 14
AC
使用三用電錶測量兩物體
間是否有AC電位差存在
機械外殼 裸露點
兩個不同通電物體在使用不同電源供應來源時,造成個別單元的對地電位不同,因而產生電 位差.
如上圖所示因個人電腦未施作接地,導致PC漏電時電流流向經由傳輸線流向NC介面卡到 機械端接地系統,會導致NC電路板或PC側RS232C伝傳輸介面卡損壞.
2 第三種接地系統施作 請打開機台之電氣箱,請從接地板連 *不要與不同電源回路之機械設備作共
(机械側)
接1條接地專用電線至外部 作第三種接地系統
同接地,尤其是火花機(EDM)設備須作遠 端隔離.
*不要將電力公司0V線拿來與接地系統
作連接
3 檢查PC與NC是否有電 分別測量PC和NC電源對地是否產生 因兩個不同的通電體在使用不同電源供
P0330-A6–RS232C及ETHERNET安裝注意事項(TWN)
2004年 台灣三菱電機(股)有限公司 FA部 製作 12
ETHERNET FTP軟體安裝和參數設定
FTP伺服器的設定
本章將介紹BlackMoon軟體作為FTP伺服器,請跟著下列步驟操作安裝完成。
1. 選擇Setup.exe,安裝 BlackMoon FTP Server
Note2: 電源遮斷裝置在於保護電孑元件,在電源不穩定狀態下瞬間停電又來電時電源突波會造成元件之傷害. Note3: 穩壓器為在於穩定輸入電源用,CNC電孑元件正常承受最大的波動電壓為AC220±10%(60Hz) (動態表現即機械運轉中) Note4: 必須機械廠在械械側有提供此電源插座AC220V.(無電位差之問題,且可施作共同接地)
無熔絲開關
R
S
T
NFB
單相 AC220V
0V線
Note1
電源跳脫 遮斷裝置
AC
Note2
機械製造廠提供 電源變壓器
3ΦAC380V
3ΦAC220V
穩壓器
Note4
: 選配裝置
IBM 相容
Note3
Note1: 0V線(電力公司提供),不要將0V線與機械設備之接地系統作連接(否則会造成驅动器損壞),因電源系統經變壓器降 壓後已為電源二次側,機台必須施作第三種接地.(何謂第三種接地請見後面說明)
9 pin個 人 電 腦 側
2
RXD
3
TXD
4
CTS
6
RTS
7
DSR
8
DTR
5
GND
機械面板側
2 3 4 5 6 20 7
25 pin個 人 電 腦 側
3
RXD
2