可编程控制器操作手册 德国西门子公司
西门子S7200系列可编程控制器介绍

2.CPU224型PLC端子介绍
基本输入端子CPU224输入电路参见图2-2第二章\图21.doc, 基本输出端子 第二章\图22.doc 高速反应性 模拟电位器模拟电位器用来改变特殊寄存器(SM28,SM29)中的数值,以 改变程序运行时的参数。如定时器、计数器的预置值,过程量的控制参数。 存储卡该卡位可以选择安装扩展卡。扩展卡有EEPROM存储卡,电池和时钟卡 等模块。存储卡用于用户程序的拷贝复制
2.4.3 寻址方式
01
直接寻:址直接寻址是在指令 中直接使用存储器或寄存器的 元件名称(区域标志)和地址 编号,直接到指定的区域读取 或写入数据。有按位、字节、 字、双字的寻址方式,如图28所示 第二章\30.doc 。
02
间接寻址:间接寻址时操作数 并不提供直接数据位置,而是 通过使用地址指针来存取存储 器中的数据。在S7-200中允 许使用指针对I、Q、M、V、S、 T、C(仅当前值)存储区进行 间接寻址(1)使用间接寻址 前,要先创建一指向该位置的 指针。 (2)指针建立好后, 利用指针存取数据。如图2-9 所示第二章\31.doc 。
01
内部标志位存储器(中间继电器)M
02
内部标志位存储器,用来保存控制继电器 的中间操作状态,其作用相当于继电器控 制中的中间继电器,内部标志位存储器在 PLC中没有输入/输出端与之对应,其线 圈的通断状态只能在程序内部用指令驱动, 其触点不能直接驱动外部负载,只能在程 序内部驱动输出继电器的线圈,再用输出 继电器的触点去驱动外部负载。
2
中断输入允许以极快的速度对过程信号的 上升沿作出响应。
(6)EEPROM 存储器模块
可作为修改与拷贝程序的快速工具,无需编 程器并可进行辅助软件归档工作。
PLC控制器说明书
PLC控制器使用说明书承德承申自动化计量仪器有限责任公司本套系统适用于定量给料机,固体流量计,皮带秤。
采用了德国西门子S7-200系列PLC,具有运行稳定,精度高,扩展能力强的优点。
采用西门子大屏幕触摸屏,使的操作画面更加清晰直观易于操作。
数据输入全部采用屏幕软键盘,用户更加方便操作。
本系统可完全替代原装申克系列仪表应用的场合,其部分性能已超越原装仪表且价格低廉,扩展性能强。
以下部分是整个系统的操作解释,用户务必连续阅读。
首先是系统上电后的主画面:Array上电后触摸屏有一个自检过程过几十秒后与PLC连接成功,出现主画面。
在主画面中显示了两台给料机的工作画面。
如果此时有报警则在画面的右上角出现报警提示,用手点击报警提示,即可看到具体的报警信息。
主画面介绍:画面分为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们以一号给料机为例进行介绍。
“#1启动”键用于启动给料机。
“#1停车”键用于停止给料机。
“ON/OFF”用于表示当前给料机的运行状态是处于启动状态或者停止状态下。
“G-MODE/V-MODE”用于表示当前给料机的运行模式是处于称量状态或者容积状态下。
“设定流量”表示当前给料机的设定值,用手按“设定流量”后面的数字即可出现一幅由数字和部分字母构成的屏幕键盘,在键盘上按相应的数字键和确认键即可完成对“设定流量”的修改。
(B07中的设定值为“触摸屏”时有效)“实际流量”表示当前给料机的实际流量值。
“皮带负荷”表示当前给料机的称量端负荷值。
“皮带速度”表示当前给料机的皮带速度值。
“累计流量”表示当前给料机的累计流量值。
主画面介绍完了,下面介绍功能画面:“功能键”位于主画面的左上角,点击“功能键”即可出现“功能画面”如下图:主画面介绍:“系统功能画面”分仍为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们仍以一号给料机为例进行介绍。
1、标定功能:根据实际应用参数对程序进行必要的设置,以便精确的应用在实际现场中。
西门子S7-1200-PROFIBUS-CM-1242-5操作说明
1.4
运行要求............................................................................................................................... 8
1.5
PROFIBUS 组态示例............................................................................................................ 9
合格的专业人员
本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。其操作必须遵照各自附带的文件说明,特 别是其中的安全及警告提示。 由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危 险。
Siemens 产品
请注意下列说明:
商标 责任免除
警告 Siemens 产品只允许用于目录和相关技术文件中规定的使用情况。如果要使用其他公司的产品和组件,必须得到 Siemens 推荐和允许。正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前 提。必须保证允许的环境条件。必须注意相关文件中的提示。
5.2 5.2.1 5.2.2 5.2.3 5.2.4 5.2.5
诊断 .................................................................................................................................... 25 诊断方法............................................................................................................................. 25 DP 从站诊断....................................................................................................................... 26 标准诊断............................................................................................................................. 28 DP-V1 中的设备特定诊断 ................................................................................................... 30 DP-V0 中的设备特定诊断 ................................................................................................... 34
西门子PLC编程实例西门子可编程控制器实验与指导实验一

西门子可编程控制器实验与指导实验一实验一 比较指令实验一、实验目的1.掌握数值比较的使用方法。
2.进一步熟悉PLC 的输入。
二、实验内容数值比较比较指令用于比较两个数值IN1=IN2 IN1﹥=IN2 IN1﹤=IN2IN1﹥IN2 IN1﹤IN2 IN1﹤﹥IN2字节比较操作是无符号的,整数比较操作是有符号的,双字比较操作是有符号的,实数比较操作是有符号的。
对于LAD 和FBD :当比较结果为真时,比较指令使能点闭合(LAD )或者输出接通(FBD )。
对于STL :当比较结果为真时,将栈顶值置1。
当你使用IEC 比较指令时,你可以使用各种数据类型作为输入,但是,两个输入的数据类型必须一致。
梯形图图3-1语句表说明 表3-1 步 序指 令 器件号 说明 1LD I0.0 调节模拟调节电位器0来改变SMB28的数值。
当SMB28中的数值小于等于50时,Q0.0输出 当SMB28中的数值大于等于150时,Q0.1输出 当比较结果为真时,状态指示器点亮。
2LPS 3AB ﹤﹦ SMB28,50 4= Q0.0 5LPP 6AB ﹥= SMB28,150 7 = Q0.1实验二计数/高速计数指令实验一、实验目的1.掌握计数器指令的使用和设置2.了解高速计数器不同的操作模式下,模块的功能。
3.进一步的熟悉PLC的指令输入。
二、实验内容1.增计数器增计数指令(CTU)从当前计数值开始,在每一个(CU)输入状态从低到高时递增计数,当CXX的当前值大于等于预置值PV时,计数器位CXX置位,当复位端(R)接通或者执行复位指令后,计数器被复位,当它达到最大值(32,767)后,计数器停止计数。
STL操作:(1)复位输入:栈顶(2)计数输入:其值被装载在第二个堆栈中。
2.减计数器减计数指令(CTD)从当前计数值开始,在每一个(CD)输入状态的低到高时递减计数。
当CXX的当前值等于0时,计数器位CXX置位。
当装载输入端(LD)接通时,计数器的当前值设为预置值PV。
S7-200 SMART 可编程控制器 样本(2017)
产品样本• 09.2017/smartS7-200 SMART 可编程控制器西门子公司一直致力于工业自动化最新技术的研发、推广及应用,在过去的160 多年里,为广大的工业客户带来了可靠高效的自动化产品,完善的自动化解决方案,提高了客户的生产效率,增强了客户的市场竞争力。
西门子SIMATIC 控制器系列是一个完整的产品组合,包括从最基本的智能逻辑控制器LOGO!以及 S7 系列高性能可编程控制器,再到基于 PC 的自动化控制系统。
无论多么严苛的要求,它都能根据具体应用需求及预算,灵活组合、定制,并一一满足。
SIMATIC S7-200 SMART 是西门子公司经过大量市场调研,为中国客户量身定制的一款高性价比小型 PLC 产品。
结合西门子 SINAMICS 驱动产品及 SIMATIC 人机界面产品,以 S7-200 SMART 为核心的小型自动化解决方案将为中国客户创造更多的价值。
2模拟量输入/输出模块技术规范 ................................... 26数字量输入/输出信号板技术规范 ............................... 27模拟量输入信号板技术规范 ....................................... 27模拟量输出信号板技术规范 ....................................... 27RS485/232 信号板技术规范 ....................................... 27电池信号板技术规范 .................................................. 27热电阻模块技术规范 .................................................. 28热电偶模块技术规范 .................................................. 28PROFIBUS-DP 从站通信模块 ........................................ 28电源模块 ................................................................... 28安装尺寸图 ................................................................ 29订货号说明 ................................................................ 29模块和信号板接线示意图 ........................................... 30经济型 CPU 概览 ....................................................... 33经济型 CPU 技术规范 ................................................ 34经济型 CPU 接线示意图 ............................................. 36订货数据 . (39)产品亮点 ................................................................... 04CPU 模块 ................................................................... 06信号板 ....................................................................... 08网络通信 ................................................................... 09运动控制 ................................................................... 10编程软件 ................................................................... 12小型自动化解决方案 .................................................. 14技术规范 ................................................................... 16CPU SR20/ST20 技术规范 ........................................... 16CPU SR30/ST30 技术规范 ........................................... 18CPU SR40/ST40 技术规范 ........................................... 20CPU SR60/ST60 技术规范 ........................................... 22数字量输入模块技术规范 ........................................... 24数字量输出模块技术规范 ........................................... 24数字量输入/输出模块技术规范 ................................... 25模拟量输入模块技术规范 ........................................... 26模拟量输出模块技术规范 . (26)目录3SIMATIC S7-200 SMART 产品亮点机型丰富,更多选择提供不同类型、I/O 点数丰富的CPU 模块,单体I/O 点数最高可达60点,可满足大部分小型自动化设备的控制需求。
西门子CPU224CN型可编程控制器成套设备实训指导手册(大)
西门子 CPU224CN型 可编程控制器成套设备实训指导手册(A)亚龙科技集团有限公司前 言可编程序控制器(programmable controller)简称PLC,它是美国60年代来在传统的顺序控制器基础上引入微电子技术和计算机技术而研制出的新型工业自动控制装置。
当前,在我国PLC已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻工、交通运输、环保以及文化娱乐等各种行业。
随着工业控制技术的进步,可编程控制器已广泛地应用于工业生产过程的自动控制领域。
为了适应社会的需要,许多大、中专院校已经开设了这方面的课程。
而可编程控制器的应用技术是一门实践性很强的学科,只有通过实际操作,才能较好地掌握这门技术。
为了满足教学的需要,提高教学质量,给老师和学生创造一个理想的实训条件,我公司根据教育部颁的教学大纲,开发了一整套可编程控制器的实训设备。
其中包括可编程控制器主机及六种教学实训模型。
并且提供相应的梯形图和指令表,供学生演示实训。
学生也可以根据教学模型的特点自己设计梯形图和编写程序。
在教学模型的设计上,我公司力争做到,实用性强,可靠性高,形象真实、表现充分,以改过去教学模型的呆板或抽象。
使老师教学更加生动,使学生学习更有趣味,使师生们在使用时感到轻松,方便。
实训主机选用西门子公司生产的S7-200 CPU226CN型PLC,这种PLC结构紧凑、可靠性高、组成灵活、操作方便。
实训演示单元目前开发了交流三相电动机控制、全自动洗衣机控制、步进电机控制、交通信号灯控制、四层电梯控制及电镀自动生产线控制等。
学生通过实训,可以加深理解各种指令的特点及其功能、提高编程技巧、培养学生应用PLC的能力。
本手册共分三部分,第一部分介绍S7-200编程软件的使用,第二部分是编程训练,第三部分介绍PLC的应用实训。
本手册由于编写时间仓促、如有不当之处恳切希望读者批评指正。
目 录第一部分 STEP7-MICRO/WIN32编程软件 (1)一、STEP7-M ICRO/WIN32软件的使用 (1)二、STEP7-M ICRO/WIN32简介 (5)三、程序编制及运行 (9)四、实训步骤 (12)五、实训注意事项 (12)第二部分可编程控制器基本指令及实训设备 (13)一、亚龙PLC实训成套设备 (13)二、SIEMENS CPU224CN可编程控制器简介 (13)三、可编程控制器基本指令训练 (14)第三部分 PLC应用实训 (17)实训一全自动洗衣机的控制 (17)实训二三相电动机的顺序控制 (20)实训三步进电机控制 (23)实训四交通灯控制 (27)实训五抢答器的控制系统 (30)实训六电镀生产线控制 (32)实训七水塔水位自动控制 (36)实训八自控成型机 (39)实训九自动送料装车系统 (42)实训十多种液体自动混合 (45)实训十一自控轧钢机 (48)实训十二邮件分拣机 (52)实训十三铁塔之光 (56)实训十四七段数码管 (59)第一部分 STEP7-Micro/WIN32编程软件一、STEP7-Micro/WIN32软件的使用1、概述编程软件STEP7-Micro/WIN32 Version 3.1适用于S7-200系列PLC的系统设置(CPU组态)、用于程序开发和实时监控运行;升级版Microwin3.1 SPL扩充了V3.1的功能;Toolbox(工具箱)提供用户指令和触摸屏TP070的组态软件;汉化软件是针对SP1和Toolbox的软件,但不能汉化V3.1及早期版本的软件。
可编程控制器指导书(西门子)

第一章可编程控制器简介可编程控制器是60年代末在美国首先出现,当时叫可编程逻辑控制器PLC (Programmable Logic Controller),目的是用来取代继电器,以执行逻辑判断、计时、计数等顺序控制功能。
PLC的基本设计思想是把计算机功能完善、灵活、通用等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,控制器的硬件是标准的、通用的。
根据实际应用对象,将控制内容编成软件写入控制器的用户程序存储器内。
控制器和被控对象连接方便。
随着半导体技术,尤其是微处理器和微型计算机技术的发展,到70年代中期以后,PLC已广泛地使用微处理器作为中央处理器,输入输出模块和外围电路也都采用了中、大规模甚至超大规模的集成电路,这时的PLC已不再是逻辑判断功能,还同时具有数据处理、PID调节和数据通信功能。
可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算,顺序控制、定时、计算和算术运算等操作的指令,并通过数字式和模拟式的输入输出,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用微处理器的优点。
可编程控制器对用户来说,是一种无触点设备,改变程序即可改变生产工艺,因此可在初步设计阶段选用可编程控制器,在实施阶段再确定工艺过程。
另一方面,从制造生产可编程控制器的厂商角度看,在制造阶段不需要根据用户的订货要求专门设计控制器,适合批量生产。
由于这些特点,可编程控制器问世以后很快受到工业控制界的欢迎,并得到迅速的发展。
目前,可编程控制器已成为工厂自动化的强有力工具,得到了广泛的应用。
一、PLC的结构及各部分的作用可编程控制器的结构多种多样,但其组成的一般原理基本相同,都是以微处理器为核心的结构。
通常由中央处理单元(CPU)、存储器(RAM、ROM)、输入输出单元(I/O)、电源和编程器等几个部分组成。
(完整word版)西门子PLC操作手册(24个点)
5.PLC串口通讯线一条
三、实验原理
1.工作原理接线图如图二所示
2.三相电动机顺序控制要求如下:
(1)先拨上正转开关SB1,再拨下SB1,电机以Y-△方式启动,Y形接法运行5秒后转换为△形运行。
(2)先拨上停止开关SB3,再拨下SB3,电机立即停止运行。
(3)先拨上反转开关SB2,再拨下SB2,电机以Y-△方式启动,Y形接法运行5秒后转换为△形运行。
(4)先拨上停止开关SB3,再拨下SB3,电机立即停止运行。
四、实验步骤
1、先将PLC的电源线插进PLC侧面的电源孔中,再将另一端插到220V电源插板。
2、将PLC的电源开关拨到关状态,严格按图二接线,注意12V电源的正负不要短接,电路不要短路,否则会损坏PLC触点。
3、将PLC的电源开关拨到开状态,并且必须将PLC串口置于ON状态,然后通过计算机或编程器将程序下载到PLC中,下载后,再将PLC的电源开关拨到关状态。
5、PLC串口通讯线一条
三、实验原理:
1.工作原理接线图如图六所示:
2.四台电机的控制要求如下:
四台电机启动时每隔1s依次启动,停止时,四台电机同时停止。
3.报警器的控制要求是当条件X1=ON时蜂鸣器鸣叫,同时,报警灯连续闪烁10次,每次亮1.5s,熄灭1s,此后,停止发光报警。
四、实验步骤:
1、先将PLC的电源线插进PLC侧面的电源孔中,再将另一端插到220V电源插板。
5.PLC串口通讯线一条
三、工作原理
1.工作原理接线图如图四所示:
2.交通灯控制要求:
(1)该单元设有启动和停止开关S1、S2,用以控制系统的“启动”与“停止”。S3还可屏蔽交通灯的灯光。
(2)交通灯显示方式。
plc 西门子 中文手册

4
产品概述
第1章
显示面板
文本显示器(TD 200和TD 200C)
TD 200和TD 200C是20字符双行显示器,可以连接在S7--200上。通过TD 200向导,您可以轻松地 在S7 -- 200上实现文本消息和其它应用程序数据的显示。
TD 200和TD 200C可以为您提供价格低廉 的人机界面,通过它们您将能够查看、监 控和改变应用程序的过程变量。
新的诊断工具:可组态诊断LED
新指令: 夏令时(READ_RTCX和SET_RTCX)、间隔定时器(BITIM, CITIM)、清除中断 事件(CLR_EVNT)以及诊断LED(DIAG_LED)。
POU和库的增强功能:新型字符串常量和添加的间接寻址支持更多存储类型,增强了使用 USS库函数对西门子变频器读写参数功能的支持。
S7--200 CPU
S7--200 CPU将一个微处理器、一个集成电源和数字量I/O点集成在一个紧凑的封装中,从而形成了一 个功能强大的微型PLC,参见图1-1。在下载了程序之后,S7 -- 200将保留所需的逻辑,用于监控应用 程序中的输入输出设备。
状态LED:
I/O LED
系统错误/诊断
(SF/DIAG)
可在运行模式下编辑4096字节4096字节8192字节12288字节16384字节不可在运行模式下编4096字节4096字节12288字节16384字节24576字节辑数据存储区2048字节2048字节8192字节10240字节10240字节掉电保持时间50小时50小时100小时100小时100小时本机io数字量6486141014102416入出入出入出入出入出模拟量21入出扩展模块数量0个模块2个模块17个模块17个模块17个模块1高速计数器单相4路30khz4路30khz6路30khz4路30khz6路30khz2路200khz双相2路20khz2路20khz4路20khz3路20khz4路20khz1路100khzdc2路20khz2路20khz2路20khz2路100khz2路20khz脉冲输出模拟电位器11222实时时钟配时钟卡配时钟卡内置内置内置通讯口1rs4851rs4851rs4852rs4852rs485浮点数运算有io256128128映象区入出布尔指令执行速度022?s指令1您必须对电源消耗作出预算从而确定s7200cpu能为您的配置提供多少功率或电流
plc 西门子 中文手册

使用入门STEP7--Micro/WIN软件使您能够很容易地对S7--200进行编程。
通过一个简单例子程序的几个简短步骤,您将学会如何在S7--200中连接、编程和运行程序。
为了完成这个例子程序,您需要PPI多主站电缆、S7--200CPU和能运行STEP7--Micro/WIN软件的编程设备。
本章内容:................................................................连接S7--200CPU8................................................................创建一个例子程序10 ...................................................................下载例子程序14...........................................................将S7--200转入运行模式14S7-200可编程控制器系统手册连接S7--200CPU连接S7--200十分容易。
在本例中,您只需要给S7--200CPU供电,然后在编程设备与S7--200CPU 之间连上通讯电缆即可。
给S7--200CPU供电第一个步骤就是要给S7--200的CPU供电。
图2-1给出了直流供电和交流供电两种CPU模块的接线方式。
在安装和拆除任何电气设备之前,必须确认该设备的电源已断开。
在安装或拆除S7--200之前,必须遵守相应的安全防护规范,并务必将其电源断开。
警告在带电情况下对S7--200及相关设备进行安装或接线有可能造成电击或者操作设备误动作。
在安装或拆卸过程中,如果没有切断S7--200及相关设备的供电,有可能导致死亡或者严重的人身伤害和设备损坏。
必须遵循适当的安全防护规范,并确认S7--200的电源已断开。
SIEMENS PLC编程指南说明书

46
Festo — GAMM-A33 — 2021-10b
Technical data
– When using cylinders with cushioning (e.g. PPV or PPS), the specified characteristic values are only guaranteed in areas outside the cushioning range.
Festo — GAMM-A33 — 2021-10b
43
Commissioning
1. Parameter values available for current test run: A change of parameters is taken over directly upon completion of an input (confirmation by pressing Enter or by clicking outside the input field) so that the effects become visible during operation (live). If the Motion App is stopped and the test mode page is exited or [Discard changes] (è following figure) is actuated, the set parameters are discarded. This step is shown in italic font.
Fig. 12: Constant function [Rectangular funktion] Specification of minimum and maximum value of the setpoint value curve (% with regard to usable stroke) as well as period (s)
西门子PXC使用说明书

所需最大DC安培数/功率 提供0.6A/14.4W ( 24VDC) 提供1.2A /28.8 W ( 24VDC) 不提供电源 0.046A / 1.1W 0.058A / 1.4W 0.063A / 1.5W 0.075A / 1.8W 0.092A / 2.2W 0.096A / 2.3W 0.071A / 1.7W 0.079A / 1.9W
以太网 / RS-485总线
PXC模块化可 编程控制器
Insight 用户端
PXC 紧凑型可 编程控制器
楼层级网络 是通过PXC 模块化可编
程控制器进 行扩展的, 也 可通过MEC 或MBC扩展
楼层级(FLN)
点模块
RS-485总线
TEC
变频器
3
Insight 用户端
PXC 紧凑型可 编程控制器
PXC模块化可编程控制器
管理级(MLN)
控制器可以通
过二种方式进
行点数的扩
展;“自助”
总线和扩展
总线
自控级(ALN)
以太网
Insight 数据库服务器
以太网/ RS-485 (4条)
Insight 用户端
TCP/IP(6400个设备)
Insight 用户端
RS-485(100个设备)
总线扩展模块 PXX.485.3
电源模块TXS.12F4
n 自适应控制功能优点 p 使系统响应时间更快 p 减小震荡 p 消除静态误差 p 节省调试时间 p 提高控制精度 p 延长设备使用周期 p 减少维护成本 p 节约能耗
11
采用自适应控制的AHU送风温度控制
图例显示的是一台空调机组送风温度控制 n 前半段使用PID控制,后半段使用自适应控制后。水阀的输出稳定了很
西门子 SIMATIC S7-300 可编程控制器 说明书

模块
总线连接器
DIN导轨
DIN导轨
PS CPU (选件) (选件) S7-300 结构
IM SM SM SM SM SM SM
Siemens ST 70.2C·2003
3
综述
SIMATICห้องสมุดไป่ตู้S7-300
结构 简单的结构使得 S7-300 灵活 而易于维护 • DIN 标准导轨安装 只需简单地将模块钩在 DIN标准的安装导轨上, 转动到位,然后用螺栓锁 紧。 • 集成的背板总线 背板总线集成在模块上, 模块通过总线连接器相 连,总线连接器插在机壳 的背后。 • 更换模块简单并且不会 弄错 更换模块时,只需松开 安装螺钉。很简单地拔 下已经接线的前连接 器。在连接器上的编码 防止将已接线的连接器 插到其他的模块上。 可靠的接线端子 对于信号模块可以使用 螺钉型接线端子或弹簧 型接线端子 • TOP 连接 采用一个带螺钉或夹紧连 接的 1 至 3 线系统进行预 接线。或者直接在信号模 块上进行接线。 确定的安装深度 所有的端子和连接器都在 模块上的凹槽内,并有端 盖保护,因此所有的模块 都有相同的安装深度。 没有槽位的限制 信号模块和通讯处理模块 可以不受限制地插到任何 一个槽上, 系统自行组态。
扩展机架(CR)
max.10m 368连接电缆 主机架(CR)
CPU 24V DC
IM 365
扩展能力(水平排列,CPU 314 以上)
4
Siemens ST 70.2C·2003
综述
SIMATIC S7-300
结构(续) 如果用户的自控系统任务需 要多于 8 个信号模块或通讯 处理器模块时,则可以扩展 S7-300 机架(CPU314 以上) • 在 4 个机架上最多可安装 32 个模块 最多3个扩展机架(ER) 可 以接到中央机架(CR) 上 每个机架 (CR/ER) 可以插 入8个模块 • 通过接口模块连接 每个机架上 (CR/ER) 都有 它自己的接口模块。它总 是插在CPU旁边的槽内, 负责与其他扩展机架自 动地进行通讯。 - 通过 IM365 扩展 可扩展 1 个机架, 最长 1 米,电源也是由此扩 展提供。 - 通过 IM360/361 扩展 可扩展 3 个机架, 中央 机 架 (CR) 到 扩 展 机 架 (ER) 及 扩 展 机 架 之 间 的距离最大为 10 米。 • 独立安装 每个机架可以距离其他 机架很远进行安装,两 个机架间(主机架与扩展 机架,扩展机架与扩展 机 架 ) 的 距 离 最 长 为 10 米。 灵活布置 机 架 (CR/ER) 可 以 根 据 最佳布局需要,水平或 垂直安装。
Siemens 编程与操作手册说明书

2.4.7Tapping with compensating chuck - CYCLE840ProgrammingCYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT, AXN) ParametersParameter Data type DescriptionRTP REAL Retraction plane (absolute)RFP REAL Reference plane (absolute)SDIS REAL Safety clearance (enter without sign)DP REAL Final drilling depth (absolute)DPR REAL Final drilling depth relative to the reference plane (enter withoutsign)DTB REAL Dwell time at thread depth (chip breakage)SDR INT Direction of rotation for retractionValues: 0 (automatic direction reversal), 3 or 4 (for M3 or M4) SDAC INT Direction of rotation after end of cycleValues: 3, 4 or 5 (for M3, M4 or M5)ENC INT Tapping with/without encoderValues: 0 = with encoder, 1 = without encoderMPIT REAL Thread lead as a thread size (signed):Range of values 3 (for M3) to 48 (for M48)PST REAL Thread lead as a value (signed)Range of values: 0.001 ... 2000.000 mmTool axisAXN INTValues1):1: 1st axis of the current plane2: 2nd axis of the current plane3: 3rd axis of the current plane1)The definition of the 1st, 2nd, and 3rd axes depends upon the current plane selected. FunctionThe tool drills at the programmed spindle speed and feedrate to the entered final threaddepth.This cycle is used to program tapping with the compensating chuck:●Without encoder●With encoder.SequenceTapping with compensating chuck without encoderPosition reached prior to cycle start:The drilling position is the position in the two axes of the selected plane.The cycle creates the following sequence of motions:●Approach of the reference plane brought forward by the safety clearance by using G0●Tapping to the final drilling depth●Dwell time at tapping depth (parameter DTB)●Retraction to the reference plane brought forward by the safety clearance●Retraction to the retraction plane with G0Sequence of operationsTapping with compensating chuck with encoderPosition reached prior to cycle start:The drilling position is the position in the two axes of the selected plane.The cycle creates the following sequence of motions:●Approach of the reference plane brought forward by the safety clearance by using G0●Tapping to the final drilling depth●Dwell time at thread depth (parameter DTB)●Retraction to the reference plane brought forward by the safety clearance●Retraction to the retraction plane with G0Explanation of the parametersFor the parameters RTP, RFP, SDIS, DP, DPR, refer to Section "Drilling, centering -CYCLE81 (Page 122)".DTB (dwell time)The dwell time must be programmed in seconds.SDR (direction of rotation for retraction)SDR=0 must be set if the spindle direction is to reverse automatically.If the machine data is defined such that no encoder is set (in this case, machine dataMD30200 $MA_NUM_ENCS is 0), the parameter must be assigned the value 3 or 4 for thedirection of rotation; otherwise, alarm 61202 "No spindle direction programmed" is outputand the cycle is aborted.SDAC (direction of rotation)Because the cycle can also be called modally (see Section "Graphical cycle support in theprogram editor (Page 118)"), it requires a direction of rotation for tapping further threadedholes. This is programmed in parameter SDAC and corresponds to the direction of rotationprogrammed before the first call in the higher-level program. If SDR=0, the value assigned toSDAC has no meaning in the cycle and can be omitted in the parameterization.ENC (tapping)If tapping is to be performed without encoder although an encoder exists, parameter ENCmust be assigned value 1.If, however, no encoder is installed and the parameter is assigned the value 0, it is ignored inthe cycle.MPIT and PIT (thread lead as a thread size and as a value)The parameter for the lead is only relevant if tapping is performed with encoder. The cycle calculates the feedrate from the spindle speed and the lead.The value for the thread lead can be defined either as the thread size (for metric threads between M3 and M48 only) or as a value (distance from one thread turn to the next as a numerical value). Any parameters not required are omitted in the call or assigned the value zero.If the two lead parameters have conflicting values, alarm 61001 "Thread lead wrong" is generated by the cycle and cycle execution is aborted.NoteDepending on the settings in machine data MD30200 $MA_NUM_ENCS, the cycle selects whether tapping is to be performed with or without encoder.The direction of rotation for the spindle must be programmed with M3 or M4.In thread blocks with G63, the values of the feedrate override switch and spindle speed override switch are frozen to 100%.A longer compensating chuck is usually required for tapping without encoder.AXN (tool axis)The following figure presents the options for the drilling axes to be selected.With G17:●AXN=1; Corresponds to X●AXN=2; Corresponds to Y●AXN=3; Corresponds to ZUsing AXN (number of the drilling axis) to program the drilling axis enables the drilling axis tobe directly programmed.AXN=1 1st axis of the current planeAXN=2 2nd axis of the current planeAXN=3 3rd axis of the current planeFor example, to machine a hole in the G17 plane with Z axis, you program:G17AXN=3Programming example: Tapping without encoderIn this program, a thread is tapped without encoder at position X35 Y35 in the XY plane; thetapping axis is the Z axis. The parameters SDR and SDAC for the direction of rotation mustbe assigned; parameter ENC is assigned the value 1, the value for the depth is the absolutevalue. Lead parameter PIT can be omitted. A compensating chuck is used in machining.N10 G90 G0 T11 D1 S500 M3 ; Specification of technologyvaluesN20 G17 X35 Y35 Z60 ; Approach drilling positionN30 G1 F200 ; Setting the path feedrateN40 CYCLE840(20,0,3,-15,,1,3,4,1,6,,3) Cycle call, dwell time 1 s,direction of rotation forretraction M4, direction ofrotation after cycle M3, nosafety clearance, parameters MPITand PIT have been omittedN50 M02 ; End of programProgramming example: Tapping with encoderIn this program, a thread is tapped with encoder at position X35 Y35 in the XY plane. Thedrilling axis is the Z axis. The lead parameter must be defined, automatic reversal of thedirection of rotation is programmed. A compensating chuck is used in machining.N10 G90 G0 T11 D1 S500 M4 ; Specification of technologyvaluesN20 G17 X35 Y35 Z60 ; Approach drilling positionN30 CYCLE840(20,0,3,-15,,1,3,4,1,6,,3) ; Cycle call, without safetyclearance, with absolute depthspecificationN40 M02 ; End of program。
Siemens 控制器说明书
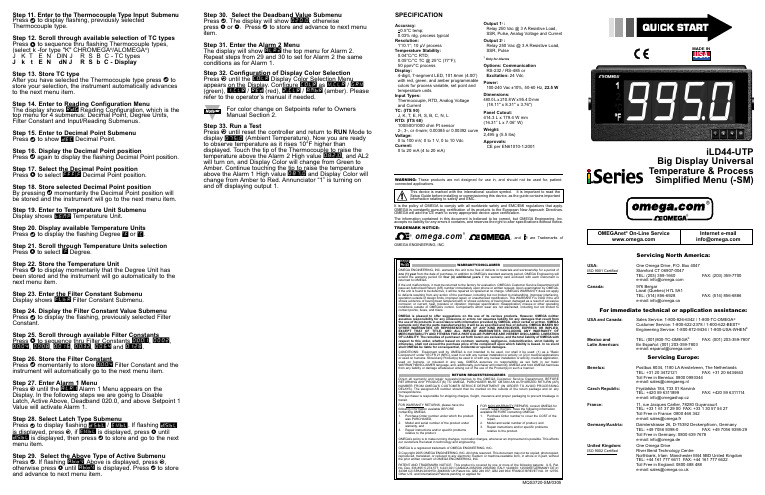
Step 30. Select the Deadband Value Submenu Press d . The display will show 020.0, otherwisepress b or c.Press d to store and advance to next menu item.Step 31. Enter the Alarm 2 MenuThe display will show ALR2the top menu for Alarm 2.Repeat steps from 29 and 30 to set for Alarm 2 the same conditions as for Alarm 1.Step 32. Configuration of Display Color Selection Press a until the COLR Display Color Selection Menu appears on the Display. Configure COLR as N.CLR /GRN (green), 1.CLR / RED (red), 2.CLR /AMBR (amber). Please refer to the operator’s manual if needed.For color change on Setpoints refer to Owners Manual Section 2.Step 33. Run a TestPress a until reset the controller and return to RUN Mode to display 075.0(Ambient Temperature). Now you are ready to observe temperature as it rises 10°F higher thandisplayed. Touch the tip of the Thermocouple to raise the temperature above the Alarm 2 High value 082.0, and AL2will turn on, and Display Color will change from Green to Amber. Continue touching the tip to raise the temperature above the Alarm 1 High value 087.0and Display Color will change from Amber to Red. Annunciator “1” is turning on and off displaying output 1.Step 11. Enter to the Thermocouple Type Input Submenu Press d to display flashing, previously selected Thermocouple type.Step 12. Scroll through available selection of TC types Press b to sequence thru flashing Thermocouple types,(select k -for type "K" CHROMEGA ®/ALOMEGA ®)J K T E N DIN J R S B C - TC types J k t E N dN J R S b C - DisplayStep 13. Store TC typeAfter you have selected the Thermocouple type press d to store your selection, the instrument automatically advances to the next menu item.Step 14. Enter to Reading Configuration MenuThe display shows RDG Reading Configuration, which is the top menu for 4 submenus: Decimal Point, Degree Units,Filter Constant and Input/Reading Submenus.Step 15. Enter to Decimal Point Submenu Press d to show DEC Decimal Point.Step 16. Display the Decimal Point positionPress d again to display the flashing Decimal Point position.Step 17. Select the Decimal Point position Press b to select FFF.F Decimal Point position.Step 18. Store selected Decimal Point positionBy pressing d momentarily the Decimal Point position will be stored and the instrument will go to the next menu item.Step 19. Enter to Temperature Unit Submenu Display shows TEMP Temperature Unit.Step 20. Display available Temperature Units Press d to display the flashing Degree °F or °C .Step 21. Scroll through Temperature Units selection Press b to select °F Degree.Step 22. Store the Temperature UnitPress d to display momentarily that the Degree Unit has been stored and the instrument will go automatically to the next menu item.Step 23. Enter the Filter Constant Submenu Display shows FLTR Filter Constant Submenu.Step 24. Display the Filter Constant Value Submenu Press d to display the flashing, previously selected Filter Constant.Step 25. Scroll through available Filter Constants Press b to sequence thru Filter Constants 0001, 0002,0004, 0008, 0016, 0032, 0064and 0128.Step 26. Store the Filter ConstantPress d momentarily to store 0004Filter Constant and the instrument will automatically go to the next menu item.Step 27. Enter Alarm 1 MenuPress a until the ALR1Alarm 1 Menu appears on the Display. In the following steps we are going to DisableLatch, Active Above, Deadband 020.0, and above Setpoint 1Value will activate Alarm 1.Step 28. Select Latch Type SubmenuPress d to display flashing DSBL / ENBL .If flashing DSBL is displayed, press a , if ENBL is displayed, press b until DSBL is displayed, then press d to store and go to the next menu item.Step 29. Select the Above Type of Active Submenu Press d . If flashing ABoV Above is displayed, press a ,otherwise press b until ABoV is displayed. Press d to store and advance to next menu item.MQS3720-SM/0305WARNING:These products are not designed for use in, and should not be used for, patient-connected applications.It is the policy of OMEGA to comply with all worldwide safety and EMC/EMI regulations that apply.OMEGA is constantly pursuing certification of its products to the European New Approach Directives.OMEGA will add the CE mark to every appropriate device upon certification.The information contained in this document is believed to be correct, but OMEGA Engineering,Inc.accepts no liability for any errors it contains, and reserves the right to alter specifications without notice.TRADEMARK NOTICE:®,®,, andare Trademarks ofOMEGA ENGINEERING, INC.®SPECIFICATIONAccuracy:+0.5°C temp;0.03% rdg. process typical Resolution:1°/0.1°; 10 µV process Temperature Stability:0.04°C/°C RTD;0.05°C/°C TC @ 25°C (77°F); 50 ppm/°C process Display:4-digit, 7-segment LED, 101.6mm (4.00”)with red, green, and amber programmable colors for process variable, set point and temperature units.Input Types:Thermocouple, RTD, Analog Voltage and Current TC: (ITS 90)J, K, T, E, R, S, B, C, N, L RTD: (ITS 68)100/500/1000 ohm Pt sensor2-, 3-, or 4-wire; 0.00385 or 0.00392 curve Voltage:0 to 100 mV, 0 to 1 V, 0 to 10 Vdc Current:0 to 20 mA (4 to 20 mA)Output 1†:Relay 250 Vac @ 3 A Resistive Load,SSR, Pulse, Analog Voltage and Current Output 2†:Relay 250 Vac @ 3 A Resistive Load,SSR, Pulse†Only for AlarmsOptions:Communication RS-232 / RS-485 or Excitation:24 VdcPower:100-240 Vac ±10%,50-60 Hz, 22.5 W Dimensions:480.0L x 210.8W x 95.4D mm (18.11" x 8.31" x 3.76")Panel Cutout:414.3 L x 179.4 W mm (16.31” L x 7.06” W)Weight:2,495 g (5.5 lbs)Approvals:CE per EN61010-1:2001This Quick Start Reference provides information onsetting up your instrument for basic operation. Thelatest complete Communication and OperationalManual as well as free Software and ActiveXControls are available at or onthe CD-ROM enclosed with your shipment.The instrument is a panel mount device protected in accordance with EN 61010-1:2001, electrical safety requirements for electrical equipment for measurement, control and laboratory.Remember that the unit has no power-on switch. Building installation should include a switch or circuit-breaker that must be compliant to IEC 947-1 and 947-3. SAFETY:•Do not exceed voltage rating on the label located onthe back of the instrument housing.•Always disconnect power before changing signal andpower connections.•Do not use this instrument on a work bench withoutits case for safety reasons.•Do not operate this instrument in flammable orexplosive atmospheres.EMC:•Whenever EMC is an issue, always use shielded cables.•Never run signal and power wires in the same conduit.•Use signal wire connections with twisted-pair cables.•Install Ferrite Bead(s) on signal wire close to theinstrument if EMC problems persist.。
SIMATICS7S7-1200可编程控制器系统手册
SIMATICS7S7-1200可编程控制器系统手册S7-1200入门手册设备手册11/2022A5E02486780-01法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心带有警告三角,表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
小心不带警告三角,表示如果不采取相应的小心措施,可能导致财产损失。
注意表示如果不注意相应的提示,可能会出现不希望的结果或状态。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用Siemen产品请注意下列说明:警告Siemen产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到Siemen推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
商标责任免除我们已对印刷品中所述内容与硬件和软件的一致性作过检查。
然而不排除存在偏差的可能性,因此我们不保证印刷品中所述内容与硬件和软件完全一致。
印刷品中的数据都按规定经过检测,必要的修正值包含在下一版本中。
SiemenAGIndutrySectorPotfach484890026NÜRNBERG德国文件订购号:6ES7298-8FA30-8KQ010/2022Copyright©SiemenAG2022.本公司保留技术更改的权利前言欢迎使用西门子SIMATIC控制器系列的最新产品-S7-1200。
S7-200可编程控制器手册

16 个输出点。
2个
• 本机模拟量输入/输出点
CPU 224XP CN 具有 2 个输入
点,1 个输出点。
• 中断输入
允许以极快的速度对过程信号的
上升沿作出响应。
CPU 221 和 CPU 222 CN /224 CN/ 224XP CN/226 CN 还具有 • 脉冲输出
本机集成 8 输入/6 输出共 14 个数字量 I/O 点。可连接 2 个扩展模块,最大扩展 至 78 路数字量 I/O 点或 10 路模拟量 I/O 点。6K 字节程序和数据存储空间。4 个独立的 30kHz 高速计数器,2 路独立的 20kHz 高速脉冲输出,具有 PID 控制 器。1 个 RS485 通讯/编程口,具有 PPI 通讯协议、MPI 通讯协议和自由方式通 讯能力。是具有扩展能力的、适应性更广泛的全功能控制器。
有 2 种类型 CPU,具有不同的电 221/CPU 222 CN 相同的功能。
源电压和控制电压。
• CPU 222 CN/224 CN/224XP CN/
• 本机数字量输入/输出点
226 CN
CPU 221 具有 6 个输入点和 4 个 可方便地用数字量和模拟量扩
输出点,CPU 222 CN 具有 8 个 展模块进行扩展。可使用仿真
CPU 224XP CN,CPU 226 CN 分别 立的输入端可同时作加、减计
输出 280,400mA。可用作负 数,可连接两个相位差为 90°
载电源。
的 A/B 相增量编码器
• 不同的设备类型
CPU 224 CN/224XP CN/226 CN
CPU 221 和 CPU 222~226 CN 各 6 个高速计数器,具有 CPU
SIEMENS S7-300和S7-400梯形逻辑 (LAD)编程 说明书

SIMATICS7-300 和 S7-400 梯形逻辑(LAD)编程参考手册2004年1月版前言,目录位逻辑指令1比较指令2转换指令3计数器指令4数据块指令5逻辑控制指令6整数算术运算指令7浮点算术运算指令8赋值指令9程序控制指令10移位和循环指令11状态位指令12定时器指令13字逻辑指令14附录所有梯形逻辑指令一览A 编程举例B安全指南本手册包括应该遵守的注意事项,以保证人身安全,保护产品和所连接的设备免受损坏。
这些注意事项都使用符号明显警示,并根据严重程度使用下述文字分别说明:危险表示若不采取适当的预防措施,将造成死亡、严重的人身伤害或重大的财产损失。
警告表示若不采取适当的预防措施,将可能造成死亡、严重的人身伤害或重大的财产损失。
小心表示若不采取适当的预防措施,将可能造成轻微的人身伤害。
小心表示若不采取适当的预防措施,将可能造成财产损失。
注意引起你对产品的重要信息和处理产品或文件的特定部分的注意。
合格人员只有合格人员才允许安装和操作这一设备。
合格人员规定为根据既定的安全惯例和标准批准进行试运行、接地和为电路、设备和系统加装标签的人员。
正确使用注意如下:警告本装置及其组件只能用于产品目录或技术说明书中阐述的应用,并且只能与西门子公司认可或推荐的其它生产厂的装置或组件相连接。
本产品只有在正确的运输、贮存、组装和安装的情况下,按建议方式进行运行和维护,才能正确而安全地发挥其功能。
商标SIMATIC®、SIMATIC HMI®和SIMATIC NET®为西门子公司的注册商标。
任何第三方为其自身目的使用与本手册中所及商标有关的其它名称,都将侵犯商标所有人的权益。
西门子公司版权所有©2004。
保留所有权利。
郑重声明未经明确的书面授权,禁止复制、传递或使用本手册或其中的内容。
违者必究。
保留所有权利包括专利权、实用新型或外观设计专有权。
我们已核对过,本手册的内容与所述硬件和软件相符。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[12] Gu,Chun Bo, Wang,Zhong Chu, Research of Direct Torque Control of AsynchronousMotor[J]. Advanced Materials Research. 2013:1112-1116[13] Aissa,Oualid, Moulahoum,Samir, Improved Performance and Power Quality of Direct Torque Control of Asynchronous Motor by Using Intelligent Controllers[J]. ElectricPower Components and Systems.2016.2:343-358[25] Jin,He Rong, Lu,Xiu Chun, Research on Synchronization Control of Dual-MotorDriving for Large Rotary Car Dumper[J]. Applied Mechanics and Materials,2012:2166-2169.万方数据大连理工大学专业学位硕士学位论文- 55 -[26] Kovalev,R., Sakalo,A., Yazykov,V. Simulation of longitudinal dynamics of a freighttrain operating through a car dumper[J]. Vehicle System Dynamics, 2016(3):1-16[27] 黄志浩. 大型重载列车定位作业动力学分析[M]. 大连:大连理工大学, 2012. 2-3[28] Molotilov,S.G., Cheskidov,V.I., Norri,V.K. Methodical principles for planning themining and loading equipment capacity for open cast mining with the use ofdumpers[J]. Mineral Mining Technology, 2010(4):38[32] Seung-Ho S.,Seung-Ki S.A new tension controller for continous strip processingline[J]. IEEE Trans. on Industry Applications, 2000,36(2):633-638[33] Natnho H.,Kwanghee N. A robust load-sharing Control Scheme for Parallel-Connected Multisystems[J].IEEE Trans.on Industrial electronics,2000,47(4):871-879.参考文献[8] Jin H R, Lu X C, Zhang H, et al. Research on Synchronization Control of Dual-MotorDriving for Large Rotary Car Dumper[J]. Applied Mechanics and Materials, 2012, 49(229): 2034-2036[9] Pai A, Rane S. Development and implementation of maintenance management module of enterprise resource planning in maintenance of power plant[J]. International Journal of System Assurance Engineering and Management, 2014, 8(4): 534-543[11] Devdas S, Richard A. Mechatronics System Design[M]. the association for Computing Machinery, 1997, 155-167.[16] 杨亚峰. 翻车机驱动变频调速控制系统研究[D]. 天津: 天津大学, 2012.[17] 李胜振. 翻车机系统车辆脱轨事故原因分析及防范措施[J]. 河北电力技术, 2007,26(02): 46-49.万方数据山东科技大学硕士学位论文参考文献61[18][19] 高文博. 济钢焦化翻车机工作系统优化设计[D]. 济南: 山东大学, 2012.[20] 杨丽丽. 胜利发电厂翻车机系统PLC 控制程序优化[D]. 青岛: 中国石油大学(华东), 2011.[21] 刘金明, 葛勤宪. 迁车台定位装置系统升级改造[J]. 科技风, 2012, 25(08): 15.[22] 刘峰, 孙辉. 600MW 机组卸煤系统推车机液压系统油温过高分析及改进[J]. 华北电力技术, 2005, 35(07): 52-54.[23] 杨福进. 火力发电厂除尘系统设计[J]. 华电技术, 2015, 37(08): 15-18+76.[24] 赵波, 苏文泉, 孟雪松. 包容技术在翻车机粉尘治理中的应用[J]. 东北电力技术, 2010, 31(07): 16-17+52.[27] Mackay S, Wright E, Reynders D, et al. 13-ProfiBus PA/DP/FMS overview[J]. Practical Industrial Data Networks, 2004, 17(09): 181-199.[28] 陈宏平. Profibus-DP 通讯系统故障解析[J]. 黑龙江造纸, 2013, 41(04): 51+53.[29][30]刘华波, 何文雪. 西门子S7-300/400PLC编程与应用[M]. 北京: 机械工业出版社, 2015, 286-297.[31] Qi X,Chai J P. Design and Implementation of Broadcasting and Television Program Monitoring System[J]. Applied Mechanics and Materials, 2014, 51(496): 2188-2191.[32] 朱世武. 太平哨发电厂PLC 自动化控制系统改造[D]. 保定: 华北电力大学(河北), 2010.[33] 刘炬, 郑蔚, 刘晓明. 冗余技术在厂站端自动化系统中的典型应用[J]. 继电器, 2007, 35(10): 45-47+51.[34] 宋秋娥. 西门子S7-400H 冗余系统在煤矿储装运系统中的应用研究[D]. 郑州: 郑州大学, 2011.[35] Zhang W, Wang X W. Application of SIEMENS Software Redundancy in Hazard-Free Household Disposal System[J]. Applied Mechanics and Materials, 2015, 52(740):万方数据山东科技大学硕士学位论文参考文献623822-3825.[36] 郁晓波. 冗余技术在锅炉房自控系统中的应用[J]. 上海煤气, 2015, 59(03): 26-28.[37] Davies J, Dixon R. Multi-agent Control of High Redundancy Actuation[J]. International Journal of Automation and Computing, 2014, 11(01): 1-9.[38] 王小军, 贾其乾, 王黎明. S7-400H 冗余PLC 系统冗余故障分析[J]. 电工技术, 2012, 33(11): 40-43.[39] 姚景峰. 基于PLC 与变频器的矿井通风机集控系统设计[D]. 太原: 太原理工大学, 2013.[40] 关宏伟. 六车迁车台翻车机卸车电气控制系统研究[D]. 大连: 大连理工大学, 2014.[41] 赵勇, 张庆军, 凌箐, 等. Profibus DP 冗余电动执行机构及其在电力行业的应用[J]. 中国仪器仪表, 2012, 32(05): 23-26.[42] 华闰祺, 徐海峰. SINAMICS G120 变频器的2 线、3 线控制[J]. 电气自动化, 2013,35(05): 38-40.[43] Cao X H, Chen J M, Zhang Y. Development of an integrated wireless sensor networkmicro-environmental monitoring system[J]. ISA Transactions, 2008, 47(3): 247-55.[44] 郝勇, 安静亭, 王栋. 编码器在轧线系统中定位的应用[J]. 中华民居(下旬刊), 2014,7(02): 241-242.[45]张丽娟. 关于电气传动设备手动控制增加自动模式方法[J]. 阴山学刊(自然科学), 2013, 32(01):81-83.[46] 徐忱, 范玲. 旋转编码器原理及应用[J]. 黑龙江科技信息, 2007, 11(17): 58-59.[47] 陈海霞. 西门子S7-300/400PLC 编程技术及工程应用[M]. 北京: 机械工业出版社, 2011, 288-292.[49] 廖常初. S7-300/400PLC 应用教程第三版[M]. 北京:机械工业出版社, 2016, 247-269.[50] Qi L. Component Reliability Importance Measure in Presence of Transient Faults[J]. Applied Mechanics and Materials, 2011, 48(58-60): 529-534[51] 张西中, 王利民, 刘立新. 基于WinCC 和Step7 的S7-400H 冗余系统的实现[J]. 工业控制计算机, 2007, 20(01): 75-76.[52] 刘华波, 王雪, 何文雪, 等. 组态软件WinCC 及其应用[M]. 北京:机械工业出版社,万方数据山东科技大学硕士学位论文参考文献632009, 240-259.[53] 李山. WinCC 冗余系统在热轧带钢生产线上的应用[J]. 信息技术与信息化, 2015,40(03): 168-169.[54] Dai Y S, Xie M. Reliability of gird service systems[J]. Computers and Industrial Engineering, 2006, 50(2): 130-147.[55] 任汉涛, 白伟. 在Windows Server2008 SP2 中构建西门子WinCC 冗余项目[J]. 自动化应用, 2013, 54(03): 63-65.。