三菱数控系统调试手册
三菱简明调试步骤
调试步骤4.3.1系统初始化。
将基本参数内#1037设为(2), #1060 设置如下(1060)(1),按Y 后,INPUT 键确认,再次按Y 后,INPUT键确认,系统内基本参数被设置。
关机重新通电。
4.3.2用WINCOMM传入相应机床参数, 软件波特率设为19200(机床参数#9102设为0 #8109设为0),关机重新通电。
4.3.3用GX传入相应的PLC(R2925设为31 #8109设为0 #9102设为0) 。
4.3.4用WINCOMM传入100参数<先关PLC,再把#1060(64)(S)>断掉总电源。
4.3.5拨码:X.Y.Z.S轴分别拨为0,1,2,3 远程I/O拨为1,重新上电, 如果出现报警显示,应该寻找故障并排除。
4.3.6确定主轴风机排风方向朝上,不正确时调换风机三相电源。
确定增压缸与主轴距离在3到4毫米之间,确定增压缸上下限位开关螺丝锁紧,增压缸有足够液压油!4.3.7手动打油观察油路接通情况各轴导轨接触面润滑是否均匀,要注意Z轴的油路是否接通,Y向的油管是否有损坏.有无漏油,检查三轴联轴器是否上紧,如有松动应及时锁紧。
用手轮及面板手动移动各轴,判断各轴运动方向是否正常,平稳。
4.3.8 将状态选择开关放置在JOG位置,将点动速度放在最低档,分别进行各坐标正反方向的点动操作,同时用手按与点动方向相对应的超程保护开关,验证其保护作用的可靠性,然后,再进行慢速的超程试验,验证超程撞块安装的正确性。
4.3.9将状态开关置于回零位置,完成回零操作,再用手动测试各轴运动是否正常,进行多段速变化测试.4.3.10将状态开关置于JOG位置,进行手动变档试验,验证后将主轴调速开关放在最低位置,进行各档的主轴正反转试验,观察主轴正反转方向及速度显示的正确性,然后再逐渐升速到最高转速,观察主轴运转的稳定性。
最后进行从零速直接到最高速,及最高速直接到零速是否会出现报警。
4.3.11调整各轴的行程和栅格量(确保栅格量约为丝杆螺距的一半,如果不是调整原点挡块位置或联轴器),设定各轴的软限位。
三菱CNC控制器 MELDAS60 60S系列 操作说明书

60/60SånóÒëÄçÏÅ@ñæÅ@前 言本手册说明如何使用MELDAS M6060S 系列本手册说明如何设定程序在使用本数控系统前请仔细阅读本手册此外您本人必须熟悉下页所述的有关安全方面的注意事项以确保对本NC系统进行安全操作MELDAS M60系列包括M64A/M64/M65/M66/M65V等机种MELDAS M60S 系列包括M64AS/M64S/M65S/M66S等机种关于阅读本手册的注意事项注意如果本手册中关于限制或使用条件的说明与机床制造商发行的操作手册中的说明有冲突则以后者的说明为准本手册中未加说明的操作应当认为是不可行的本手册编写的前提是假定您的机床配备了全部选项的操作功能在开始操作机床前请参考机床制造商所提供的规格确认您的机床可使用的功能各种机床设备的使用说明请参照机床设备制造商所提供的说明书 在某些型号的NC 系统中画面上所出现的显示可能会有所不同在这种情况下机床的操作方式会改变或者某些功能不能使用请务必确认系统规格与型号必要时也可以参考配合使用下列说明书MELDAS 60/60S 系列 报警/参数手册..................................................................................... BNP–B2180 MELDAS 60/60S 系列 MELDAS MAGIC 64 编程手册......................................................... BNP–B2182 MELDAS 60/60S 系列 MELDAS MAGIC 64 编程手册......................................................... BNP–B2181使用前的注意事项 在这个控制系统中加工程序参数刀具补偿数据被保存在内存存储器中因为这个控制系统的内存是通过干电池供电来备份这些数据和内容所以在出厂后的一般使用状态情况下六年中有效但如果发生下列情况会导致数据和内容的消失 为了防止此类情况发生请参照本说明书的-8维修功能请把重要的程序和参数等输出并保存在输出/输入设备中 续后页续前页下列情况发生后会导致内存数据内容消失1发生错误操作情况变更了原本不应该变更的程序编辑功能参数设定功能以上发生的数据内容消失并非真正意义上的数据内容消失而是原来的数据和内容被不正确地消去或改动而导致但由于数据和内容确实消失了所以这里也把它定义为数据内容消失2电池寿命结束的情况因为电池寿命结束不能为存储器提供必要的电压或电源被切断3发生故障的情况某种故障发生后导致必须更换控制系统关于安全的注意事项在安装操作设定程序维修和检查之前请仔细阅读机床制造商的规格说明本手册有关的操作手册和其它的辅助文件只有在您完全了解了这一系统并熟悉了安全操作步骤以后才能操作NC机床本手册把安全注意事项分为三个层次危险警告和注意不适当的操作可能会立即危及操作者的生命或使操作者受到严重的伤害不适当的操作可能会危及操作者的生命或使操作者受到严重的伤害不适当的操作可能会伤害操作者或使他们的财产遭到损失 即使是以注意所标示的项目在某些情况下也可能会引起严重的问题所有这三种警示性的符号包含很重要的信息因此需要绝对认真地对待有关安全的注意事项 限制或使用条件的说明与机床制造商发行的操作手册中的说明有冲突则以后者的说明为准 本手册中未加说明的操作应当认为是不可行的 本手册编写的前提是假定您的机床配备了全部选项的操作功能在开始操作机器前请参考机床制确认您的机床可使用的功能各种机床设备的使用说明请参照机床设备制造商所提供的说明书NC 系统中画面上所出现的显示可能会有所不同在这种情况下机床的操作方式会改变或者某些功能不能使用请进行信号电缆的接地另外为了使控制单元的本体强电盘机床使用同电位请进行同一点接地当把控制单元的旋转开关设定为7时NC的全部数据内容会消失系统将无法启动在没有设定的情况下机床端可能会发生冲突输出设备的电缆在连接和拆卸时必须先关闭电源在电源开启的状态下进行安装和拆卸会导自动运转包含单节停止时如果刀具补偿量或工件坐标系补偿量发生变化补偿量将从下一单节或其后的单节指令开始有效机床运转时在诊断画面中进行强制数据设定强制输出时请注意机床的动作顺序如果进行格式化NC内存的数据将被全部删除所以在进行格式化前把必要的数据使用输出功输出到其他记忆装置中去即使在图形检查画面中执行刀具补偿量写入指令参数写入指令或变量写入指令时原来的数据将为了防止通讯时发生数据出错或乱码输入和输出加工程序后必须进行核对请勿变更准备参数关于程序的注意事项在实际操作中操作EOB和EOR都是解释性的记号这些实际编码在中是直线进给和在EIA中是单节结束和记录结束未经机床制造商允许请勿变更固定循环程序关于运转时的注意事项在自动运转中请不要进入机械移动范围请不要把手脚或头部靠近正在运转中的主轴在进行实际加工前进行空运转操作以确认加工程序刀具补偿量工件坐标系补偿量等等在单节运转中设定程序启动将不能运行被设定的单节以前的程序如果设定的单节以前存在坐标S T B指令请在模式等中发出必要的指令如果不进行这些操作而设定单节启动时可能发生机械干涉的危险编程时以镜像的中心进行镜像功能的开关如果在镜像中心以外进行镜像功能的开关时加工轨迹请先把加工程序刀具数据参数存入输出再更换电池在发生飞车或出现噪音现象时请立即按下紧急停止键使轴停止移动电缆连接不正确会损坏机床因此请正确地连接电缆连接插头时请勿连接本手册指定以外的电压否则可能会导致机床的误动作或损坏在通电中请勿连接或断开装置间的连接电缆在断开电缆时请勿用力拉拔电缆线或使之短路加热请勿焚烧或分解电池被替换下的电池请按照当地法规进行废弃处理单元在通电中请勿更换控制器电源板在通电中请勿更换扩展用的电路板在通电中请勿更换存储卡请勿使存储卡的插座接触金属切削粉末目录I. 操作说明1. 设定和显示装置的操作..............................................................................................................................I-11.1 CRT设定和显示装置外观................................................................................................................I-11.2 显示区域的功能................................................................................................................................I-31.3 画面变换图........................................................................................................................................I-51.3.1 电源接通时的画面变换........................................................................................................I-51.3.2 画面变换图车床/磨床..................................................................................................I-61.3.3 画面变换图中心加工机...............................................................................................I-81.4 画面选择顺序..................................................................................................................................I-101.5 数据设定方法..................................................................................................................................I-141.6 屏幕保护功能..................................................................................................................................I-182. 位置显示....................................................................................................................................................I-202.1 相对值..............................................................................................................................................I-212.1.1 CRT画面的关闭.................................................................................................................I-232.1.2 相对值显示的计数归零原点归零..................................................................................I-232.1.3 手动数值指令S, T, M指令.........................................................................................I-242.1.4 自动运转程序显示..............................................................................................................I-272.2 坐标值..............................................................................................................................................I-282.2.1 缓冲区修改..........................................................................................................................I-302.3 指令值..............................................................................................................................................I-422.3.1 执行程序的监视..................................................................................................................I-422.3.2 执行持续信息的监视..........................................................................................................I-432.3.3 累积时间显示......................................................................................................................I-442.4 呼叫..................................................................................................................................................I-462.4.1 记忆呼叫..............................................................................................................................I-472.4.2 DNC呼叫............................................................................................................................I-482.4.3 核对停止M65/65S166/66S系列适用........................................................................I-502.5 程序再启动功能..............................................................................................................................I-522.5.1 程序再启动的操作步骤......................................................................................................I-542.5.2 程序再启动呼叫的操作步骤..............................................................................................I-572.5.3 程序再启动位置回归方式..................................................................................................I-632.5.4 程序再启动的手动数值指令..............................................................................................I-652.5.5 注意事项..............................................................................................................................I-662.6 PLC开关..........................................................................................................................................I-682.6.1 PLC开关的ON/OFF操作..................................................................................................I-682.7 共变量..............................................................................................................................................I-692.7.1 共变量的显示......................................................................................................................I-702.7.2 共变量的设定......................................................................................................................I-712.7.3 共变量的删除......................................................................................................................I-712.8 局变量..............................................................................................................................................I-722.8.1 局变量的显示......................................................................................................................I-73 3(). 刀具补偿车床/磨床......................................................................................................................I-753.1 刀尖磨耗补偿车床/磨床.........................................................................................................I-763.1.1 刀具补偿数据的设定..........................................................................................................I-773.1.2 刀具补偿数据的清除..........................................................................................................I-773.1.3 刀具磨耗刀具长度数据的设定模式增量值绝对值..........................................I-783.2 刀具数据车床/磨床.................................................................................................................I-793.2.1 手动刀具长度测量I............................................................................................................I-803.2.2 刀具数据画面上执行手动数值指令操作M, T..........................................................I-863.2.3 手动刀具长度测量..........................................................................................................I-873.3 刀径车床/磨床.........................................................................................................................I-953.4 刀具寿命管理I#1096 T-L type 是1车床/磨床..............................................................I-963.4.1 寿命管理方式......................................................................................................................I-973.4.2 计算条件增量..............................................................................................................I-973.4.3 刀具寿命管理数据的设定..................................................................................................I-983.4.4 显示画面上刀具寿命管理数据的清除..............................................................................I-983.4.5 注意事项..............................................................................................................................I-983.5 刀具寿命管理II#1096 T_L type是2车床/磨床............................................................I-993.5.1 刀具组的登录......................................................................................................................I-993.5.2 刀具寿命的计算方法........................................................................................................I-1013.5.3 参数....................................................................................................................................I-1033.6 刀具登录车床/磨床...............................................................................................................I-1043.6.1 功能概要............................................................................................................................I-1043.6.2 刀库座中刀具的登录........................................................................................................I-1053.6.3 主轴刀预备刀和索引区的刀具登录............................................................................I-1063.6.4 刀具登录数据的删除........................................................................................................I-1063.6.5 在刀具登录画面上执行手动数值指令操作M, T....................................................I-107 3(). 刀具补偿中心加工机铣床.....................................................................................................I-1083.1 刀具补偿........................................................................................................................................I-1093.1.1 刀具补偿数据的设定........................................................................................................I-1103.1.2 刀具补偿数据的清除........................................................................................................I-1103.1.3 刀具补偿数据的设定模式绝对值/增量值...............................................................I-1113.1.4 手动刀具长度测量............................................................................................................I-1133.1.5 刀具补偿画面上执行手动数值指令操作M, T........................................................I-1163.2 刀具登录........................................................................................................................................I-1173.2.1 功能概要............................................................................................................................I-1173.2.2 刀库座中刀具的登录........................................................................................................I-1183.2.3 主轴刀预备刀和索引区的刀具登录............................................................................I-1193.2.4 刀具登录数据的清除........................................................................................................I-1193.2.5 刀具登录画面上执行手动数值指令操作M,T.........................................................I-1203.3 刀具寿命管理................................................................................................................................I-1213.3.1 功能概要............................................................................................................................I-1213.3.2 刀具寿命画面数据的显示................................................................................................I-1223.3.3 刀具寿命数据的显示和设定刀具寿命管理数据画面第2页................................I-1263.3.4 刀具寿命管理数据的清除................................................................................................I-1274. 用户参数..................................................................................................................................................I-1284.1 工件坐标........................................................................................................................................I-1294.1.1 工件坐标系补偿数据的设定............................................................................................I-1304.1.2 外部工件坐标系补偿数据的设定....................................................................................I-1304.1.3 机械位置数据的显示........................................................................................................I-1304.1.4 工件坐标补偿值测量功能车床................................................................................I-1314.1.5 工件坐标补偿值测量功能加工中心........................................................................I-1364.2 加工参数........................................................................................................................................I-1374.2.1 加工参数1..................................................................................................................I-1374.2.2 控制参数............................................................................................................................I-1454.2.3 轴参数................................................................................................................................I-1474.2.4 禁区数据L/G.............................................................................................................I-1484.3 输入/输出用参数...........................................................................................................................I-1504.3.1 输入/输出基本参数...........................................................................................................I-1504.3.2 输入输出装置参数1..................................................................................................I-1514.3.3 计算机链接B参数COMPUTER LINK B................................................................I-1544.4 开启准备参数机械参数........................................................................................................I-1574.5 参数备份画面................................................................................................................................I-1584.5.1 参数备份的操作................................................................................................................I-1594.5.2 已备份参数的回存操作....................................................................................................I-1605. 程序..........................................................................................................................................................I-1615.1 功能概要........................................................................................................................................I-1625.2 菜单功能........................................................................................................................................I-1635.2.1 MDI 画面的菜单功能.......................................................................................................I-1635.2.2 编辑画面的菜单功能........................................................................................................I-1665.3 程序编辑操作................................................................................................................................I-1685.3.1 数据显示更新移动1 个画面....................................................................................I-1685.3.2 数据显示更新移动1 行............................................................................................I-1695.3.3 数据的变更........................................................................................................................I-170 5.3.4 数据的插入SHIFT DELETE INS..............................................................................................I-171 5.3.5 字符删除DELETEINS ...........................................................................................................I-172 5.3.6 1个单节的删除C.BCAN .................................................................................................I-1735.3.7 1个画面数据的删除.........................................................................................................I-1745.4 MDI 画面的扩展操作...................................................................................................................I-175 5.4.1 MDI 数据在存储器内的登录MDI 登录.......................................................................I-1755.5 编辑画面的扩展操作....................................................................................................................I-176 5.5.1 编辑数据的呼出呼叫...........................................................................................I-1765.5.2 新程序的登录和作成........................................................................................................I-180 5.6 录返................................................................................................................................................I-1815.6.1 录返操作............................................................................................................................I-1825.6.2 编辑操作............................................................................................................................I-1875.6.3 限制事项............................................................................................................................I-1885.7 整句编辑字编辑....................................................................................................................I-1895.7.1 在整句编辑时各种操作键的说明....................................................................................I-1925.7.2 字符串呼叫的单位............................................................................................................I-1945.7.3 相同字符串搜索功能........................................................................................................I-1955.7.4 匹配字符串搜索功能........................................................................................................I-1965.7.5 删除字符字符串................................................................................................................I-1985.7.6 整行删除的操作................................................................................................................I-1995.7.7 字符替换功能....................................................................................................................I-2005.7.8 插入字符字符串................................................................................................................I-2015.7.9 字符复制功能....................................................................................................................I-2035.7.10 编辑程序............................................................................................................................I-2045.7.11 删除程序............................................................................................................................I-2055.7.12 编辑新程序........................................................................................................................I-2065.7.13 呼叫操作............................................................................................................................I-2075.7.14 背景编辑呼叫....................................................................................................................I-2085.7.15 背景编辑结束....................................................................................................................I-2095.7.16 程序注解输入....................................................................................................................I-2095.7.17 设定程序操作开始位置....................................................................................................I-2106. 数据输入/输出.........................................................................................................................................I-2116.1 数据输入........................................................................................................................................I-2126.1.1 输入与比较的切换............................................................................................................I-2136.1.2 加工程序的输入................................................................................................................I-2146.1.3 刀具补偿数据的输入........................................................................................................I-2166.1.4 参数数据的输入................................................................................................................I-2176.1.5 共变量的输入....................................................................................................................I-2186.1.6 输入操作历史数据............................................................................................................I-2196.1.7 输入波形显示数据............................................................................................................I-2206.1.8 输入辅助轴参数数据........................................................................................................I-2216.2 数据输出........................................................................................................................................I-2226.2.1 加工程序的输出................................................................................................................I-2256.2.2 刀具补偿数据的输出........................................................................................................I-2286.2.3 参数数据的输出................................................................................................................I-2296.2.4 共变量的输出....................................................................................................................I-2326.2.5 历史数据的输出................................................................................................................I-2336.2.6 输出波形显示数据............................................................................................................I-2346.2.7 输出辅助轴参数数据........................................................................................................I-2356.3 程序删除........................................................................................................................................I-2366.4 程序复制........................................................................................................................................I-2406.4.1 加工程序的复制................................................................................................................I-2406.4.2 加工程序的压缩................................................................................................................I-2416.4.3 加工程序的合并................................................................................................................I-2426.4.4 加工程序的号码变更........................................................................................................I-2436.5 程序一览表....................................................................................................................................I-2446.6 RS-232C I/O机器的连接..............................................................................................................I-2456.6.1 读带机打带机列表机FLD的连接........................................................................I-2456.7 数据保护........................................................................................................................................I-2466.7.1 数据保护键........................................................................................................................I-2466.7.2 编辑锁住B和C................................................................................................................I-2487. 诊断..........................................................................................................................................................I-2507.1 报警信息........................................................................................................................................I-2517.1.1 报警和停止码的跟踪........................................................................................................I-2527.2 伺服监视........................................................................................................................................I-2537.2.1 伺服监视1..................................................................................................................I-2537.2.2 伺服监视(2)..................................................................................................................I-2547.2.3 伺服诊断............................................................................................................................I-2557.2.4 伺服诊断(2)..................................................................................................................I-2567.2.5 PW诊断.............................................................................................................................I-2577.2.6 同期误差的显示项目........................................................................................................I-2587.3 主轴监视........................................................................................................................................I-2607.4 PLC接口诊断................................................................................................................................I-2647.4.1 接口诊断的设定及显示....................................................................................................I-2647.4.2 PLC 装置数据的显示........................................................................................................I-2667.4.3 PLC 接口信号强制定义(一次有效型)........................................................................I-2677.4.4 PLC 接口信号强制定义(持续型)................................................................................I-2687.4.5 紧急停止状态发生时的诊断执行方法............................................................................I-2697.5 绝对位置监视................................................................................................................................I-2707.5.1 绝对伺服监视......................................................................................................................I-2707.5.2 绝对位置初期化..................................................................................................................I-2717.6 调整................................................................................................................................................I-2737.6.1 调整准备............................................................................................................................I-2737.6.2 模拟输出自动调整............................................................................................................I-2737.6.3 调整步骤............................................................................................................................I-2747.6.4 参数输入/输出...................................................................................................................I-2757.7 运转历史........................................................................................................................................I-2767.8 NC规格.........................................................................................................................................I-2777.8.1 软件构成模块....................................................................................................................I-2777.8.2 硬件安装状态监视............................................................................................................I-2787.9 辅助轴参数....................................................................................................................................I-2797.9.1 MR-J2-CT参数和N目标编号.........................................................................................I-2907.9.2 备份....................................................................................................................................I-2927.10 辅助轴监视....................................................................................................................................I-2967.10.1 报警历史显示....................................................................................................................I-2977.10.2 辅助轴调整功能................................................................................................................I-2977.10.3 辅助轴调整功能的操作方法............................................................................................I-3007.11 MELDAS NET支持功能的相关参数.........................................................................................I-3037.12 NC数据采样画面.........................................................................................................................I-3067.13 安心网络(Anshin-net)..............................................................................................................I-3078. 高速程序服务器(IC卡服务器)(M65/M66/M64SM/M65SM/M66SM适用)..............................I-3088.1 主机设定(Host Setting)(M64SM/M65SM/M66SM系列)..................................................I-3098.1.1 设定用户名称....................................................................................................................I-310。
三菱M70调试
M I T S U B I S H I M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:---打开“WINPCIN”软件,点击“RS232Config”选项;---选择“TextFormat”选项;---将Commport(端口)选为“Com1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Databits(数据位)选为“7”;Stopbits(停止位)选为“2”;---点击“Save(保存)”,或点击“(Save&Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“SendData(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱M70调试
T S U B I★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“ MAINTE健1次或2次,直到系统显示屏上出现“I/O ” 字样的界面;2、按“I/O ”软键1次;3、按“区域切换”软键,选择“ A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“ B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A-B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“ MAINTE健1次或2次,直到系统显示屏上出现“I/O ” 字样的界面;2、按“I/O ”软键1次;3、按“区域切换”软键,选择“ A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“ B:装置”;6、按“ 装置选择”软键,再按“ 存储器”软键,最后按“ 转送:A—B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“ 自动”方式;2、按“ 搜索”软键,再按“ 存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“ MD”方式下执行;■ DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:---打开“WINPCIN 软件,点击“ RS232COnfig” 选项;--- 选择“ TextFormat ”选项;--- 将COmmpOr(t 端口)选为“ COm1”;Baudrate (波特率)选为“ 38400”;Parity (奇偶校验)选为“ Even”;Databits (数据位)选为“ 7”;Stopbits (停止位)选为“ 2”;---点击“ Save (保存)”或点击“(Save&Activate保存和激活)”再点击“ Back (返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“ DNC方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCir软件上“ SendData (发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN则的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“ MONITOR健1次,按系统显示屏下方右扩展键“ 1次或 2 次,直到系统显示屏上出现“ 积分时间”字样的界面;2、按系统显示屏下方的“ 时间设定”软键1 次;3、根据提示设定“日期,时间及其他时间” ;■打开PLC的步骤: 1、按键盘“ DIAGN健1次,按系统显示屏下方左扩展键“1次或 2 次,直到系统显示屏上出现“ I/F 诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT键 1 次;3、按键盘上的“ F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
M70系统操作说明书介绍
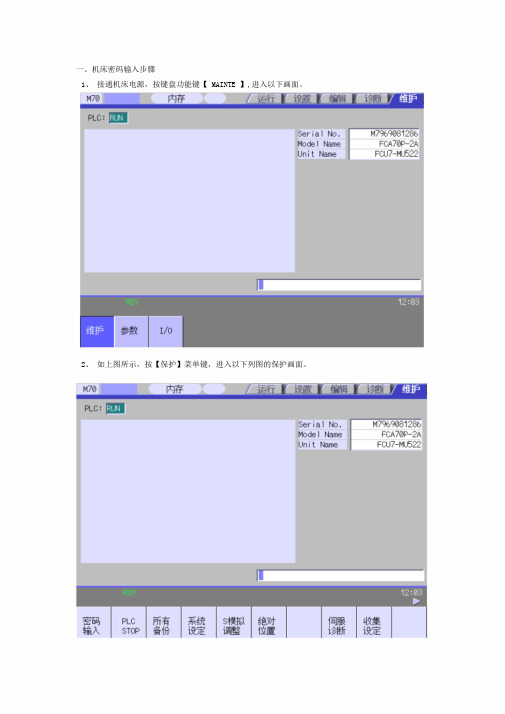
一、机床密码输入步骤1、接通机床电源,按键盘功能键【 MAINTE 】,进入以下画面。
2、如上图所示,按【保护】菜单键,进入以下列图的保护画面。
3、按【密码输入】软件,那么提示要输入密码,此时在光标处输入“ MPARA〞并按键盘上【INPUT 】键后,即完成了密码输入。
二、参数的找寻与更正1、按键盘功能键【 MAINTE 】,进入以下画面。
2、如上图所示,按【参数】软件,进入以下列图所示的参数设置画面3、接上图,选择【参数编号】软件,找寻要更正的参数,并按键盘上的【 INPUT 】键。
参照以下列图〔以参数 8001 号为例〕4、将要变动的数值输入到光标所示处,并按【 INPUT 】键后,即完成对该参数的更正。
三、加工程序的缓存区更正步骤功能简介:自动运转〔内存、储藏卡〕运转时,可以停止程序段,对下一指令进行修正和变更。
别的在不发生错误时,可以不进行 NC 复位,直接对发生错误的程序段进行更正,尔后连续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【 MONITOR 】键,并经过菜单扩展键找到以以下列图所示的画面。
2、如上图所示,按【 PRG 更正】软件,进入缓存区修正界面,以以下列图:3、将光标搬动到要更正的程序段,执行相应的修正,更正完成后按【 INPUT 】键即可。
4、确认程序更正无误后,那么可以连续执行以下程序。
功能简介:利用程序找寻功能可以调用内存、串行设备和储藏卡中的加工程序。
1、在运转画面中按【找寻】软件,进入以下找寻画面2、如上所示,选纲要执行找寻的装置〔储藏器、串口或储藏卡〕。
下面以储藏器找寻为例,按储藏器软件,出现储藏器内的程序,将光标搬动要执行的文件名上,按【INPUT 】键,即完成对该程序的找寻。
功能简介:程序再找寻功能是因刀具破坏等原因暂时中断加工程序时,找寻到希望连续执行的加工程序段,从该程序段开始连续加工的功能。
1、在运转画面〔按【 MONITOR 】后出现的画面〕,经过菜单翻页键找到以下所示画面。
三菱E60M64简明调试手册
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (28)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:CRTLCDNCKBNCKB系统键盘的联接F053(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
三菱M70调试
M I T S U B I S H I M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:---打开“WINPCIN”软件,点击“RS232Config”选项;---选择“TextFormat”选项;---将Commport(端口)选为“Com1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Databits(数据位)选为“7”;Stopbits(停止位)选为“2”;---点击“Save(保存)”,或点击“(Save&Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“SendData(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱调试
56
3.Ms configurator 伺服调整步骤
3.2 Ms Configurator 伺服调整
使用 Ms configurator 软件伺服优化时,需要将机床操作模式保持在自动运行模式下方 可正常运行。
3.2.1 速度环增益调整 (1)在进行速度环增益调整之前,需要将参数先恢复为标准参数后,确认机台的状态。 解除紧急停止按钮,使用JOG等方式移动各伺服轴,如果在轴移动时或轴停止时发生共振, 则请确认伺服监视画面中的AFLT频率数(Hz),该值显示当前机台的振动频率并实时变化。
调整中画面
图 3-12 速度环增益调整结果 (6)自动调整完成后,被更改的 SV005 VGN1 或陷波滤波器[FHz1~FHz5]项目以蓝字 显示; 确认后请点击“Close”按钮。
图 3-13
60
3.Ms configurator 伺服调整步骤 (7)此时可看到如下图所示的频率响应特性图,在图的右方有各个详细指标,需注意:
图 3-18 e) 画面出现“Adjustment was completed”的提示信息后,请点击“Next”按钮;
图 3-19 f) 调整完成后,在下图的页面处确认调整结果;SV005 VGN1 和[FHz1~FHz5]的
变更的值由蓝字表示;按下“Close”按钮,关闭此对话框,完成手动陷波滤 波器的设定;
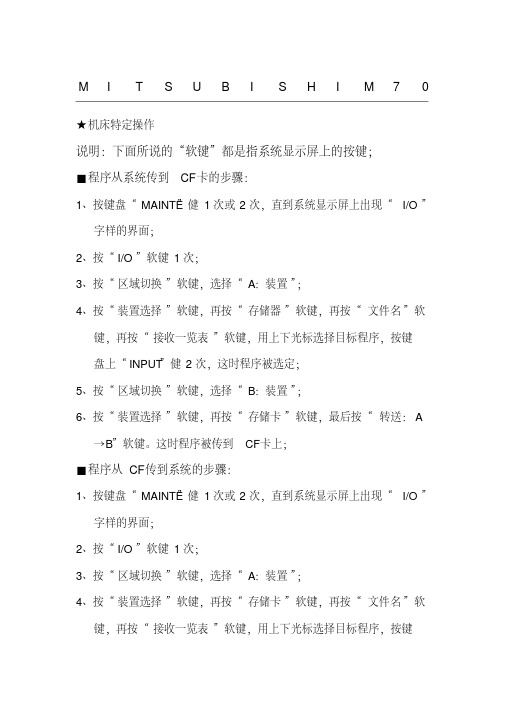
(6) 在“#1 基准点”中输入“1”
状态 :[基准定位] 机械位置:[未通过]→当前机 械位置
输入值在“基准点”中显示
关电重启,确认位置画面中的坐标值正确。
51
2.上电调试
2.6 存储行程极限设定
存储行程极限通过参数或程序指令设定每个轴能移动距离的最大值和最小值。 - 最大值、最小值如设定为相同值,则不执行行程检查。 - 不在绝对位置检测系统时、参考点返回有效。 - 机床进入禁区时将发生”M01 操作错误0007”(S/W 行程终端)、机床停止移动。将发 生错误的轴向反向移动,报警即可解除。 - 在自动运转中,即使1根轴发生报警,所有轴都会减速停止。 - 在手动运转中,只有发生报警的轴减速停止。 - 停止位置一定在禁区之前。 - 禁区与停止位置的距离由进给速度决定 存储行程极限有5种使用方式,分别为存储行程极限Ⅰ、Ⅱ、ⅡB、ⅠB及ⅠC。 通过设定不同的参数来使用。初期设定时只需设置存储行程极限Ⅰ和Ⅱ。其余使用方法 请参考《700070系列设定说明书》。
三菱M70调试-20110330
MITSUBISHI M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:--- 打开“WINPCIN”软件,点击“RS232 Config”选项;--- 选择“Text Format”选项;--- 将Comm port(端口)选为“Com 1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Data bits(数据位)选为“7”;Stop bits(停止位)选为“2”;--- 点击“Save(保存)”,或点击“(Save & Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“Send Data(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱M64第四轴调试说明
三菱M64第四轴调试说明机型:FV800A PLC版本:7202-00第四轴放大器型号:SVJ2-06 第四轴马达型号:HA40NT 调整放大器旋钮开关(SW1)X轴,,0 Y轴,, 1 Z轴,, 24TH ,, 3 SP轴,, 4参数设置:1.基本规格参数#1002:控制轴数,设“4”关机再开后出现第四轴画面#1013:轴名称,设“B”#1015:指令定位,设“10”#1017:旋转轴,设“1”#1018:马达旋转方向,设“1”2.伺服参数A.达型号设置(MTYP)#2225:根据马达型号和编码器型号设置为“2200”B.电源型号设置(PTYP)、#2236:设为10003.轴规格参数见(附件一)4.原点复归参数#2025:4000#2026:200#2027:122#2030:0(详见附件二)5.PLC参数设置6404.1:设“1”表示有安装第四轴6405.3:设“0”表示含夹、松信号6403.5:设“0”表示电磁阀0N时为松开6.PLC开关设置[MONITOR] ,,[菜单] ,,[PLC开关] ,,[#9:INPUT]HA40NC-S(潭兴)项次(#)伺服参数设定值项次(#)伺服参数设定值2201 PC1 1 2219 RNG12202 PC2 90 2220 RNG22203 PGN1 33 2221 OLT2204 PGN2 0 2222 OLL2205 VGN1 100 2223 ODI2206 VGN 0 2224 INP2207 VIL 0 2225 MTYP2208 VIA 1364 2226 OD22209 IQA 2048 2227 SSF12210 IDA 2048 22282211 IQG 512 2229 VCX2212 IDG 512 2230 TDCG2213 ILMT 500 2231 OVS12214 ILMT(SP)500 2232 TLF2215 FFC 0 2233 SSF22216 LMCI 0 2234 SSF32217 SPEC 0 2235 SSF42218 PIT 360 2236 PTYP。
三菱E60M64简明调试手册范本
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (27)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:端口说明配置电缆 备注DCIN NC 直流24伏输入 F070 使用开关稳压电源端(24V ±5%,2A ) CF01 断电源检测EMG 紧急停止输入 F120 内部有源输出,外部电源禁入 CF10 联接基本I/O 单元 F010 RIO 联接远程I/O 单元 R211NCLD1 NC 数码显示正常显示“—”HANDL 手摇脉冲发生器 F023/F024 F320/F321 F023/F024为5V 手轮线 F320/F321为12V 手轮线 SIO RS232C 设备F034 外部计算机要与机床共地 CRT 连接CRT 显示单元(DUE71) F590 LCD联接液晶显示单元(DUT11)F090CF10 CF01 HANDLECRTDCINLCDEMG RIOSIONCLD1 NCKBNCKB 系统键盘的联接F053(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
三菱数控系统 EZMOTION-NC E60 编程手册

! !
有关工作机械的说明,请参阅机械厂发行的说明书。 不同的 NC 系统(或型号)中,可使用的画面、功能会有所不同。使用前请务必确认规格书。
注
意
2. 关于操作本系统的注意事项 在让机器实际进行操作之前,应让机器进行空载运转,以检查加工程序、刀具补正、工件坐 标系补正等等。 工具补正若在自动操作中变更(含单一单节停止),则指令将重下一个单节或复数单节开始 有效。 请在镜像中心开启或关闭镜像功能。 如果在自动运转过程中(或在单节停止期间)某一工具补正或坐标系统发生变化,则来自下 一单节或多节以后的一个命令的新的补正值将起作用。
关于阅读本说明书的注意事项
! 注意 如果本说明书中关于“限制”和“允许条件”的说明与机床制造商的操作指南中的说明有冲突,则 以后者的说明为准。
! !
!
本说明书中未加说明的操作应当认为是不可能的。 本说明书是假定您的机床是配备了全部选项的操作机能的情形来编写的。在着手操作机床前,请参 考机床制造商所提供的规格,确认您的机床可使用的机能。 有关工作机械的说明,请参阅机床制造商发行的说明书。 不同的 NC 系统(或型号)中,可使用的画面、功能会有所不同。使用前请务必确认规格书。(在某 些型号的 NC 系统中, 画面上所出现的图像可能会有不同, 这样机床的操作方式也就不同或者某些机 能就不能实现。)
! !
常规注意事项 (1) 有关机床的操作,请参阅操作说明书。 操作手册 ...................................................................................................................... BNP – B2342
éOïHêîçTån
三菱M调试
MITSUBISHI M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:① CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:--- 打开“WINPCIN”软件,点击“RS232 Config”选项;--- 选择“Text Format”选项;--- 将Comm port(端口)选为“Com 1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Data bits(数据位)选为“7”;Stop bits(停止位)选为“2”;--- 点击“Save(保存)”,或点击“(Save & Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“Send Data(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱数控系统E60绝对零点设定
三菱数控系统E60绝对零点设定
绝对零点设定方法
轴参数#2049:“0”非绝对值方式(不用电池)
“2”-绝对值方式(用电池),切断伺服电源30秒
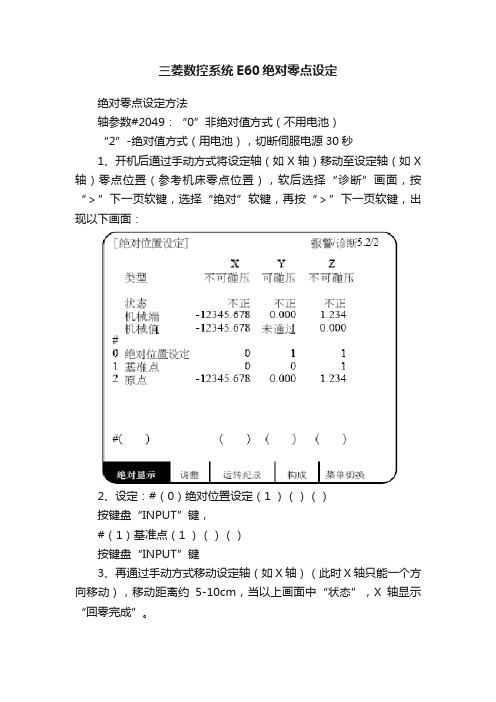
1、开机后通过手动方式将设定轴(如X轴)移动至设定轴(如X 轴)零点位置(参考机床零点位置),软后选择“诊断”画面,按“>”下一页软键,选择“绝对”软键,再按“>”下一页软键,出现以下画面:
2、设定:#(0)绝对位置设定(1 )()()
按键盘“INPUT”键,
#(1)基准点(1 )()()
按键盘“INPUT”键
3、再通过手动方式移动设定轴(如X轴)(此时X轴只能一个方向移动),移动距离约5-10cm,当以上画面中“状态”,X轴显示“回零完成”。
三菱M70调试-20110330
MITSUBISHI M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:--- 打开“WINPCIN”软件,点击“RS232 Config”选项;--- 选择“Text Format”选项;--- 将Comm port(端口)选为“Com 1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Data bits(数据位)选为“7”;Stop bits(停止位)选为“2”;--- 点击“Save(保存)”,或点击“(Save & Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“Send Data(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
CNC三菱或者台群系统调试参考资料
G43 H20 Z10. M8 T1 Z1.2 G01 Z5.1 F2000. X152.5 G03 Y-21.499 I0. J21.499 G01 X-152.5 G02 Y21.499 I0. J21.499 G01 X152.5 G03 Y64.498 I0. J21.499 G01 X-192.5 G00 Z10. X-192.5 Y-64.49G01 Z4.1 F2000. X152.5 G03 Y-21.499 I0. J21.499 G01 X-152.5 G02 Y21.499 I0. J21.499 G01 X152.5 G03 Y64.498 I0. J21.499 G01 X-192.5 G00 Z10. X-192.5 Y-64.49(依次类推到Z0.1为止)
8.31~8.52
8.4
M14*1.25
14.27~14.4
14.3
M10*1.5
10.37~10.62
10.5
M14*1.5
14.37~14.62
14.5
M12*1.75
12.43~12.73
12.5
M16*1.5
16.37--16.62
16.5
第29页
Z方向找坐标:
①一般呢,就是机械坐标-刀长就可以了(②若调试时利用对刀棒做辅助在最底部,则需要减掉对刀棒的直径)注意:若此坐标是夹具表面,则按刀单工程师需要抬多少就要+多少;若以工件表面就按上面方法来①举例说明:一块毛坯尺寸100长X200宽X150厚分中之后中心点为50X100,对表面见光为-400,刀具长度为此处刀长为正120.1,则Z坐标-400-(+120.1)=-400-120.1=-520.1,,若为负-120.1,则Z坐标为-400-(-120.1)=-400+120.1=-279.9②举例说明:比上面多了一个对刀棒直径为10(多大都可以,不一定为10)只要在上面原有基础上-10就可以友情提示:若用对刀棒对出来的负刀长,则Z为该对刀棒直径前面再加一个负号-10(原理:负刀长就是机床的机械坐标,两者相减为0,再减去对刀棒直径-10,则Z为-10)
最新三菱m70调试-0330
MITSUBISHI M7012★机床特定操作3说明:下面所说的“软键”都是指系统显示屏上的按键;45■程序从系统传到CF卡的步骤:61、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;782、按“I/O”软键1次;93、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,1011再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;12135、按“区域切换”软键,选择“B:装置”;146、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;1516■程序从CF传到系统的步骤:171、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字18样的界面;192、按“I/O”软键1次;203、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,2122再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”23健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;24256、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”26软键。
这时程序被传到系统上;27■直接执行CF卡上程序的步骤:281、将机床模式选为“自动”方式;292、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程30序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;31注意:① CF卡上程序的命名要符合三菱M70系统的规定,否32则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;33②当CF卡从系统取出后,被执行的程序随即消失,也就是说程34序不会被保存到系统的存储器中;35③程序也可以在“MDI”方式下执行;36■DNC在线加工的操作步骤:37前提:系统侧不需要任何设置;38电脑侧WINPIN软件上的设置如下:--- 打开“WINPCIN”软件,点击“RS232 Config”选项;3940--- 选择“Text Format”选项;--- 将Comm port(端口)选为“Com 1”;4142Baudrate(波特率)选为“38400”;43Parity(奇偶校验)选为“Even”;44Data bits(数据位)选为“7”;45Stop bits(停止位)选为“2”;46--- 点击“Save(保存)”,或点击“(Save & Activate保存和激活)”,再点击“Back(返回)”;4748DNC在线加工的操作步骤:491、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);50512、电脑侧点击WINPCIN软件上“Send Data(发送数据)”选项找到程52序后双击程序即可;53注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送54数据,否则系统侧接收不到程序;55②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通56讯设置是否被激活或系统侧的进给倍率是否为0;57③程序执行完后,如果将机床打到其它的方式,程序自动消失,58也就是说程序不会被保存到系统的存储器中;59■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次6061或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;62633、根据提示设定“日期,时间及其他时间”;64■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或65662次,直到系统显示屏上出现“I/F诊断”字样的界面;672、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”68键1次;693、按键盘上的“F0”键1次,进入PLC界面;70注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就71是按键盘上72的“F0”键时系统显示屏上无变化。
三菱CNC伺服调整
测量初始参数设定
SV037=100 SV043=600 SV044=0 SV061=1 SV062=7 SV063=0 SV064=0
调整SV037(JL)的数值,使用HI-coder输 出相关的波形,知道得到理想效果
得到合适的SV037之后可在标准VGN图表 中查出VGN的值
VGN+30%设定到参数中
位置环(PGN)的设定
PGN过高会产生过冲现象,各轴应设定一 致的参数值。以最小的值设定
高速高精度加工
模具加工特征
加工模具表面精度的因素
CAM输出大量微小线段够成曲线再由曲线构成曲面
影响因素:1机床的静态精度
深度 8 8 8 8 8 8 8
第二共振点
参数SV046和SV033BIT5~7位用来设定第 二共振频率抑制 SV046不需要时设定为0 如果电机在停止时有震动则SV027由4000---4010—4020---4030直到稳定
速度和位置环的调整
首先要有个测试程序,以Y轴为例如下:
N01 G91 G0 Y-200; G4 X2; Y200; G4 X2; GOTO 01;
2动态精度(运动引起的精度)
3控制器的控制精度(NC控制延迟)
程序 NC控制单元
放大器 电机
机床
产品/模具
当加工速度快时由于伺服的延迟会引起指令 路径与实际刀具路径不付现象
指令路径
实际路径
CAM输出的相邻小线段很不规则导致加工 速度不均匀,其结果由于伺服延迟效应导 致加工表面质量下降及出现刀痕
路径由大量小线段组成,现在CNC处理能 力有限(8.4M/MIN),即使切削速度设定 到最高也无法缩短加工时间。