切削力计算的经验公式学习资料
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6) 式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff------ 指数,可查表 2-1。
K Fc、 K Fp、 K Ff---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h d -------- 切削厚度( mm );b d -------- 切削宽度( mm)。
已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数K fkc, K fpsf/(m m/r ) 0.10.150.20.250.30.350.40.450.5 0.6K fkc,K fps 1.181.111.061.0310.970.960.940.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6) 式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff------ 指数,可查表 2-1。
K Fc、 K Fp、 K Ff---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h d -------- 切削厚度( mm );b d -------- 切削宽度( mm)。
已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数K fkc, K fpsf/(m m/r ) 0.10.150.20.250.30.350.40.450.5 0.6K fkc,K fps 1.181.111.061.0310.970.960.940.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算公式
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。
切削力计算经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表 2-1。
fcK Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h-------- 切削厚度( mm );db-------- 切削宽度( mm)。
d已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f= 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
如图 2-15所示,作用在刀具上的力有两部分组成:1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ;2. 作用在前、后刀面上的摩擦力F fγ和 F fα。
常见工件材料的单位切削力值

Fz=Cfz*apxfz*fyfz*Kfz,这是经验公式
Fz主切削力
Cfz是一个与工件材料,刀具材料有关的系数
ap切削深度
f 进给量
xfz\yfz:指数
Kfz:切削条件不同时的修正系数.
一般在生产中用的是单位切削力p来估算切削力的大小,单位切削力是指切削单位切削面积(如1mm2)所需要的主切削力,所以Fz=p*Ac=p*aP*f
Fz是主切削力;ap是切削深度;f是进给量
时间紧,没能在word里编辑公式,很抱歉你看一下,能看懂最好.
三、進給量(F值)的計算
F=S*Z*Fz
F:進給量(mm/min) S:轉速(rpm) Z:刃數 z=8 s=322 可推出fz=104/8x322=0.04
Fz=p.ap.f=900.1.25.104=117000N
经过测试可行
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。
切削力计算的经验公式资料
您要打印的文件是:切削力计算的经验公式打印本文切削力计算的经验公式作者:佚名转贴自:本站原创度压缩比有所下降,但切削力总趋势还是增大的。
强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。
灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。
材料的高温强度高,切削力增大。
⑵切削用量的影响①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。
加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。
在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。
因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。
②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。
这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。
在vc<27m/min时,切削力是受积屑瘤影响而变化的。
约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
图3-15 切削速度对切削力的影响切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。
⑶刀具几何参数的影响①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。
因此,切削力减小。
但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。
切削力的经验公式:
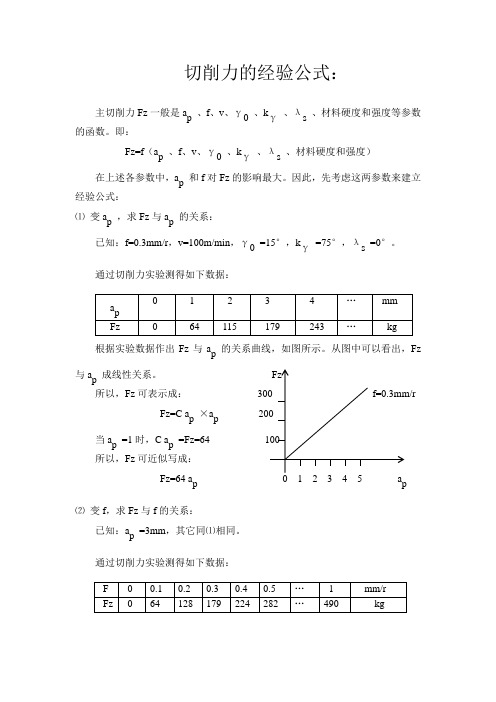
切削力的经验公式:主切削力Fz一般是a p、f、v、γ0、kγ、λs、材料硬度和强度等参数的函数。
即:Fz=f(a p、f、v、γ0、kγ、λs、材料硬度和强度)在上述各参数中,a p和f对Fz的影响最大。
因此,先考虑这两参数来建立经验公式:⑴变a p,求Fz与a p的关系:已知:f=0.3mm/r,v=100m/min,γ0=15°,kγ=75°,λs=0°。
通过切削力实验测得如下数据:根据实验数据作出Fz与a p的关系曲线,如图所示。
从图中可以看出,Fz与a p成线性关系。
所以,Fz可表示成:Fz=C a p×a p当a p=1时,C a p=Fz=64所以,Fz可近似写成:Fz=64 a p p⑵变f,求Fz与f的关系:已知:a p=3mm,其它同⑴相同。
通过切削力实验测得如下数据:根据实测得的数据作出Fz 与f 之间的关系曲线,如下图所示。
从图中可以看出,Fz 与f 之间是非线性关系,即:z F Y f z f C F ⨯=为找出两者的关系,将上式用对数坐标表示,即得一条直线方程为:f Y C F z F f z lg lg lg +=当f=1时,C f =Fz=490而: z F Y = tg θ=0.84 (从对数坐标图中量出θ角值,计算tg θ得出0.84)所以有:84.0490f F z =⑶ 求Fz 与a p 、f 两者的关系:从关系式Fz = C a p ×a p 中,当取不同的f 值时,可以发现Fz 和f 的关系直线的斜率发生变化,所以C a p 是f 的函数。
则有:C a p = f (f )=Z F Y Cf所以:Fz = f (f )a p = Z F Y Cf ×a p下面求C 值:当f = 0.3时,Fz= Z F Y Cf ×a p =64 a p所以:C 1= 640.30.84 =176当a p =3时,Fz = Z F Y Cf ×a p = 490Z F Y f所以:C 2= 4903 =163故:C=(C 1+ C 2)/2=(176+163)/2=169.5所以有:Fz=169.5 a p ×f 0.84 (kg )除a p 和f 的变化对切削力有影响以外,其它参数的变化对切削力也有不同程度的影响,故必须加以考虑,即其它参数与实验条件不符时,采用修正系数KF z加以修正。
切削力计算
切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力(N);F p————背向力(N);F f————进给力(N);C fc、C fp、C ff————系数,可查表2-1;x fc、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表2-1。
K Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h-------- 切削厚度( mm );db-------- 切削宽度( mm)。
d已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fpsf /(mm/r)0.1 0.15 0.2 0.25 0.3 0.350.40.45 0.5 0.6K fkc, K fps1.18 1.11 1.061.031 0.97 0.96 0.94 0.9250.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削参数和计算公式
切削参数和计算公式1.切削参数的定义:切削参数是指在切削过程中,用于描述切削力、切削速度、进给量等物理量的参数。
它们是切削过程中的基本参数,对于切削加工的效率、质量和切削工具的寿命等有着重要的影响。
2.切削力的计算公式:切削力是指在切削过程中刀具对工件的力,它是表征切削负荷大小的重要指标。
常见的切削力计算公式有:2.1无刃深切削力计算公式:Fc = k*Ap*fn其中,Fc为切削力;k为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;fn为切削力展开系数,与刀具形状有关。
2.2小尺寸切削力计算公式:Fc = Kc*Ap*Dpn其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;Dpn为主切削刃数。
2.3端面切削力计算公式:Fc=Kc*Ap其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积。
3.切削速度的计算公式:切削速度是指刀具与工件相对运动的速度,它是切削过程中非常重要的参数,对于切削效果和工件表面质量有显著影响。
通常使用单位时间内刀具工作长度与刀具进给速率之比来表示切削速度。
常见的切削速度计算公式有:3.1转速计算公式:n=1000*v/(π*d)其中,n为转速;v为切削速度;d为刀具直径。
3.2切削速度计算公式:v=n*(π*d)/1000其中,v为切削速度;n为转速;d为刀具直径。
4.进给量的计算公式:进给量是指切削刀具每转一周与工件的相对位移距离,它是切削过程中控制材料去除率和工件表面质量的关键参数。
4.1转速计算公式:S=n*f其中,S为进给量;n为转速;f为进给速率。
4.2进给速率计算公式:f=S/n其中,f为进给速率;S为进给量;n为转速。
总结:切削参数是切削过程中描述切削力、切削速度、进给量等物理量的参数,对切削加工的效率、质量和切削工具的寿命有重要影响。
常见的切削参数计算公式包括切削力公式、切削速度公式和进给量公式等。
切削力计算的经验公式资料
您要打印的文件是:切削力计算的经验公式打印本文切削力计算的经验公式作者:佚名转贴自:本站原创度压缩比有所下降,但切削力总趋势还是增大的。
强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。
灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。
材料的高温强度高,切削力增大。
⑵切削用量的影响①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。
加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。
在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。
因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。
②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。
这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。
在vc<27m/min时,切削力是受积屑瘤影响而变化的。
约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
图3-15 切削速度对切削力的影响切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。
⑶刀具几何参数的影响①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。
因此,切削力减小。
但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。
切削力的经验公式

切削力的经验公式切削力的经验公式目前,人们已经积累了大量的切削力实验数据,对于一般加工方法,如车削、孔加工和铣削等已建立起了可直接利用的经验公式。
测力实验的方法有单因素法和多因素法,通常采用单因素法。
即固定其它实验条件,在切削时分别改变背吃刀量ap和进给量f,并从测力仪上读出对应切削力数值,然后经过数据整理求出它们之间的函数关系式。
通过切削力实验建立的车削力实验公式,其一般形式为:注意:切削力实验公式是在特定的实验条件下求出来的。
在计算切削力时,如果切削条件与实验条件不符,需乘一个修正系数KF,它是包括了许多因素的修正系数乘积。
修正系数也是用实验方法求出。
三、单位切削力、切削功率和单位切削功率1、单位切削力p:是指切除单位切削层面积所产生的主切削力。
可用下式表示:上式表明,单位切削力p与进给量f有关,它随着进给量f增大而减小。
单位切削力p不受背吃刀量ap的影响。
单位切削力p可查手册,利用单位切削力P来计算主切削力Fz较为简易直观。
2、切削功率Pm:消耗在切削过程中的功率称为切削功率Pm(国标为Po)。
切削功率为力Fz和Fx所消耗的功率之和,因Fy方向没有位移,所以不消耗功率。
于是Pm=(FzVc+Fxnwf/1000)×10-3其中:Pm—切削功率(KW);Fz—切削力(N);Vc—切削速度(m/s);Fx—进给力(N);nw—工件转速(r/s);f—进给量(mm/s)。
式中等号右侧的第二项是消耗在进给运动中的功率,它占总功率5%左右,可以略去不计,于是Pm=FzVc×10-3按上式求得切削功率后,如要计算机床电动机的功率(PE)以便选择机床电动机时,还应考虑到机床传动效率。
PE≥Pm/ηm式中:ηm—机床的传动效率,一般取为0.75~0.85,大值适用于新机床,小值适用于旧机床。
3、单位切削功率Ps单位切削功率Ps是指单位时间内切除单位体积金属Zw所消耗的功率。
四、切削力的变化规律实践证明,切削力的影响因素很多,主要有工件材料、切削用量、刀具几何参数、刀具材料刀具磨损状态和切削液等。
切削力计算的经验公式

切削力计算得经验公式通过试验得方法,测出各种影响因素变化时得切削力数据,加以处理得到得反映各因素与切削力关系得表达式,称为切削力计算得经验公式。
在实际中使用切削力得经验公式有两种:一就是指数公式,二就是单位切削力。
1。
指数公式主切削力 (2—4)背向力 (2—5)进给力 (2-6)式中Fc————主切削力( N);Fp————背向力( N);F f————进给力( N);C fc、 C fp、 Cff————系数,可查表 2—1;x fc、yfc、nfc、xfp、 y fp、nfp、 xff、 y ff、n ff -——--—指数,可查表2-1。
KFc、KFp、 K Ff --——修正系数,可查表2-5,表 2—6。
2 。
单位切削力单位切削力就是指单位切削面积上得主切削力,用kc表示,见表2-2。
kc=Fc/A d=Fc/(ap·f)=Fc/(b d·hd) (2-7) 式中A D——---—-切削面积( mm 2);a p ---—-—-背吃刀量( mm);f —————---进给量( mm/r);h d—-—----—切削厚度( mm );b d-—--—--—切削宽度( mm)。
已知单位切削力 k c,求主切削力 F cFc=k c·a p·f=kc·hd·b d (2-8)式 2—8中得 k c就是指f = 0.3mm/r 时得单位切削力,当实际进给量f大于或小于 0。
3mm /r时,需乘以修正系数 K fkc,见表 2—3、表2-3 进给量?对单位切削力或单位切削功率得修正系数 K fkc, Kfps切削力得来源、切削分力金属切削时,切削层及其加工表面上产生弹性与塑性变形;同时工件与刀具之间得相对运动存在着摩擦力。
如图2—15所示,作用在刀具上得力有两部分组成:1、作用在前、后刀面上得变形抗力 F nγ与Fnα;2. 作用在前、后刀面上得摩擦力F fγ与 F fα。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表 2-1。
fcK Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h-------- 切削厚度( mm );db-------- 切削宽度( mm)。
d已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f= 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps f/(mm/r) 0.10.15 0.2 0.25 0.3 0.350.40.45 0.5 0.6K fkc,K fps 1.18 1.11 1.061.031 0.97 0.96 0.94 0.9250.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算的经验公式
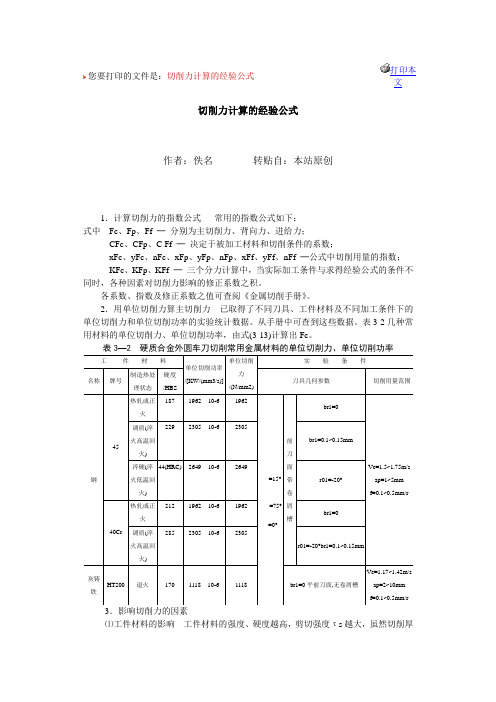
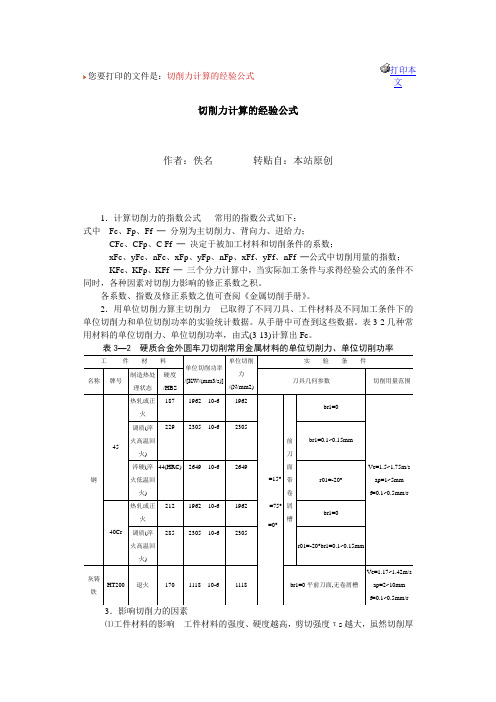
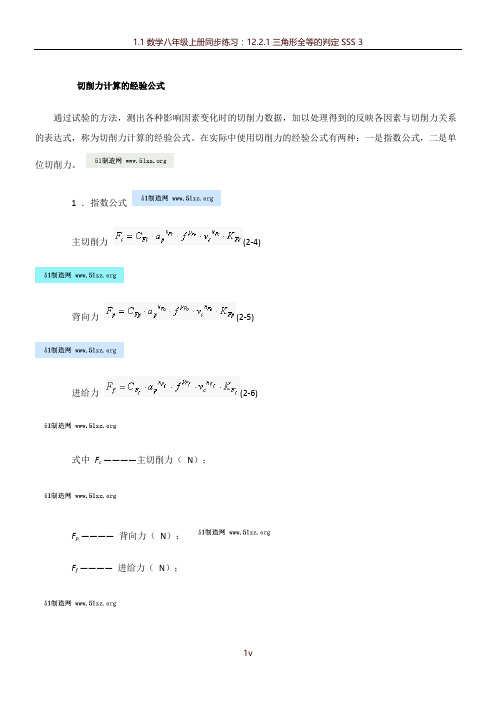
您要打印的文件是:切削力计算的经验公式打印本文切削力计算的经验公式作者:佚名转贴自:本站原创1.计算切削力的指数公式常用的指数公式如下:式中Fc、Fp、Ff ─分别为主切削力、背向力、进给力;CFc、CFp、C Ff ─决定于被加工材料和切削条件的系数;xFc、yFc、nFc、xFp、yFp、nFp、xFf、yFf、nFf ─公式中切削用量的指数;KFc、KFp、KFf ─三个分力计算中,当实际加工条件与求得经验公式的条件不同时,各种因素对切削力影响的修正系数之积。
各系数、指数及修正系数之值可查阅《金属切削手册》。
2.用单位切削力算主切削力已取得了不同刀具、工件材料及不同加工条件下的单位切削力和单位切削功率的实验统计数据。
从手册中可查到这些数据。
表3-2几种常用材料的单位切削力、单位切削功率,由式(3-13)计算出Fc。
表3—2 硬质合金外圆车刀切削常用金属材料的单位切削力、单位切削功率工件材料单位切削功率/[KW/(mm3/s)]单位切削力/(N/mm2)实验条件名称牌号制造热处理状态硬度/HBS刀具几何参数切削用量范围钢45热轧或正火187196210-61962=15°=75°=0°前刀面带卷屑槽br1=0Vc=1.5~1.75m/sap=1~5mmf=0.1~0.5mm/r 调质(淬火高温回火)229230510-62305br1=0.1~0.15mm淬硬(淬火低温回火)44(HRC)264910-62649r01=-20°40Cr热轧或正火212196210-61962br1=0调质(淬火高温回火)285230510-62305r01=-20°br1=0.1~0.15mm灰铸铁HT200退火170111810-61118br1=0平前刀面,无卷屑槽Vc=1.17~1.42m/sap=2~10mmf=0.1~0.5mm/r 3.影响切削力的因素⑴工件材料的影响工件材料的强度、硬度越高,剪切强度τs越大,虽然切削厚度压缩比有所下降,但切削力总趋势还是增大的。
加工中心切削参数计算公式

加工中心切削参数计算公式一、切削速度(Vc)1. 计算公式。
- Vc=π dn/1000- 其中:- Vc:切削速度(m/min)- d:刀具直径(mm)- n:主轴转速(r/min)2. 示例。
- 已知刀具直径d = 10mm,主轴转速n = 1000r/min,求切削速度Vc。
- 解:根据公式Vc=π dn/1000,将d = 10mm,n = 1000r/min代入公式。
- Vc=π×10×1000/1000 = 10π≈31.4m/min二、主轴转速(n)1. 计算公式。
- n = 1000Vc/π d- 其中各参数意义同上。
2. 示例。
- 已知切削速度Vc = 50m/min,刀具直径d = 8mm,求主轴转速n。
- 解:将Vc = 50m/min,d = 8mm代入公式n = 1000Vc/π d。
- n=(1000×50)/(π×8)≈1990r/min三、进给量(f)与进给速度(Vf)1. 进给量(f)- 进给量是指刀具在进给运动方向上相对工件的位移量,单位为mm/r(每转进给量)或者mm/min(每分钟进给量)。
- 对于不同的加工工艺(如粗加工、精加工),进给量的取值范围不同。
例如,在粗加工时,为了提高加工效率,可以选择较大的进给量;在精加工时,为了保证加工精度和表面质量,进给量要较小。
2. 进给速度(Vf)- 计算公式:Vf = fn- 其中:- Vf:进给速度(mm/min)- f:进给量(mm/r)- n:主轴转速(r/min)3. 示例。
- 已知主轴转速n = 2000r/min,进给量f = 0.2mm/r,求进给速度Vf。
- 解:根据公式Vf = fn,将n = 2000r/min,f = 0.2mm/r代入公式。
- Vf=0.2×2000 = 400mm/min四、切削深度(ap)1. 定义与取值原则。
- 切削深度是指待加工表面与已加工表面之间的垂直距离,单位为mm。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力 (2-4)背向力 (2-5)进给力 (2-6)式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表 2-1。
fcK Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h-------- 切削厚度( mm );db-------- 切削宽度( mm)。
d已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f= 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
如图 2-15所示,作用在刀具上的力有两部分组成:1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ;2. 作用在前、后刀面上的摩擦力F fγ和 F fα。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表 2-1。
fcK Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h-------- 切削厚度( mm );db-------- 切削宽度( mm)。
d已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f= 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fpsf/(mm/r) 0.10.15 0.20.250.3 0.350.40.45 0.5 0.6K fkc,K fps1.18 1.11 1.06 1.03 10.970.96 0.94 0.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
如图 2-15所示,作用在刀具上的力有两部分组成:1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ;2. 作用在前、后刀面上的摩擦力F fγ和 F fα。
这些力的合力 F称为切削合力,也称为总切削力。
总切削力 F可沿 x,y,z方向分解为三个互相垂直的分力 Fc、 Fp、 Ff,如图 2-16所示。
主切削力 Fc 总切削力 F在主运动方向上的分力;背向力 Fp 总切削力 F在垂直于假定工作平面方向上的分力;进给力 Ff 总切削力在进给运动方向上的分力。
车削时各分力的实用意义如下:主切削力 F c 作用于主运动方向,是计算机床主运动机构强度与刀杆、刀片强度及设计机床夹具、选择切削用量等的主要依据,也是消耗功率最多的切削力。
背向力 F p 纵车外圆时,背向力 F p不消耗功率,但它作用在工艺系统刚性最差的方向上,易使工件在水平面内变形,影响工件精度,并易引起振动。
F p是校验机床刚度的必要依据。
进给力 F f 作用在机床的进给机构上,是校验进给机构强度的主要依据。
影响切削力的主要因素1. 工件材料的影响工件材料的物理机械性能、加工硬化能力、化学成分和热处理状态,都对切削力产生影响。
由表 2-2可以看出,工件材料的硬度愈高,则切削力愈大。
工件材料虽然硬度、强度较低,但塑性、韧性大,加工硬化能力大,其切削力仍很大。
如 1Cr18Ni9Ti 等不锈钢。
在普通钢中添加含硫或铅等金属元素的易切钢,其切削力比普通钢降低 20~ 30%。
同一种材料热处理状态与金相组织不同,切削力也有很大差异。
切削脆性材料(如铸铁)时,塑性变形小,加工硬化小,切屑与前刀面接触少,摩擦小,因此切削力也较小。
2 .切削用量的影响如图 2-17所示,背吃刀量 a p和进给量 f是通过对切削面积和单位切削力的变化而影响切削力的。
背吃刀量 a p增大,切削宽度 b d也增大,剪切面积 As和切屑与前刀面的接触面积按比例增大,第一变形区和第二变形区的变形与摩擦相应增大。
当背吃力量增大一倍时,切削力也增大一倍。
进给量 f增大,切削厚度 h d增大,而切削宽度 b d 不变,这时剪切面积虽按比例增大,第二变形区的变形未按比例增大。
而进给量增大,平均变形变小,单位切削力降低,因此,进给量 f增大一倍,切削力约增加 70~ 80%。
从上述分析可知, a p和 f对切削面积的影响相同,但对单位切削力的影响不同。
a p 增加时单位切削力不变, f增加时,单位切削力减小,当切削面积 A d相等时,为了减小切削力,可以选择大的进给量 f,小的背吃刀量 a p,即采用窄而厚的切屑断面形状。
图 2-18为车削 45钢时, a p与 f对切削力影响的实验曲线。
切削速度 v c对切削力的影响呈波浪形变化,如图 2-19所示。
由切削变形一节所述可知,切削速度 v c小于 50m /min的范围内,随着速度的增加,积屑瘤由小变大又变小,切削力则随之由大变小又变大。
速度 v c继续增高,切削温度上升,切削力又下降,但变化较小。
如 v c从 50m /min增加至 500m /min时,切削力减少约 10%。
生产中的高速切削技术就可减小切削力,提高切削效率。
3. 刀具几何参数的影响(1) 前角的影响在刀具几何参数中前角对切削力的影响最大。
如图 2-20所示。
前角愈大,切屑易于从前刀面流出,切削变形小,从而使切削力下降,但前角γ0对三个切削分力的影响是不同的。
同时,工件材料不同,前角的影响也不同,对塑性较大的材料,如紫铜、铝合金等,切削时塑性变形大,前角的影响较显著;而对脆性材料,如铸铁、脆黄铜等,前角的影响就较小。
( 2)主偏角的影响如图 2-21所示为主偏角κr对三个切削分力的影响。
从图中看出主偏角对主切削力的影响不大,当 k r=600~ 750时,主切削力最小。
但主偏角对 F p、 F f的影响较大。
随着主偏角的增加,进给力 F f增加,而背向力 F p减小。
当κr=900,理论上背向力 F p=0,实际上由于有刀尖圆弧半径rε和副切削刃参与切削,即使κr =900, F p还是存在的。
在车削刚性较差的细长轴时,应选用较大的主偏角,就是为了减小 F p的影响。
表 2-4所示为 F p/F c、 F f/F c的比值。
表 2-4 切削钢和铸铁时 F P/F C, F F/F C比值工件材料主偏角κr45 ° 75 ° 90 °钢F P/F C0.55~0.65 0.35~0.50.25~0.4F F/F C0.25~0.4 0.35~0.5 0.4~0.55 铸铁F P/F C0.3~0.45 0.2~0.350.15~0.3F F/F C0.1~0.2 0.15~0.30.2~0.35 ( 3 )刃倾角的影响图 2 —22 所示为刃倾角对三个切削分力的影响。
从图可见,刃倾角λs 对主切削力 Fc 的影响很小,但对进给力 F f和背向力 Fp 的影响较大。
当λs 从正值变为负值, F p将增加, F f将减小。
所以车削刚性较差的工件时,一般不取负的刃倾角。
( 4 )刀尖圆弧半径刀尖圆弧半径大小将影响切削刃上的圆弧部分长度和影响平均主偏角κrB。
如图2 — 23 所示。
在切削深度a p, 进给量 f 和主偏角κr一定的情况下,增大刀尖圆弧半径rε,刀刃曲线部分长度增大,切削刃平均主偏角减小,使切屑断面形状中 b D增长, h D减小,成为薄而宽的切屑,从而使切削变形增加,所以切削力也增加,其中 Fp 明显增加, F f降低。
因此在工艺系统刚性较差时,应选用较小的刀尖圆弧半径。
4 .其它影响因素刀具材料不同时,切屑与刀具间的摩擦状态也不同,从而影响切削力。
如用 YT 硬质合金刀具切削钢料比用高速钢刀具切削, F c 约降低 5 ~ 10% 。
使用适宜的切削液可降低切削力。
刀具后刀面磨损大 , 切削力也增加。
刀具具有负倒棱时 , 切削变形增大,切削力也增大。
(阅读次数:)车刀切削力计算举例例用 YT15 硬质合金车刀纵车σ b =0.588GP a 的热轧钢外圆, 切削速度 v c=100m/min, 背吃刀量 a p= 4mm, 进给量 f = 0.3mm/r 。
车刀几何参数γ 0 =10 ° 、κ r =75 ° 、λ s = -10 ° 、r ε = 0.5mm, 求切削分力 F c、 F P、 F f 。
解:根据式( 2-4)、式( 2-5)、式( 2-6)及表 2-1得切削力公式:F c=9.81×270×4×0.3 0.75×100 -0.15K fcF p=9.81×199×4 0.9× 0.3 0.6×100 -0.3K fpF f=9.81×294×4× 0.3 0.5×10 -0.4K ff切削力修正系数 K fc 、 K fp 、 K ff是各种因素对切削力的修正系数的乘积。
如由表,由表 2-5、表 2-6查得:( 查高速钢代入 )于是得:K Fc = 0.7537;K Fp = 0.5509 ;K Ff = 0.7822代入上式切削力计算公式得F c = 1620(N) F P = 456.7(N) F f = 783.32(N)(阅读次数:)切削温度及其主要影响因素切削温度是切削过程中的又一基本物理现象。
切削温度的变化,能改变工件材料的性能,影响积屑瘤的产生和消失,以及影响已加工表面质量。
因此认识它的变化规律,具有重要的实用意义。
(一)切削热的产生与传出如图 2 — 24 所示,在三个变形区中,因变形和磨擦所作的功绝大部分都转化成热能。
切削区域产生的热能通过切屑、工件、刀具和周围介质传出。
切削热传出时由于切削方式的不同,工件和刀具热传导系数的不同等,各传导媒体传出的比例也不同。
表 2— 7 为切削热在车削和钻削时各传热媒体切削热传出的比例。
(二)切削温度的分布切削温度一般指切削区域的平均温度。
切削温度的分布指切削区域各点温度的分布(即温度场)。
图 2 -25a 为切削钢时所测得的正交平面内的温度分布; b 是车削不同材料时,前、后刀面上温度分布情况。
从图中可以看出:( 1 )前刀面上的最高温度不在切削刃上,而距离切削刃有一段距离;( 2 )温度分布不均匀,温度梯度大。
工件材料塑性大,分布较均匀,反之,工件材料脆性大,分布不均匀。
(三)切削温度的主要影响因素1. 工件材料的影响工件材料的强度、硬度高,导热率低,高温下的强度、硬度高,都会使变形功增加,使切削温度升高。