冲压模具(英语)
(整理)冲压模具专业英语.

冲压模具专业术语英汉对照目录一,模具厂常用之标准零配件二,模具钢材三,组装、冲压、喷漆等专业词汇四,模具工程常用词汇五,模具零件类六,质量人员名称类七,系统文件类八,模具技术用语九,各式模具分类用语十,模具常用之工作机械设备十一,表面处理关连用语十二,成形不良用语十三,各种冲模加工关连用语十四,模具常用刀具与工作法用语十五,冲压机械及周边关连用语十六,线切割放电加工关连用语十七,模具加工方法十八,机械设计及周边其它用语一.模具厂常用之标准零配件air vent vale 通气阀anchor pin 锚梢angular pin 角梢/倾斜梢baffle 调节阻板baffle plate (折流)檔板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster垫板,上下范本bottom board 浇注底板bottom plate 下固定板brackt支架托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底die block 块形模体die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die plate 冲范本die set 下/冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel hole 销钉孔dozzle 辅助浇口dowel (pin)定位/合模梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器stripper bolt 脱料螺栓ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad /pin/plate/rod/sleeve/ valve顶出垫/梢/板/杆/衬套/阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘?flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧/楔goose neck 鹅颈管guide pin/ plate/ bushing/ post/ rail导梢/板/轨/衬套/柱head punch 冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert /retainer pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模梢lining 内衬locating center punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块locking block 定位块locking plate 定位板loose bush 活动衬套making die 打印冲子manifold block 歧管檔块plate 衬板master plate 靠模样板match plate 分型板mold base 塑料模座mold clamp 铸模紧固夹mold platen 模用板moving bolster 换模保持装置moving bolster plate 可动侧范本one piece casting 整体铸件parallel block 平行垫块parting line 分模线parting lock set 合模定位器pass guide 穴型导板peened head punch 镶入式冲头pilot pin 导梢pin gate 针尖浇口pre extrusion punch 顶挤冲头punch 冲头puncher 推杆pusher pin 衬套梢rack 机/料架rapping rod 起模杆re-entrant mold 凹入模retainer plate 托料return pin 回位梢riding stripper 浮动脱模器ring gate 环型浇口roller 滚筒runner/ shoot 流道runner ejector set 流道顶出器runner lock pin 流道拉梢screw plug 头塞set screw 固定螺丝shedder 脱模装置shim 垫片shoe 模座之上下范本shoulder bolt 肩部螺丝skeleton 骨架slag riser 冒渣口slide/ram 滑块slip joint 滑配接头spacer block 间隔块spacer ring 间隔环spider 模蕊支架spindle 主轴sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套sprue puller 注道拉料? spue line 合模线square key 方键square nut 方螺帽square thread 方螺纹stop collar 限位套stop pin 止动梢stop ring 止动环stopper 定位停止梢straight pin 圆柱梢stripper bushing 脱模衬套stripper plate 剥料板stroke end block 行程止梢submarine gate 潜入式浇口support pillar 支撑柱/顶出支柱support pin 支撑梢supporting plate 托板sweep templete 造模刮板tab gate 辅助浇口taper key 推拔键taper pin 拔锥梢/锥形梢teeming 浇注three start screw 三条螺纹thrust pin 推力销tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔wortle plate 拉丝范本二.模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金bearing alloy 轴承合金blister steel 浸碳钢bonderized steel sheet邦德防蚀钢板carbon tool steel碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostatic pressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢high speed tool steel高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板三.组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer传送带Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)pallet栈板barcode scanner条形码扫描仪fuse together熔合fuse machine热熔机operator作业员MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch英镑、英寸EMI gasket导电条front / rear plate前/后板chassis 基座/底盘bezel panel面板power button/wire电源按键/线reset button复位/重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑料件SOP制造作业程序material check list物料检查表work cell工作间trolley台车sub-line支线fork truck叉车planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot/transfer 机械手hydraulic machine油压机lathe车床planer 刨床miller,driller 铣床grinder磨床铣床wire cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机president董事长special assistant manager特助factory director厂长department director部长section supervisor课长group leader/supervisor组长line supervisor线长to move, to carry, to handle搬运be put in storage入库pack,packing,package包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load/ unload /return material上/卸/退料scraped 报废deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation氧化dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件trailer=long vehicle拖板车compound die复合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge/ jig/fixture夹/治具buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车glove(s) with exposed fingers割手套band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条(槽)jack升降机magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect 次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小)cosmetic defect外观不良slipped screwhead/slippery screw head 螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位delivery deadline交货期die repair修模enterprise plan = enterprise expansion projects企划die worker模工to start /stop/switch off a press开/关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board广告牌feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板to pull and stretch拉伸to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机rack, shelf, stack料架cylinder油缸taker取料机conveyer belt输送带transmission rack输送架top /bottom 上/下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块dent压痕filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工to retrn of goods退货registration登记registration card登记卡to put forward and hand in提报safe stock安全库存acceptance = receive验收notice通知application form for purchase请购单consume, consumption消耗abrasion磨损reverse angle = chamfer倒角to collect, to gather收集trouble故障statistics统计demand and supply需求career card履历卡to tight/ looser a bolt拧紧/松螺栓to move away a die plate移走范本easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑四.模具工程常用词汇die 模具figure file, chart file图檔cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印flange翻边to stake铆合design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board范本padding block垫块stepping bar垫条upper die set上模座lower die set下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品file/ document folder资料/文件夹to put file in order整理资料spare tools location手工备品仓first/ second count初/复盘人first /second check初盘/复盘复核人check人waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count 会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO. 空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点incoming material to be inspected进货待验steel/rolled steel钢材material statistics sheet 物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注notes说明production control confirmation生产确认checked by初审approved by核准stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工cause description原因说明part number/ P/N 料号type形态item/group/class类别prepared by制表year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity账面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid栈板tox machine自铆机wire EDM线割EDM火花机coil stock卷料sheet stock片料score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion drawing展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal密封revision版次good products良品scraped products报废品defective products不良品disposed products处理品flow chart流程窗体assembly组装stamping冲压forming成型spare part s=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill铣plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴angle offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机plain die简易模pierce die冲孔模forming die成型模progressive die连续模compound dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类: extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙punch wt.上模重量五金零件类: inner /outer guiding post内/外导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销guide pin导正销eq-height sleeves=spool等高套筒lifter guide pin浮升导料销wire spring圆线弹簧set screw止付螺丝located pin定位销范本类: top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer /inner / lower stripper内/外/下脱料板五.模具零件类punch冲头insert嵌件deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文: compression molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold掌上型模具移转成型用模具encapsulation molding低压封装成型射出成型用模具: two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣六.质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类:FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商质量评估OOBA out of box audit 开箱检查QFD quality function deployment 质量机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂质量AOQL Average Output Quality Level 平均出厂质量Q/R/S Quality/Reliability/Service 质量/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水平等级AOD Accept On Deviation 特采UAI Use As ItFPIR First Piece Inspection Report首件检查报告PPM Percent Per Million百万分之一(制程统计品管专类)SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限GRR Gauge Reproducibility&Repeatabilit量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它质量术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 质量改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低质量水平RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 质量改善活动ADM Absolute Dimension Measuremet 全尺寸测量QT Quality Target 质量目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商) ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面七.系统文件类QC Quality System 质量系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦 C Compaq (美国)康伯公司C China 中国大陆 A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂) A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等) PRS Pairs 双(对等)PAL Pallet/skid 栈板PO Purchasing Order采购订单MO Manufacture Order生产订单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用VS 以及JIT Just In Time 零库存I/O Input/Output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语:整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度WDR Weekly Delivery Requitement 周出货需求C/T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略质量保证DQA Desigh Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQASales and service Quality Assurance销售及服务质量保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PC A/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing Change P/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material Condition MMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size八.模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模九.各式模具分类用语bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模ouvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 迭层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模十.模具常用之工作机械3D coordinate measurement三次元量床boring machine搪孔机cnc milling machine CNC铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床copy lathe 仿形车床copy milling machine 仿形铣床copy shaping machine仿形刨床cylindrical grinding machine 外圆磨床die spotting machine 合模机drilling machine ?孔机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心internal cylindrical machine 内圆磨床jig boring machine 冶具搪孔机jig grinding machine 冶具磨床lap machine 研磨机machine center 加工制造中心multi model miller 靠磨铣床drilling machine 钻床grinding machine磨床lathe 车床NC programming system NC程序制作系统planer 龙门刨床profile grinding machine 投影磨床projection grinder 投影磨床radial drilling machine 旋臂钻床shaper 牛头刨床surface grinder 平面磨床try machine 试模机turret lathe 转塔车床universal tool grinding machine 万能工具磨床vertical machine center 立式加工制造中心wire E.D.M. 线割放电加工机autocollimator 自动准直机bench comparator 比长仪block gauge 块规bore check 精密小测定器calibration 校准caliper gauge 卡规check gauge 校对规clearance gauge 间隙规clinoretee 测斜仪comparator 比测仪cylinder square 圆筒直尺depth gauge 测深规dial indicator 针盘指示表dial snap gauge 卡规digital micrometer 数位式测微计feeler gauge 测隙规gauge plate 量规定位板height gauge 测高规inside calipers 内卡钳inside micrometer 内分??卡interferometer 干涉仪leveling block 平台limit gauge 限规micrometer 测微计mil 千分之一寸monometer 压力计morse taper gauge 莫氏锥度量规nonius 游标卡尺optical flat 光学平晶optical parallel 光学平行passimeter 内径仪position scale 位置刻度profile projector 轮廓光学投影仪protractor 分角器radius 半径ring gauge 环规sine bar 正弦量规snap gauge 卡模square master 直角尺stylus 触针telescopic gauge 伸缩性量规working gauge 工作量规十一.表面处理关连用语age hardening 时效硬化ageing 老化处理air hardening 气体硬化air patenting 空气韧化annealing 退火anode effect 阳极效应anodizing 阳极氧化处理atomloy treatment 阿托木洛伊表面austempering 奥氏体等温淬火austenite 奥斯田体/奥氏体bainite 贝氏体banded structure 条纹状组织barrel plating 滚镀barrel tumbling 滚筒打光blackening 染黑法blue shortness 青熟脆性bonderizing 磷酸盐皮膜处理box annealing 箱型退火box carburizing 封箱渗碳bright electroplating 辉面电镀。
项目 模具英语

项目模具英语一、概述模具(Mould)是创造工业中常用的工具,用于创造各种产品的形状和尺寸。
模具英语是指与模具相关的英语词汇和表达。
掌握模具英语对于从事模具创造、模具设计、模具加工等相关工作的人员来说至关重要。
本文将介绍模具英语的基本词汇和常用表达,以匡助读者更好地理解和运用模具英语。
二、模具英语词汇1. Mould/Mold:模具2. Die:模具3. Injection moulding:注塑成型4. Casting mould:铸造模具5. Press tool:冲压模具6. Plastic mould:塑料模具7. Prototype tooling:样品模具8. Mold cavity:模腔9. Core:芯子10. Ejector pin:顶针11. Runner system:流道系统12. Cooling system:冷却系统13. Draft angle:脱模锥度14. Gate:浇口15. Vent:排气孔16. Shrinkage:收缩17. Surface finish:表面处理18. Tolerance:公差19. EDM (Electrical Discharge Machining):电火花加工20. CNC (Computer Numerical Control):数控加工三、常用表达1. Could you please provide the 3D model of the mould?:请提供模具的3D模型好吗?2. What is the estimated production cycle of this mould?:这个模具的估计生产周期是多久?3. We need to modify the mould design to meet the client's requirements.:我们需要修改模具设计以满足客户的要求。
4. The mould cavity needs to be polished for better surface finish.:为了获得更好的表面处理效果,需要对模腔进行抛光。
模具名词三语对照表
排气系统设计
排气系统
排气系统是指模具中用于排除型腔内 气体的通道和机构。
排气系统的作用
排气系统的作用是排除型腔内的气体, 避免产品出现气孔、鼓包等问题,提 高产品质量。
排气系统的设计原则
排气系统的设计应遵循结构简单、易 于维护、不影响产品外观等原则。
排气系统的类型
根据产品结构和模具结构,排气系统 可分为自然排气和强制排气两种类型。
分模面设计
01
02
03
04
分模面
模具设计中的分模面是指将模 具分成动模和定模两个部分的
面。
分模面设计原则
分模面设计应遵循便于模具加 工、降低模具复杂度、保证产
品精度等原则。
分模面的类型
根据产品结构和模具结构,分 模面可分为水平分模面、垂直 分模面、倾斜分模面等类型。
分模面的选择
选择合适的分模面可以简化模 具结构,提高模具强度和寿命 ,同时保证产品顺利脱模。
模具名词三语对照表
• 模具类型 • 模具部件 • 模具材料 • 模具设计
01
模具类型
注塑模具
注塑模具:注射成型模,德文:Spritzgussform
英文:Injection Mould
注塑模具主要用于热塑性塑料制品的成型,也可用于热固性塑料制品的 成型,而结构上又具备可调镶件、斜导柱、顶针、司筒、分流器、定位 环、冷却水道等结构。
冲压模具主要用于金属薄板零件的成型,如汽 车覆盖件、家电零件等。冲压模具的结构包括 凹模、凸模、压边圈、定位销等部分。
挤出模具
挤出模具:挤出成型模,德文:Extrusionform
英文:Extrusion Mould 挤出模具主要用于塑料制品的连续成型,如塑料管材、塑料薄膜等。挤出 模具的结构包括机头、口模、芯棒、加热系统等部分。
冲压模具英文-基础篇

Stamping
Apr. 16, 2002
Page:6
剪切下料說明
Slug
Edge draw-in
Smooth-sheared
Fractured Burr
Stamping
Apr. 16, 2002
Page:7
連續衝模
Stamping
Apr. 16, 2002
Page:8
Die Types Comparison
Stamping
Apr. 16, 2002
Page:4
General 一般 Stock material /原料 Strip /料條 Blank /下料成品 Scrap (slug) /廢料 Carrier & bridge /沿邊料及料帶 N% scrap/blank (stock utilization) /材料利用率 Slug pulling /跳屑 Material particle /粉屑 scoring /壓傷 Growth of pitch /Pitch增大 Clearance /間隙 Tryout /試模 Test run /試產 Pilot run /量試 LVM/HVM /小/大量生產
Stamping
Apr. 16, 2002
Pபைடு நூலகம்ge:2
Stage (station) Types 工站形式 Trim /下外形 Form /成形 Blank /下料 Piece /衝孔 Notch /切缺口 Emboss /浮凸 Lance /半衝切 Idle /空站 Cutoff /切斷
Stamping
Apr. 16, 2002
Page:3
Die Parts 衝模零件 Stock guide /導模板 Punch /沖子 Die /下模(刀口) Stripper (plate) /剝料(板) Insert (block) /鑲塊or入子 Lifter /浮料塊 Pilot pin /定位銷 Cam & driver (slide) /滑塊 Retainer (holder) /(衝子)座
冲压英语

poka-yoke 是人名, 是防错的代名词fool-proofing 防呆, 是防错的一种 Error-proofing 防错, ISO 标准采用的名词' Mistake proofing 偶新学的名词, 还不知道具体含义
冲压英语
stamping, press 冲压
punch press, dieing out press 冲床
CUT
切断、分
隔
SEPARATE
翻 口 BURRING
卷圆、卷
耳
CURRING
压 合 HEMMING 斜 楔 CAM 自动送料 PROGRESSIVE
中外常用名词对照
中文
英文
俄文
剪切 切断 切割 落料 冲孔 切口 修边 剖截 刮边 裁切 压弯 卷耳
shear
cut-off
cutting
blanking
inch 寸动 to continue, cont.连动 to grip(material)吸料
location lump, locating piece, block stop 定位块 reset 复位 smoothly 顺利 dent 压痕 scratch 刮伤 deformation 变形 filings 铁削 to draw holes 抽孔 to stock, storage, in stock 库存 approval examine and verify 审核 processing, to process 加工 delivery, to deliver 交货 to return delivenry to. to send delinery back to retrn of goods 退货 registration 登记 registration card 登记卡
冲压模具-冲压名称类英汉对照.doc

冲压模具-冲压名称类英汉对照plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量各式模具分类用语英汉对照landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 叠层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模模具英语解释一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round (full/half runner)流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance 模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode模具相关英语1padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder活页夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机钟work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板模具相关英语2baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条形码flow chart流程窗体assembly组装stamping冲压molding成型spare parts=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave 凹convex凸short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边模具相关英语3emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸) draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具常用塑料英语缩略语英文简称英文全称中文全称ABA Acrylonitrile-butadiene-acrylate 丙烯腈/丁二烯/丙烯酸酯共聚物ABS Acrylonitrile-butadiene-styrene 丙烯腈/丁二烯/苯乙烯共聚物AES Acrylonitrile-ethylene-styrene 丙烯腈/乙烯/苯乙烯共聚物AMMA Acrylonitrile/methyl Methacrylate 丙烯腈/甲基丙烯酸甲酯共聚物ARP Aromatic polyester 聚芳香酯AS Acrylonitrile-styrene resin 丙烯腈-苯乙烯树脂ASA Acrylonitrile-styrene-acrylate 丙烯腈/苯乙烯/丙烯酸酯共聚物CA Cellulose acetate 醋酸纤维塑料CAB Cellulose acetate butyrate 醋酸-丁酸纤维素塑料CAP Cellulose acetate propionate 醋酸-丙酸纤维素CE Cellulose plastics, general 通用纤维素塑料CF Cresol-formaldehyde 甲酚-甲醛树脂CMC Carboxymethyl cellulose 羧甲基纤维素CN Cellulose nitrate 硝酸纤维素CP Cellulose propionate 丙酸纤维素CPE Chlorinated polyethylene 氯化聚乙烯CPVC Chlorinated poly(vinyl chloride) 氯化聚氯乙烯CS Casein 酪蛋白CTA Cellulose triacetate 三醋酸纤维素EC Ethyl cellulose 乙烷纤维素EMA Ethylene/methacrylic acid 乙烯/甲基丙烯酸共聚物EP Epoxy, epoxide 环氧树脂EPD Ethylene-propylene-diene 乙烯-丙烯-二烯三元共聚物EPM Ethylene-propylene polymer 乙烯-丙烯共聚物EPS Expanded polystyrene 发泡聚苯乙烯ETFE Ethylene-tetrafluoroethylene 乙烯-四氟乙烯共聚物EVA Ethylene/vinyl acetate 乙烯-醋酸乙烯共聚物EVAL Ethylene-vinyl alcohol 乙烯-乙烯醇共聚物FEP Perfluoro(ethylene-propylene) 全氟(乙烯-丙烯)塑料FF Furan formaldehyde 呋喃甲醛HDPE High-density polyethylene plastics高密度聚乙烯塑料HIPS High impact polystyrene 高冲聚苯乙烯IPS Impact-resistant polystyrene 耐冲击聚苯乙烯LCP Liquid crystal polymer 液晶聚合物LDPE Low-density polyethylene plastics 低密度聚乙烯塑料LLDPE Linear low-density polyethylene 线性低密聚乙烯LMDPE Linear medium-density polyethylene 线性中密聚乙烯MBS Methacrylate-butadiene-styrene 甲基丙烯酸-丁二烯-苯乙烯共聚物MDPE Medium-density polyethylene 中密聚乙烯MF Melamine-formaldehyde resin 密胺-甲醛树脂。
模具英文术语
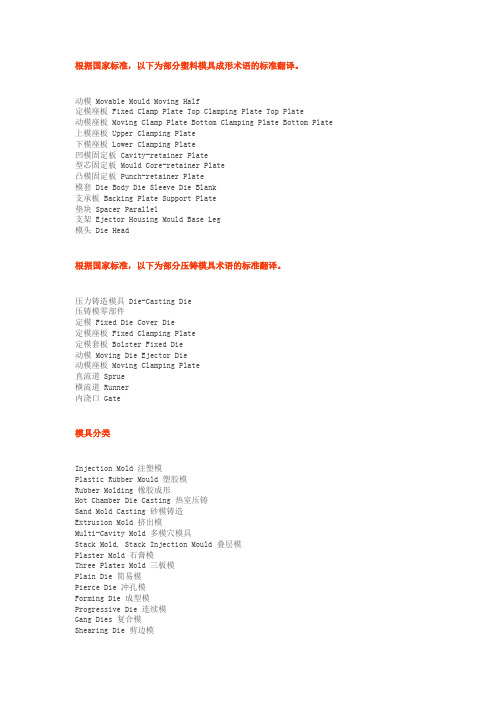
根据国家标准,以下为部分塑料模具成形术语的标准翻译。
动模 Movable Mould Moving Half定模座板 Fixed Clamp Plate Top Clamping Plate Top Plate动模座板 Moving Clamp Plate Bottom Clamping Plate Bottom Plate 上模座板 Upper Clamping Plate下模座板 Lower Clamping Plate凹模固定板 Cavity-retainer Plate型芯固定板 Mould Core-retainer Plate凸模固定板 Punch-retainer Plate模套 Die Body Die Sleeve Die Blank支承板 Backing Plate Support Plate垫块 Spacer Parallel支架 Ejector Housing Mould Base Leg模头 Die Head根据国家标准,以下为部分压铸模具术语的标准翻译。
压力铸造模具 Die-Casting Die压铸模零部件定模 Fixed Die Cover Die定模座板 Fixed Clamping Plate定模套板 Bolster Fixed Die动模 Moving Die Ejector Die动模座板 Moving Clamping Plate直流道 Sprue横流道 Runner内浇口 Gate模具分类Injection Mold 注塑模Plastic Rubber Mould 塑胶模Rubber Molding 橡胶成形Hot Chamber Die Casting 热室压铸Sand Mold Casting 砂模铸造Extrusion Mold 挤出模Multi-Cavity Mold 多模穴模具Stack Mold, Stack Injection Mould 叠层模Plaster Mold 石膏模Three Plates Mold 三板模Plain Die 简易模Pierce Die 冲孔模Forming Die 成型模Progressive Die 连续模Gang Dies 复合模Shearing Die 剪边模Cavity Die 型腔模Riveting Die 铆合模Compression Molding 压缩成型Flash Mold 溢流式模具Extrusion Mold 挤压式模具Split Mold 分割式模具Mould Cavity 型腔母模Mold Core 模芯公模Large Die Mold 大型模具Precise Die Mold 精密模具Complex Die Mold 复杂模具Foaming Mould 发泡模具Metal Die 金属模具Plastic Mold 塑料模具Press Tool Stamping Die Punch Die 冲压模具Extrusion Die 挤压模具Graphite Die 石墨模具流道浇口部分Runner System 浇道系统Sprue Cold Material Trap 浇道冷料井Sprue Puller 拉杆Runner Design 流道设计Main Runner 主流道Secondary Runner 次流道Mould Gate Design 浇口设计Submarine Gate 潜伏浇口Tunnel Gate 隧道式浇口Pinpoint Gate 点浇口Fan Gate 扇形浇口Side Gate 侧浇口Edge Gate 侧缘浇口Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口Slit Gate 缝隙浇口Dish Gate 盘形浇口Diaphragm Gate 隔膜浇口Ring Gate 环形浇口Runnerless 无浇道Sprueless 无射料管方式Long Nozzle 延长喷嘴方式Sprue 浇口,溶渣Insulated Runner Hot Runner 热浇道Runner Plat 浇道模块Valve Gate阀门浇口Slag Well 冷料井Cold Slag 冷料渣Sprue Gate 射料浇口,直浇口Nozzle 射嘴Sprue Lock Pin 料头钩销(拉料杆)注塑缺陷Flash 飞边Warpage 翘曲Air Trap 积风Blush 发赤Flow Line 流痕Splay 银纹Short Shot 短射Sink Mark 缩痕Streak 条纹Void 缩孔Weld Line 熔接线Gas Mark 烧焦Cold Slug 冷斑Delamination 起皮Burr 毛刺Flaw Scratch 刮伤Gloss 光泽Glazing 光滑Surface Check 表面裂痕Hesitation 迟滞注塑工艺Molding Conditions 成型条件Drying 烘干Barrel Temperature 料筒温度Melt Temperature 熔化温度Mold Temperature 模具温度Injection Pressure 注塑压力Back Pressure 背压Injection Speed 注塑速度Screw Speed 螺杆转速Tensile Strength 抗拉强度Tensile Elongation 延伸率Flexural Modulus 弯曲模数Flexural Strength 抗弯强度Shrinkage 收缩率Regrind Usage 次料使用Moulding 模塑机械设备Lathe 车床Planer 刨床Miller Milling Machine 铣床Grinder 磨床Driller 钻床Linear Cutting 线切割Electrical Sparkle 电火花Welder 电焊机Punching Machine 冲床Robot 机械手Common Equipment 常用设备EDM Electron Discharge Machining 放电加工3D Coordinate Measurement 三次元量床Boring Machine 搪孔机Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床Cylindrical Grinding Machine 外圆磨床Die Spotting Machine 合模机Engraving Machine 雕刻机Engraving E.D.M 雕模放置加工机Form Grinding Machine 成形磨床, Graphite Machine 石墨加工机Horizontal Boring Machine 卧式搪孔机Horizontal Machine Center 卧式加工制造中心Internal Cylindrical Machine 内圆磨床模具零件Top Plate 上托板(顶板)Top Block 上垫脚Punch Set 上模座Punch Pad 上垫板Punch Holder 上夹板Stripper Pad 脱料背板Up Stripper 上脱料板Male Die 公模(凸模)Feature Die 公母模Female Die 母模(凹模)Upper Mold Plate 上模板Lower Mold Plate 下模板Die Pad 下垫板Die Holder 下夹板Die Set 下模座Bottom Block 下垫脚Bottom Plate下托板(底板)Stripping Plate 内外打(脱料板)Outer Stripper 外脱料板Inner Stripper 内脱料板Lower Stripper 下脱料板Inner Guiding Post 内导柱Inner Hexagon Screw 内六角螺钉Dowel Pin 固定销Mould Coil Spring 模具弹簧Lifter Pin 顶料销Isoheight Sleeve 等高套筒Pin 销Lifter Guide Pin 浮升导料销Guide Pin 导正销Wire Spring 圆线弹簧Outer Guiding Post 外导柱Stop Screw 止付螺丝Located Pin 定位销Outer Bush 外导套Punch 冲头Insert 入块(嵌入件)Deburring Punch 压毛边冲子Groove Punch 压线冲子Stamped Punch 字模冲子Round Punch 圆冲子Special Shape Punch 异形冲子Bending Block 折刀Roller 滚轴Baffle Plate 挡块Located Block 定位块Supporting Block for Location 定位支承块Air Cushion Plate 气垫板Air-Cushion Eject-rod 气垫顶杆Trimming Punch 切边冲子Stiffening Rib Punch Stinger 加强筋冲子Ribbon Punch 压筋冲子Reel-stretch Punch 卷圆压平冲子Guide Plate 定位板Sliding Block 滑块Sliding Dowel Block 滑块固定块Active Plate 活动板Lower Sliding Plate 下滑块板Upper Holder Block 上压块Upper Mid Plate 上中间板Spring Box 弹簧箱Spring-Box Eject-rod 弹簧箱顶杆Spring-Box Eject-Plate 弹簧箱顶板Bushing Block Liner Bushing 衬套Cover Plate 盖板Guide Pad 导料块模具技术用语各种常用模具成形方式Accurate Die Casting 精密压铸Powder Forming 粉末成形Calendaring Molding 压延成形Powder Metal Forging 粉末锻造Cold Chamber Die Casting 冷式压铸Precision Forging 精密锻造Cold Forging 冷锻Press Forging 冲锻Compacting Molding 粉末压出成形Rocking Die Forging 摇动锻造Compound Molding 复合成形Rotary Forging 回转锻造Compression Molding 压缩成形Rotational Molding 离心成形Dip Mold 浸渍成形Rubber Molding 橡胶成形Encapsulation Molding 注入成形Sand Mold Casting 砂模铸造Extrusion Molding 挤出成形Shell Casting 壳模铸造Foam Forming 发泡成形Sinter Forging 烧结锻造Forging Roll 轧锻Six Sides Forging 六面锻造Gravity Casting 重力铸造Slush Molding 凝塑成形Hollow Blow Molding 中空(吹出)成形Squeeze Casting 高压铸造Hot Chamber Die Casting 热室压铸Swaging 挤锻Hot Forging 热锻Transfer Molding 转送成形Injection Molding 射出成形Warm Forging 温锻Investment Casting 精密铸造Matched Die Method 对模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低压铸造Lost Wax Casting 脱蜡铸造Matched Mould Thermal Forming 对模热成形模Close Mold 合模Demould 脱模脱模剂Mould Unloading 开模Eject 顶出Tool Change Retooling Die Changing 换模Mould Clamping 锁模各式模具分类用语Bismuth Mold 铋铸模Landed Plunger Mold 有肩柱塞式模具Burnishing Die 挤光模Landed Positive Mold 有肩全压式模具Button Die 镶入式圆形凹模Loading Shoe Mold 料套式模具Center-Gated Mold 中心浇口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用铸模Loose Mold 活动式模具Cold Hobbing 冷挤压制模法Louvering Die 百叶窗冲切模Composite Dies 复合模具Manifold Die 分歧管模具Counter Punch 反凸模Modular Mold 组合模具Double Stack Mold 双层模具Multi-Cavity Mold 多模穴模具Electroformed Mold 电铸成形模Multi-Gate Mold 复式浇口模具Expander Die 扩径模Offset Cold Bending Die 双折冷弯模具Extrusion Die 挤出模Stack Mold, Stack Injection Mould 叠层模Family Mold 反套制品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通气性模具Duplicated Cavity Plate 复板模Positive Mold 全压式模具Fantail Die 扇尾形模具Pressure Die 压紧模Fishtail Die 鱼尾形模具Profile Die 轮廓模Flash Mold 溢料式模具Progressive Die 顺序模Gypsum Mold 石膏铸模Portable Mold 手提式模具Hot-Runner Mold 热流道模具Prototype Mold 雏形试验模具原型模具Ingot Mold 钢锭模Punching Die 落料模Lancing Die 切口模切缝模Raising(Embossing)压花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runless Injection Mold 无流道冷料模具Sectional Die 对合模具Segment Mold 组合模Semi-Positive Mold 半全压式模具<, /SPAN> Shaper 定型模套Single Cavity Mold 单腔模具Solid Forging Die 整体锻模Split Forging Die 拼合锻模Split Mold 双并式模具Sprueless Mold 无注道残料模具Squeezing Die 挤压模Stretch Form Die 拉伸成形模Sweeping Mold 平刮铸模Swing Die 振动模具Three Plates Mold 三片式模具Trimming Die 切边模Unit Mold 单元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 轭型模模具厂常用之标准零配件Air Vent Valve 通气阀Anchor Pin 锚梢Angular Pin 角梢Baffle 调节阻板Angular Pin 倾斜梢Baffle Plate 折流档板Ball Button 球塞套Ball Plunger 定位球塞Ball Slider 球塞滑块Binder Plate 压板Blank Holder 防皱压板Blanking Die 落料冲头Bolster 上下模板Bottom board 浇注底板Bolster 垫板Bottom Plate 下固定板Bracket 托架Bumper Block 缓冲块Buster 堵口Casting Ladle 浇注包Casting lug 铸耳Cavity 模穴(模仁)Cavity Retainer Plate 模穴托板Center Pin 中心梢Clamping Block 锁定块Coil Spring 螺旋弹簧Cold Punched Nut 冷冲螺母Cooling Spiral 螺旋冷却栓Core 心型Core Pin 心型梢Cotter 开口梢Cross 十字接头Cushion Pin 缓冲梢Diaphragm Gate 盘形浇口Die Approach 模头料道Die Bed 型底Die Block 块形模体Die Body 铸模座Die Bush 合模衬套Die Button 冲模母模Die Clamper 夹模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 冲模板Die Set 冲压模座Direct Gate 直接浇口Dog Chuck 爪牙夹头Dowel 定位梢Dowel Hole 导套孔Dowel Pin 合模梢Dozzle 辅助浇口Dowel Pin 定位梢Draft 拔模锥度Draw Bead 张力调整杆Drive Bearing 传动轴承Ejection Pad 顶出衬垫Ejector 脱模器Ejector Guide Pin 顶出导梢Ejector Leader Bush 顶出导梢衬套Ejector Pad 顶出垫Ejector Pin 顶出梢Ejector Plate 顶出板Ejector Rod 顶出杆Ejector Sleeve 顶出衬套Ejector Valve 顶出阀Eye Bolt 环首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形浇口Finger Pin 指形梢Finish Machined Plate 角形模板Finish Machined Round Plate 圆形模板Fixed Bolster Plate 固定侧模板Flanged Pin 带凸缘针Flash Gate 毛边形浇口Flask 上箱Floating Punch 浮动冲头Gate 浇口Gate Land 浇口面Gib 凹形拉紧楔Goose Neck 鹅颈管Guide Bushing 引导衬套Guide Pin 导梢Guide Post 引导柱Guide Plate 导板Guide Rail 导轨Head Punch 顶头冲孔Headless Punch 直柄冲头Heavily Tapered Solid 整体模蕊盒Hose Nippler 管接头Impact Damper 缓冲器Injection Ram 压射柱塞Inlay Bush 嵌入衬套Inner Plunger 内柱塞Inner Punch 内冲头Insert 嵌件Insert Pin 嵌件梢King Pin 转向梢King Pin Bush 主梢衬套Knockout Bar 脱模杵Land 合模平坦面Land Area 合模面Leader Bush 导梢衬套Lifting Pin 起模顶针起模杆Lining 内衬Locating Center Punch 定位中心冲头Locating Pilot Pin 定位导梢Locating Ring 定位环Lock Block 压块Locking Block 定位块Locking Plate 定位板Loose Bush 活动衬套Making Die 打印冲子Manifold Block 歧管档块Master Plate 靠模样板Match Plate 分型板Mold Base 塑胶模座Mold Clamp 铸模紧固夹Mold Platen 模用板Moving Bolster 换模保持装置Moving Bolster Plate 可动侧模板One Piece Casting 整体铸件Parallel Block 平行垫块Parting Line 分模线Parting Lock Set 合模定位器Pass Guide 穴型导板Peened Head Punch 镶入式冲头锤击强化冲头钻杆凸模Pilot Pin 定位销导向销子Pin Gate 针尖浇口Plate 衬板Pre Extrusion Punch 顶挤冲头Punch 冲头Puncher 推杆Pusher Pin 衬套梢Rack 机架Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮动脱模器Ring Gate 环型浇口Roller 滚筒Runner 流道Runner Ejector Set 流道顶出器Runner Lock Pin 流道拉梢Screw Plug 头塞Set Screw 固定螺丝Shedder 脱模装置Shim 分隔片Shoe 模座之上下模板Shoot 流道Shoulder Bolt 肩部螺丝Skeleton 骨架Slag Riser 冒渣口Slide(Slide Core)滑块Slip Joint 滑配接头Spacer Block 间隔块Spacer Ring 间隔环Spider 模蕊支架Spindle 主轴Sprue 注道Sprue Bushing 注道衬套Sprue Bushing Guide 注道导套Sprue Lock Bushing 注道定位衬套Sprue Puller 注道拉料浇道推出杆注道残料顶销Spew Line 合模线Square Key 方键Square Nut 方螺帽Square Thread 方螺纹Limit Stop Collar 限位套Stop Pin 止动梢Stop Ring 止动环Stopper 定位停止梢Straight Pin 圆柱销Stripper Bolt 脱料螺栓Stripper Bushing 脱模衬套Stripper Plate 剥料板Stroke End Block 行程止梢Submarine Gate 潜入式浇口Support Pillar 支撑支柱顶出支柱Support Pin 支撑梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 辅助浇口Taper Key 推拔键Taper Pin 拔锥梢锥形梢Teeming Pouring 浇注Three Start Screw 三条螺纹Thrust Pin 推力销Tie Bar 拉杵Tunnel Gate 隧道形浇口Vent 通气孔Wortle Plate 拉丝模板模具常用之工作机械3D Coordinate Measurement 三次元量床Boring Machine 搪孔机CNC Milling Machine CNC铣床Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床Copy Lathe 仿形车床Copy Milling Machine 仿形铣床Copy Shaping Machine 仿形刨床Cylindrical Grinding Machine 外圆磨床Die Spotting Machine 合模机Drilling Machine 钻孔机Engraving Machine 雕刻机Engraving E.D.M 雕模放置加工机Form Grinding Machine 成形磨床Graphite Machine 石墨加工机Horizontal Boring Machine 卧式搪孔机Horizontal Machine Center 卧式加工制造中心Internal Cylindrical Machine 内圆磨床Jig Boring Machine 冶具搪孔机Jig Grinding Machine 冶具磨床Lap Machine 研磨机Machine Center 加工制造中心Multi Model Miller 靠磨铣床NC Drilling Machine NC钻床NC Grinding Machine NC磨床NC Lathe NC车床NC Programming System NC程式制作系统Planer 龙门刨床Profile Grinding Machine 投影磨床Projection Grinder 投影磨床Radial Drilling Machine 旋臂钻床Shaper 牛头刨床Surface Grinder 平面磨床Try Machine 试模机Turret Lathe 转塔车床Universal Tool Grinding Machine 万能工具磨床Vertical Machine Center 立式加工制造中心Wire E.D.M 线割放电加工机入水 Gate进入位 Gate Location水口形式 Gate Type大水口 Edge Gate细水口 Pin-point Gate水口大小 Gate Size转水口 Switching Runner Gate唧嘴口径 Sprue Diameter流道 Mold Runner热流道 Hot Runner Hot Manifold温度控制器温控器 Thermostat Thermoregulators Temperature Controller热嘴冷流道 Hot Sprue Cold Runner唧嘴直流 Direct Sprue Gate圆形流道 Round Full Half Runner流道电脑分析 Mold Flow Analysis流道平衡 Runner Balance热嘴 Hot Sprue热流道板 Hot Manifold发热管 Cartridge Heater探针 Thermocouples插头 Connector Plug插座 Connector Socket密封封料 Seal运水 Water Line喉塞 Line Plug Throat Taps喉管 Tube塑胶管 Plastic Tube快速接头 Jiffy Quick Connector Quick Disconnect Coupling 模具零件 Mold Components三板模 3-Plate Mold二板模 2-Plate Mold边钉导边 Leader Pin Guide Pin边司导套 Bushing Guide Bushing中托司 Shoulder Guide Bushing中托边 Guide Pin顶针板 Ejector Retainner Plate托板 Support Plate螺丝 Screw管钉 Dowel Pin开模槽 Ply Bar Scot内模管位 Core Cavity inter-Lock顶针 Ejector Pin司筒 Ejector Sleeve司筒针 Ejector Pin推板 Eject Plate Push Plate Stripper Plate缩呵 Movable Core Return Core Puller扣机(尼龙拉勾) Nylon Latch Lock斜顶 Lifter模胚(架) Mold Base上内模 Cavity Insert下内模 Core Insert行位(滑块) Slide镶件 Insert压座 Wedge耐磨板油板 Wedge Wear Plate压条 Plate撑头 Support Pillar唧嘴 Sprue Bushing挡板 Stop Plate定位圈 Locating Ring锁扣 Latch扣机 Parting Lock Set推杆 Push Bar栓打螺丝 S.H.S.B顶板 Ejector Plate活动臂 Lever Arm分流锥 Sprue Spreader分流板 Spreader Plate水口司 Bush垃圾钉 Stop Pin隔片 Buffle弹弓柱 Spring Rod弹弓 Die Spring中托司 Ejector Guide Bush中托边 Ejector Guide Pin镶针 Pin销子 Dowel Pin波子弹弓 Ball catch喉塞 Pipe Plug锁模块 Lock Plate斜顶 Angle from Pin斜顶杆 Angle Ejector Rod尼龙拉勾 Parting Locks活动臂 Lever Arm复位键提前回杆 Early Return Bar气阀 Valves斜导边 Angle Pin术语 Terms承压平面平衡 Parting Surface Support Balance模排气 Parting Line Venting回针碰料位 Return Pin and Cavity Interference顶针碰运水 Water Line Interferes with Ejector Pin 料位出上下模 Part from Cavith (Core) Side不准用镶件 Do Not Use (Core Cavity) Insert用铍铜做镶件 Use Beryllium Copper Insert初步模图设计 Preliminary Mold Design正式模图设计 Final Mold Design弹弓压缩量 Spring Compressed length稳定性好 Good Stability Stable强度不够 Insufficient Rigidity均匀冷却 Even Cooling扣模 Sticking热膨胀 Thermal Expansion公差 Tolerance铜公(电极) Copper ElectrodeAir Vent Valve 通气阀Anchor Pin 锚梢Angular Pin 角梢Baffle 调节阻板Angular Pin 倾斜梢Baffle Plate 折流挡板Ball Button 球塞套Ball Plunger 定位球塞Ball Slider 球塞滑块Binder Plate 压板Blank Holder 防皱压板Blanking Die 落料冲头Bolster 上下模板Bottom Board 浇注底板Bolster 垫板Bottom Plate 下固定板Bracket 托架Bumper Block 缓冲块Buster 堵口Casting Ladle 浇注包Casting Lug 铸耳Cavity 模腔模穴(模仁)Cavity Retainer Plate 模穴托板Center Pin 中心梢Clamping Block 锁定块Coil Spring 螺旋弹簧Cold Punched Nut 冷冲螺母Cooling Spiral 螺旋冷却栓Core 心型Core Pin 心型梢Cotter 开口梢Cross 十字接头Cushion Pin 缓冲梢Diaphragm Gate 盘形浇口Die Approach 模头料道Die Bed 型底Die Block 块形模体Die Body 模体Die Body 铸模座Die Bush 合模衬套Die Button 冲模母模Die Clamper 夹模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 冲模板Die Set 冲压模座Direct Gate 直接浇口Dog Chuck 爪牙夹头Dowel 定位梢Dowel Hole 导套孔Dowel Pin 合模梢Dozzle 辅助浇口Dowel Pin 定位梢Draft 拔模锥度Draw Bead 张力调整杆Drive Bearing 传动轴承Ejection Pad 顶出衬垫Ejector 脱模器Ejector Guide Pin 顶出导梢Ejector Leader Bush 顶出导梢衬套Ejector Pad 顶出垫Ejector Pin 顶出梢Ejector Plate 顶出板Ejector Rod 顶出杆Ejector Sleeve 顶出衬套Ejector Valve 顶出阀Eye Bolt 环首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形浇口Finger Pin 指形梢Finish Machined Plate 角形模板Finish Machined Round Plate 圆形模板Fixed Bolster Plate 固定侧模板Flanged Pin 带凸缘针Flash Gate 毛边形浇口Flask 上箱Floating Punch 浮动冲头Gate 浇口Gate Land 浇口面Gib 凹形拉紧楔Goose Neck 鹅颈管Guide Bushing 引导衬套Guide Pin 导梢Guide Post 引导柱Guide Plate 导板Guide Rail 导轨Head Punch 顶头冲孔Headless Punch 直柄冲头Heavily Tapered Solid 整体模蕊盒Hose Joint Pipe Coupler 管接头Impact Damper 缓冲器Injection Ram 压射柱塞Inlay Bush 嵌入衬套Inner Plunger 内柱塞Inner Punch 内冲头Inserts 嵌件Insert Pin 嵌件梢King Pin 转向梢King Pin Bush 主梢衬套Knockout Bar 脱模杵Land 合模平坦面Land Area 合模面Leader Bush 导梢衬套Lifting Pin 起模顶针Lining 内衬Locating Center Punch 定位中心冲头Locating Pilot Pin 定位导梢Locating Ring 定位环Lock Block 压块Locking Block 定位块Locking Plate 定位板Loose Bush 活动衬套Making Die 打印冲子Manifold Block 歧管档块Master Plate 靠模样板Match Plate 分型板Mold Base 塑胶模座Mold Clamp 铸模紧固夹Mold Platen 模用板Moving Bolster 换模保持装置Moving Bolster Plate 可动侧模板One Piece Casting 整体铸件Parallel Block 平行垫块Parting Line 分模线Parting Lock Set 合模定位器Pass Guide 穴型导板Peened Head Punch 镶入式冲头钻杆凸模Pilot Pin 定位销导向销子Pin Gate 针尖浇口Plate 衬板Pre Extrusion Punch 顶挤冲头Punch 冲头Puncher 推杆Pusher Pin 衬套梢Rack 机架Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮动脱模器Ring Gate 环型浇口Roller 滚筒Runner 流道Runner Ejector Set 流道顶出器Runner Lock Pin 流道拉梢Screw Plug 头塞Set Screw 固定螺丝Shedder 脱模装置Shim 分隔片Shoe 模座之上下模板Shoot 流道Shoulder Bolt 肩部螺丝Skeleton Frameworks 骨架Slag Riser 冒渣口Slide(Slide Core)滑块Slip Joint 滑配接头Spacer Block 间隔块Spacer Ring 间隔环Spider 模蕊支架Spindle 主轴Sprue 注道Sprue Bushing 注道衬套Sprue Bushing Guide 注道导套Sprue Lock Bushing 注道定位衬套Sprue Puller 注道残料顶销浇道推出杆Sprue Line 合模线Square Key 方键Square Nut 方螺帽Square Thread 方螺纹Stop Collar 限位套Stop Pin 止动梢Stop Ring 止动环Stopper 定位停止梢Straight Pin 圆柱销Stripper Bolt 脱料螺栓Stripper Bushing 脱模衬套Stripper Plate 剥料板Stroke End Block 行程止梢Submarine Gate 潜入式浇口Support Pillar 支撑支柱顶出支柱Support Pin 支撑梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 辅助浇口Taper Key 推拔键Taper Pin 拔锥梢锥形梢Teeming 浇注Three Start Screw 三条螺纹Thrust Pin 推力销Tie Bar 拉杵Tunnel Gate 隧道形浇口Vent 通气孔Wortle Plate 拉丝模板Pierce 冲孔Forming 成型(抽凸冲凸)Draw Hole 抽孔Bending 折弯Trim 切边Emboss 凸点Dome 凸圆Semi-Shearing 半剪Stamp Mark 冲记号Deburr or Coin 压毛边Punch Riveting 冲压铆合Side Stretch 侧冲压平Reel Stretch 卷圆压平Groove 压线Blanking 下料Stamp Letter 冲字(料号)Shearing 剪断Tick-Mark Nearside 正面压印Tick-Mark Farside 反面压印Extension Drawing 展开图procedure Drawing 工程图Die Structure Drawing 模具结构图Material 材质Material Thickness 料片厚度Factor 系数Upward 向上Downward 向下Press Specification 冲床规格Die Height Range 适用模高Die Height 闭模高度Burr 毛边Gap 间隙Weight 重量Total Weight 总重量Punch Weight 上模重量Compression Molding 压缩成型Flash Mold 溢流式模具Extrusion Mold 挤压式模具Split Mold 分割式模具Cavity 型腔母模Mold Core 模芯公模Taper 锥拔Leather Cloak 仿皮革Shiver 饰纹Flow Mark 流痕Welding Mark 溶合痕Post Screw Insert 螺纹套筒埋值Self Tapping Screw 自攻螺丝Striper Plate 脱料板Piston 活塞Cylinder 汽缸套Chip 细碎物Handle Mold 手持式模具Encapsulation Molding 低压封装成型Two Plate 两极式(模具)Well Type 蓄料井Insulated Runner 绝缘浇道方式Hot Runner 热浇道Runner Plat 浇道模块Valve Gate 阀门浇口Band Heater 环带状的电热器Spindle 阀针Spear Head 刨尖头Slag Well 冷料井Cold Slag 冷料渣Air Vent 排气道Welding Line 熔合痕Eject Pin 顶出针Knock Pin 顶出销Return Pin 回位销反顶针Sleeve 套筒Stripper Plate 脱料板Insert Core 放置入子Runner Stripper Plate 浇道脱料板Guide Pin 导销Eject Rod (Bar)(成型机)顶业捧Subzero 深冷处理Three Plate 三极式模具Runner System 浇道系统Stress Crack 应力电裂Orientation 定向Sprue Gate 射料浇口,直浇口Nozzle 射嘴Sprue Lock Pin 料头钩销(拉料杆)Slag Well 冷料井Side Gate 侧浇口Edge Gate 侧缘浇口Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口Slit Gate 缝隙浇口Fan Gate 扇形浇口Dish Gate 因盘形浇口Diaphragm Gate 隔膜浇口Ring Gate 环形浇口Submarine Gate 潜入式浇口Tunnel Gate 隧道式浇口Pin Gate 针点浇口Runnerless 无浇道Sprueless 无射料管方式Long Nozzle 延长喷嘴方式Sprue 浇口溶渣Landed Plunger Mold 有肩柱塞式模具Burnishing Die 挤光模Landed Positive Mold 有肩全压式模具Button Die 镶入式圆形凹模Loading Shoe Mold 料套式模具Center-Gated Mold 中心浇口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用铸模Loose Mold 活动式模具Cold Hobbing 冷挤压制模Louvering Die 百叶窗冲切模Composite Dies 复合模具Manifold Die 分歧管模具Counter Punch 反凸模Modular Mold 组合式模具Double Stack Mold 双层模具Multi-Cavity Mold 多模穴模具Electroformed Mold 电铸成形模Multi-Gate Mold 复式浇口模具Expander Die 扩径模Offset Bending Die 双折冷弯模具偏移弯曲模Extrusion Die 挤出模Palletizing Die 叠层模Family Mold 反套制品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通气性模具Duplicated Cavity Plate 复板模Positive Mold 全压式模具Fantail Die 扇尾形模具Pressure Die 压紧模Fishtail Die 鱼尾形模具Profile Die 轮廓模Flash Mold 溢料式模具Progressive Die 顺序模Gypsum Mold 石膏铸模Portable Mold 手提式模具Hot-Runner Mold 热流道模具Prototype Mold 雏形试验模具Ingot Mold 钢锭模Punching Die 落料模Lancing Die 切口模Raising(Embossing)压花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runnerless Injection Mold 无流道冷料模具Sectional Die 对合模具Segment Mold 组合模Semi-Positive Mold 半全压式模具Shaper 定型模套Single Cavity Mold 单腔模具Solid Forging Die 整体锻模Split Forging Die 拼合锻模Split Mold 双并式模具Sprueless Mold 无注道残料模具Squeezing Die 挤压模Stretch Form Die 拉伸成形模Sweeping Mold 平刮铸模Swing Die 振动模具Three Plates Mold 三片式模具Trimming Die 切边模Unit Mold 单元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 轭型模Accurate Die Casting 精密压铸Powder Forming 粉末成形Calendaring Molding 压延成形Powder Metal Forging 粉末锻造Cold Chamber Die Casting 冷式压铸Precision Forging 精密锻造Cold Forging 冷锻Press Forging 冲锻Compacting Molding 粉末压出成形Rocking Die Forging 摇动锻造Compound Molding 复合成形Rotary Forging 回转锻造Compression Molding 压缩成形Rotational Molding 离心成形Dip Mold 浸渍成形Rubber Molding 橡胶成形Encapsulation Molding 注入成形Sand Mold Casting 砂模铸造Extrusion Molding 挤出成形Shell Casting 壳模铸造Foam Forming 发泡成形Sinter Forging 烧结锻造Forging Roll 轧锻Six Sides Forging 六面锻造Gravity Casting 重力铸造Slush Molding 凝塑成形Hollow(Blow) Molding 中空(吹出)成形Squeeze Casting 高压铸造Hot Chamber Die Casting 热室压铸Swaging 挤锻Hot Forging 热锻Transfer Molding 转送成形Injection Molding 射出成形Warm Forging 温锻Investment Casting 精密铸造Matched Die Method 对模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低压铸造Lost Wax Casting 脱蜡铸造Matched Mould Thermal Forming 对模热成形模Barreling 滚光加工Belling 压凸加工Bending 弯曲加工Blanking 下料加工Bulging 撑压加工Burring 冲缘加工Cam Die Bending 凸轮弯曲加工Caulking 压合加工Coining 压印加工Compressing 压缩加工Compression Bending 押弯曲加工Crowning 凸面加工Curl Bending 卷边弯曲加工Curling 卷曲加工Cutting 切削加工Dinking 切断蕊骨Double Shearing 叠板裁断Drawing 引伸加工Drawing with Ironing 抽引光滑加工Embossing 浮花压制加工Extrusion 挤制加工Filing 锉削加工Fine Blanking 精密下料加工Finish Blanking 光制下料加工Finishing 精整加工Flanging 凸缘加工Folding 折边弯曲加工Folding 折叠加工Forming 成形加工Impact Extrusion 冲击挤压加工Indenting 压痕加工Ironing 引缩加工Knurling 滚花Lock Seaming 固定接合Louvering 百叶窗板加工MarKing 刻印加工Necking 颈缩加工Notching 冲口加工Parting 分断加工Piercing 冲孔加工Progressive Bending 连续弯曲加工Progressive Blanking 连续下料加工Progressive Drawing 连续引伸加工Progressive Forming 连续成形加工Reaming 铰孔加工Restriking 二次精冲加工矫形锻压Riveting 铆接加工Roll Bending 滚筒弯曲加工Roll Finishing 滚压加工Rolling 压延加工Roughing 粗加工Scrapless Machining 无废料加工Seaming 折弯重叠加工Shaving 缺口修整加工Shearing 切断加工Sizing 精压加工矫正加工Slitting 割缝加工Spinning 卷边旋接Staking 铆固Stamping 锻压加工Swaging 挤锻压加工Trimming 整缘加工Upsetting 锻粗加工顶锻镦粗Wiring 抽线加工Aberration 色差Atomization 雾化Bank Mark 料垄迹印Bite 咬入Blacking Hole 涂料孔(铸疵)Blacking Scab 涂料疤Blister 起泡Blooming 起霜Blow Hole 破孔Blushing 泛白Body Wrinkle 侧壁皱纹Breaking-in 冒口带肉Bubble 膜泡Burn Mark 糊斑Flash Burr 毛边Camber Warpage 翘曲Cell 气泡Center Buckle 表面中部波皱Check 细裂痕Checking 龟裂Chipping 修整表面缺陷Clamp-off 铸件凹痕Collapse 塌陷Color Mottle 色斑Corrosion 腐蚀Crackle 裂痕裂纹Crazing 碎裂Crazing 龟裂Distortion Deformation 变形Edge 切边碎片Edge Crack 裂边Fading 退色Filler Speak 填充料斑Fissure 裂纹Flange Wrinkle 凸缘起皱Flaw 刮伤Flow Mark 流痕Galling 毛边Glazing 光滑Gloss 光泽Grease Pits 污斑Grinding Defect 磨痕Haircrack 发裂Haze 雾度Incrustation 水锈Indentation 压痕Internal Porosity 内部气孔Mismatch 偏模Mottle 斑点Necking 缩颈Nick 割痕Orange peel 橘皮状表面缺陷Overflow 溢流Peeling 剥离Pit 坑Pitting Corrosion 点状腐蚀Plate Mark 模板印痕Pock 麻点Pock Mark 痘斑Resin Streak 树脂流纹Resin Wear 树脂脱落Riding 凹陷Sagging 松垂Saponification 皂化Scar 疤痕Scrap 废料Scrap Jam 废料阻塞Scratch 刮伤划痕Scuffing 深冲表面划伤Seam 裂痕Shock Line 模口挤痕Short Shot 充填不足Shrinkage Pool 凹孔Sink Mark 凹痕Skin Inclusion 表皮折叠Straightening 矫直Streak 条状痕Surface Check 表面裂痕Surface Roughening 橘皮状表皮皱折Surging 波动Sweat Out 冒汗Torsion Distortion 扭曲Warpage 翘曲Waviness 波痕Webbing 熔塌Weld Mark 焊痕Whitening 白化Wrinkle 皱纹Gas Aassisted Technology 气辅Bottle Cap Mold 瓶盖模具。
冲压模具专业英语

冲压模具专业英语冲压模具专业术语英汉对照目录一,模具厂常用之标准零配件二,模具钢材三,组装、冲压、喷漆等专业词汇四,模具工程常用词汇五,模具零件类六,质量人员名称类七,系统文件类八,模具技术用语九,各式模具分类用语十,模具常用之工作机械设备十一,表面处理关连用语十二,成形不良用语十三,各种冲模加工关连用语十四,模具常用刀具与工作法用语十五,冲压机械及周边关连用语十六,线切割放电加工关连用语十七,模具加工方法十八,机械设计及周边其它用语一.模具厂常用之标准零配件air vent vale 通气阀anchor pin 锚梢angular pin 角梢/倾斜梢baffle 调节阻板baffle plate (折流)檔板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster垫板,上下范本bottom board 浇注底板bottom plate 下固定板brackt支架托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底die block 块形模体die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die plate 冲范本die set 下/冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel hole 销钉孔dozzle 辅助浇口dowel (pin)定位/合模梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器stripper bolt 脱料螺栓ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad /pin/plate/rod/sleeve/ valve顶出垫/梢/板/杆/衬套/阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘?flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧/楔goose neck 鹅颈管guide pin/ plate/ bushing/ post/ rail导梢/板/轨/衬套/柱head punch 冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert /retainer pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模梢lining 内衬locating center punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块locking block 定位块locking plate 定位板loose bush 活动衬套making die 打印冲子manifold block 歧管檔块plate 衬板master plate 靠模样板match plate 分型板mold base 塑料模座mold clamp 铸模紧固夹mold platen 模用板moving bolster 换模保持装置moving bolster plate 可动侧范本one piece casting 整体铸件parallel block 平行垫块parting line 分模线parting lock set 合模定位器pass guide 穴型导板peened head punch 镶入式冲头pilot pin 导梢pin gate 针尖浇口pre extrusion punch 顶挤冲头punch 冲头puncher 推杆pusher pin 衬套梢rack 机/料架rapping rod 起模杆re-entrant mold 凹入模retainer plate 托料return pin 回位梢riding stripper 浮动脱模器ring gate 环型浇口roller 滚筒runner/ shoot 流道runner ejector set 流道顶出器runner lock pin 流道拉梢screw plug 头塞set screw 固定螺丝shedder 脱模装置shim 垫片shoe 模座之上下范本shoulder bolt 肩部螺丝skeleton 骨架slag riser 冒渣口slide/ram 滑块slip joint 滑配接头spacer block 间隔块spacer ring 间隔环spider 模蕊支架spindle 主轴sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套sprue puller 注道拉料? spue line 合模线square key 方键square nut 方螺帽square thread 方螺纹stop collar 限位套stop pin 止动梢stop ring 止动环stopper 定位停止梢straight pin 圆柱梢stripper bushing 脱模衬套stripper plate 剥料板stroke end block 行程止梢submarine gate 潜入式浇口support pillar 支撑柱/顶出支柱support pin 支撑梢supporting plate 托板sweep templete 造模刮板tab gate 辅助浇口taper key 推拔键taper pin 拔锥梢/锥形梢teeming 浇注three start screw 三条螺纹thrust pin 推力销tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔wortle plate 拉丝范本二.模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金bearing alloy 轴承合金blister steel 浸碳钢bonderized steel sheet邦德防蚀钢板carbon tool steel碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostatic pressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢high speed tool steel高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板三.组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer传送带Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)pallet栈板barcode scanner条形码扫描仪fuse together熔合fuse machine热熔机operator作业员MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch英镑、英寸EMI gasket导电条front / rear plate前/后板chassis 基座/底盘bezel panel面板power button/wire电源按键/线reset button复位/重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑料件SOP制造作业程序material check list物料检查表work cell工作间trolley台车sub-line支线fork truck叉车planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot/transfer 机械手hydraulic machine油压机lathe车床planer 刨床miller,driller 铣床grinder磨床铣床wire cutting 线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机president董事长special assistant manager特助factory director厂长department director部长section supervisor课长group leader/supervisor组长line supervisor线长to move, to carry, to handle搬运be put in storage入库pack,packing,package包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load/ unload /return material上/卸/退料scraped 报废deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation氧化dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件trailer=long vehicle拖板车compound die复合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge/ jig/fixture夹/治具buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal 踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车glove(s) with exposed fingers割手套band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper 扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条(槽)jack升降机magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect 次要缺陷not up to standard不合规格dimension/size is a little bigger 尺寸偏大(小)cosmetic defect外观不良slipped screwhead/slippery screw head 螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位delivery deadline交货期die repair修模enterprise plan = enterprise expansion projects企划die worker模工to start /stop/switch off a press开/关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board广告牌feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板to pull and stretch拉伸to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stockchange材料变更feature change 特性变更evaluation评估prepare for, make preparations for准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机rack, shelf, stack料架cylinder油缸taker取料机conveyer belt输送带transmission rack输送架top /bottom 上/下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块dent压痕filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工to retrn of goods退货registration 登记registration card登记卡to put forward and hand in提报safe stock安全库存acceptance = receive验收notice通知application form for purchase请购单consume, consumption消耗abrasion磨损reverse angle = chamfer倒角to collect, to gather收集trouble故障statistics统计demand and supply需求career card履历卡to tight/ looser a bolt拧紧/松螺栓to move away a die plate移走范本easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑四.模具工程常用词汇die 模具figure file, chart file图檔cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印flange翻边to stake铆合design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board范本padding block垫块stepping bar垫条upper die set上模座lower die set下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品file/ document folder资料/文件夹to put file in order整理资料spare tools location手工备品仓first/ second count初/复盘人first /second check初盘/复盘复核人check人waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count 会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO. 空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点incoming material to be inspected进货待验steel/rolled steel钢材material statistics sheet 物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注notes说明production control confirmation生产确认checked by初审approved by核准stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工cause description原因说明part number/ P/N 料号type形态item/group/class类别prepared by制表year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity账面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts 良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location 在途仓oversea location海外仓spare parts physical inventory list 备品盘点清单spare molds location模具备品仓skid栈板tox machine自铆机wire EDM线割EDM火花机coil stock卷料sheet stock片料score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die 公母模expansion drawing展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack 上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal密封revision版次good products良品scraped products报废品defective products不良品disposed products处理品flow chart流程窗体assembly组装stamping冲压forming成型spare part s=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill铣plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴angle offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization 碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机plain die简易模pierce die冲孔模forming die成型模progressive die连续模compound dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类: extension dwg展开图procedure dwg工程图die structure dwg模具结构图material 材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙punch wt.上模重量五金零件类: inner /outer guiding post内/外导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销guide pin导正销eq-height sleeves=spool等高套筒lifter guide pin浮升导料销wire spring圆线弹簧set screw止付螺丝located pin定位销范本类: top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板)outer /inner / lower stripper内/外/下脱料板五.模具零件类punch冲头insert嵌件deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文: compression molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold掌上型模具移转成型用模具encapsulation molding低压封装成型射出成型用模具: two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate 浇道脱料板eject rod (bar)(成型机)顶业捧subzero深冷处理three plate 三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣六.质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类:FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商质量评估OOBA out of box audit 开箱检查QFD quality function deployment 质量机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂质量AOQL Average Output Quality Level 平均出厂质量Q/R/S Quality/Reliability/Service 质量/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水平等级AOD Accept On Deviation 特采UAI Use As ItFPIR First Piece Inspection Report首件检查报告PPM Percent Per Million百万分之一(制程统计品管专类)SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限GRR Gauge Reproducibility&Repeatabilit量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它质量术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 质量改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM T otal Quality Management 全面质量管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低质量水平RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 质量改善活动ADM Absolute Dimension Measuremet 全尺寸测量QT Quality Target 质量目标7QCT ools 7 Quality Controll T ools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商) ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面七.系统文件类QC Quality System 质量系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦 C Compaq (美国)康伯公司C China 中国大陆 A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq 产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂) A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等) PRS Pairs 双(对等)PAL Pallet/skid 栈板PO Purchasing Order采购订单MO Manufacture Order生产订单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用VS 以及JIT Just In Time 零库存I/O Input/Output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语:整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度WDR Weekly Delivery Requitement 周出货需求C/T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略质量保证DQA Desigh Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance销售及服务质量保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PC A/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal Display CAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing Change P/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size八.模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模九.各式模具分类用语bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模ouvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 迭层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模十.模具常用之工作机械3D coordinate measurement三次元量床boring machine搪孔机cnc milling machine CNC铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床copy lathe 仿形车床copy milling machine 仿形铣床copy shaping machine仿形刨床cylindrical grinding machine 外圆磨床die spotting machine 合模机drilling machine ?孔机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心internal cylindrical machine 内圆磨床jig boring machine 冶具搪孔机jiggrinding machine 冶具磨床lap machine 研磨机machine center 加工制造中心multi model miller 靠磨铣床drilling machine 钻床grinding machine磨床lathe 车床NC programming system NC程序制作系统planer 龙门刨床profile grinding machine 投影磨床projection grinder 投影磨床radial drilling machine 旋臂钻床shaper 牛头刨床surface grinder 平面磨床try machine 试模机turret lathe 转塔车床universal tool grinding machine 万能工具磨床vertical machine center 立式加工制造中心wire E.D.M. 线割放电加工机autocollimator 自动准直机bench comparator 比长仪block gauge 块规bore check 精密小测定器calibration 校准caliper gauge 卡规check gauge 校对规clearance gauge 间隙规clinoretee 测斜仪comparator 比测仪cylinder square 圆筒直尺depth gauge 测深规dial indicator 针盘指示表dial snap gauge 卡规digital micrometer 数位式测微计feeler gauge 测隙规gauge plate 量规定位板height gauge 测高规inside calipers 内卡钳inside micrometer 内分??卡interferometer 干涉仪leveling block 平台limit gauge 限规micrometer 测微计mil 千分之一寸monometer 压力计morse taper gauge 莫氏锥度量规nonius 游标卡尺optical flat 光学平晶optical parallel 光学平行passimeter 内径仪position scale 位置刻度profile projector 轮廓光学投影仪protractor 分角器radius 半径ring gauge 环规。
冲压模具用语专业英语

冲压模具模板英语
up stripper male die feature die female die upper plate lower plate die pad die holder die set 上脱料板 公模(凸模) 公母模 母模(凹模) 上模板 下模板 下垫板 下夹板 下模座 下垫脚 下托板(底板) 外脱料板 内脱料板 下脱料板 上垫脚 上模座 上垫板 上夹板 脱料背板 警示灯 冷却液 破碎机 铡楔 摸柄 曲柄轴 角度偏差 速度 模板 垫块 垫条 镶块 盖板 导料块 活动板 弹簧箱 弹簧箱顶杆 下滑块板 装上模具 御模具
10 wire spring 11 outer guiding post 12 stop screw 13 located pin 14 outer bush 15 punch 16 insert 17 deburring punch 18 groove punch 19 stamped punch 20 round punch 21 special shape punch 22 bending block 23 roller 24 baffle plate 25 located block 27 air cushion plate 28 air-cushion eject-rod 29 trimming punch 31 ribbon punch 32 reel-stretch punch 33 guide plate 34 sliding block 35 roller 36 sliding dowel block 37 special shape punch 38 stamped punch
1 inner guidinwel pin 4 coil spring 5 lifter pin 6 eq-height sleeves=spool 7 pin 8 lifter guide pin 9 guide pin
模具专业英语词汇
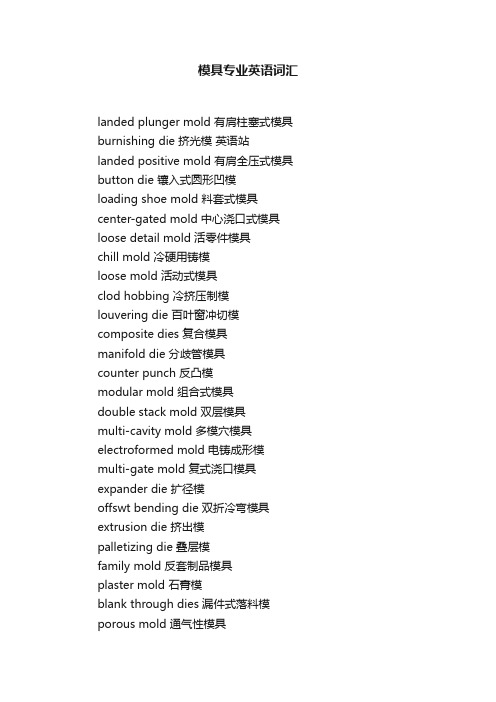
模具专业英语词汇landed plunger mold 有肩柱塞式模具burnishing die 挤光模英语站landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 叠层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming 发泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 迭层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具injection mold 注塑模rubber molding 橡胶成形hot chamber die casting 热室压铸sand mold casting 砂模铸造extrusion mold 挤出模multi-cavity mold 多模穴模具palletizing die 叠层模plaster mold 石膏模three plates mold 三板模plain die 简易模pierce die 冲孔模progressive die 连续模gang dies 复合模shearing die 剪边模riveting die 铆合模compre sion molding 压缩成型flash mold 溢流式模具plsitive mold 挤压式模具split mold 分割式模具cavity 型控母模core 模心公模runner system浇道系统sprue/cold material trap 浇道/冷料井sprue puller 拉杆runner design 流道设计main runner 主流道secondary runner 次流道gate design 浇口设计submarine gate 潜伏浇口tunnel gate 隧道式浇口pinpoint gate 点浇口fan gate 扇形浇口side gate 侧浇口edge gate 侧缘浇口tab gate 搭接浇口film gate 薄膜浇口flash gate 闸门浇口slit gate 缝隙浇口dish gate 盘形浇口diaphragm gate 隔膜浇口ring gate 环形浇口Runner less 无浇道(sprue less) 无射料管方式long nozzle 延长喷嘴方式sprue 浇口;溶渣insulated runner/hot runner 热浇道runner plat 浇道模块valve gate阀门浇口slag well 冷料井cold slag 冷料渣sprue gate 射料浇口,直浇口nozzle 射嘴sprue lock pin 料头钩销(拉料杆) 注塑缺陷:flash 飞边warpage 翘曲air trap 积风blush 发赤flow line 流痕splay 银纹short shot 短射sink mark 缩痕streak 条纹void 缩孔weld line 熔接线gas mark 烧焦cold slug 冷斑delamination 起皮burr 毛刺flaw/scratch 刮伤gloss 光泽glazing 光滑surface check 表面裂痕hesitation 迟滞注塑工艺:molding conditions 成型条件drying 烘干barrel temperature 料筒温度melt temperature 熔化温度mold temperature 模具温度injection pressure 注塑压力back pressure 背压injection speed 注塑速度screw speed 螺杆转速tensile strength 抗拉强度tensile elongation 延伸率flexural modulus 弯曲模数flexural strength 抗弯强度shrinkage 收缩率regrind usage 次料使用机械设备:lathe车床planer |刨床miller 铣床grinder 磨床driller 钻床linear cutting 线切割electrical sparkle 电火花welder 电焊机punching machine 冲床robot机械手common equipment常用设备EDM=Electron Discharge Machining 放电加工3D coordinate measurement 三次元量床boring machine 搪孔机milling machine 铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床cylindrical grinding machine 外圆磨床die spotting machine 合模机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心internal cylindrical machine 内圆磨床模具零件:top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口:switching runner/gate 唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot 撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate 不准用镶件: Do not use (core/cavity) insert 用铍铜做镶件: use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrodAabrasion n. 磨损mósǔnabrasion resistance n. 耐磨损性nài mósǔn xìng abrasive n. 磨料móliàoaccelerator n. 促进剂cùjìnjìaccuracy n. 准确性zhǔnquèxìngacrylic n. 丙烯酸bǐngxīsuān,压克力yākelìadditive n. 添加剂tiānjiājìadhere v. 黏附niánfùadhesion n. 黏合niánhéadhesive n. 胶粘剂jiāozhānjìair entrapment n. 困气kùnqìanneal v. 退火tùihuǒassemble v. 总成zǒngchéngBbarrel n. 机筒jītǒng,料筒liàotǒngblow molding n. 吹塑成型chūisùchéngxíng blow molding machine n. 吹塑机chūisùjībrittle adj. 脆性cùixìngbubble n. 气泡qìpàoby-product n. 副产品fùchǎnpǐnCcalendering n. 压延yāyáncarbon steel n. 碳素钢tànsùgāngcasting n. 铸造zhùzàocatalyst n. 催化剂cūihuàjìcavity n. 型腔xíngqiāngchemical resistance n. 耐化学腐蚀性nài huàxuéfǔshíxìngchip v. 削xiāo,凿záoclamping force n. 锁模力suǒmólìclamping tonnage n. 锁模吨位suǒmódūnwèicomputer aided design (CAD) n. 电脑辅助设计diànnǎo fǔzhùshèjìcomputer aided manufacture (CAM) n. 电脑辅助制造diànnǎo fǔzhùzhìzàocomputer numerical control (CNC) n. 电脑数字控制diànnǎo shùzìkòngzhìceramic n. 陶瓷táocícold rolled steel n. 冷轧圆钢lěng zháyuán gāngcold runner n. 冷流道lěng liúdàocolorant n. 着色剂zhuósèjìcomposite n. 复合材料fùhécáiliàocompression strength n. 抗压强度kàngyāqiángdùcooling channel/circuit n. 冷却管道lěngquèguǎndàocooling rate n. 冷却速率lěngquèsùlǜcore n. 型芯xíngxīn,模芯móxīncorrosion n. 腐蚀fǔshícorrosion resistance n. 耐腐蚀性nài fǔshíxìngcure v. 固化gùhuàcustom adj. 定制dìngzhìcycle time n. 循环时间xúnhuán shíjiānDdegassing n. 排气páiqìdensity n. 密度mìdùdeform v. 变形biànxíngdie n. 冲模chòngmódie casting n. 压铸yāzhù,模铸mózhùdimension n. 尺寸chǐcùndimensional tolerance n. 尺寸公差chǐcùn gōngchàdistort v. 扭曲niǔqūdraft angle n. 拨模斜度bōmóxiédùdwell time n. 驻留时间zhùliúshíjiāndye n. 染料ránliàoEejector mark n. 顶出痕迹dǐngchūhénjìejection pin n. 顶出杆dǐngchūgān,推顶锁tūidǐng suǒ,脱模锁tuōmósuǒejection plate n. 推顶板tūidǐng bǎn,脱模板tuōmóbǎnejection rod n. 脱模板拉杆tuōmóbǎn lāgānelastomer n. 弹性体tánxìngtǐelectrical discharge machining (EDM) n. 电火花加工diànhuǒhuājiāgōngepoxy n. 环氧树脂huányǎngshùzhīextruder n. 挤出机jǐchūjīextrusion n. 挤出jǐchū,挤塑jǐsùFfabricate v. 制造zhìzàofiber n. 纤维xiānwéifiberglass n. 玻璃纤维bōli xiānwéifiber reinforcement n. 纤维增强xiānwéi zēngqiángfilm n. 薄膜báomófire retardant n. 阻燃剂zǔránjìflash n. 溢料yìliàoflow mark n. 流痕liúhénflow rate n. 流动速率liúdòng sùlǜfluorescent adj. 荧光yíngguāngfluorescent brightener n. 荧光增白剂yíngguāng zēngbáijìfoam n. 泡沫pàomòfuse v. 熔合rónghéGgas assisted injection molding n. 气辅注射成型qìfǔzhùshèchéngxínggate n. 浇口jiāokǒugate mark n. 浇口痕jiāokǒu héngear n. 齿轮chǐlúngrinder n. 研磨机yánmójī,磨床móchuángHheat conduction n. 热传导rèchuándàoheater band n. 加热圈jiārèquānheat treatment n. 热处理rèchǔlǐhigh density polyethylene (HDPE) n. 高密度聚乙烯gāo mìdùjùyǐxīhigh impact plastic n. 高抗冲塑料gāo kàngchòng sùliàohigh impact polystyrene n. 高抗冲聚苯乙烯gāo kàngchòng jùběnyǐxīhobbing n. 滚铣gǔnxǐ,挤压制模jǐyāzhìmó,切压制模qiēyāzhìmóholding n. 保压bǎoyāhot runner n. 热流道rèliúdàoIimpact strength n. 冲击强度chòngjīqiángdùinjection n. 注射zhùshè,注塑zhùsùinjection molding n. 注塑成型zhùsùchéngxínginjection molding machine n. 注塑机zhùsùjīinjection pressure n. 注塑压力zhùsùyālìinsulated runner n. 绝热流道juérèliúdào,保温流道bǎowēn liúdàoinsulation layer n. 绝热层juérècénginternally heated runner n. 内加热流道nèi jiārèliúdàointernal void n. 内部空腔nèibùkōngqiāngJjoint n. 接头jiētóu,连接liánjiēLlaser n. 激光jīguānglaser cutter n. 激光切割机jīguāng qiēgējīlathe n. 车床chēchuánglocating pin n. 定位锁dìngwèi suǒlow density polyethylene n. 低密度聚乙烯dīmìdùjùyǐxīMmelt v. 熔融róngróngmelt index n. 熔融指数róngróng zhǐshùmill (metal) v. 铣 xǐmachining n. 机加工jījiāgōngmachining path n. 加工路径jiāgōng lùjìng manufacture v. 制造zhìzàomeld line n. 融合线rónghéxiànmetal machining n. 金属加工jīnshùjiāgōngmilling machine n. 铣床xǐchuángmodel n. 模型móxíngmonomer n. 单体dāntǐmold n. 模具mójùmold cavity n. 模具型腔mójùxíngqiāngmold life n. 模具寿命mójùshòumìngmulticavity mold n. 多腔模具duōqiāng mójùmulticolor injection molding n. 多色注塑duōsèzhùsùmultigate mold n. 多浇口模具duōjiāokǒu mójùmultishot injection molding n. 多色注塑duōsèzhùsùNnozzle n. 喷嘴pēnzǔiNylon n. 尼龙NílóngOoxidation resistance n. 耐氧化性nài yǎnghuàxìng oxidize v. 氧化yǎnghuàPpackaging n. 包装bāozhuāngpacking n. 补料bǔliàoparison n. 型坯xíngpīpart n. 零件língjiànparting line n. 分模线fēnmóxiànparting plane n. 分模面fēnmómiànpinhole gate n. 针孔形浇口zhēnkǒngxíng jiāokǒu plastic n. 塑料sùliàoplasticity n. 塑性sùxìngplasticizer n. 增塑剂zēngsùjìplotter n. 绘图机hùitújīpolish v. 抛光pāoguāngpolycarbonate (PC) n. 聚碳酸酯jùtànsuānzhǐpolyethylene n. 聚乙烯jùyǐxīpolyester n. 聚酯jùzhǐpolymer n. 聚合物(体)jùhéwù(tǐ),高聚物gāojùwùpolymerization n. 聚合jùhépolystyrene n. 聚苯乙烯jùběnyǐxīpolyurethane n. 聚氨脂jù'ānzhīpolyvinyl chloride (PVC) n. 聚氯乙烯jùlǜyǐxīporous adj. 多孔duōkǒngprecise adj. 精密jīngmìprecision n. 精度jīngdùprecision injection machine n. 精密注塑机jīngmìzhùsùjīprecision molding n. 精密模塑jīngmìmósùpreform n. 预成型yùchéngxíngpreform molding n. 预成型模塑yùchéngxíng mósùprocess v. 处理chǔlǐ;加工jiāgōngproduction line n. 生产线shēngchǎnxiànprototype n. 原型yuánxíngpunch n. 冲头chòngtóuQquench v. 淬火cùihuǒRregrind n. 回用料húiyòngliàoresin n. 树脂shùzhīrib n. 肋条lèitiáorib stiffener n. 加强肋jiāqiáng lèirigidity n. 刚性gāngxìngripple n. 波纹bōwén,皱纹zhòuwénrough adj. 粗糙cūcāorubber n. 橡胶xiàngjiāo;橡皮xiàngpírunner n. 流道liúdàorunnerless adj. 无流道wúliúdàorunnerless injection mold n. 无流道注塑模具wúliúdào zhùsùmójùSscale n. 比例bǐlìschematic n. 图解tújiěseal v. 密封mìfēngshort shot n. 短射duǎnshè,欠料注射qiànliào zhùshèshot n. 注料zhùliào,注射zhùshèshot size n. 注塑量zhùsùliàngshrinkage n. 收缩shōusuōside core n. 侧性芯cèxìngxīnside gate n. 侧向浇口cèxiàng jiāokǒusilicone n. 聚硅氧烷jùgūiyǎngwánsilicone rubber n. 硅橡胶gūixiàngjiāosimulate v. 模拟mónǐsingle cavity mold n. 单腔模具dān qiāng mójùsingle gate mold n. 单浇口模具dān jiāokǒu mójùsink mark n. 凹痕āohén,缩痕suōhénslide n. 滑动阀huádòngfásoftener n. 软化剂ruǎnhuàjìsprue n. 注道zhùdàosteam channel n. 汽道qìdàostabilizer n. 稳定剂wěndìngjìstamping n. 冲压chòngyāstainless steel n. 不锈钢bùxiùgāngstrain n. 应变yìngbiànstreak n. 条纹tiáowén,条痕tiáohénstress n. 应力yìnglìstripper n. 脱模器tuōmóqì,顶出器dǐngchūqìstripper ring n. 脱模圈tuōmóquānsurface defect n. 表面缺陷biǎomiàn quēxiàn surface treatment n. 表面处理biǎomiàn chǔlǐsymmetrical adj. 对称dùichēngsymmetry n. 对称dùichēngTtie bar n. 连接杆liánjiēgānTeflon n. 特氟隆Tèfúlóngtemper v. 回火hùihuǒtensile strength n. 抗张强度kàngzhāng qiángdùthermoforming n. 热成型rèchéngxíngthermoplastic n. 热塑性塑料rèsùxìng sùliào adj. 热塑性rèsùxìngthermoset n. 热固性塑料règùxìng sùliào adj. 热固性règùxìngthree-dimensional adj. 三维空间sānwéi kōngjiāntolerance n. 公差gōngchàtool mark n. 刀痕dāohéntool steel n. 工具钢gōngjùgāngUultrasonic welder n. 超声波焊接机chāoshēngbōhánjiējīundercut n. 凹孔āokǒngunit cost n. 单价dānjiàVvacuum n. 真空 zhēnkōngvented injection molding n. 排气式注塑成型páiqìshìzhùsùchéngxíngviscosity n. 黏度niándù,黏性niánxìngvulcanize v. 硫化liúhuàWwarpage n. 翘曲变形qiàoqūbiànxíngwear n. 磨损mósǔnwear resistance n. 耐磨损性nài mósǔn xìngweld line n. 熔接线róngjiēxiànworking drawing n. 工程图根据国家标准,以下为部分塑料模具成形术语的标准翻译。
冲压模具英语表达

HomeworkBlanking and Punching Dies (冲压模具)1.Elastic Deformation Stage (弹性变形阶段)When the punch contacts the blank, the material is compressed, resulting in tensile(拉伸)and bending elastic deformation. In this stage, the inner stress hasn’t exceeded the elastic limit of the blank yet. The deformation would recover if unloading is occurred.2.Plastic Deformation Stage(塑性变形阶段)When the punch presses further downward on the blank, the inner stress of the blank reaches its yield strength, the plastic flow(塑性流动,塑性滑移)and sliding deformation(滑移变形)begin to occur. Under the pressure of the punch and die, the surface of the blank is subjected to compression, due to the clearance between the punch and die, the blank is subjected to the actions of bending and tension(拉伸)simultaneously, the material beneath the punch is bended, and that above the die is curled upwards. Circular angles and formed in regions ①and ②due to bending and tension, and indentations(压入,压痕)appear in regions ③and ④. While the punch squeeze further into the blank, the plastic deformation and the work hardening in the deformation zone increase further. When the inner stress of the blank near the cutting edge reaches the strength limit of the material, the blanking force reaches its maximum and the cracks occurs in the blank, resulting in the damage of the material and the end of the plastic deformation stage (see Fig.1-2).3.Fracture Separating Stage(断裂分离阶段)With the punch squeezing into the blank continuously, the crack at the top and bottom extend to the inner layer of the sheet metal gradually, when the two cracks meet, the blank is cut, and then the process of fracture is ended.Equilibrium(均衡)of forces in the shearing zone during blanking is shown in Fig.1-3; where F1 and F2 are the acting force of the punch and die perpendicular to the blank respectively; F3 and F4 are the lateral (横向的,侧面的) pressures of the punch and die exerting on the blank respectively;μF1 ,μF2 are the frictions on the end surfaces of the punch and die acting on the blank respectively; μF3 ,μF4 are the frictions on the lateral surfaces of the punch and die acting on the blank respectively. The directions ofμF1 andμF2 vary with the clearancebetween the punch and die.Analysis of the blanking forces (冲剪力)shows that the lateral pressure F3 and F4 must be smaller than the perpendicular pressures F1 and F2; and that the cracks occur and extend more easily in the area of small pressure. Therefore, the initial crack occurs on the side surface of the die in blanking. Observation on crack initiating and developing with scanning electronic microscope shows that when the depth of punch squeezing downward into the material reaches 20% of the blank thickness, the crack occurs on the side surface of the punch and die edges, and then the cracks at the top and bottom extend rapidly. When the two cracks meet, the blank is sheared and the process of fracture is ended.。
机械 冲压 模具 英语

机械类常用英语:冲压模具-模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板机械类常用英语:冲压模具-零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块。
冲压模具英文翻译原文

j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541j o u r n a l h o m e p a g e:w w w.e l s e v i e r.c o m/l o c a t e/j m a t p r o t ecContact pressure evolution at the die radius in sheet metal stampingMichael P.Pereira a,∗,John L.Duncan b,Wenyi Yan c,Bernard F.Rolfe da Centre for Material and Fibre Innovation,Deakin University,Pigdons Road,Geelong,VIC3217,Australiab Professor Emeritus,The University of Auckland,284Glenmore Road,RD3,Albany0793,New Zealandc Department of Mechanical and Aerospace Engineering,Monash University,Clayton,VIC3800,Australiad School of Engineering and IT,Deakin University,Geelong,VIC3217,Australiaa r t i c l e i n f oArticle history:Received27March2008 Received in revised form 18July2008Accepted17August2008Keywords:Contact pressureSheet metal stamping Tool wearBending-under-tension a b s t r a c tThe contact conditions at the die radius are of primary importance to the wear response for many sheet metal forming processes.In particular,a detailed understanding of the con-tact pressure at the wearing interface is essential for the application of representative wear tests,the use of wear resistant materials and coatings,the development of suitable wear models,and for the ultimate goal of predicting tool life.However,there is a lack of infor-mation concerning the time-dependant nature of the contact pressure response in sheet metal stamping.This work provides a qualitative description of the evolution and distribu-tion of contact pressure at the die radius for a typical channel forming process.Through an analysis of the deformation conditions,contact phenomena and underlying mechanics, it was identified that three distinct phases exist.Significantly,the initial and intermediate stages resulted in severe and localised contact conditions,with contact pressures signif-icantly greater than the blank material yield strength.Thefinal phase corresponds to a larger contact area,with steady and smaller contact pressures.The proposed contact pres-sure behaviour was compared to other results available in the literature and also discussed with respect to tool wear.©2008Elsevier B.V.All rights reserved.1.IntroductionIn recent years,there has been an increase in wear-related problems associated with the die radius of automotive sheet metal forming tools(Sandberg et al.,2004).These problems have mainly been a consequence of the implementation of higher strength steels to meet crash requirements,and the reduced use of lubricants owing to environmental concerns. As a result,forming tools,and the die radii in particular, are required to withstand higher forming forces and more severe tribological stresses.This can result in high costs due∗Corresponding author.Tel.:+61352273353;fax:+61352271103.E-mail address:michael.pereira@.au(M.P.Pereira).to unscheduled stoppages and maintenance,and lead to poor part quality in terms of surfacefinish,geometric accuracy and possible part failure.If the side-wall of a part is examined after forming,a demarcation known as the‘die impact line’is easily visible (Karima,1994).This line separates the burnished material that has travelled over the die radius and the free surface that has not contacted the tooling,clearly indicating that severe sur-face effects exist at the die radius.It is therefore important to understand the contact phenomena at this location of the tooling.0924-0136/$–see front matter©2008Elsevier B.V.All rights reserved. doi:10.1016/j.jmatprotec.2008.08.010j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 209(2009)3532–354135331.1.Bending-under-tension testThe bending-under-tension test –in which a strip is bent over a cylindrical tool surface and pulled against a speci-fied back tension –has been used in the laboratory for many years to simulate conditions at the die radius (Ranta-Eskola et al.,1982).The literature contains numerous experimental investigations that examine surface degradation over the die radius after repeated or continuous bending-under-tension operations.For example,in independent studies with differ-ing test conditions and materials,Mortensen et al.(1994),Hortig and Schmoeckel (2001)and Attaf et al.(2002),each visu-ally observed wear in two localised regions on the die radius.More detailed examination of the worn die radius surface,through measurement of surface roughness (Christiansen and De Chiffre,1997),determination of wear depth (Eriksen,1997)and scanning electron microscope imaging (Boher et al.,2005),has also confirmed the existence of similar localised wear regions.In addition to the experimental analyses,Mortensen et al.(1994),Hortig and Schmoeckel (2001)and Attaf et al.(2002),each conducted finite element analyses of the bending-under-tension process.In all cases,the finite ele-ment models predicted the existence of distinct contact pressure peaks on the die radius surface,correlating well with the regions of localised ing in situ sensors Hanaki and Kato (1984)and more recently Coubrough et al.(2002)experimentally demonstrated that similar contact pressure peaks exist at locations on the die radius near the entry and exit of the strip during the bending-under-tension test.It is evident that despite covering a wide range of die materials (both coated and un-coated),lubrication,surface roughness,bend ratio and work-piece materials,each of thestudies discussed in the preceding paragraphs were found to exhibit similar characteristic two-peak contact pressure distributions and localised regions of wear over the die radius.These results,and the documented power law rela-tion between wear and normal load for sliding contacts (Rhee,1970),indicate that contact pressure is of primary significance to the wear response.1.2.Sheet metal stampingThe contact conditions occurring during sheet metal stamping operations have not been studied as extensively as those of the bending-under-tension process.Through finite element anal-yses of axisymmetric cup-drawing processes,Mortensen et al.(1994)and Jensen et al.(1998)identified that time-dependant contact conditions occur at the die radius,as opposed to the ‘stationary’conditions of the bending-under-tension test (Hortig and Schmoeckel,2001).In recent numerical studies on a plane strain channel forming process,Pereira et al.(2007,2008)also reported time-dependant plex contact conditions over the die radius were found to occur,with regions of highly localised and severe contact pressure.Selected results of the finite element analysis by Pereira et al.(2008)are given in Fig.1,where the dynamic nature of the con-tact pressure distribution can be seen.Additionally,the Mises stress contours show the corresponding deformation of the blank and provide an indication of where yielding occurs.Although each of the above investigations report time-dependant contact conditions for sheet metal stamping processes,the authors in each case provide little explanation into the reasons for the identified contact behaviour.Further analysis of this phenomenon has not been found in the liter-ature.Fig.1–Mises stress contours and normalised contact pressure distributions predicted by finite element analysis at the three distinct stages during a channel forming process (see Section 4.1for more details).The regions in white in the Mises contours indicate values of stress below the blank material initial yield strength.3534j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541 1.3.MotivationIn order to understand tool wear in sheet metal stamp-ing,or to use representative tests(bending-under-tension,slider-on-sheet,etc.)to characterise the wear response of toolmaterials and coatings,knowledge of the local contact condi-tions that occur during the stamping operation is essential.Asdiscussed,the contact pressure is of particular significance.However,a description of the evolution and distribution ofcontact stresses experienced by sheet metal forming tool-ing,including an explanation for this behaviour,has not beenfound in the literature.In this work,a qualitative description of the contact pres-sure evolution at the die radius and the associated stressdistributions in the blank during a channel forming processis given.The description is based on experimental observa-tions and the results offinite element analyses.Through ananalysis of the deformation conditions,contact phenomenaand underlying mechanics,it will be shown that three dis-tinct phases exist.Due to the unique deformation and contactconditions that are found to occur,the initial and intermedi-ate stages exhibit localised regions of severe contact pressure,with peak contact stresses that are significantly greater thanthe blank material yield strength.Thefinal stage,which canbe considered as steady state with regards to the conditions atthe die radius,corresponds to a larger contact area with stableand smaller contact pressures.It is noted that the magnitude of the contact stress peakswill depend on variables such as back tension on the sheet,thedie radius to sheet thickness ratio,and the clearance betweenthe punch and die.These effects are not investigated in thiswork.The objective of this work is to provide an understandingof an important aspect of sheet metal forming,rather thana quantitative analysis of a specific case.This should assistin understanding die wear,which is an increasing problemwith the implementation of higher strength sheet in stampedautomotive components.2.The sheet metal stamping processThe stamping or draw die process is shown schematically inFig.2.Sheet metal is clamped between the die and blank-holder and stretched over the punch.The sheet slides overthe die radius surface with high velocity in the presence ofcontact pressure and friction,as it undergoes complex bend-ing,thinning and straightening deformation(Fig.2c).In themost rudimentary analysis of sheet metal forming,bending isneglected and the deformation is studied under the action ofprincipal tensions(Marciniak et al.,2002).The tension is theforce per unit width transmitted in the sheet and is a prod-uct of stress and thickness.For two-dimensional plane straindeformation around the die radius,the well-known analysisindicates that the contact pressure p isp=TR=1R/t(1)where 1is the longitudinal principal stress,T is the longitu-dinal tension,R is the die radius,t is the sheet thickness,and Fig.2–(a)The beginning of a typical sheet metal stamping process.(b)The motion and forces exerted by the tools cause the blank to be formed into a channel shape during the stamping process.(c)Forces acting on the sheet at the die radius region.R/t the bend ratio.Due to the effect of friction,the longitudinal tension in the sheet varies along the die radius.If the tension at one point,j,on the die radius is known,then the tension at some other point,k,further along the radius can be found according to:T k=T j exp( Âjk)(2)whereÂjk is the angle turned through between the two points, and is the coefficient of friction between the tool and sheet surfaces.j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413535Eq.(1)provides a useful relationship that shows the contactpressure is inversely proportional to the bend ratio.Given thatthe tension is usually close to the yield tension and that thebend ratio in typical tooling is often less than10,Eq.(1)indi-cates that the contact stress is an appreciable fraction of theyield stress.This implies that the assumption of plane stressin the strip may not be valid.Additionally,a numerical studyof a bending-under-tension process with a bend ratio of3.3revealed that the restraint forces attributed to bending(andunbending)were almost50%of the total restraint forces onthe sheet(Groche and Nitzsche,2006).Although Eqs.(1)and(2)can be modified to include the work done in bending andstraightening,these simple models are unlikely to adequatelydescribe the contact pressure distribution.Furthermore,such an analysis assumes that the sheetslides continuously over the die radius under steady-state-type conditions analogous to a bending-under-tensionprocess.However,as discussed in Section1,several studies inthe literature have shown that the contact conditions are notsteady during typical sheet metal stamping.For these reasons,it is evident that a more detailed analysis,including examina-tion of the stress states and yielding in the sheet,is required inorder to understand the complex and time-dependant contactconditions at the die radius.3.Contact pressure at the die radiusIn this work,a qualitative description of the developmentof peak contact pressures at the die radius for the channelforming process shown in Fig.2is given.For simplicity,thedeformation of the sheet is considered as a two-dimensional,plane strain process.A linear-elastic,perfectly plastic sheetmaterial model,obeying a Tresca yield criterion is used.Thematerial curve is shown in Fig.3,where theflow stress is S,with zero Bauschinger effect on reverse loading.It is assumedthat if there is a draw-bead,it is at some distance from the dieradius so that the sheet entering the die radius is undeformedbut has some tension applied.In this study,the deformation and contact conditions at thedie radius for a typical sheet metal forming process are dividedinto three distinct phases(Fig.4).A material element on theblank,Point A,is initially located at the beginning of the dieradius,as shown in Fig.4a.At this instant,contact islimitedFig.3–Simplified plane strain material response with reverseloading.Fig.4–Three distinct phases of deformation and contact, which occur during the channel forming process:(a)initial deformation,(b)intermediate conditions,and(c)steady-state conditions at die radius.to a line across the die radius.During the next stage,Point A has travelled around the die radius,but has not yet reached the exit or tangent point(Fig.4b).At this instant,the material in the side-wall(between the die radius and punch radius) remains straight and has not previously contacted the tools.A state of approximately steady conditions at the die radius is reached in Fig.4c,where Point A is now in the side-wall region.3.1.Initial deformationAt the start of the forming stroke,contact between the blank and die occurs near the start of the die radius at an angle of Â=˛,as shown in Fig.5a.The Mohr circle of stress at the con-tacting inner surface and the stress distribution through the thickness of the sheet are given schematically in this diagram. The regions of plastic deformation in the sheet are indicated by shading.The sheet is bent by the transverse force F shown,so that a compressive bending stress 1exists on the upper surface.Due to the initial lack of conformance of the blank to the radius, contact occurs almost along a line,resulting in a contact pres-sure P˛that can be very high.As a result,the normal stress 3, which is equal to−P˛,is greatest at the surface and diminishes to zero at the outer,free surface.At this location,approx-3536j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 209(2009)3532–3541Fig.5–(a)Schematic of the blank to die radius interface during the initial deformation stage—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zone are shown.Corresponding distributions around the die radius of (b)contact pressure and (c)bending moment in the sheet.imately plane stress conditions exist and the sheet yields under tension at the plane strain yield stress S .The transverse stress 2at the inner surface will have an intermediate value,since the process is plane strain.In the plastic case,this is the mean of the other principal stresses.In the elastic case,this is only approximately so.The bending stress and contact pressure at the inner sur-face generate a high compressive hydrostatic stress,such that yielding can be suppressed (the diameter of the Mohr circle is <S ).This phenomenon is supported by the finite element simulation results of the case study shown in Fig.1a.The bending moment m is greatest at the contact line,as shown in Fig.5c;yet plastic bending only takes place either side of thisregion,where the inhibiting compressive hydrostatic stress is lower.The result is that a very high-pressure peak occurs at the contact line,greater in magnitude than the sheet yield stress (Fig.5b).This initial line contact,causing a localised peak contact pressure,is a momentary event.3.2.Intermediate conditionsAs the punch draws the sheet to slide into the die cavity,Point A moves away from the start of the radius,as shown in Fig.6a.Due to the plastic bending of the sheet that occurs near the beginning of the die radius,in the vicinity of Â=0◦,the mate-rial entering the die radius has greater conformance with thej o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413537Fig.6–(a)Schematic of the blank to die radius interface during the intermediate conditions—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zones are shown.Corresponding distributions around the die radius of(b)contact pressure and(c)bending moment in the sheet.die radius surface.This causes a reduction in contact pressure, due to the change from line contact in Fig.5to a broader con-tact area in Fig.6.Consequently,the compressive hydrostatic stress is reduced and plastic deformation at the blank surface occurs(the diameter of the Mohr circle is S).The bending moment on the sheet is greatest near the Point A,as shown in Fig.6c,such that the strip may be over-bent at this point,causing a loss of contact between the sheet and the die radius.A similar effect can exist over the nose of the punch in vee-die bending(Marciniak et al.,2002).As such,a second contact point with the die occurs further along the radius,at Â=ˇ.Point A,which began at the start of the radius,has not yet reached the tangent point atˇ.Hence,the material currently atˇis largely undeformed,despite the fact that the angle of wrap of the blank over the die radius is relatively large.With similar contact conditions to the initial deformation stage,line contact occurs atˇ.As seen previously,these conditions result in high contact pressure,large compressive hydrostatic stress, and can suppress plastic deformation at the blank surface as supported by the case study in Fig.1b.Fig.6b shows the contact pressure distribution for the inter-mediate stage.The magnitude of the contact pressure at the start of the radius is less than the yield stress,where con-tact is distributed over a wider area.Conversely,a sharp peak exists at the tangent point atˇ,where the sheet is still being bent and the contact area is small.In many punch and die3538j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541configurations,the punch displacement needed to draw the material from the beginning of the die radius(Point A in this case)around to the tangent point is significant.Therefore,the intermediate phase may be long and the maximum contact angle,ˇmax,quite large.3.3.Steady-state conditions at the die radiusSteady-state conditions at the die radius are reached when Point A,which began at the start of the die radius,has moved around and become part of the side-wall,as shown in Fig.7a. New material is plastically bent as it enters the die radius from the blank-holder region.Here,the contact pressure and stress distributions are similar to those of the intermediate stage, due to the bending and conformance of the blank to the die radius.Beyond this region,the sheet remains in contact with the die without further plastic deformation,and the resulting contact pressure is small.Further along the radius,under the action of an increasing opposite moment,the sheet is partially straightened,whereFig.7–(a)Schematic of the blank to die radius interface during the steady-state deformation stage—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zones are shown.The stress distribution through the thickness at two locations in the side-wall region is also shown.Corresponding distributions around the die radius of (b)contact pressure and(c)bending moment in the sheet.j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413539it loses contact with the die radius.A second,smaller con-tact pressure peak occurs at the locationÂ= .This peak can be explained,at least in part,by examining the sim-plified analysis presented in Section2.According to Eq.(1), the contact pressure is proportional to the tension in the sheet—which itself increases with increasing angleÂalong the radius,according to Eq.(2).Therefore,the contact pressure increases with angle along the radius,causing a peak pressure near the sheet exit point,indicated by P in Fig.7b.Here,the sheet unloads elastically and the stress distribution is shown (the diameter of the Mohr circle is<S).Beyond the contact pressure peak,the bending moment on the sheet becomes reversed,as shown in Fig.7c,and straightening begins at the tangent point.The straightening process continues beyond the contact point;the extent of which depends on the tooling conditions and the tension gen-erated by the blank-holder.‘Side-wall curl’is a well-known phenomenon in channel forming and is greatest with smaller blank-holder tension.As a result of the curl in the side-wall,the angle of contact is less than in the intermediate stage,where the entire side-wall was approximately straight. This indicates that there is a region on the die radius that only makes contact with the blank during the intermediate stage—i.e.an intermediate-only contact region.It is worth emphasizing that,despite the approximately steady contact conditions that occur at the die radius during this stage,the forming process itself does not reach a true steady state.This is because the blank continues to experi-ence significant deformation and displacement as it is drawn over the die radius by the action of the moving punch.As a result,there will be a continual reduction in theflange length and a subsequent changing of contact conditions in the blank-holder region.4.DiscussionIn Section3,a qualitative description of the deformation and contact pressure response at the die radius of a sheet metal stamping process was given.This section will discuss the identified response,with particular reference to results from other analyses in the literature,comparison to the bending-under-tension process,and wear at the die radius.4.1.Correlation withfinite element model predictionsIn recent studies,Pereira et al.(2007,2008)usedfinite element analysis to examine the contact pressure at the die radius for a channel forming process.A2mm thick high strength steel blank was formed over an R5mm die radius(R/t=2.5), with a punch stroke of50mm.The contact pressure response predicted by Pereira et al.(2008)was re-plotted at three dis-tinct instances in Fig.1.In thisfigure,the contact pressure is normalised by the constant Y,which can be considered as theflow stress of the blank material if a perfectly plas-tic approximation of the material stress–strain response was adopted(see Marciniak et al.(2002)for an explanation of the approximation method and calculation of Y).As such,the use of the normalised contact pressure allows better comparison between the analysis employing a blank material with con-siderable strain hardening(Fig.1)to that which assumes the blank material has zero strain hardening(Figs.5–7).The normalised contact pressure distributions in Fig.1 clearly demonstrate the existence of the three phases iden-tified in Section3.Notably,thefirst two stages in Section3 correspond to the single transient phase reported in the pre-vious numerical study(Pereira et al.,2008).The discrepancy is caused by the fact that the initial contact stage,which is a momentary event,is easily overlooked without a detailed analysis of the deformation and contact conditions occurring at the die radius.The results by Pereira et al.(2007,2008)verify that the ini-tial and intermediate phases of the process result in the most severe and localised contact loads.Fig.1shows that at the regions of line contact,identified in Sections3.1and3.2,the peak contact pressures are well in excess of Y.In fact,the maximum contact pressure for the entire process was found to occur during the intermediate stage,with a magnitude of approximately3times the material’s initial yield strength (Pereira et al.,2008).Examination of the Mises stress plots in Fig.1at the regions of line contact also confirm the hypothesis of suppressed plasticity due the localised zones of large con-tact pressure,and hence large compressive hydrostatic stress.The results in Fig.1c confirm that the contact pressure is significantly reduced during the steady phase,with the mag-nitude of pressure less than Y due to the increased contact area.Thefinite element results also show that the maximum angles of contact between the blank and die radius during the intermediate and steady phases are approximately80◦and 45◦,respectively(Pereira et al.,2008).This confirms the exis-tence of an intermediate-only contact region,corresponding to the region of45◦<Â≤80◦for the case examined.parison to the bending-under-tension testThe identified steady-state behaviour at the die radius during the stamping process shows numerous similarities to a typical bending-under-tension test.For example,the stress distribu-tions through the thickness of the sheet shown in Fig.7a, compare well to those proposed by Swift(1948),in his analysis of a plastic bending-under-tension process for a rigid,per-fectly plastic strip.Additionally,the angle of contact and shape of contact pressure distributions presented in Figs.7b and1c, show good correlation with the results recorded by Hanaki and Kato(1984)for experimental bending-under-tension tests.The separatefinite element studies of bending-under-tension processes by Hortig and Schmoeckel(2001)and by Boher et al.(2005)also show similarly shaped two-peak contact pressure distributions.The distributions are char-acterised by large and relatively localised pressure peaks at the beginning of the contact zone,with smaller and more distributed secondary peaks at the end of the con-tact zone.Additionally,these investigations each show that the angle of contact is significantly less than the geomet-ric angle of wrap,confirming the existence of the unbending of the blank and curl that occurs in the side-wall region. These attributes of the bending-under-tension test have direct similarities to the contact pressure response predicted by Pereira et al.(2008)and described previously in Section 3.3,despite the obvious differences in materials,processes,3540j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541bend ratios and back tensions considered.Although there are numerous similarities,direct quantitative comparison between the bending-under-tension test and the steady-state phase of the channel forming process cannot be made,due to the differences in the application of the back and forward tensions.4.3.Contradictions withfinite element model predictionsAs stated in Section1,there are a limited number of other investigations in the literature that examine the time-dependant contact pressure response of sheet metal stamping processes.Finite element analyses by Mortensen et al.(1994) and Jensen et al.(1998)predicted that time-dependant contact conditions do occur.However,these results do not show the same trends as presented in this study and shown by Pereira et al.(2007,2008)in previousfinite element investigations. This section will briefly discuss the possible reasons for such discrepancies.Firstly,considering thefinite element analysis of a cup-drawing process by Mortensen et al.(1994),the predicted contact pressure over the die radius was presented at only three distinct intervals during the process.By comparison, Pereira et al.(2008)recorded the contact pressure at approx-imately140intervals throughout thefinite element results history,in order to completely characterise the complex pressure evolution.Therefore,it is likely that the transient effects,which are reported in this study,were not captured by Mortensen et al.(1994)due to the limited number of instances at which the contact pressure was recorded.Thefinite element investigation by Jensen et al.(1998) examined the contact conditions at approximately100inter-vals during a cup-drawing process,but also did not observe a severe and localised transient response,as seen in this study. (Significantly varied and localised contact conditions were observed at the end of the process,but these were identi-fied to be due to the blank-rim effect,and are not relevant to this study.)Close examination of the results by Jensen et al. (1998)show that some localised contact conditions do occur at the beginning of the process—however,these appear rela-tively mild and were not discussed in the text.This reduced severity of the transient response,compared to that predicted by Pereira et al.(2008),can be partly explained by the fact that the actual contact pressure at the die radius was not shown by Jensen et al.(1998).Instead,Z xt,which was defined to be a function of contact pressure and sliding velocity,was used to characterise the contact conditions.This could have effec-tively reduced the appearance of the initial localised contact conditions,due to the slower sliding velocity shown to exist during the initial stage.Additionally,Jensen et al.(1998)used 20finite elements to describe the die radius surface,compared to240elements used by Pereira et al.(2008).The reduced num-ber of elements at the die radius surface can have the effect of averaging the extremely localised contact loads over a larger area,thus reducing the magnitude of the observed contact pressure peaks.Finally,the different processes examined(cup drawing vs.channel forming)may also result in a different transient response.4.4.Relevance to tool wearWear is related to contact pressure through a power law rela-tionship(Rhee,1970).Therefore,the regions of severe contact pressure during the initial and intermediate stages may be particularly relevant to tool wear at the die radius.Thefinite element investigations by Pereira et al.(2007,2008)showed that the maximum contact pressure for the entire process occurs in the intermediate-only contact region,at approximately Â=59◦,indicating that the intermediate stage is likely to be of primary significance to the wear response.This result was val-idated by laboratory-based channel forming wear tests,for the particular case examined(Pereira et al.,2008).However,for each stamping operation,it can be seen that the relative sliding distance between the blank and die radius associated with the initial and intermediate stages is small—i.e.no greater than the arc length of the die radius surface.In comparison,the steady contact pressure phase cor-responds to a much larger sliding distance—i.e.the sliding distance will be approximately in the same order of magnitude as the punch travel.Therefore,despite the smaller contact pressures,it is possible that the steady phase may also influ-ence the tool life;depending on the process conditions used (e.g.materials,surface conditions,sliding speed,lubrication) and the resulting wear mechanisms that occur.The existence of an intermediate-only contact zone(i.e.the region <Â≤ˇmax),is convenient for future wear analyses.Due to the lack of sliding contact in this region during the steady-state phase,any surface degradation of the die radius at angles ofÂ> must be attributed to the intermediate stage of the sheet metal stamping process.Therefore,it is recommended that future wear analysis examine this region to assess the importance of the intermediate contact conditions on the overall tool wear response of the sheet metal stamping pro-cess.The existence of the initial and intermediate stages high-light that the bending-under-tension test,due to its inherently steady nature,is unable to capture the complete contact con-ditions that exists during a typical sheet metal stamping process.Therefore,the applicability of the bending-under-tension test for sheet metal stamping wear simulation may be questionable.5.SummaryIn this work,a qualitative description of the development of peak contact pressures at the die radius for a sheet metal stamping process was given.It was shown that three distinct phases exist:(i)At the start of the process,the blank is bent by the actionof the punch and a high contact pressure peak exists at the start of the die radius.(ii)During the intermediate stage,the region of the sheet that was deformed at the start of the die radius has not reached the side-wall.Therefore,the side-wall remains straight and the arc of contact is a maximum.The largest pressure,which is significantly greater than the sheet materialflow stress,exists towards the end of the die。
冲压模具英语

冲压英语冲压常用词汇stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset复位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履历卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering 模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die 连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座(Jun 01 2007 02:52PM )lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓冲压英语冲压常用词汇stamping bench, press冲压punch bench press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架美国公司的模具设计细节指导(中英文)字体大小:大| 中| 小2007-06-28 16:10 - 阅读:341 - 评论:2I. Purpose 目的A. The purpose of this metal stamping die standard is to provide detailed instructions for use in the design, construction, and testing of all metal stamping dies supplied to the Su-dan Corporation本份模具标准是向所有提供给Su-dan公司的五金模具的设计、组立、试模提供细节指导。
冲压模具中英文对照

冲压模具中英文对照Stamping die is a key component in the stamping process, and it plays a crucial role in shaping metal sheets into desired forms. 冲压模具是冲压工艺中的关键组件,它在将金属板材成形为所需形状中发挥着至关重要的作用。
Stamping die is commonly used in various industries such as automotive, aerospace, electronics, and construction. 冲压模具通常被广泛应用于汽车、航空航天、电子和建筑等各个行业。
The design and manufacturing of stamping die require high precisionand expertise. 冲压模具的设计和制造需要高度的精密度和专业知识。
The quality of stamping die directly affects the quality and efficiency of the stamping process. 冲压模具的质量直接影响了冲压过程的质量和效率。
Therefore, it is important to understand the characteristics and functions of stamping die in order to produce high-quality products. 因此,了解冲压模具的特点和功能对于生产高质量产品是非常重要的。
Stamping die can be classified into various types based on their functions, such as blanking die, piercing die, bending die, and progressive die. 根据其功能,冲压模具可以被分类为各种类型,如剪床模、冲孔模、弯曲模和级进模。
汽车模具英语
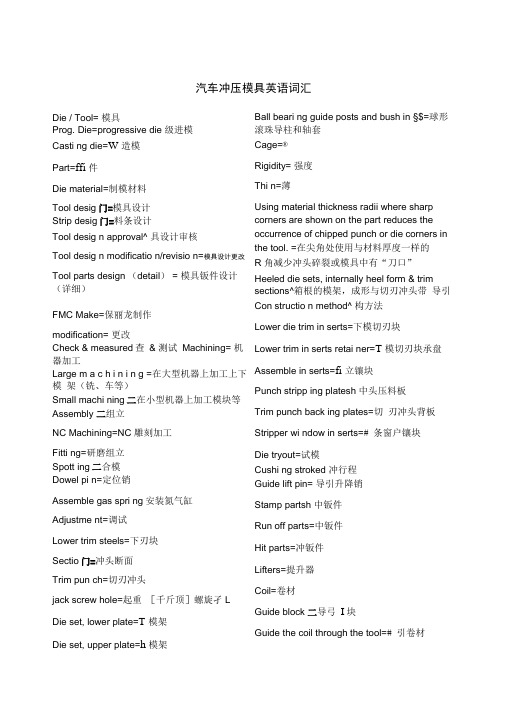
汽车冲压模具英语词汇Die / Tool= 模具Prog. Die=progressive die 级进模Casti ng die=W 造模Part=ffi 件Die material=制模材料Tool desig门=模具设计Strip desig门=料条设计Tool desig n approval^ 具设计审核Tool desig n modificatio n/revisio n=模具设计更改Tool parts design (detail) = 模具钣件设计(详细)FMC Make=保丽龙制作modification= 更改Check & measured查& 测试Machining= 机器加工Large m a c h i n i n g =在大型机器上加工上下模架(铣、车等)Small machi ning二在小型机器上加工模块等Assembly 二组立NC Machining=NC 雕刻加工Fitti ng=研磨组立Spott ing二合模Dowel pi n=定位销Assemble gas spri ng安装氮气缸Adjustme nt=调试Lower trim steels=下刃块Sectio门=冲头断面Trim pun ch=切刃冲头jack screw hole=起重[千斤顶]螺旋孑L Die set, lower plate=T 模架Die set, upper plate=h 模架Ball beari ng guide posts and bush in §$=球形滚珠导柱和轴套Cage=®Rigidity= 强度Thi n=薄Using material thickness radii where sharp corners are shown on the part reduces the occurrence of chipped punch or die corners in the tool. =在尖角处使用与材料厚度一样的R 角减少冲头碎裂或模具中有“刀口”Heeled die sets, internally heel form & trim sections^箱根的模架,成形与切刃冲头带导引Con structio n method^ 构方法Lower die trim in serts=下模切刃块Lower trim in serts retai ner=T 模切刃块承盘Assemble in serts=fi 立镶块Punch stripp ing platesh 中头压料板Trim punch back ing plates=切刃冲头背板Stripper wi ndow in serts=# 条窗户镶块Die tryout=试模Cushi ng stroked 冲行程Guide lift pin= 导引升降销Stamp partsh 中钣件Run off parts=中钣件Hit parts=冲钣件Lifters=提升器Coil=卷材Guide block 二导弓I块Guide the coil through the tool=# 引卷材layout in spectio n=全尺寸检验Die in specti on & approval=模具检查和审核delivery=发货Rejected* 收Scrapped=报废Rework=返工stop block=停止块Hydro form液压成形Shear=K 切Sen sor=ft 感器Stretch web=S 伸网Layout the parts=S 计钣件Preced ing into the desig n继续设计Guide the coil through the tool=# 弓I卷材Check ing aid /check ing gage=检具Jig=夹具Fixture=夹具Ball beari ng guide posts and bush in gs= 球形滚珠轴套Guide post=导柱Bushings二导套Using material thickness radii where sharp corners are shown on the part reduces the occurre nee of chipped punch or die corners in the tool.=在尖角处使用与材料厚度一样的R 角减少冲头碎裂或模具中有“刀口”Heeled die sets, intern ally heel form & trim sectio ns=带箱根的模架,成形与切刃冲头带导引Gra nite Tabled 岗岩平台Plotter=.描绘器,图形显示器,绘图器,坐标自记器,标图员Belt San der=# 磨机Metal Cutti ng Ba nd Saw^ 式带锯床Bla nchard Grin der=大型平面磨床Stretch carriers=S 伸运送装置Punch stripp ing platesh 中头压料板Trim punch back ing plates=切刃冲头背板Stripper wi ndow in serts=M 条窗户镶块Heel plates=W 托Prepare for delivery^® 备发货Key=键For locati ng reta iner blocks^ 盘键For holdi ng butt ons or pilots=冲母座或导销键For fixed heel or positive stop=B 根键Con structio n method=S 构方法Manual Surface Grin der=手动平面磨床Spott ing red=合模用丹红Layout ink=试模用蓝墨水Masking tape=M色不透明胶带(遮蔽胶带) Pliers=尖嘴钳,老虎钳Crese nt wren ch=可调扳手Pump pipe=泵管CMM=三次元测量仪Symmetric=对称的The axis of symmetry^ 称轴Tech nical^ 术上的Diago nal=对角线One two three block” 二三模块Adjustable parallels^ 调平行块Stop block=阻止块Backi ng Plate=背板Shoulder Bolt=肩头螺丝(Stripper bolt)Keeper Block=行程块Corner Guide Block=# 块Dowel pi n=定位销Joe Blocks=ft 密量块Whirly Gig=筒夹式冲子成形器Chamfer Tools= 到角刀具组Angle Plate=L形直角座Gage Pins=^寸塞规Si ne Plate (mag netic)=E 弦磁台Flute End Mill=硬质合金钢铣刀Mill Cutter=波纹粗铣刀(标准型) C' bore/ counter bore六角沉头铣刀Radius Dresser=^ 轮修整器Boring Head & Boring Bar=搪孔器、搪刀杆Pin二销Reamer=绞刀Approval 确认Impact wren ch二气动扳手Air pi n=空气销bumper[‘ bQmpE(rn.缓冲器Ven dor [ ‘ ven dE(r)d C:(r)] n.卖主stripper layout=排样图drawing of panel #987415&16=钣件设计图(公差)Arbor =柄轴;心轴Drill chuck=钻夹头Butt on=冲母座Nitroge n Cyli nder=氮气缸Pilot=导销Retai ner二承盘Butt on=冲母座Hose Straps嗽管夹(塑料)Set Screw=S 塞Jig & fixture =夹具Checking fixture二检具Guide Block 二导块Plu nger二柱塞Pierce=?中孑LWear Strip=W 磨板Mating area=ffl立的接触面Accommodate 二适应Wiping hard (very shiny)=过分摩擦闭合[接触](闪光)In crease the die cleara nee betwee n the form steels=®加成形块间隙Cleara nce= 间隙Oil paper 二油纸0-11” Micrometer=0-11 ”千分尺Trim line=切边+/-0.5mm uni ess otherwise specified除非另有规定,否则公差为+/-0.5mmPart tolera nce=R件公差Ball no se=球刀Bore二镗Line tap=攻丝校直Borer二镗刀,镗床Chamfer二倒角Radius=半径Coola nt=切削液Pun ch=^冲头Distribution Blocks=接头座Screw二螺丝Shop# 间Flat Feet Keepers顶料销Ejector Pin=顶出销Spring二弹簧Straight Port Adapter=直管接头Y-205 Hose=< 管(塑料)Short Neck Adapter=S 接头45 Swivel= 45 接头(adjustable) 45。
冲压模具设计常用英语

冲压模具设计常用英语: 各工程:数模基准点:START POINT conveyer[ken’vei] n.运送装置ejector plate 顶出板guide pillar 导柱guide bush 导套mould split line 模具分型线pin[pin] n. 销, 栓, 钉piston ['pist n] n.活塞platen['pl t n] n. 压板plotter[pl t] n. 绘图机press[pres] n.压,压床,冲床,压力机Springback 反弹side sectional view 侧视图stroke[strouk] n. 冲程, 行程Assembly line组装线Layout布置图operator作业员MT制造生技QC品管supervisor 课长ME制造工师punching machine 冲床robot机械手hydraulic machine油压机scratch刮伤dents压痕compound die合模air pipe 气管rust生锈deformation变形production line流水线feeder送料机taker取料机standard parts标准件panel board镶块lifting pin顶料销die plate, front board模板upper die base上模座lower die base下模座spring 弹簧bolt螺栓sample样品stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板coordinate坐标模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模pierce冲孔forming成型(抽凸,冲凸) bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块。
冲压模具中英文对照

模輥(塌角) Die roll 切斷加工 分斷加工 下料加工 沖孔加工 切邊加工 沖缺口 沖切縫 彎曲加工 卷圓加工 反折加工 引伸加工 凸包成形 毛邊 壓毛邊 刻印加工 壓線 Cutting Parting Blanking Piercing Trimming Notching lancing Bending Curling Hemming Drawing Embossing Burr Coining Marking Score line
電腦輔助設計 Compute aided design(cad) 火花放電 Electrical discharge machine(EDM)
電腦輔助制造 Computer aided manufacture (CAM) BOM(bill of material) 材料清單 數控銑床加工 CNC miller 高速銑床 傳統銑床 平面磨床 鋸床 車床 線切割 鑽床 鉗工 High speed miller miller Plain grinding Saw machine Lathe Wire-cut edm Drill press Assemble worker
沖壓模具常用英漢名詞對照
中文 沖壓加工 沖床 沖壓模具 剪應力 抗剪強度 英文 Stamping Press Stamping die Shear stress Shear stress 中文 模具壽命 卷材 英文 Die life Coil
模具閉合高度 Die shut height 送料高度 材料利用率 送料機 料帶布置 空站 送料節距 模柄 上托板 上墊塊 上模座 上墊板 上夾板 止擋板 脫料板 下模板 下墊板 下模座 下墊塊 下托板 擊出板 沖頭 成形沖頭 入子 滑塊,凸輪 導料塊 導料板 外導柱 外導套 滾珠套 輔助導柱 Feeding height Yield ratio Feeder Strip layout Idle stage Feed pitch Die shank Top plate Upper parallel Upper die set Punch backing plate Punch plate Stripper backing plate Stripper Die plate Die backing plate Lower die set lower parallel Bottom plate Eject plate Punch Forming punch Insert Cam Guide block Guide plate Guide post Ball bearing bushings Ball bearing cages Sub-guide pin
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具-冲压名称类英汉对照
plain die简易模
pierce die冲孔模
forming die成型模progressive die连续模
gang dies复合模
shearing die剪边模
riveting die铆合模
pierce冲孔
forming成型(抽凸,冲凸) draw hole抽孔
bending折弯
trim切边
emboss凸点
dome凸圆
semi-shearing半剪
stamp mark冲记号
deburr or coin压毛边
punch riveting冲压铆合
side stretch侧冲压平
reel stretch卷圆压平
groove压线
blanking下料
stamp letter冲字(料号) shearing剪断
tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图
die structure dwg模具结构图material材质
material thickness料片厚度factor系数
upward向上
downward向下
press specification冲床规格die height range适用模高
die height闭模高度
burr毛边
gap间隙
weight重量
total wt.总重量
punch wt.上模重量
序號工序\工藝中文工序\工藝英文1沖孔\下料復合Compound
2下料僅下外形Blank\Blanking
3
沖孔沖孔Pierce
4側沖Cam Pierce
5預沖Pre-Pierce
6打沙拉C'sink
7打沉頭Coun-Bore
8抽牙\抽孔Extrude\Extrusion
9
折彎一般折Bend
10U-折U-Bend 11V-折V-Bend 12Z-折Z-Bend 13折不規則邊Form 14打圓凸包Emboss 15打不規則凸包Forming
16
打補強長條形Rib Form
17三角形Gusset\Knifing 18壓毛邊Coin
19反折壓平Hem
20空步Idle
21捲圓Curling
22
鉚合抽牙沙拉Flaring
23無孔鉚合
(三點)
Toxing
24無孔鉚合
(三線)
Tog-L-Lock 25拉釘鉚合Riveting 26鉚螺柱Staking
27
點焊不打點Welding\Spot Welding
28打點Projection Welding
29整形Shaping\Re-strike 30切破Lancing
31半切破Half Cut
32
切邊一般切Trim
33側切Cam Trim\Side Trim
34打天橋Bridge Form\Bridge Lance 35拉伸Drawing
36擠薄Thinning
37壓厚Back Pack
38打字模Lettering
39打壓印Marking
40打百葉窗Louver
41旋壓Spinning
42沖引導孔Pilot
43切節距Notch\French Notch。