切削力计算的经验公式.-切削力计算
切削参数相关计算公式

切削参数相关计算公式切削参数是用于描述切削过程的一些重要参数,包括切削速度、进给速度、切削深度等。
它们是制定切削工艺的基础,对于保证工件质量、提高切削效率和工具寿命等方面都具有重要影响。
以下是切削参数的一些常见计算公式:1.切削速度(Vc):切削速度是切削工具在切削过程中与工件表面产生相对运动的速度。
它可以通过以下公式进行计算:Vc=π×d×n/1000其中,Vc为切削速度(m/min),d为工具直径(mm),n为转速(r/min)。
2.进给速度(f):进给速度是切削工具在工件切削方向上的移动速度。
它可以通过以下公式进行计算:f = n × z × fz其中,f为进给速度(mm/min),n为转速(r/min),z为每齿进给(mm/齿),fz为每齿进给频率(齿/分钟)。
3. 切削深度(ap):切削深度是指切削工具进入工件的深度,即切削刀具与工件接触的长度。
它可以通过以下公式进行计算:ap = f / fz其中,ap为切削深度(mm),f为进给速度(mm/min),fz为每齿进给频率(齿/分钟)。
4.特征角度(α):特征角度是指切削刀具的切削角度。
对于不同形状的刀具,其特征角度的计算公式也不同。
5.切削力(Fc):切削力是指在切削过程中作用于刀具上的力。
它可以通过以下公式进行计算:Fc = kc × Kc × ap × ae其中,Fc为切削力(N),kc为材料切削系数,Kc为刀具切削系数,ap为切削深度(mm),ae为刀具切削宽度(mm)。
切削参数的选择要根据具体的切削过程和材料来确定,可以根据工件的要求和切削工具的性能进行合理选择。
在实际应用中,切削参数的计算需要根据不同的切削条件和机床性能进行调整,并结合经验进行优化。
同时,切削过程中还需考虑刀具和工件的材料、硬度、切削液的使用等因素,以保证切削工艺的稳定性和切削效果的良好。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6) 式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff------ 指数,可查表 2-1。
K Fc、 K Fp、 K Ff---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h d -------- 切削厚度( mm );b d -------- 切削宽度( mm)。
已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数K fkc, K fpsf/(m m/r ) 0.10.150.20.250.30.350.40.450.5 0.6K fkc,K fps 1.181.111.061.0310.970.960.940.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算的经验公式
切削⼒计算的经验公式切削⼒计算的经验公式切削⼒计算的经验公式2011-12-0521:31通过试验的⽅法,测出各种影响因素变化时的切削⼒数据,加以处理得到的反映各因素与切削⼒关系的表达式,称为切削⼒计算的经验公式。
在实际中使⽤切削⼒的经验公式有两种:⼀是指数公式,⼆是单位切削⼒。
1.指数公式主切削⼒(2-4)背向⼒(2-5)进给⼒(2-6)式中Fc--主切削⼒(N);Fp--背向⼒(N);Ff--进给⼒(N);Cfc、Cfp、Cff--系数,可查表2-1;xfc、yfc、nfc、xfp、yfp、nfp、xff、yff、nff--指数,可查表2-1。
KFc、KFp、KFf--修正系数,可查表2-5,表2-6。
2.单位切削⼒单位切削⼒是指单位切削⾯积上的主切削⼒,⽤kc表⽰,见表2-2。
kc=Fc/Ad=Fc/(apf)=Fc/(bdhd)(2-7)式中AD---切削⾯积(mm2);ap---背吃⼑量(mm);f----进给量(mm/r);hd--切削厚度(mm);bd--切削宽度(mm)。
已知单位切削⼒kc,求主切削⼒FcFc=kcapf=kchdbd(2-8)式2-8中的kc是指f=0.3mm/r时的单位切削⼒,当实际进给量f⼤于或⼩于0.3mm/r时,需乘以修正系数Kfkc,见表2-3。
表2-3进给量?对单位切削⼒或单位切削功率的修正系数Kfkc,Kfpsf/(mm/r)0.10.150.20.250.30.350.40.450.50.6Kfkc,Kfps1.181.111.061.0310.970.960.940.9250.9切削⼒的来源、切削分⼒⾦属切削时,切削层及其加⼯表⾯上产⽣弹性和塑性变形;同时⼯件与⼑具之间的相对运动存在着摩擦⼒。
如图2-15所⽰,作⽤在⼑具上的⼒有两部分组成:1.作⽤在前、后⼑⾯上的变形抗⼒Fnγ和Fnα;2.作⽤在前、后⼑⾯上的摩擦⼒Ffγ和Ffα。
这些⼒的合⼒F称为切削合⼒,也称为总切削⼒。
切削力计算
切削力计算切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 (指数公式主切削力 (2-4)背向力 (2-5)进给力 (2-6)式中 F ————主切削力( N); cF ————背向力( N); pF ————进给力( N); f————系数,可查表 2-1; C 、 C 、 Cfcfpffx 、 y、 n、 x、 y、 n、 x、 y、 n ------ 指数,可查表 2-1。
fcfpfffffcfcfpfpffK 、 K 、 K ---- 修正系数,可查表 2-5,表 2-6。
FcFpFf2 (单位切削力单位切削力是指单位切削面积上的主切削力,用表示,见表 2-2。
kc(2-7) kc=Fc/A d=Fc/(a p?f)=F c/(b d?h d)式中 -------切削面积( mm 2); ADa ------- 背吃刀量( mm); pf - ------- 进给量( mm/r);h -------- 切削厚度( mm ); db -------- 切削宽度( mm)。
d已知单位切削力 k ,求主切削力 F ccF=k?a?f=k?h?b (2-8) cccpdd式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于0.3mm /r时,需乘以修正系数 K,见表 2-3。
fkc表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K, K fkcfpsf/(mm/r0.15 0.2 0.25 0.3 0.35 0.45 0.5 0.6 0.1 0.4 )K , fkc1.11 1.06 1 0.97 0.96 0.94 0.925 1.18 1.03 0.9 K fps切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力.1 .指数公式主切削力(2-4)背向力(2-5)进给力(2—6)式中F c -———主切削力( N);F p——-- 背向力( N);F f————进给力( N);C fc、 C fp、 C ff——-—系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff--————指数,可查表 2-1.fcK Fc、 K Fp、 K Ff—--—修正系数,可查表 2—5,表 2—6.2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2.kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2—7)式中A D—----—-切削面积( mm 2);a p -—----- 背吃刀量( mm);f ———--—-- 进给量( mm/r);h-———-—-- 切削厚度( mm );db--———--- 切削宽度( mm)。
d已知单位切削力 k c,求主切削力 F cF c=k c·a p·f=k c·h d·b d(2-8)式 2—8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0。
3mm /r时,需乘以修正系数 K fkc,见表 2—3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps f /(mm/r )0.10。
15 0。
2 0.25 0。
3 0.350。
40。
45 0。
5 0.6K fkc,K fps 1.18 1。
11 1。
061.031 0.97 0.96 0。
94 0。
切削加工常用计算公式
切削加工常用计算公式切削加工是指通过刀具与工件之间的相对运动,将工件上的材料去除,从而形成所需的形状和尺寸的加工方法。
为了保证加工质量和效率,计算公式在切削加工中起着重要的作用。
下面是一些常用的切削加工计算公式。
1.切削速度公式切削速度是指刀具在工件上运动的速度。
它通常由转速(n)和切削刃数(z)来计算,公式如下:切削速度(v)=π×刀具直径(D)×转速(n)/10002.进给速度公式进给速度是指刀具在单位时间内前进的距离。
通常由切削速度(v)和进给速率(f)计算,公式如下:进给速度(vf)=切削速度(v)×进给速率(f)3.主轴转速公式主轴转速是指刀具在主轴上旋转的速度。
它可以通过切削速度(v)和刀具周长(C)计算,公式如下:主轴转速(n)=切削速度(v)/π×刀具周长(C)4.切削力公式切削力是指刀具在切削过程中对工件的力。
它可以由切削力系数(Kc)和切削面积(Ae)计算,公式如下:切削力(Fc)=切削力系数(Kc)×切削面积(Ae)5.切削面积公式切削面积是指刀具与工件接触面积。
它通常由刀具进给量(f)和切削宽度(h)计算,公式如下:切削面积(Ae)=刀具进给量(f)×切削宽度(h)6.加工时间公式加工时间是指完成一个工件的所需时间。
它可以通过工件长度(L)和进给速度(vf)计算,公式如下:加工时间(T)= 工件长度(L)/ 进给速度(vf)7.表面粗糙度公式表面粗糙度是指工件表面的不平滑程度。
它可以由切削速度(v)和切削深度(a)计算,公式如下:表面粗糙度(Ra)=(v×a)/(n×f)8.切削时间公式切削时间是指切削工序所需的时间。
它可以通过切削时间系数(Tc)和加工长度(L)计算,公式如下:切削时间(Tc)=切削时间系数(Tc)×加工长度(L)这些公式在切削加工中起着重要的作用,可以帮助工程师和操作员计算和调整切削参数,以获得最佳的加工质量和效率。
切削力计算公式
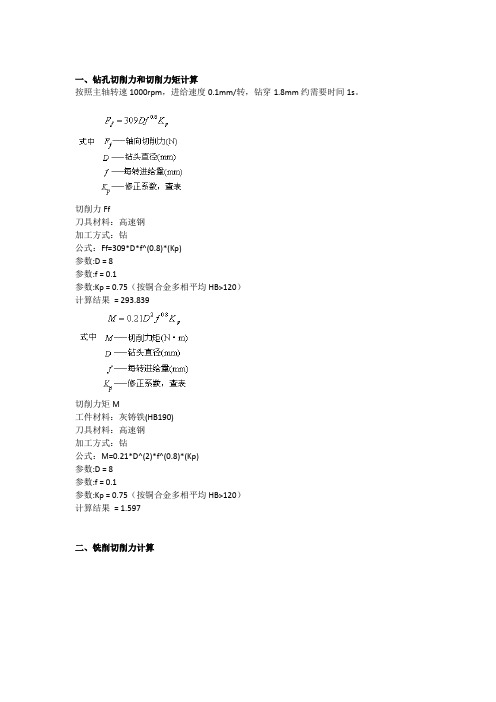
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。
切削力计算

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力.1 .指数公式主切削力(2—4)背向力(2-5)进给力(2—6)式中F c—-——主切削力( N);F p -—-—背向力( N);F f————进给力( N);C fc、 C fp、 C ff -——- 系数,可查表 2-1;x、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff--———- 指数,可查表 2-1。
fcK Fc、 K Fp、 K Ff -—-- 修正系数,可查表 2—5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2—7)式中A D—-———-—切削面积( mm 2);a p—-—————背吃刀量( mm);f -——-———- 进给量( mm/r);h——--—--- 切削厚度( mm );db-————--- 切削宽度( mm)。
d已知单位切削力 k c,求主切削力 F cF c=k c·a p·f=k c·h d·b d(2—8)式 2-8中的 k c是指 f = 0。
3mm/r 时的单位切削力,当实际进给量 f大于或小于 0。
3mm /r时,需乘以修正系数 K fkc,见表 2-3.表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps f /(mm/r )0。
10。
15 0.2 0。
25 0.3 0.350.40。
45 0.5 0。
6K fkc,K fps1。
18 1。
11 1。
061。
031 0。
97 0.96 0.94 0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
您要打印的文件是:切削力计算的经验公式打印本文切削力计算的经验公式作者:佚名转贴自:本站原创1.计算切削力的指数公式常用的指数公式如下:式中Fc、Fp、Ff ─分别为主切削力、背向力、进给力;CFc、CFp、C Ff ─决定于被加工材料和切削条件的系数;xFc、yFc、nFc、xFp、yFp、nFp、xFf、yFf、nFf ─公式中切削用量的指数;KFc、KFp、KFf ─三个分力计算中,当实际加工条件与求得经验公式的条件不同时,各种因素对切削力影响的修正系数之积。
各系数、指数及修正系数之值可查阅《金属切削手册》。
2.用单位切削力算主切削力已取得了不同刀具、工件材料及不同加工条件下的单位切削力和单位切削功率的实验统计数据。
从手册中可查到这些数据。
表3-2几种常用材料的单位切削力、单位切削功率,由式(3-13)计算出Fc。
表3—2 硬质合金外圆车刀切削常用金属材料的单位切削力、单位切削功率工件材料单位切削功率/[KW/(mm3/s)]单位切削力/(N/mm2)实验条件名称牌号制造热处理状态硬度/HBS刀具几何参数切削用量范围钢45热轧或正火187196210-61962=15°=75°=0°前刀面带卷屑槽br1=0Vc=1.5~1.75m/sap=1~5mmf=0.1~0.5mm/r 调质(淬火高温回火)229230510-62305br1=0.1~0.15mm淬硬(淬火低温回火)44(HRC)264910-62649r01=-20°40Cr热轧或正火212196210-61962br1=0调质(淬火高温回火)285230510-62305r01=-20°br1=0.1~0.15mm灰铸铁HT200退火170111810-61118br1=0平前刀面,无卷屑槽Vc=1.17~1.42m/sap=2~10mmf=0.1~0.5mm/r 3.影响切削力的因素⑴工件材料的影响工件材料的强度、硬度越高,剪切强度τs越大,虽然切削厚度压缩比有所下降,但切削力总趋势还是增大的。
强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。
灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。
材料的高温强度高,切削力增大。
⑵切削用量的影响①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。
加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。
在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。
因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。
②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。
这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。
在vc<27m/min时,切削力是受积屑瘤影响而变化的。
约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
图3-15 切削速度对切削力的影响切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。
⑶刀具几何参数的影响①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。
因此,切削力减小。
但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。
②负倒棱的影响前刀面上的负倒棱(如图3-16a),可以提高刃区的强度,图3-16 负倒棱对切削力的影响但此时被切金属的变形加大,使切削力有所增加。
负倒棱是通过它的宽度br1对进给量f的比值(br1/ f)来影响切削力的。
br1/ f增大,切削力增大。
当br1小于lf(lf为切屑与刀具前刀面的接触长度)时(如图3-16b),切屑除与倒棱接触外,还与前刀面接触,前刀面仍起作用。
而当切钢br1/ f≥5或切灰铸铁br1/ f≥3,即br1大于l f时(如图3-16c),切屑只与倒棱接触,不与前刀面接触,切削力趋于稳定,且相当于用负前角为γo1刀加工时的切削力。
③主偏角的影响由(图3-14b) 可知,Fp=Ffocosκr ;Ff=Ffpsinκr。
偏角加大时,只改变Fp和Ff的比例。
④刃倾角的影响刃倾角对切削力的影响见(图3-17)。
刃倾角λs减小时,Fy 增大,Fx减小。
刃倾角在10o~-45o的范围内变化时,Fz基本不变。
图3-17刃倾角对切削力的影响图3-18 车刀后刀面磨损量对切削力的影响⑷刀具磨损的影响图3-18表示车削45钢时,后刀面磨损量对切削力的影响。
后刀面磨损增大,使主后刀面与加工表面的接触面积增大,后刀面上的法向力和摩擦力都将增大,故切削力加大。
⑸切削液的影响以冷却作用为主的水溶液对切削力影响很小;而润滑作用强的切削油,由于其有效地减少了刀具前刀面与切屑、后刀面与工件表面之间的摩擦,甚至还能减少被加工金属的塑性变形,从而能显著地降低切削力。
⑹刀具材料的影响刀具材料与被加工材料间的摩擦系数,影响到摩擦力的变化,直接影响切削力的变化。
如在同样的切削条件下,陶瓷刀具切削力最小,硬质合金刀具次之,高速钢刀具的切削力最大。
.2 切削力及其影响因素学习目标:金属切削时,刀具切入工件,使被加工材料发生变形成为切屑所需要的力称为切削力。
研究切削力对刀具、机床、夹具的设计和使用都具有很重要的意义。
学习本节主要掌握切削力概念、计算及其影响因素,。
3.2.1 切削力的产生和分解(1)切削力的产生来源1)切屑形成过程中弹性变形及塑性变形产生的抗力,2)是刀具与切屑及工件表面之间的摩擦阻力,(2)切削力的分解F c——切削力(主切削力或切向分力,以前用F z表示)。
它切于加工表面,并与基面垂直。
F c用于计算刀具强度,设计机床零件,确定机床功率等。
F p——背向力(切深分力或径向分力,以前用F y表示)。
它处于基面内并垂直于进给方向。
F p用于计算与加工精度有关的工件挠度和刀具、机床零件的强度等。
它也是使工件在切削过程中产生振动的主要作用力。
F f——进给力(轴向分力或走刀分力,以前用F x表示)。
它处于基面内与进给方向相同。
F f用于计算进给功率和设计机床进给机构等。
切削合力与分力的关系如下列公式所示:(3-8)式中F D——作用于基面P r内的合力。
.2.2 切削力与切削功率的计算目前生产实际中采用的计算公式都是通过大量的试验和数据处理而得到的经验公式。
这些经验公式主要有两种形式:指数切削力形式和切削层单位面积切削力形式。
指数形式的切削力经验公式指数形式的切削力经验公式应用比较广泛,其形式如下:(3-9)(3-10)(3-11)式中:Fc 、Ff、Fp——切削力、进给力和背向力;、、——取决于工件材料和切削条件的系数;、、;、、;、、——三个分力公式中背吃刀量ap 、进给量f和切削速度vc的指数;、、——当实际加工条件与求得经验公式的试验条件不符时,各种因素对各切削分力的修正系数。
式中各种系数和指数都可以在切削用量手册中查到。
用切削层单位面积切削力计算切削力切削层单位面积切削力kc(N/mm2)可按下式计算:(3-12)各种工件材料的切削层单位面积切削力kc可在有关手册中查到。
根据式(3-12)可得到切削力Fc的计算公式:(3-13)式中:——切削条件修正系数。
用切削层单位面积切削力计算切削力工作功率工作功率P e可分为两部分:1)主运动消耗的功率P c(w)(切削功率)2)进给运动消耗的功率P f(w)(进给功率)所以,工作功率可以按下式计算:(3-14)式中:F c、F f --切削力和进给力(N);v c--切削速度(m/s);n w--工件转速(r/s);f --进给量(mm/r)。
由于进给功率P f相对于P c一般都很小(<1%~2%),可以忽略不计。
所以,P e可以用P c近似代替。
在计算机床电动机功率P m时,还应考虑机床的传动效率 m,按下式计算:(3-15)3.2.3 影响切削力的因素工件材料的影响1)工件材料的物理力学性能、加工硬化程度、化学成分、热处理状态以及切削前的加工状态都对切削力的大小产生影响。
2)工件材料的强度、硬度、冲击韧度、塑性和加工硬化程度愈大,则切削力愈大。
3)工件材料的化学成分、热处理状态等因素都直接影响其物理力学性能,因而也影响切削力。
刀具几何参数的影响(1)前角对切削力的影响1)加工塑性材料时,前角γ0增大,变形系数Λh减小,因此切削力降低;2)加工脆性材料(加铸铁、青铜)时,由于切屑变形很小,所以前角对切削力的影响不显著。
(2)主偏角对切削力的影响1)主偏角k r对切削力F c的影响较小,影响程度不超过10%。
主偏角k r在60°~75°之间时,切削力F c最小。
2)主偏角k r对背向力F p和进给力F f的影响较大。
由图3-21b可知;(3-16)式中:F D--切削合力F在基面内的分力。
可见F p随k r的增大而减小,F f则随k r的增大而增大。
(3)刀尖圆弧半径对切削力的影响刀尖圆弧半径r e增大,使切削刃曲线部分的长度和切削宽度增大,但切削厚度减薄,各点的k r减小。
所以r e增大相当于k r减小时对切削力的影响。
(4)刃倾角对切削力影响1)刃倾角λs在很大范围(-40°~+40°)内变化时对切削力F c没有什么影响。
2)刃倾角λs对F p和F f影响较大,随着λs的增大,F p减小,而F f增大。
(5)负倒棱对切削力的影响在前刀面上磨出的负倒棱b r的宽度与进给量f之比增大,切削力随之增大。
但当切削钢,或切削灰铸铁时,切削力趋于稳定,接近于负前角刀具的切削状态。
切削用量的影响(1)背吃刀量对切削力的影响背吃刀量a p增大,切削力成正比增加,背向力和进给力近似成正比增加。
(2)进给量对切削力的影响进给量f增大,切削力也增大,但切削力的增大与f不成正比。
(3)切削速度对切削力的影响切削速度v c对切削力的影响分为有积屑瘤阶段和无积屑瘤阶段两种:1)在积屑瘤增长阶段,随着v c增大,积屑瘤高度增加,切屑变形程度减小,切削层单位面积切削力减小,切削力减小。