电动车装配工艺图
电动自行车车生产工艺设计

8X10刀、字螺丝刀、钳子、十字十螺丝、具动)工手、气动(电手扳14X17扳扳扭力手。
审核(日期)标准化(日期)设计(日期)
批准(日期)
记标
处数
件更改文号
字签
日期
记标
处数
号更改文件
签字
日期
司限公电动车有XXXXX线装装配工艺卡片
型车
共页17页第6
图部件号
时序工工
序工号6
闸前与名称把车装工序
罩
管鞍座
11整
2.1/2 4.1 5.1 5.2 6.1 13.1 16.1返组装前工.2飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
改更文件号
签字
日期
记标
处数
文更改件号
签字
日期
电动自行车线装装配工艺号:件文编102XXXX-GY– ):计(日期设 :期)日审核(
支泥、装1、安前泥板前板架。接连板架前安、2装泥板支。支泥装、泥装3、安后板安后板架板连架支泥装、4安后板接。安、5装射反后器。
1、泥板不得有明显的扭曲及偏斜。2、后反射器紧固无松动。3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙。2mm相等,其偏差小于
工艺装备及辅料
)动(电扳手、气动十字螺丝刀、8X10具工
电动自行车生产工艺流程图101XXXX-GY–文件编号:
12*13 14 *15 1 16 17包出安装中整控装厂装制轴车车入线器组调筐检成束及试装验装品后配塑
库座料贴件花
2车架
3链轮
一张图让你学会电动汽车电机制造工艺流程!
一张图让你学会电动汽车电机制造工艺流程!
本来只打算贴这一张图片的,但是平台要求必须有300个文字。
这张工艺流程图展示了典型的电动汽车驱动电机(永磁电机、径向磁场)的制造工艺流程。
当然,具体的工艺根据电机结构、工厂的工艺水平不同会有一些差异。
但是我相信这份工艺流程图能对上所有径向磁场电动汽车电机工艺流程的90%以上。
有几个比较具有灵活性的、不同厂家不一样的工艺:
1.定子部分,有些定子上带平键,热套前需要压平键;
2.定子部分,接线座可以合装后再装;
3.转子部分,插磁钢可以在铁芯入轴之后;
4.转子部分,磁钢前充磁也很普遍;
5.转子部分,灌胶也有自然干的,也有注塑的;
6.总装部分,可以先装后端盖再合装;
7.总装部分,旋变调零可以在装旋变定子时同步完成。
最后,工艺流程还和装配自动化程度有关,手动和半自动装配的工序会和全自动装配的工艺有一定的差异。
电动自行车生产工艺流程图
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
电动车工艺流程图正式

16.后衣架、鞍座、杂物箱
17.后尾板、连接板
18.曲柄、脚踏垫、贴花、检查记
19.整车下线
标记
处数
更 改 文 件 签字 号
日期
编制(日 期)
审核(日期)
会签(日期)批准(日期)02.装前叉 Nhomakorabea成、鞍座锁板
后挡风板预装
08.前后刹车线、主线束、后挡风板
前挡风板预装
09.前挡风板、后挡风板、控制器[G]
中央盖板、充电插座预装
11.调整后刹线
12.中央盖板、充电器插座插接
13. 测车速、测灯光、方向把前罩组件与后罩组件 鞍座、杂物箱预装
14测试绝缘
15.踏板左右边盖、平叉左右护板
产品结构
电动车装配工艺流程图
减震前叉总成预装 01.车架处理、中支撑 后轮预装 06.后挡泥板、后轮组件 左右护板预装 10.电池底托、后尾灯、左右护板总
方向把前罩预装 07.上链条、后轮紧固
产品名称
金福牛
方向把、方向把后罩、前挡风板、前轮预装 03中轴
04.后平叉、后减震 05方向把、前挡风板、前轮总
电动车生产工艺

工艺卡片(或作业指导书)
–
物料清单(BOM)
–
外协件明细表
–
工艺基础:概念
外购工具明细表
–
填写产品在生产过程中所需购买的全部刀具、量具等的名称、 规格与精度等的一种工艺文件。 填写产品每个零件在制造过程所需消耗的各种材料的名称、 牌号、规格、重量等的一种工艺文件。
材料消耗工艺定额明细表
–
工艺规程
–
工艺文件
–
工艺参数
–
工艺基础:概念
工艺装备
–
产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、 量具、检具、辅具、钳工工具和工位器具等。 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单 元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、 工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括 冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 用数据格式来描述产品结构的文件。 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
精选ppt13电动车玻璃钢件涂装工艺流程烘干打磨吹干喷底漆干燥烘干干燥打磨干燥烘干打磨抛光检查修饰或返修干燥干燥刮一道原子灰烘干打磨吹干刮二道原子灰精选ppt14电动车铁板件铝板涂装工艺流程预处理打磨清洗喷底漆烘干刮灰并干燥打磨及干燥检查修饰或返修打磨抛光装配烘干上件及擦净打磨并干燥预处理打磨清洗喷底漆烘干刮灰并干燥打磨及干燥检查修饰或返修打磨抛光装配烘干上件及擦净打磨并干燥精选ppt15总装工艺总装就是将车身电机变速器仪表板车灯车门等构成整辆车的各零件装配起来生产出整车的过程
打磨及干燥
点补中涂
检查修饰 或返修
电动自行车有限公司型电动生产线装配工艺

电动车生产线装配工艺卡片
编制:
审核:
批准:
年月日发布年月日实施
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片。
电动自行车工艺流程
47
检测外观 并清洁
工 序
工具
1 斜口钳
2 剥线钳
3
锡炉、电 烙铁
4
电烙铁、 专用夹具
5
电烙铁、 专用夹具
6
电烙铁、 专用夹具
7
电烙铁、 压线钳
8
十字螺丝 批
9 斜口钳
10 电烙铁
11
十字螺丝 批
12
十字螺丝 批
13 电烙铁
14 电烙铁
15 电烙铁
18
十字螺丝 批
19 电烙铁
23 镀锡
套/吹PVC 36 膜、修边
、贴条码
37 焊排线
24 保护板焊线 38 固定排线
焊接保护
39
板、绝缘 并固定保
护板
保护板充 、放功能 40 测试、测 内阻、记 录数据
41 装上盖
入壳、上
42
底盖、装 上、下盖
螺丝
测内阻、 43 电压、记
录数据
44
充、放电 循环测试
45 振动测试
46
测内阻、 电压
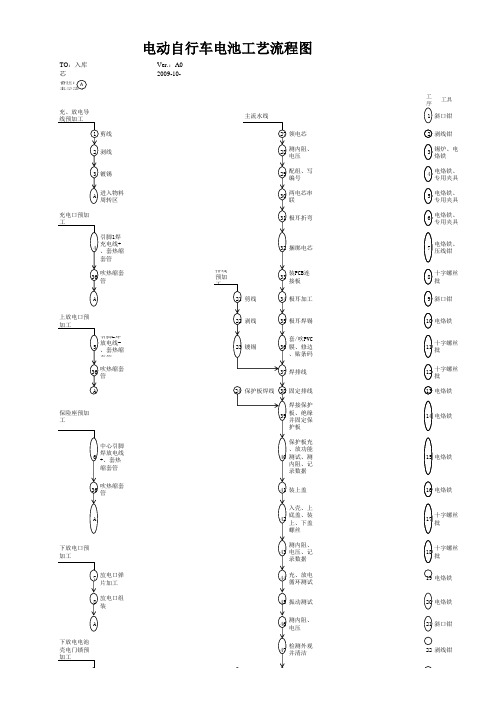
TFMO:入领库电
芯 备注: A 表示该工
电动自行车电池工艺流程图
VDeTr:.:A0 2009-10-
充、放电导 线预加工
1 剪线
2 剥线
3 镀锡
A
进入物料 周转区
充电口预加 工
引脚1焊
4
充电线+ 、套热缩
套管
36
吹热缩套 管
A
上放电口预 加工
引脚L焊
5
放电线、套热缩
套管
36
吹热缩套 管
A
保险座预加 工
# 内阻仪
#
电动车装配工艺图

FLX1000DW-2YZB 一序号 代号 零部件名称 数量 工步号工步内容自攻钉ST4.2×13 自攻卡大灯总成前面板FLX1000DW-2 YZB二仪表里程线仪表壳自攻钉ST4.2×13序号代号零部件名称数量工步号工步内容FLX1000DW-2YZB 三序号 代号 零部件名称数量 工步号工步内容前左转向灯前右转向灯头罩自攻钉ST4.2×13FLX1000DW-2YZB 七序号 代号 零部件名称 数量 工步号工步内容自攻钉ST4.2×13前后刹手柄调速转把左手把胶头罩组合大扁头M6×12五开关FLX1000DW-2YZB 七序号 代号 零部件名称 数量 工步号工步内容尾灯总成左右车体上下车体连接块车体装饰块FLX1000DW-2YZB 四序号 代号 零部件名称 数量 工步号工步内容前叉前挡泥前右减震前左减震M8×40里程线卡M6×12FLX1000DW-2 YZB五断电开关锁M6×12序号零部件名称数量工步号工步内容FLX1000DW-2YZB 六序号 代号 零部件名称 数量 工步号工步内容坐垫锁座M6×12拉索前围支架M6×12喇叭序号代号零部件名称数量工步号工步内容FLX1000DW-2 YZB七台阶螺栓M17×30×8拉簧侧支序号代号零部件名称数量工步号工步内容FLX1000DW-2 YZB七衬套主站架拉簧M10×20序号代号零部件名称数量工步号工步内容FLX1000DW-2 YZB七空气开关M3法兰螺母M3×30序号代号零部件名称数量工步号工步内容序号 代号 零部件名称 数量 工步号工步内容杂物箱脚踏板 脚踏板后段ST4.2×13自攻卡号码盖FLX1000DW-2 YZB九前胸充电座自攻钉ST4.3×16序号代号零部件名称数量工步号工步内容FLX1000DW-2YZB 十序号 代号 零部件名称 数量 工步号 工步内容后反射器法兰螺母M5后牌照支架法兰螺母M6垫片M6×12后牌照后挡泥FLX1000DW-2 YZB十一平叉撑杆平叉法兰螺母M10 序号代号零部件名称数量工步号工步内容FLX1000DW-2 YZB十二序号代号零部件名称数量工步号工步内容FLX1000DW-2 YZB十五序号代号零部件名称数量工步号工步内容。
电动车装配作业指导书

4、如图五、六所示:将内胎全部塞到轮圈内。
5、如图七所示:充气80%,拧上气门盖。
6、如图八所示:将前轮轴组件拆开,将前轴棍从前轮右侧穿入,左侧装入毂盖,右侧Ø16*Ø10.2*19衬套1个,外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧,左侧外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧。
1、内胎不得有明显扭曲,气门零部件工具 序号 名称 数序名称数序名称型号1 前轮外胎 1件 7 1 气压表2 前轮内胎 1件 8 2 打气管3 前轮毂 1件 93 打气接4 前轮毂盖 1件 10 4 专用扒5 前轮轴组件1套 11 5 工艺要求11.03.图一 图二 图七图八11.03.1、检查各部件外观,规格是否符合配置要求。
2、如图一、二、三所示:取后轮内胎,取下气门盖,将气嘴插入前轮毂气嘴盖孔,取外胎,一边扣到气嘴处轮圈内,依次将周边扣入,压一侧外胎入轮圈。
然后将内胎全部塞到轮圈内。
3、如图四所示:充气80%,拧上气门盖。
4、如图五、六所示:在电机右部(无线端)加厚度为2.5mm 飞轮垫圈(O 型圈)2个,将飞轮(有声16T 公制螺纹)安装在电机右端盖,装防转垫片1颗,M14*1.5螺母1颗。
1、内胎不得有明显扭曲,气门嘴不得偏斜,气嘴弯向右、胎标中心与气嘴对齐±10mm 、按(夏天240~370kpa ,冬天260~300 kpa )充上气2、飞轮应旋转灵活性,飞轮倒转应灵活无卡住现象,安装扭力不小于25N.m 。
工具 数序名称型号1 气压表2 打气管3 打气接4 专用扒5 壁纸刀作业内容图二 图三 图四 图五 图六图七工艺要求11.07.1、检查各部件外观,否符合配置要求。
2、如图所示:在电机右部(无线端)加厚度为2.5mm (O 型圈)2个,将飞轮公制螺纹)安装在电机右端盖。
新能源汽车、电动汽车整车装配流程、报告
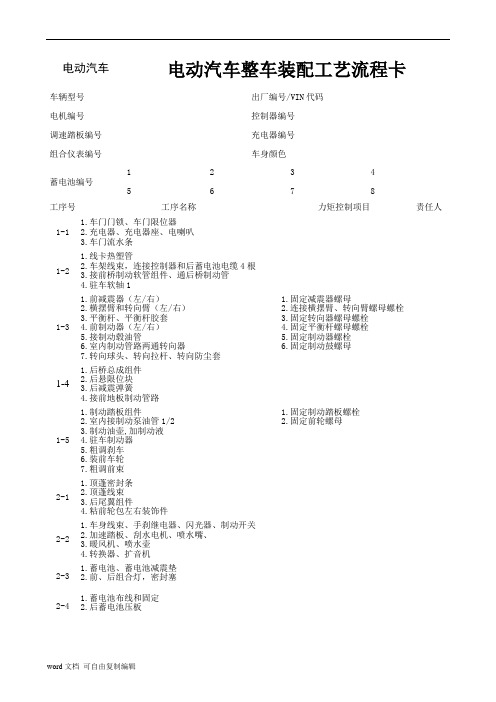
电动汽车电动汽车整车装配工艺流程卡车辆型号出厂编号/VIN代码电机编号控制器编号调速踏板编号充电器编号组合仪表编号车身颜色蓄电池编号1 2 3 45 6 7 8工序号工序名称力矩控制项目责任人1-1 1.车门门锁、车门限位器2.充电器、充电器座、电喇叭3.车门流水条1-2 1.线卡热塑管2.车架线束,连接控制器和后蓄电池电缆4根3.接前桥制动软管组件、通后桥制动管4.驻车软轴11-3 1.前减震器(左/右)2.横摆臂和转向臂(左/右)3.平衡杆、平衡杆胶套4.前制动器(左/右)5.接制动毂油管6.室内制动管路两通转向器7.转向球头、转向拉杆、转向防尘套1.固定减震器螺母2.连接横摆臂、转向臂螺母螺栓3.固定转向器螺母螺栓4.固定平衡杆螺母螺栓5.固定制动器螺栓6.固定制动鼓螺母1-4 1.后桥总成组件2.后悬限位块3.后减震弹簧4.接前地板制动管路1-5 1.制动踏板组件2.室内接制动泵油管1/23.制动油壶,加制动液4.驻车制动器5.粗调刹车6.装前车轮7.粗调前束1.固定制动踏板螺栓2.固定前轮螺母2-1 1.顶蓬密封条2.顶蓬线束3.后尾翼组件4.粘前轮包左右装饰件2-2 1.车身线束、手刹继电器、闪光器、制动开关2.加速踏板、刮水电机、喷水嘴、3.暖风机、喷水壶4.转换器、扩音机2-3 1.蓄电池、蓄电池减震垫2.前、后组合灯,密封塞2-4 1.蓄电池布线和固定2.后蓄电池压板word文档可自由复制编辑2-5 1.玻璃升降器(左/右)、玻璃导轨胶条2.车门玻璃(左/右)3.车门玻璃挡水条(左/右)4.电动门窗(选装)、中控锁(选装)工序号工序名称力矩控制项目责任人2-6 1.内饰2.内后视镜、遮阳板、内把手3.外后视镜、前后侧风窗胶条4.天线2-7 1.方向柱2.仪表板研配3.前后风挡玻璃和胶条4.粘侧围前/后风窗玻璃、雨刷5.粘顶盖密封条1.固定转向柱螺母螺栓2-8 1.仪表板组件2.点火开关、组合开关3.组合开关罩、方向盘1.固定方向盘螺母2-9 1.地板皮、中蓄电池罩2.车门密封条3.安全带、倒顺开关4.前后保险杠组件、密封塞、后轮包装饰件5.车门内护板、前格栅1.固定安全带的螺栓2-10 1.下线调试2.座椅安装,踏板胶块、轮辋装饰件3.粘标示、入库整车下线日期:整车下线检验卡检验项目实测数据结论检验员速度表示值标称值(30km/h) 制动性能制动距离(30km/h)前照灯发光强度 (cd) 左右前轮定位前束角(º)车轮外倾角(º)其它检验项目检验项目结论检验项目结论外观检验车身、装配检验风挡、门窗使用安全玻璃全车灯光齐全有效方向盘最大自由转向量符合要求后视镜齐全有效转向系工作可靠雨刮器齐全有效制动踏板自由行程符合要求轮胎符合标准轮胎螺母紧固可靠制动系无渗油漏气后桥无漏油驱动、变速系统紧固件检查3~10km行驶试验雨淋试验word文档可自由复制编辑整车下线检验日期:word文档可自由复制编辑。
电动车专业装配流程图
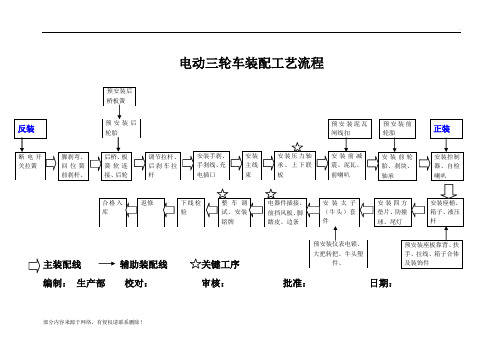
脚刹弯、回位簧前刹杆、
后桥、板簧软连接、后轮
调节拉杆、后刹车拉杆
安装手刹、手刹线、充电插口
安装主线束
安装压力轴承、上下联板
安装前减震、泥瓦、前喇叭
安装前轮胎、刹块、轴承
安装控制器、自检喇叭
安装座桶、箱子、液压杆
安装四方垫片、防撞球、尾灯
安装太子(牛头)套件
预安装后轮胎
预安装泥瓦闸线扣
预安装前轮胎
反装
正装
整车调试、安装铭牌
电器件插接、前挡风板、脚踏皮、边条
预安装座板靠背、扶手、拉线、箱子合体及装饰件
下线检验
返修
电动三轮车装配工艺Байду номын сангаас程
预安装后桥板簧
合格入库
预安装仪表电锁、大把转把、牛头塑件、
主装配线辅助装配线关键工序
编制:生产部校对:审核:批准:日期:
电动三轮车装配工艺卡片

xx电动车有限公司装配工艺过程卡产品型号产品代号产品名称第1页牛头倒装款通用通用电动三轮车共46页工序号W0001 工序名称漆后件周转车间整车工段工序类别关键工序序号图号名称单位数量工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按照生产计划及上线顺序,确认漆后件,只周转检验合格分拣不合格品,品管部评审。
周转车、毛毡布互检:漆面有无橘皮、流的漆后件。
有漆面接触的部位就有防护挂、残渣、针孔、色差等2 周转过程中,摞放时要采取防护措施,避免漆面磕碰损伤。
摞放高度不超过4个缺陷以及磕碰、变形、划3 车架摞放,采取前后交错的方式;摞放高度不超过4个伤等4 车厢摞放,采取底—底、面—面相对的方式;自检:磕碰、变形、划伤编制审核会签A 赵彬编制 审核 会签A B 工序号 W0001 工序名称漆后件周转 车间 整车工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 1 BV504DQZKB 504DQZK-2801010B1 504DQZK-8500010B 800×880 折叠车厢 504DQZK-2802010B1 专用座桶 2 BV504DQZKC 504DQZK-2801010C1 504DQZK-6800100C 830×740折叠车厢 504DQZK-2802010C专用座桶 3 BV504DQZKD 504DQZK-2801010D 加宽车架504DQZK-8500010D 830×910折叠车厢专用座桶5 BV504DQZK-2B BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 504DQZK-2-2802010B小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 5 BV504DQZK-2C BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 6 BV504DQZK-4A BV504DQZK-4-2800001A BV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护 7 BV504DQZK-4C BV504DQZK-4-8500001 1.1m×0.8m 小方座桶504DQZK-4-8500020C 980×755×425单开高护 8 BV504DQZK-4D BV504DQZK-4-8500001D 1.1m×0.8m小方座桶 504DQZK-4-2801030D/40D 280×755×425前后双护栏 9 BV505DQZK-4A BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 10 BV505DQZK-4B BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 11 BV505DQZK-5A BV504DQZK-4-2800001ABV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护BV505DQZK-5CBV504DQZK-4-8500001 1.1m×0.8m小方座桶504DQZK-4-8500020C980×755×425单开高护编制 审核 会签A B BV505DQZK-5DBV504DQZK-4-8500001D1.1m×0.8m 小方座桶504DQZK-4-2801030D/40D 280×755×425前后双护栏 工序号 W0001 工序名称漆后件周转车间 整车 工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 12 BV505DQZK-6A504DQZK-2801010B1504DQZK-8500010B800×880 折叠车厢 504DQZK-2802010B1专用座桶13 14 15 16工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按车型确认物料车型电机半管长度BV504DQZKB 48V 350W 270mm, 后桥总长670,支架390*15下置,无拉杆支架BV504DQZKC 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZKD 48V 350W 350mm, 后桥总长830,支架540*15下置BV504DQZK-2B/2C 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZK-4A/4C/4D 48V 350W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-4A/4B 48V 500W 295mm, 后桥总长720,支架385*15下置,BV505DQZK-5A/5C/5D 48V 500W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-6A 48V 500W 270mm, 后桥总长670,支架390*15下置,编制审核会签A B工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注2 将电机放置到装配台架上,如图1示,把左半桥配装到电目测弹垫压平气扳机目视电机轴向与后桥轴机上(电机加油口与后桥板簧座反向),用6颗M8*12的内向平行高度无明显偏斜六角螺丝加6颗Φ8弹垫连接,先如图2用气扳机(带六角紧固扭力矩值:16-21N.m旋具头)打紧,再用9mm六角扳手复紧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FLX1000DW-2
YZB 一
序号 代号 零部件名称 数量 工步号
工步内容
自攻钉ST4.2×13 自攻卡
大灯总成
前面板
FLX1000DW-2 YZB二
仪表
里程线
仪表壳
自攻钉
ST4.2×13
序号代号零部件名称数量工步号工步内容
FLX1000DW-2
YZB 三
序号 代号 零部件名称
数量 工步号
工步内容
前左转向灯
前右转向灯
头罩
自攻钉ST4.2×13
FLX1000DW-2
YZB 七
序号 代号 零部件名称 数量 工步号
工步内容
自攻钉ST4.2×13
前后刹手柄
调速转把
左手把胶
头罩组合
大扁头M6×12
五开关
FLX1000DW-2
YZB 七
序号 代号 零部件名称 数量 工步号
工步内容
尾灯总成
左右车体
上下车体连接块
车体装饰块
FLX1000DW-2
YZB 四
序号 代号 零部件名称 数量 工步号
工步内容
前叉
前挡泥
前右减震
前左减震
M8×40
里程线卡
M6×12
FLX1000DW-2 YZB五
断电开
关锁
M6×12
序号零部件名称数量工步号工步内容
FLX1000DW-2
YZB 六
序号 代号 零部件名称 数量 工步号
工步内容
坐垫锁座
M6×12
拉索
前围支架
M6×12
喇叭
序号代号零部件名称数量工步号工步内容
FLX1000DW-2 YZB七
台阶螺栓
M17×30×8
拉簧
侧支
序号代号零部件名称数量工步号工步内容
FLX1000DW-2 YZB七
衬套
主站架拉簧
M10×20
序号代号零部件名称数量工步号工步内容
FLX1000DW-2 YZB七
空气开关
M3法兰
螺母
M3×30
序号代号零部件名称数量工步号工步内容
序号 代号 零部件名称 数量 工步号
工步内容
杂物箱
脚踏板 脚踏板后段
ST4.2×13
自攻卡
号码盖
FLX1000DW-2 YZB九
前胸
充电座
自攻钉
ST4.3×16
序号代号零部件名称数量工步号工步内容
FLX1000DW-2
YZB 十
序号 代号 零部件名称 数量 工步号 工步内容
后反射器
法兰螺母M5
后牌照支架
法兰螺母M6
垫片
M6×12
后牌照
后挡泥
FLX1000DW-2 YZB十一
平叉撑杆平叉
法兰螺
母M10 序号代号零部件名称数量工步号工步内容
FLX1000DW-2 YZB十二序号代号零部件名称数量工步号工步内容
FLX1000DW-2 YZB十五序号代号零部件名称数量工步号工步内容。