三菱数控系统备份
数控系统参数设置及数据备份
数控系统参数设置及数据备份实验一、实验目的1.了解数控系统参数的意义及设置方法,通过参数调试使机床的动作符合精度与速度要求。
2.掌握802D数控系统数据备份和恢复。
3.掌握802D数控系统与计算机之间的通讯方法。
二、实验装置SINUMERIK802D数控机床综合实验系统。
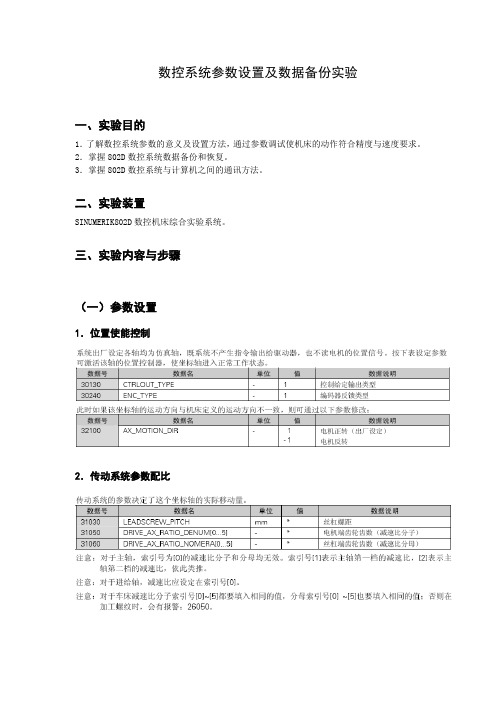
三、实验内容与步骤(一)参数设置1.位置使能控制2.传动系统参数配比3.坐标速度和加速度4.位置环增益5.反向间隙补偿6.模拟量主轴30130=1,有模拟量输出。
(二)数据备份1.系统存储器在802D系统内,有静态存储器SRAM与高速闪存FLASH ROM两种存储器,静态存储器区存放工作数据(可修改),高速闪存区存放固定数据,通常作为数据备份区、出厂数据区、PLC程序和文本区等,以及存放系统程序,如图所示。
工作数据区内的数据内容有:机床数据、刀具数据、零点偏移、设定数据、螺距补偿、R参数、零件程序、固定循环。
备份数据区内的数据内容是系统在数据存储操作后工作数据区的全部内容复制到备份数据区。
出厂数据区内容是系统在出厂时的标准数据(机床数据的缺省值)PLC程序和文本保存的是系统的内置S7-200PLC程序及PLC的用户报警文本。
2.系统的启动方式启动方式分为方式0(正常上电启动)、方式1(缺省值上电启动)、方式3(按存储数据上电启动)三种,如图所示。
方式0:正常上电启动。
即以静态存储器区的数据启动。
正常上电启动时,系统检测静态存储器,当静态存储器掉电,如果做过内部数据备份,系统自动将备份数据转入工作数据区后启动;,如果没有做过内部数据备份,系统会将出厂数据区的数据写入工作数据区后启动。
方式1:缺省值上电启动。
以SIEMENS出厂数据启动,制造商机床数据被覆盖。
启动时,出厂数据写入静态存储器的工作数据区后启动,启动完成后显示04060已经装载标准机床数据报警,复位后可清除报警。
方式(3):按存储数据上电启动。
以高速闪存FLASH ROM内的备份数据启动。
数控机床的程序储存与备份技巧

数控机床的程序储存与备份技巧随着信息技术的快速发展,数控机床已经成为制造业的重要装备之一。
数控机床的程序控制是实现自动化加工的核心,因此对于数控机床的程序储存与备份技巧,具有极其重要的意义。
本文将为大家介绍一些数控机床程序储存与备份的技巧,帮助您更好地应对潜在的数据丢失风险。
首先,针对数控机床的程序储存方面,我们需注意以下几点。
首先,应确保使用优质可靠的存储介质。
数控机床的程序通常较为复杂且体积较大,因此选择一款适合的存储介质对于程序的储存至关重要。
目前常用的存储介质有U盘、硬盘、内存卡等。
其次,应建立规范的程序储存系统。
数控机床通常有多个程序需要储存和管理,因此建立一个规范的程序储存系统可以方便快捷地寻找和调用所需的程序。
同时,应定期清理不需要的程序,避免存储空间浪费。
最后,为确保程序的安全,应加密程序文件,并设置权限控制,以防程序被误用或泄露。
其次,备份是保护程序数据不被丢失的重要手段。
以下是一些建议的备份技巧。
首先,定期进行数据备份。
由于数控机床程序数据的重要性,我们建议不断地进行程序备份,并根据需求制定备份的周期。
这样一旦数据丢失,可以迅速恢复到上一次备份的状态。
其次,选择不同的备份存储介质。
备份数据应储存在不同的存储介质上,如硬盘、云存储等,以防一种存储介质发生故障时数据无法恢复。
再次,进行系统镜像备份。
系统镜像备份是将整个系统的所有设置和数据一同备份,这样可以在系统崩溃或重装后快速还原到之前的状态,提高备份效率。
此外,为了确保备份数据的完整性和有效性,我们还可以采取以下几方面的技巧。
首先,备份数据需要经常验证。
定期进行备份数据的完整性检查,确保备份数据没有损坏或缺失。
其次,备份数据应存储在离线状态。
离线备份可以有效防止因网络攻击或病毒感染导致的数据丢失。
再次,备份数据的存储位置应选择安全可靠的地方,防止备份数据被非法获取或损坏。
最后,除了程序储存和备份技巧外,我们还需要做好程序运行日志的记录。
三菱数控系统备份
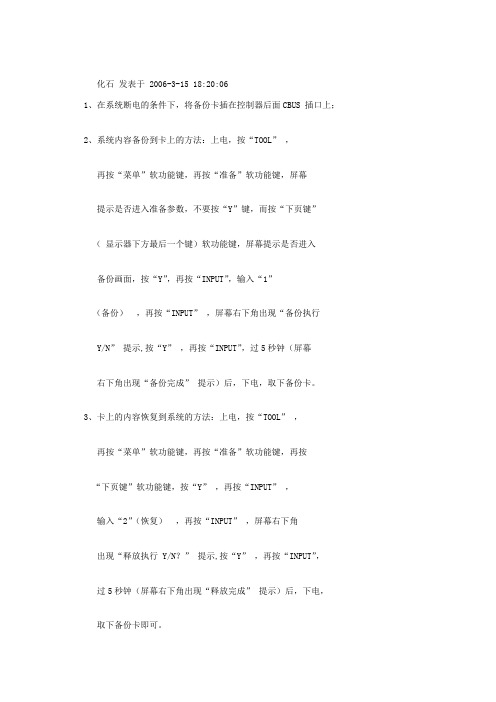
化石发表于 2006-3-15 18:20:061、在系统断电的条件下,将备份卡插在控制器后面CBUS 插口上;2、系统内容备份到卡上的方法:上电,按“TOOL”,再按“菜单”软功能键,再按“准备”软功能键,屏幕提示是否进入准备参数,不要按“Y”键,而按“下页键”(显示器下方最后一个键)软功能键,屏幕提示是否进入备份画面,按“Y”,再按“INPUT”,输入“1”(备份),再按“INPUT”,屏幕右下角出现“备份执行Y/N”提示,按“Y”,再按“INPUT”,过5秒钟(屏幕右下角出现“备份完成”提示)后,下电,取下备份卡。
3、卡上的内容恢复到系统的方法:上电,按“TOOL”,再按“菜单”软功能键,再按“准备”软功能键,再按“下页键”软功能键,按“Y”,再按“INPUT”,输入“2”(恢复),再按“INPUT”,屏幕右下角出现“释放执行 Y/N?”提示,按“Y”,再按“INPUT”,过5秒钟(屏幕右下角出现“释放完成”提示)后,下电,取下备份卡即可。
二三菱系统传输步骤在传输参数或PLC之前,请先将机器处于急停状态,再按照一下介绍步骤逐一执行。
-------------NC侧1.OPTION画面的打开:(需要把OPTION画面打开)A.)选择履历画面:诊断-------菜单------履历:输入#(I)再按INPUT键。
B.)选择准备画面:TOOL-----菜单------准备------输入“Y”再按INPUT键。
C.)输入#(1060)(64)(S)按 INPUT键两次。
(注意必须按INPUT键两次)D.)回到TOOL画面,会出现OPTION画面(在此画面里会出现OPTION参数的显示,有从00号参数到-----16参数号的显示,单位为十六进制数据。
)2.I/O参数的设置:按TOOL键-------选择I/O软键,按以下参数进行确附录:9018 DATA ASII在传输PLC时,一定要设定为“1”,而在传输参数或加工程式时,请设定为“0”,避免错误发生。
浅谈数控系统数据备份

浅谈数控系统数据备份作者:徐杰来源:《科技创新导报》2015年第08期摘要:数控机床出厂时,数控系统内的参数、程序、PMC程序等数据都经过机床厂家调试过,并顺利运行。
但在机床实际使用的过程中,有可能出现机床数据的丢失等情况,如果要现场调试实现机床的正常运行则相当困难,这就需要对系统数据进行备份,当机床出现参数丢失的情况下可以实现数据恢复,从而使机床进入正常的运行状态。
数控系统数据备份与恢复这项功能非常实用,初学者调试机床的时候可以先把数控系统的数据进行备份,当错误的修改或删除数据导致机床发生故障的时候,可以及时的进行数据的恢复。
关键词:数控系统备份 BOOT画面中图分类号:TG659 文献标识码:A 文章编号:1674-098X(2015)03(b)-0230-011 数据备份的意义数据备份就是将系统数据存储到数控系统以外的存储介质里。
数据备份是为了预防数据丢失造成机床故障。
在机床所有参数调整完成后,需要对出厂参数、梯形图等数据进行备份,并存档,最好给用户一份数据同时机床生产厂家自己存档一份,万一机床出故障时科技及时的恢复数据。
2 F-ROM与S-RAM存储器F-ROM英文全称为FLASH-ROM,是一种只可以读出数据而不能自动写入数据的存储器。
通常用于存储梯形图、控制程序等重要数据。
由于只能读出而不能写入数据,因此,F-ROM中的数据十分稳定,机床正常使用过程中一般不可能丢失。
S-RAM全称为Static-RAM静态存储器,可以随机地读出或写入数据,并可以经常自由地改写其内容的存储装置。
该存储器一但失电保存的数据会全部丢失,所以在显示器后方装有干电池,关机以后由干电池供电来保存信息,干电池电量低的时候我们要及时更换干电池,从而防止S-RAM内数据的丢失,对于数控机床来说保存数据非常必要。
3 数据类型和保存方式数据类型和保存方式如表1所示。
4 系统数据的备份方法系统数控的备份主要采用存储卡、U盘、RS-232、以太网接口来备份。
三菱系统备份操作方法

三菱系统备份操作方法三菱系统备份操作方法是保护和保存计算机系统中数据的重要步骤,以防止数据丢失或系统崩溃的情况发生。
在进行备份操作之前,建议先了解备份的目的和需要备份的数据类型。
接下来,我将详细介绍三菱系统备份的操作方法。
1. 确定备份策略:在进行备份操作之前,您需要确定备份的时间间隔和存储介质选择。
通常,备份策略可分为完全备份和增量备份。
完全备份是将整个系统全部数据备份到存储介质中,而增量备份仅备份系统中发生更改的数据。
选择存储介质时,建议使用外部硬盘、网络存储设备或云存储等可靠的媒介。
2. 打开备份工具:在三菱系统中,备份工具通常是由操作系统或第三方软件提供的。
常见的备份工具有Windows备份和恢复中心、Time Machine等。
您可以在控制面板或应用程序文件夹中找到这些工具,在需要备份时打开它们。
3. 选择备份源:备份工具通常会要求您选择备份源,即需要备份的文件、文件夹或整个系统。
在三菱系统中,您可以选择备份整个系统或仅备份特定的文件和文件夹。
根据您的需求选择合适的备份源。
4. 选择备份目标:备份目标是指备份数据存储的位置。
您可以选择外部硬盘、网络存储设备或云存储等作为备份目标。
在选择备份目标时,请确保磁盘容量足够存储备份数据,并保证备份目标的可靠性和安全性。
5. 配置备份设置:在进行备份操作之前,还需要配置相关的备份设置。
例如,您可以选择备份的时间间隔、备份的文件格式(如ZIP、ISO等)、备份的压缩级别等。
根据您的需求和系统要求进行相应的配置。
6. 点击开始备份:当您完成备份设置后,可以点击开始备份按钮,开始进行系统备份操作。
备份时间的长短将取决于备份数据的大小和选择的备份方法。
请耐心等待备份操作完成。
7. 备份完成:当备份操作完成后,您将收到相应的提示。
请务必核实备份数据的完整性,并确保备份成功。
可以通过验证备份数据或恢复测试来验证备份的可用性和完整性。
8. 定期检查备份:备份是一个持续的过程,建议定期检查备份设置和备份数据的状态。
PLC软件备份步骤
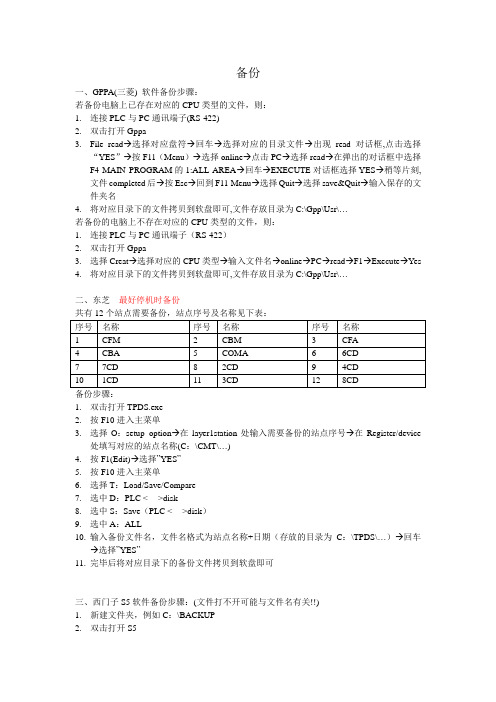
备份一、GPPA(三菱) 软件备份步骤:若备份电脑上已存在对应的CPU类型的文件,则:1.连接PLC与PC通讯端子(RS-422)2.双击打开Gppa3.File read→选择对应盘符→回车→选择对应的目录文件→出现read对话框,点击选择“YES”→按F11(Menu)→选择online→点击PC→选择read→在弹出的对话框中选择F4 MAIN PROGRAM的1:ALL AREA→回车→EXECUTE对话框选择YES→稍等片刻,文件completed后→按Esc→回到F11 Menu→选择Quit→选择save&Quit→输入保存的文件夹名4.将对应目录下的文件拷贝到软盘即可,文件存放目录为C:\Gpp\Usr\…若备份的电脑上不存在对应的CPU类型的文件,则:1.连接PLC与PC通讯端子(RS-422)2.双击打开Gppa3.选择Creat→选择对应的CPU类型→输入文件名→online→PC→read→F1→Execute→Yes4.将对应目录下的文件拷贝到软盘即可,文件存放目录为C:\Gpp\Usr\…二、东芝最好停机时备份备份步骤:1.双击打开TPDS.exe2.按F10进入主菜单3.选择O:setup option→在layer1station处输入需要备份的站点序号→在Register/device处填写对应的站点名称(C:\CMT\…)4.按F1(Edit)→选择”YES”5.按F10进入主菜单6.选择T:Load/Save/Compare7.选中D:PLC < -- >disk8.选中S:Save(PLC < -- >disk)9.选中A:ALL10.输入备份文件名,文件名格式为站点名称+日期(存放的目录为C:\TPDS\…)→回车→选择”YES”11.完毕后将对应目录下的备份文件拷贝到软盘即可三、西门子S5软件备份步骤:(文件打不开可能与文件名有关!!)1. 新建文件夹,例如C:\BACKUP2. 双击打开S53. S5会自动check online or offline[选择Setting→Page2设置mode(按F3将mode由offline 设置成online)退出保存]4. 回到主菜单,选择Object→block→Transfer→PLC…file(按F3选择新建的文件夹C:\BACKUP),在dest处修改文件名后点击Transfer,传输完毕5. 选择Setting→Page2设置mode(按F3将mode由online设置成offline)退出保存6. 打开C:\BACKUP将内部的文件拷贝到软盘即可四、MEDOC修改梯行图:MEDOC→START→OPEN→选择文件→ESC→EDIT→LADDER→FIND→STEP→I/O→F2→选中需要修改的值→ENTER→修改完毕后ENTER→F2→SA VE五、研磨机备份:1.进入C:\VT240→ST2402.选择1,输入密码WSM3.在根目录下输入TAPE –R,然后回车4.输入TAR C \MT0 \H5回车5.备份结束后输入TAPE –R,然后回车研磨机恢复:1.进入C:\VT240→ST2402.选择1,输入密码WSM3.在根目录下输入TAPE –R,然后回车4.输入TAR X \MT0 \H5回车5.恢复结束后输入TAPE –R,然后回车六、GPPW(MHI)1.打开GPPW Network NO. 12.选择ONLINE→transfter setup→PC sideI/F(Ethernet board) Station NO. 20Protocol TCPPLC QJ71E71→PLC sideI/F(Ethernet module) Station NO. 1 →选择connectionIP address 192.18.1.1→若连接成功,则显示测试OK→点击OK3.选择ONLINE→Read from PLC→等待下载完毕→Param+Prog选中所有→EXCUTE→确认→选择SA VE AS4.将Resource(此文件夹包含注解内容)文件夹拷贝到同一目录下七、OMORN PLC1.打开CX-Programmer→双击”CPU掌”设定端口2.具体设置在Driver页3.选择PLC→Transfer→from PLC4.等待下载完毕→保存即可八、OMORN TOUCH PANEL1.打开CX-Desiger→PT→transfer set→transfer→transfer(from PT)2.下载完毕保存即可九、Pro-face(MHI)1.GPsetup→comm setup→IP确认2.Transfer→resiver→选IP→startIP地址清单:Auxiliary 192.168.1.1Unwind GP2500 192.168.1.2NO.1 Rod coater 192.168.1.3NO.2 Rod coater 192.168.1.4Winder 192.168.1.5十、TPDS32 for WINDOWS1.打开T-PDS32→选择option→点选communicate→选择connection method,选中compute link→点选setup→选择satation(共1—12个站点)→communication parameter设定→选定端口→OK2.File→Transfer Program→PLC—File3.File→save project as。
SINUMERIK840D数控系统的数据备份与回装

象, 找到相应的 P C程序模块 , L 再进 一步查找相应的
P C程 序段 。 L
步骤 2 对 P C程 序段 进行分 析 , : L 搞清 楚其 逻辑 控 制关 系 。 步骤 3 与机 床联 机 , 行 现 场在 线 分 析 。根 据 各 : 进
码。
②进入“ e i ” Sr c 区域中“e e s r— p , ve s i a u ” 选择垂 rstt 致, 如果不一致 , 则为故障点。 步骤 4 根据电路图查找故障点对应的故 障元件。 : 步 骤 5: 调整 或更 换元 器件 , 或者 对 P C程 序进 行 L
改进 , 除故障。 排
如果您想发表对本文的看法。 请将文章编号填入读者意见调查表中的 相应位置。
咤; =
4UUD :
牛。 吊删 U 等
维普资讯
பைடு நூலகம்
C i 数控专栏 NS n C ma e f
直菜单“ ae tt r i ” 见图 1 M k au a h e , srp c v 。
1 系统 内部 的数据交换
此 种交换是指 80 4 D系统本身的 R M 与硬 盘之 A 问的数据传递 , 是现场维护 中最常采用的, 它的特点是 无需借助其它设备或软件 , 完全靠 80 4 D的菜单操作
实 现 , 点是 一但 硬 盘备份 文件 损 坏则无 法恢 复数 据 。 缺 ( ) N UR 1 将 C AM 区中 的数据 备份 到 MMC的硬 盘
当系统 断 电时 由一块 36V 的锂 电池 提 供 掉 电保 护 。 . 当电池失 效 、 据丢 失或更 换模 板 后 , 须重 新恢 复这 数 必 些 数据 。 因此 对 于设备 维 护 人 员 来说 , 握 数据 的备 掌 份 与 回装是至 关重 要 的。本 文 将 介 绍 3种 备份 方 法 ,
三菱程序参数备份方法20071129
承认
作成
日期吴跃龙
200711291、
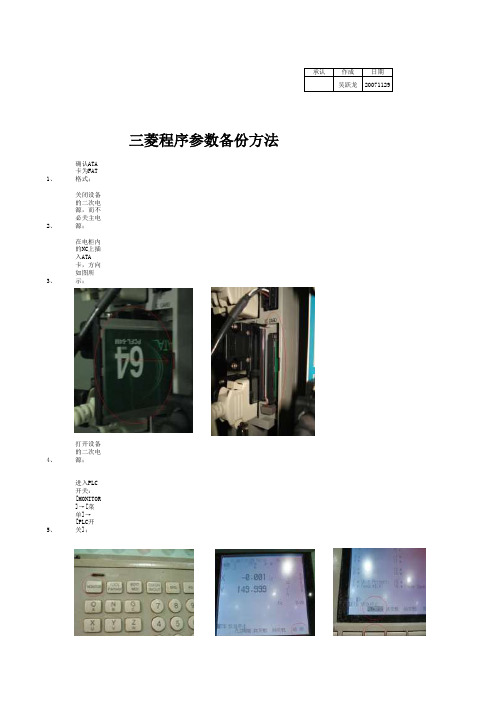
确认ATA卡为FAT格式;
2、关闭设备的二次电源,而不必关主电源;
3、在电柜内的NC上插入ATA卡,方向如图所示;
4、打开设备的二次电源;
5、进入PLC开关:[MONITOR]→[菜单]→[PLC开关];
6、关闭数据保护:在#()里面输入“1”后按[INPUT]键,使开关方向由向下改为向上;
三菱程序参数备份方法
7、进入ATA卡备份:[DIAGN IN/OUT]→[I/F诊断]→[菜单]×3次→[ATA];
8、备份NC程序:输入#(10)(1)→[INPUT]选择到“加工程序”,再输入#(3)(ALL)(XXX.PRG)→[INPUT]备份到ATA卡里;
XXX.PRG的XXX为自己命名的该程序名,且一定要有后缀名.PRG;
9、备份刀具数据:输入#(10)(2)→[INPUT]选择到“刀具数据”,再输入#(3)(XXX)→[INPUT]备份到ATA卡里;
XXX为自己命名的该刀具数据名,不需要有后缀名;
10、备份参数:输入#(10)(3)→[INPUT]选择到“参数”,再输入#(3)(XXX)→[INPUT]备份到ATA卡里;
XXX为自己命名的该参数名,不需要有后缀名;。
数控设备操作系统的备份

数控设备操作系统的备份李慧(柳钢工程技术有限公司广西柳州 545002)摘要数控设备操作系统出现崩溃,造成生产安排被动。
要求对各数控设备操作系统进行备份。
关键词数控设备制作备份一、前言前段时间,本公司金工班一台XK2345/6数控龙门铣床西门子操作系统突然进不了,经检查是工业用一体机硬盘损坏了造成数据丢失无法正常开机。
在耗费大量时间之后,经桂林机床厂专家与西门子方面进行远程技术指导才恢复正常,严重影响了公司生产的正常安排流程,造成了一定的经济损失。
为了避免再次发生此类故障,公司领导要求对各台数控机床的操作系统进行一对一备份。
下面,我们以其中一台的备份过程简述如何对数控设备的操作系统进行备份。
二、材料准备1.SSK 8G U盘,用于制作启动盘;2.绿联USB3.0多功能硬盘存储转换器,用于连接笔记本电脑与外部硬盘的传输;3. ADATA SP900 SSD硬盘,用于作为备份的硬盘;4.联想G45笔记本电脑,用于传输数据;5.数控设备工业用一体机WD 160G机械硬盘,用于被备份的硬盘。
具体如图1所示。
其中,SSK 8G U盘和ADATA SP900 SSD硬盘在使用前先进行格式化处理,确保是空盘。
图1三、启动盘的制作1.从网络平台下载“优启通BIOS+UEFI双启版”到联想G45笔记本电脑硬盘并进行安装。
(如图2示)图22.安装完成后,双击电脑桌面上的“优启通BIOS+UEFI双启版”图标,将SSK 8G U盘插入联想G45笔记本电脑USB端口,选择“默认模式”界面,软件会自动显示当前U盘型号,注意确认为所插入U盘型号后不改动界面其它选项设置,点击“一键制作启动U盘”。
(如图3示)图33.此时会弹出警告窗口(如图4示),在确认U盘没有数据后点击“确定”即可。
图44.启动盘制作过程大概需要几分钟时间,请耐心等待,中途不要对U盘进行其它操作,避免制作失败。
5.制作完成后会弹出窗口提示是否对U盘进行模拟启动测试(如图5示)。
数控系统参数的备份方法-精品文档

1 硬件配置 1.1 FANUC-0i数控系统 1.2.通讯电缆 1.3.SIEMENS-PCIN软件4.32或以上
2. 数据通讯 数据通讯可以实现PROGRAM(零件程序)、PARAMETER(机
床参数)、PITCH(螺距误差补偿值)、MACRO(宏参数)、 OFFSET(刀具偏置值)、工件坐标系、PMC数据的传输。 PMC梯形图的传送必须使用FANUC专用编程软件FLADDER-III 方可实现。
1.电缆的连接 2市场购买到的RS232C的电缆(25芯-9芯)
SD 2 RD 3 ER 20 DR 6 RS 4 CS 5 CD 8 SG 7
3 RD 2 RD 4 ER 6 DR 7 RS 8 CS 1 CD 5 SG
2FANUC 推荐使用的RS-232电缆连接方法(25芯-9芯)
SD 2
3 RD
2.异步串行通信数据格式 :
起始位:表示一个字符的开始,接收方可用起始位使自己的 接收时钟与数据同步,起始位为低电平有效。 停止位:则表示一个字符的结束,通常停止位为1位或2位。 数据位:通信的发送方和接收方之间数据信息的传输位, 通常为7位或8位。 奇偶校验位:用来检验数据的正确性 ,奇偶校验位为1位。 FANUC数控系统的异步串行通信数据格式为: 数据位为7位、停止位为2位、奇偶校验位为1位。
当要接收数控系统的信息 时,首先要将计算机的 CNC连接打开,打开后从 下拉菜单传送中选择捕获 文本,并执行该程序,随 即显示右图的显示内容, 命名DEMO.TXT后,确认 开始。
当要发送数控系统的信息时,首先要将数控系统处于接收状态,然 后设定计算机的状态, 从下拉菜单传送中选择发送文本文件,并执行该程序,随即显示右 图的显示内容,选择DEMO.TXT后,确认打开。
数控机床数据备份步骤

数控机床数据备份步骤————————————————————————————————作者:————————————————————————————————日期:数控机床数据备份步骤数控系统的数据又包括系统参数和plc程序。
需要借助计算机及相关软件才能完成数据的备份,驱动器和变频器的调试参数只是用到了很少一部分参数,所以记录一下修改的参数即可。
数控系统参数备份的界面在进行参数备份前,请参照下面步骤进行设定、确认。
①在断电情况下,使用通讯电缆连接计算机与数控系统,启动计算机与数控系统。
②数控系统启动后按【区域】软键,之后按【通讯】软键进入下一界面,再按【RS232设置】软键,进入下一界面。
③在该画面可以设置通讯参数,根据传输的参数特点,选择文本或二进制传输格式。
传送数据、零件程序。
固定循环的文件时,选文本格式并设置参数,最后确认。
④传送试车数据时选择二进制文本格式并设置参数,最后确认,使用【输入启动】、【输出启动】软件控制数据的备份和恢复。
提示1.在进行参数机外公份前别忘T机内公份。
2.黎止在通电信况下插拔通讯电级。
通讯软件通过RS232接口(利用WINPCIN通讯工具软件)将系统各种数据备份到外部计算机中是最可靠的数据保护措施,将系统的。
“试车数据”备份文件提供给最终用户,以便在特殊情况下迅速恢复出厂时的数据。
在与SINUMERIC 802C通讯时,它可以传送以下数据。
WINPCIN软件操作步骤表①计算机安装WINPCIN软件后运行,进入开始画面。
②正确设定波特率、数据位等参数,之后依次单击【存盘并激活】按钮后单击【返回】按钮。
③计算机准备接受文件时,单击【接受文件】按钮,软件弹出接受文件存储框,选择存储目录,输入文件名,单击【柏存】按钮,计算机处于准备状态,之后在数控侧进行输出操作。
④数控系统执行数据输出后,winpcin软件进入接受过程画面,底部有接受数据字节监视,传输完成后,单击【放弃传输】按钮,可通过【编辑文件】按钮检查文件内容。
数控系统参数的备份方法

FANUC系统机床数据的传输形式:
(1)RS-232异步串行数字传输形式 系统I/O通道设定为:0、1、2、3 (2)系统存储卡传输形式 系统I/O通道设定为:4 (3)以太网传输形式 系统I/O通道设定为:5
本章主要内容:
(1)数控机床传输软件的功能及RS-232异步串行通信 (2)传输软件的使用及数控机床数据的输入/输出操作 (3)RS-232通信过程中的故障原因分析及处理方法
2.3.4 螺距误差补偿表的传输(CNC到PC) (1)PC端选择DATA-IN菜单,回车确认。 (2)在FILENAME栏中填入零件程序的路径及文件,然后回车确 认,PC处于等待 (3)选择EDIT 方式 (4)选择〈SYSTEM〉、扩展键,〈PITCH〉,〈OPRT〉, 〈PUNCH〉、〈EXEC〉数据开始输出
2.2 设置FANUC-0i数控系统的通讯协议 (1)启动机床,CNC无任何报警 (2)选择MDI工作方式 (3)选择〈SYSTEM〉、三次扩展键,〈ALL I/O〉,〈PRGRM〉 出现下列菜单: I/O CHANNEL 1 DEVICE NUM 0 BAUD RATE 9600 STOP BIT 2 NULL INPUT ALM TV CHECK OFF PUNCH CODE ISO INPUT CODE EIA/ISO FEED OUTPUT FEED EOB OUTPUT LFCR
2.3.5 PMC参数的传输(CNC到PC) (1)更改PCIN软件V24-INI菜单下的通讯协议:8DATA BITS, 其它相同。 (2)PC端选择DATA-IN菜单,回车确认。 (3)在FILENAME栏中填入零件程序的路径及文件,然后回车确 认,PC处于等待 (4)选择EDIT 方式 (5)选择〈SYSTEM〉,〈PMC〉,扩展键,〈I/O〉 (6)光标移动至DEVICE选项,选择扩展键,〈OTHERS〉, 〈WRITE〉
FUNUCOi数控系统数据的备份与恢复
FUNUCOi数控系统数据的备份与恢复随着数控机床的广泛应用,FUNUCOi数控系统也被广泛使用。
在使用过程中,数据的备份和恢复是非常关键的,它可以帮助我们保护重要的数据,并且在需要时快速恢复数据。
接下来,本文将介绍FUNUCOi数控系统数据的备份与恢复方法,以便您在使用过程中能够更好地保护您的数据。
一、数据备份1.手动备份FUNUCOi数控系统可以使用手动备份功能来备份各种数据类型,包括程序、参数设置、系统设置等。
手动备份分为三种方式:备份到卡、备份到U盘和网络备份。
备份到卡和备份到U盘都需要使用外部设备,将备份的数据存储在卡或U盘上。
这种方式优点是方便、快捷、灵活,缺点是存储介质易丢失、丢失后数据无法恢复。
网络备份可以备份数据到指定的网络设备上,比如备份到远程服务器、备份到NAS等。
这种方式的优点是备份数据可靠,缺点是需要网络环境支持,且备份时间较长。
2.自动备份自动备份是FUNUCOi数控系统的一个重要功能,它可以定时自动备份程序,可避免人为操作的失误,提高数据备份的可靠性。
使用自动备份功能需要设置备份周期、备份介质、备份目录等参数,可以自动备份到卡、U盘或网络设备上。
二、数据恢复在数据备份出问题或数据丢失时,需要进行数据恢复操作,恢复有手动恢复和自动恢复两种方式。
1.手动恢复手动恢复需要手动选择备份数据进行恢复。
可以将备份数据复制到卡、U盘或磁盘上,然后进行手动恢复操作。
手动恢复操作需要选择恢复数据类型,然后选择要恢复的备份数据,最后确认恢复操作。
2.自动恢复自动恢复需要在数据备份时设置自动恢复参数,包括自动备份介质、自动备份路径、自动备份周期等参数。
在进行系统重置或出现数据丢失时,系统会自动恢复备份数据,以恢复系统的正常运行。
总之,数据备份和恢复在FUNUCOi数控系统中是非常重要的,帮助我们保护重要的数据,并在需要时快速恢复数据。
在使用过程中,一定要设置好备份和恢复参数,保障数据的安全性和可靠性。
三菱E60M64数据备份与恢复及R232设置

目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (27)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC联接(1)E60-NC(FCU6-MU071)接口图:(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
数字信号输出电路的概要:数字信号输出电路为漏型(FCU6-HR341)和源型(FCU6-HR351)。
几种数控系统数据备份与恢复方法

几种数控系统数据备份与恢复方法几种数控系统数据备份与恢复方法几种数控系统数据备份与恢复方法【摘要】本文系统的分析了备份机床参数的重要性,并归纳总结了几种常见数控系统的机床数据备份与回装的方法、注意事项与具体步骤。
【关键词】数控系统;参数;数据备份引言数控设备使技术密集型和知识密集型机电一体化产品,其技术先进、结构复杂、价格昂贵,在各行各业的生产上都发挥着重要作用。
数控机床参数用于调整机床功能,是机床厂家根据机床特点设定的,决定数控机床的功能和控制精度,是保证数控机床正常工作的关键,一旦参数丢失或误改动,容易使机床的某些功能不能实现或系统混乱甚至瘫痪,如轴补偿数据,是根据每台机床的实际情况确定的,即便是同厂家、同型号的两台机床,也是不一样的,一旦丢失,就需要用激光干涉仪重新进行检测、补偿,需要大量时间和精力,给工作带来很大的不便。
所以在数控机床安装调试完毕或进行重大调整后,进行正确、完整、有效的参数备份是非常必要的。
1、参数恢复的方法一般情况下,当参数发生改变和丢失时可以采用以下两种方式进行参数的恢复。
1.1根据故障现象进行正确的参数设置这种方法适合处理许多常见的机床故障,例如主轴准停位置的调整,机床原点位置的调整,补偿反向间隙,螺距补偿参数设置等等。
但是由于数控系统的参数数量非常相当庞大,当参数大范围丢失和改变时,最好借助于参数的备份与回装完成参数的恢复任务,这样既简单又可以保证准确性。
1.2利用机床的备份数据进行参数的下载和恢复利用机床的备份数据进行恢复方法简单易行,效率高,可靠性高,是进行参数恢复的主要手段。
下面着重介绍针对不同数控系统数据备份的方法和步骤。
2、常见数控系统参数备份和参数恢复的方法与步骤2.1SINUMERIK 802D SL的参数备份与回装SINUMERIK 802D SL的参数可以在系统内部备份,也可在CF卡上备份,或在计算机硬盘上备份。
在机床调试完毕后,应备份以下数据:机床数据(文本格式)/螺距误差补偿(文本格式)/刀具数据(文本格式)开机调试存档(NC/PLC)包括NC、PLC、驱动器的所用数据开机调试存档(HMI)包括语言、在线帮助、用户开机画面PLC-项目包括PLC备份及用户报警文本2.1.1数据内部备份802Dsl配备了闪存和静态存储器(由高能电容维持信息)。
三菱数控系统PLC备份步骤

三菱数控系统PLC备份步骤
三菱数控系统 PLC备份步骤
1、拍下急停按钮。
2、按系统菜单栏“F0”键
进入界面:
按显示器下方一排软键最左边按键:
3、选择“外部文件操作”进入下一界面。
4、
选择“NC->外部”按键进入下一界面
5、选择“全部数据选择/取消”进入下一界面完成勾选
6、选择“写入”进入下一界面:
说明:如果插入USB 则选择USB 选项,然后按“INPUT”按键,进入下一步,如果插入 SD 卡则选择 SD 选项,按“INPUT”按键进入下一步,(此次以SD 卡做为演示)界面如下:
选择“项目名”在工程名输入名称(说明:选择自己好记的不易出错的名称,此次以 456 代替)输入完成之后按“选择”按键说明此次 PLC 备份成功,选择“OK”退出 PLC 备份步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化石发表于 2006-3-15 18:20:06
1、在系统断电的条件下,将备份卡插在控制器后面CBUS 插口上;
2、系统内容备份到卡上的方法:上电,按“TOOL”,
再按“菜单”软功能键,再按“准备”软功能键,屏幕
提示是否进入准备参数,不要按“Y”键,而按“下页键”
(显示器下方最后一个键)软功能键,屏幕提示是否进入
备份画面,按“Y”,再按“INPUT”,输入“1”
(备份),再按“INPUT”,屏幕右下角出现“备份执行
Y/N”提示,按“Y”,再按“INPUT”,过5秒钟(屏幕
右下角出现“备份完成”提示)后,下电,取下备份卡。
3、卡上的内容恢复到系统的方法:上电,按“TOOL”,
再按“菜单”软功能键,再按“准备”软功能键,再按
“下页键”软功能键,按“Y”,再按“INPUT”,
输入“2”(恢复),再按“INPUT”,屏幕右下角
出现“释放执行 Y/N?”提示,按“Y”,再按“INPUT”,
过5秒钟(屏幕右下角出现“释放完成”提示)后,下电,
取下备份卡即可。
二三菱系统传输步骤
在传输参数或PLC之前,请先将机器处于急停状态,再按照一下介绍步骤逐
一执行。
侧-------------NC.1画面打开)画面的打开:(需要把OPTIONOPTION键。
INPUT)再按履历:输入-------菜单------#(IA.)选择履历画面:诊断键。
INPUT准备------输入“Y”再按.)选择准备画面:TOOL-----菜单------BC.)输入#(1060)(64)(S)按 INPUT键两次。
(注意必须按INPUT键两次)D.)回到TOOL画面,会出现OPTION画面(在此画面里会出现OPTION参数的参数号的显示,单位为十六进制数据。
)-----1600号参数到显
示,有从2.I/O参数的设置:按TOOL键-------选择I/O软键,按以下参数进行确认设定。
输入出基本参数# 编号# 装置编号装置名称
输出输入/
900129002资料输入0
029*******资料输出
0DNC90059006模式2
029*******巨程式列印
0PLC输入29010/输出9009
29011REMOTE PROG IN
2EXT WNIT 9013
0TOOL ID
时,一定要设定为“1”,而在传输参数或加PLC在传输ASII DATA 9018 附录:
工程式时,请设定为“0”,避免错误发生。
注解:
9012 传输速度设0: 192000bps 1:9600bps
2:4800bps
3:2400bps
1200bps:4传参数:3..3
-----INPUT3)----输入:输入#(诊断-----菜单注意:输入完成后,需见传输提示“DATA WRITE”结束。
传输结束后须对参数进行格式化:(初始化)
-----INPUT1))(参数格式化:(1060(是否要初始化参数)N :BASE DATE FORMAT PROGRAM
)OK(按2次“Y”后FORMAT:Y
.4:PLC传停止:PLC首先让------INPUT)输入(1方法一:按
F0----FILE----PLC.方法二:在电控箱里将主板转位开关拨到“1”的位置强
行停止传PLC:
9118-----设“1”;
-----INPUT.)250)(# 输入(99.传输完成后重新开关机即可在实际传输
过程中发现传参数和PLC ,9118都要设为”1”,只有在传程式时设”0”..PCIN 传输软件. 传参数和程式用V24或软件传输PLC使用COMUA64
.PLC参数,即标准的参数,在传传输步骤:首先传OPT参数注意事项:设置I/O 参数后,传入标准参数后要再次检查9102的值,如果有变化需要重新按标准的设置.
发表于 2007-7-23 17:05 | 只看该作者
看你搞的那么复杂,我也顶一下,其实传参数没你那么复杂,更不需要进入OPTION画面,只要你确认好IO参数,在输出入画面按3,INPOT就可以输出机台的全部参数,想看OPTION参数也不用那么麻烦,在报警画面按2次菜单,再按NC键,然后一直按下翻页,就看到OPYION参数了,不需要改动1060参数,1060是高级参数,对于新手来说,一不小心就会后悔。
就是数控老手来说,你也不一定能说全1060的全部作用
发表于 2007-12-3 19:57 | 只看该作者
直接把6451参数的第五位改为1就可以输出PLC了,不过还是多谢LZ的资料
发表于 2008-1-21 00:02 | 只看该作者
成功了!但我#9018都是设置1传输的,没有出现错误,机器本来传输NC#9018都是1。
这样做只是备份了机器的PLC等数据,备份文件可以编辑吗?我用的控制器:三菱 EZ
Motion - NC E60加工中心。
只看该作者 | 2008-4-4 23:14发表于
M520系统的传输方法不一样
照这样做不行.不过M520好像和fanuc的一样
发表于 2008-4-5 12:44 | 只看该作者
传参数没有必要去动OPTION参数,事实上你也穿不进去,不过传完后做一下内存的格式化倒是有必要的。
发表于 2008-4-6 23:04 | 只看该作者
#6451 bit5 =1 bit4=1传PLC
bit5=0 bit4=1 传参数
发表于 2008-10-14 16:08 | 只看该作者
搞这么麻烦,传梯图直接用GX,传参数直接在输入画面,只需设一下I/O参数,按照你这样弄,头都被搞大了
发表于 2009-6-23 23:01 | 只看该作者
其实OPTION参数可以不用打开也可以传出来的!
发表于 2009-7-19 21:06 | 只看该作者
以前也做过三菱机床的传输,传输线可以采用FANUC对我9对25针线缆。
配置就要参照机床设置参数了。
资料不错,顶起来。