小容量注射剂设备
大小容量注射剂生产线
大小容量注射剂生产线大容量注射剂生产线主要用于生产大容量注射剂,通常容量在100毫升以上。
这种注射剂常常用于输液治疗,适用于一些需要大量液体补充的情况,如手术、血液透析等。
大容量注射剂生产线通常包括以下几个部分:制备药液的过程、灌装与封装过程和质检与包装过程。
制备药液的过程是指将各种药物原料按照一定比例混合并进行溶解、过滤等处理,制得药液。
这一过程通常包括原料称量、药液配制、pH调节等步骤。
其中,原料称量是关键的一步,需要精确计量各种原料,保证药液的准确配制。
灌装与封装过程是将制备好的药液注入到预先制备好的注射瓶中,并对瓶口进行封口。
这一过程需要注射瓶的自动输送、注射液灌装、注射瓶封口等设备。
注射液的灌装可以采用无菌灌装技术,确保产品的无菌性。
质检与包装过程是对生产出的产品进行质量检测,并进行包装。
质检包括对产品的外观、物理性质、化学性质等方面进行检测,确保产品的质量符合要求。
质检合格后,产品可以进行包装,常见的包装形式有包装机自动包装和手工包装。
小容量注射剂生产线则主要用于生产小容量注射剂,通常容量在1毫升至100毫升之间。
这种注射剂适用于对剂量要求较为精确的情况,如心脑血管疾病、消化道疾病等治疗。
小容量注射剂生产线相对于大容量注射剂生产线来说,设备更加精密、流程更加复杂。
小容量注射剂生产线通常包括以下几个部分:注射液配制、药液灌装、注射器封尾、质检与包装。
其中,注射液配制和质检与包装的步骤与大容量注射剂生产线类似,主要区别在于药液灌装和注射器封尾的步骤。
药液灌装是将制备好的药液注入到注射器中,并对注射器进行灌装密封。
这一过程需要注射器的自动输送、注射液灌装、注射器封尾等设备。
注射液的灌装可以采用高精度灌装设备,确保产品的剂量准确。
注射器封尾是将灌装好的药液注射器进行封尾,确保产品的密封性。
封尾工艺可以采用焊接、涂覆等不同的技术,保证药液不泄漏,并有效防止外界的污染。
总的来说,大、小容量注射剂生产线是制药工业中生产注射剂的重要设备。
抗生素瓶非最终灭菌小容量注射剂设备的创新发展
四
界
占
机 电信息 20 年第 2 09 期总第 22 1期
5
l 题 焦 zaij 专 聚 ◆hnJa utuo i
中 国制 药 装备 从 当初 仿 制 国外 产 品到 如 今 技 术 的 创 新 , 谓是 一 次极 大 的飞跃 与 转折 , 可 以说 , 国制 可 也 中
其 最 下 灌入 供 注射 用 的 内包 容器 中 , 冷 冻 干燥 , 去 药液 瓶 , 清 洗 方 式 为瓶 子 外 壁 喷淋 及 内壁 反 冲 , 后 一道 经 除 0 级层 流 保护 至 后道 工 序 。抗 生 素 中 的水 分 , 得冷 冻 干 燥 粉 剂 , 制 并在 无 菌 环 境 下 密封 而 气 冲 工序 后 须进 入 1 0
前 中国制 药装 备 的创 新发 展 却步 履维 艰 , 除制 药 装备 制 造 质量 与少 量 软件 控 制技 术 外 , 内同行对 当前 国外 新 国
技 术几 乎 已仿 萎 的局面 , 日后 中国制 药装 备 将 如何 创 新 ?创 新之
6 中国制药装备・09年 1 第 1 2o 月・ 辑
Zaij ◆ 题 焦 hnJi 专 聚 - utuo a
玻璃 瓶 洗瓶 机 主要 形 式可 分 为道 轨 式 、 式 ( 称 履 带 箱 又
132 隧道 式 灭菌 干燥 机 .. 抗 生素 瓶 灭 菌 干燥 机 主要 对 抗 生 素瓶 进 行灭 菌 、 干 燥 和 去热 原 , 形 式 有 2 , 其 种 一是 热 风 循 环 ( 即热 空 气 平
性 , 定 了其 不 可采 用最 终产 品灭 菌 的方 法 。 以 , 决 所 通常
的 生产 过 程 是将 各 种 生 产用 的泵 、 料 、 辅 内包材 料经 不
KNAPP测试-小容量注射剂灯检机验证方案

小容量注射剂车间智能型全自动灯检机验证方案文件编号:目录一、验证概述二、验证方法(一):预确认(二):安装确认(三):运行确认(四):性能确认Knapp 测试附表一:“KNAPP测试”人工检测统计表附表二:“KNAPP测试”检测统计表附表三:“KNAPP测试”人工质量因素统计表附表四:“KNAPP测试”机器质量因素统计表一、验证概述本次验证的对象为型灯检机,该灯检机用于对灭菌后的注射液进行可见异物的自动检测,本次验证按照预确认、安装确认、运行确认、性能确认顺序进行。
首先通过预确认,确定设备选用正确;接着通过对设备的安装检查,确认设备的安装符合要求;再接着进行运行确认,确定操作功能、方法和参数;最后进行性能确认,确定设备的合格性,稳定性。
二、验证方法(一)预确认通过对设备额定生产能力的检查,确认设备的生产能力与生产规模相适应,通过对技术资料的检查,确认技术资料齐全,通过生产厂家试车的确认,确认生产厂家试车合格。
1、设备预确认表检查人:日期(二)安装确认通过对设备的安装确认,确定安装符合规范,能满足生产的需要1、安装环境确认确认人:日期2、安装设备确认确认人:日期(三)运行确认在进行运行确认前,设备已经经过生产厂家的调试并合格,现在由使用单位的人员按照验证的要求进行运行确认。
1、检测区功能确认确认人:日期1、检测区偏差情况记录验证过程中产生的不符合项目,并进行分析,确认对系统是否有影响。
记录人:日期:机器检测区各功能试验的整体结论:设备运行是否符合设计和生产需求?本项目验证是否完成?是否可以进行下一项目验证?验证人:日期:(四)性能确认1、Knapp 测试1.1测试准备:对每种类型的产品的一个批次的瓶子做好准备,包括做好编号的250瓶,按下表要求组成:*不合格品瓶代表真实的剔除产品和不同的颗粒,不是实验室做出来的,它代表真实产品的微粒类型每瓶自由地编号,用一个小标签(标上从1到250),不合格瓶的编号(如下):1.2测试:当K.T.(Knapp Test)批次准备好后,进行如下人机测试:1.2.1检测人员测试:选5个操作者,他们的检测能力代表着该厂的平均水准。
国外几种小容量注射剂生产设备发展概况
国外几种小容量注射剂生产设备发展概况我国小容量注射剂主要生产设备,经过一些主要制药机械生产企业十多年的努力,进行了更新换代,达到了二十世纪9O年代国际水平,为我国制药工业实施G 规范提供了先进的装备,但有的品种还没有生产,有些配套设备仍处于二十世纪60~70年代水平。
现已进入二十一世纪,我国虽然已是制药机械生产大国(从产量而言),但不是强国,面对国际发达国家制药机械生产技术不断发展,我国加入世贸组织(WTO)所面临的机遇和挑战以及国内加快实施G 规范的进程,我们制药机械行业必须要依靠技术进步,加快速度,迎头赶上,为我国的制药工业多做贡献。
现介绍一些国外小容量注射剂生产设备发展的概况,供参考。
1 安瓿灌封机1999年德国B+S公司在德国DUS—SELDORF国际展览会上以及2000年BOSCH公司在ACLMA展览会上,展示了最新的安瓿灌封机,在技术上有新的发展。
1.1安瓿激光封口B+S公司和BOSCH公司都采用了激光封口新技术,取代了传统的燃气封口方式。
激光封口与燃气封口相比,激光封口具有很多优点,更符合G 规范要求。
(1)燃气燃烧时会产生微粒,激光不会产生微粒。
(2)激光封口时,无空气扰动,不会产生空气紊流。
(3)激光封口时,不产生热量,热影响范围小。
(4)不需要排热装置。
(5)工艺参数可储存,大大缩短了变换安瓿规格时的调节时间。
(6)结构相对简单,没有磨损零件。
(7)使用燃气封口,在车间内需要安装燃气、氧气管道,激光封口不需要管道。
激光发生器可置于室外,可减少洁净室面积。
1.2隔离结构BOSCH公司,用材料将灌封机从底部把整台设备封闭分隔为灌装部位和机械传动部位。
灌装部位用100级层流净化保护,使灌装部位处于洁净区内,在操作工位处,设有用滤布封口的操作孔,操作人员操作时可将手伸入进行操作。
而灌封机的传动部分是分隔在外的,这样可以降低洁净室的要求,同时也便于传动部分的维修。
1.3模块化结构BOSCH公司灌封机采用模块化结构,只需更换不同灌封部件,即可进行安瓿、西林瓶等不同品种的灌装。
小容量注射剂生产设备 小容量注射剂生产设备

水槽内掉瓶
1. 进瓶阻力大 2. 超声波太大 3. 圆弧栏栅间隙大 4. 夹子未打开或收不拢
1. 调整进瓶两侧弹片 2. 超声波调小 3. 调整圆弧栏栅间隙 4. 调整机械手摆臂让机械手张开
出瓶破瓶
1. 机械手与拨块交接不准 1. 整机械手夹头与拨块的对中位置 2. 出瓶栏栅与拨轮间隙过小 2. 调整出瓶栏栅与拨轮的距离
概述
• 水针剂使用的玻璃容器称为安瓿,国家标准 (GB2637—1995)规定水针剂使用的安瓿一律为 曲颈易折安瓿。规格有1ml、2ml、5ml、10ml、 20ml五种。在外观上分为两种,即色环易折安瓿 和点刻痕易折安瓿,均可平整折断。
生产工艺
最终灭菌小容量注射剂 生产工艺流程包括原辅 料的准备、配制、过滤、 灌封、灭菌、质检、印 字、包装等步骤,按工 艺设备的不同形式可分 为单机生产工艺和联动 机组生产工艺两种。
1.通气
2.灌装
3.通气
4.封口
设备结构
安瓿封口要求严密,颈端圆整光滑,无尖头、焦头和鼓泡。根据灌封工序 和方法,小容量注射剂灌封设备采用安瓿拉丝灌封机。
送瓶机构
灌装机构
拉丝封口机构
设备结构
送瓶机构
由平行安装的两条固定齿板与两条移动齿板组成。
送瓶机构
固定 齿条
设备结构
梅 花 盘
移动 齿板
灌装机构
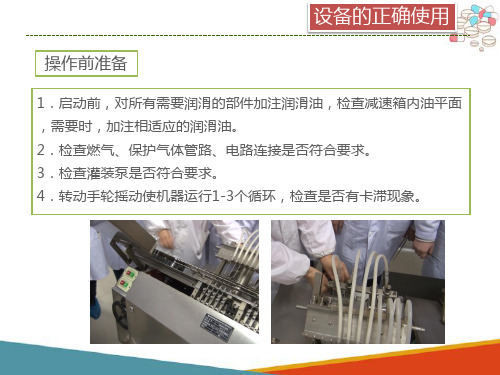
设备的正确使用
开机操作
1.打开电器箱后端主开关,主电源接通,红色信号灯亮。 2.开启加热按钮,储水箱自动加热,并将水温恒定在50℃~60℃。 3.打开注射用水控制阀,调节使压力监测装置显示压力在0.2MPa~0.3MPa范围内。 4.调节压缩空气过滤器前调压器,使其输出压力为0.3MPa。 5.开启循环水泵,将循环水过滤罩顶上的排气阀打开,将里面的空气排尽。 6.水泵启动时储水箱水位下降,打开注射用水阀门,将储水箱、超声波水箱补满水。 7.打开循环水控制阀,调节使压力监测装置显示压力在0.2MPa~0.3MPa范围内。 8.打开喷淋水控制阀,并使其阀门保持适当开度(以能将空瓶注满水为准)。 9.启动超声波;启动输瓶网带。 10.将“调速旋钮”逆时针旋至最小;顺时针旋转“调速旋钮”,慢慢设定主机速度值到与容器规格相适 应的位置。 11.正式生产时,选择“自动运行”,设备处自动运行状态。 12.主机停止,水箱加热停止,水泵、超声波、输瓶网带停止运行,关闭压缩空气及注射用水供给阀,关 闭主电源开关,按设备清洁规程做好清洁卫生。
SOP-SS-018小容量注射液配液罐操作规程
机密等级:机密颁发部门:质量部培训范围:设备部分发清单:1目的:建立小容量注射剂配料罐维护保养标准操作规程,确保设备使用安全,使设备操作规范化2范围:适用于小容量注射剂配料罐的维护保养3职责:岗位操作人员、设备维修人员、工艺员、质保员4定义无5内容一.使用1. 检查、准备1.1检查设备、泵、工艺用水管线状态是否齐全都正常。
1.2检查电源电压是否达设备运行要求。
1.3开空车检查搅拌器运转速度是否正常。
1.4检查注射用水、纯蒸汽的供应情况。
1.5检查液位显示器是否灵敏正常,并进行零点校正。
1.6检查温度表指针是否灵敏,其校验标志是否齐全。
2. 配料罐清洗、灭菌2.1配料罐清洗灭菌按本设备清洗、灭菌执行。
3.配制3.1在产前检查合格下,按生产指令进行配制操作。
3.2按配制生产指令中处方规定,准确无误的计算出总体积,原辅料量、注射用水量、并复核。
3.3具体加料操作如下:3.3.1关好下料及排污阀门。
打开加料孔盖,加入计量准确并经复核的原料药及辅料,加料完毕,关好加料孔盖,注意加料过程中应不要丢失和流失已计量的原料药及辅料量。
3.3.2打开注射用水罐阀门,打开液位显示器准确无误地加入注射用水到罐中,并复核。
注意:在加注射用水并定体积时,千万不要开搅拌器,加入注射用水进水量不可过猛,不可冲动,以波动罐内液面为准,边加注射用水边看液位显示器显示值当到规定刻度附近应调小注射用水进水流量,待当到显示数值时,立即关进注射用水阀门。
3.3.3开动搅拌器,搅拌15-30分钟。
3.3.4在配制过程中若原料药或辅料溶解需进行加热,应打开加热夹套,排水阀排掉冷凝水,再开夹套进蒸汽阀,调节进汽压力,均匀加热,不可加热过快,进蒸汽,压力过大,以免发生危险及过热事故,边加热边循环,注意:加热过程中不可停搅拌,以免料液局部过热变质。
也不可关排空阀,以免罐内液位膨胀及水汽压力过大发生危险。
3.3.5待温度上升到快到规定温度差2°C左右,关闭夹套进蒸汽阀门,料液温度会升到规定温度,若超过规定温度,按3.3.7条方法冷却处理。
小容量注射剂机械的操作流程

小容量注射剂机械的操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、准备工作1. 清洗:在操作小容量注射剂机械之前,首先要确保设备清洁,避免污染药品。
小容量注射剂生产设备 安瓿拉丝灌封机的使用与维护
1.管路堵塞 2.火嘴被烧坏
1.清理管路 2.更换火嘴
1.转瓶橡胶轮磨损过多
1.转瓶橡胶轮
拉丝时安瓿不转 动
2.转瓶橡胶轮没压紧瓶 3.转瓶同步齿形带损坏 4.安瓿瓶身及滚轮外表面沾有
2.加大压紧力 3.更换同步齿轮带 4.保持瓶身及滚轮的干燥,擦干
药液
滚轮上沾附的药液
拉丝出现尖头、 泡头、焦头等
1.火头凸轮位置不对 2.加热温度与主机速度不匹配 3.药液粘附于瓶壁上
1.进瓶块损坏
1.更换进瓶块
绞龙进瓶处破瓶 2.绞龙与进瓶拨轮位置关系不对 2.调整好位置
3.挡瓶弹片损坏
3.更换弹片
1.灌装管路有漏气
2.灌装管路有气泡
灌针滴漏
3.灌装泵有漏气
4.程序回吸量过小
5.玻璃十通有漏气
1.灌装机构传感器位置偏移
2.陶瓷计量泵密封不良
灌装工位不灌装
3.陶瓷计量泵吸液口密封不良 4.陶瓷计量泵损坏
设备的清洁
清洁方法 清洁效果
安瓿拉丝灌封机清洁操作
生产结束后: 1.清理物料: ①操作人员关闭燃气阀、保护气阀,从配电盘处关闭电源; ②清理安瓿灌封机进瓶处安瓿; ③拆卸灌注系统;用毛刷清除各部位碎玻璃屑。
2.设备清洁: ①安瓿灌封机输瓶、灌装、封口等工位部件表面清洁: 用清洁布浸清洁剂擦洗净输瓶、灌装、封口等工位部件表面的药液、污迹,用洁净 抹布浸注射用水洗净残留的清洁剂,再用洁净抹布浸消毒剂擦拭消毒二遍。 ②机体表面清洁: 先用清洁布浸清洁剂擦洗净各部位表面的污迹,用洁净抹布浸注射用水洗净表面残 留的清洁剂,再用洁净抹布浸消毒剂擦拭消毒二遍。 ③转动部位清洁: 用清洁布浸清洁剂擦净转动部位油垢,然后用干净清洁布浸纯化水擦洗净清洁液, 再用干净清洁布浸消毒剂擦拭消毒二遍。
小容量注射剂生产线无菌室操作工安全规范
小容量注射剂生产线无菌室操作工安全规范一、前言小容量注射剂是一种常见的生物制剂,用于治疗各种疾病。
在小容量注射剂的生产过程中,无菌室操作工是生产线上的重要环节,他们负责操作设备进行生产。
为了确保无菌室操作工的安全,保证产品质量,制定一套安全规范是非常必要的。
本文将从无菌室操作工的个人防护、岗位安全要求、操作流程等方面,详细阐述小容量注射剂生产线无菌室操作工的安全规范。
二、无菌室操作工的个人防护无菌室操作工需要穿戴一套严密的个人防护设备,以防止外源微生物感染和物料污染。
具体要求如下:1. 穿戴专用工作服,工作服应由防护性能好、透气性好的材料制成。
工作服应定期更换,并保持清洁。
2. 戴上帽子、口罩和手套,帽子和口罩应覆盖头发和口鼻,手套应佩戴在手部,防止微生物通过头发、口鼻、手部等途径进入无菌室。
3. 戴上专用鞋套,鞋套应能够完全覆盖鞋面,以防止灰尘、微生物等外源物质进入无菌室。
4. 使用无菌室操作工专用的手术刀、镊子等工具,并定期进行清洁和消毒。
5. 在无菌室操作过程中,不得进行长时间的站立工作,要适当休息,以减少因疲劳导致的错误操作。
三、岗位安全要求无菌室操作工需要具备一定的职业素养和安全意识,遵循以下岗位安全要求:1. 遵守操作规程,按照工艺要求进行生产操作,严禁擅自更改操作流程。
2. 注意个人卫生,操作前应洗净双手,保持指甲短而整齐,不得携带个人物品进入无菌室。
3. 熟悉和了解各种设备的操作原理和使用方法,确保设备的安全运行。
4. 定期检查和维护设备,发现问题及时汇报,并配合维修人员进行维修保养。
5. 注意无菌室内的灭菌器、浓缩设备等设备的使用和维护,严禁使用损坏的设备。
6. 定期进行无菌室环境的清洁和消毒,保持无菌室内的洁净。
四、操作流程无菌室操作工在执行各项任务时,需要按照一定的操作流程进行,以确保产品的无菌性和质量。
操作流程包括以下几个环节:1. 准备阶段:确认工作任务和操作内容,熟悉工作台的布局和设备的使用方法,检查设备是否正常。
最新小容量注射剂配液系统URS
小容量注射剂配液系统U R S文件编号:URS-020-071-002(1)浙江泰康药业集团有限公司小容量注射剂配液系统用户需求标准浙江泰康药业集团有限公司小容量注射剂配液系统用户需求标准目录1、综述 (01)2、法规标准 (01)3、技术要求 (01)3.1生产工艺要求 (01)3.2厂房设施及公用系统要求 (02)3.3设备要求 (02)3.3.1预处理系统 (02)3.3.2反渗透系统 (03)3.3.3电除盐系统 (03)3.3.4管道 (04)3.3.5阀门及衬垫 (04)3.3.6仪器仪表 (05)3.4电气自控要求 (05)3.5Q A要求 (05)3.6R A M要求 (06)3.7清洗消毒要求 (06)3.8E H S要求 (06)4、服务要求 (06)4.1F A T要求 (06)4.2包装运输要求 (06)4.3文件资料要求 (07)5、修订历史 (09)1、目的:为了阐明公司对配液系统用户的要求,为使配液系统满足GMP和生产工艺要求。
2、范围:本URS适用于小容量无菌注射剂配液系统(半量罐、浓配罐、稀配罐、储液罐、板框过滤器、粗过滤器和除菌过滤器、管道和接口)。
3、责任:需方对本URS的编制质量负责。
供方须严格按照本URS所明确的法规标准、技术要求、服务要求,提供相关设备设施和服务,供方须对需方所提供的URS负保密责任。
4、法规标准4.1、法规:除本URS特殊要求外,中国药典2010版,中国的GMP法规要求,中国安全环保法规、ISO14001、OSAHS18001。
4.2、标准:除本URS特殊要求外,中国制药装备协会所颁布的制药工程设备标准、压力容器和特种设备中国国家制造标准,GB-52261-2002 机械安全机械电气设备第一部分:通用技术条件等。
5、工艺描述:本公司小容量注射剂无菌制剂车间配液系统主要用于红茴香注射液、丹参注射液、柴胡注射液,其中常年生产品种为红茴香注射液。
任务12小容量注射剂

情境三 液体制剂类制备技术任务十二 小容量注射剂小容量注射剂:又称水针剂,指装量小于50ml 的注射剂,通常采用湿热灭菌法制备。
除一般理化性质外,无菌、热原、可见异物、PH 值等检查均符合规定。
一、小容量注射剂生产工艺流程图〔最终灭菌产品〕:二、安瓿的洗涤 〔播放视频后讲解以下容〕〔一〕安瓿(ampule):为防止折断安瓿瓶颈时产生玻璃屑、微粒进入安瓿污染药液,SFDA强制推行曲颈易折安瓿〔GB 2637-1995〕。
易折安瓿有两种:色环易折安瓿和点刻痕易折安瓿。
色环易折安瓿是将一种膨胀系数高于安瓿两倍的低熔点粉末熔固在安瓿颈部成为环状,冷却后由于两种玻璃的膨胀系数不同,在环状部位产生一圈永久应力,用力一折即可平整折断,不易产生玻璃碎屑。
刻痕易折安瓿是在曲颈部位有一细微刻痕,在刻痕中心标有直径2mm 的色点,折断时施力于刻痕中间的背面,折断后断面平整。
安瓿应无色透明,以便于检查澄明度、杂质以与变质情况;需要避光的药物可选琥珀色玻璃安瓿〔可滤除紫外线〕,但因含氧化铁,已被铁离子催化的药物不能使用。
制造安瓿用玻璃分中性玻璃〔适宜中性或弱酸性药液〕、含钡玻璃〔耐碱性好,适宜碱性较强药液〕和含锆玻璃〔耐酸碱性好,适宜酸碱性较强的与对PH敏感的药液〕三种。
安瓿规格:1、2、5、10、20ml。
〔二〕安瓿的质量要求与检查1.安瓿的质量要求:应具有低的膨胀系数,优良的耐热性。
要有足够的物理强度。
高度的化学稳定性,不改变溶液的pH,不被侵蚀。
熔点较低,易于熔封。
不得有气泡、麻点与砂粒。
2.安瓿的检查:物理检查:外观、尺寸、应力、清洁度、热稳定性等。
化学检查:耐酸、耐碱和中性检查。
尚需做装药试验,检查安瓿与药液的相容性,证明无影响后方能使用。
〔三〕安瓿的洗涤技术与设备1.超声洗涤法与加压气水喷射洗涤法综合洗涤方法。
2.设备:洗、烘〔灭菌〕、灌、封联动线。
〔四〕安瓿洗涤岗位洁净度要求:D级〔五〕安瓿洗涤操作过程〔六〕安瓿清洗过程的工艺管理要点和质量控制1.生产工艺管理要点:〔1〕清洗过程随时检查水气压力,保证水气能冲到安瓿底部。
小容量注射剂的工艺流程设备及要求

小容量注射剂的工艺流程设备及要求英文回答:Technology and Equipment for Small Volume Injectable Processes.Small volume injectables (SVIs) are a critical component of modern healthcare, providing precise delivery of therapeutic agents directly into the bloodstream. The manufacturing of SVIs requires specialized technology and equipment to ensure the precision, safety, and efficacy of the final product. Here is an overview of the工艺流程,设备,和要求for SVI production:Process Flow:1. Formulation: The process begins with the formulation of the active pharmaceutical ingredient (API) and other excipients to create a stable, injectable solution.2. Filtration: The formulated solution is filtered to remove any particles or impurities that could compromise the safety or efficacy of the product.3. Filling: The filtered solution is filled into individual vials or pre-filled syringes using specialized filling machines that ensure accurate dosage and sterility.4. Capping: The filled vials or syringes are capped to prevent leakage or contamination during storage and transport.5. Labeling: The containers are labeled with the necessary information, including the drug name, dosage, and expiration date.6. Inspection: The finished SVIs are inspected for quality control purposes to ensure they meet the required specifications.Equipment:1. Formulation Equipment: Mixers, homogenizers, and other equipment are used to blend and dissolve the API and excipients into a homogeneous solution.2. Filtration Equipment: Various types of filters, such as depth filters and membrane filters, are employed to remove particles and impurities from the solution.3. Filling Machines: Specialized filling machines are designed to accurately dispense the formulated solutioninto vials or syringes.4. Capping Machines: Capping machines automatically apply caps to the filled containers to ensure a tight seal.5. Labeling Equipment: Labelers apply labels to the containers with accurate and consistent information.6. Inspection Equipment: Automated inspection systems use visual inspection, weight measurement, and other techniques to detect any defects or inconsistencies in the finished SVIs.Requirements:1. Cleanroom Environment: SVIs are manufactured in a cleanroom environment to minimize the risk of contamination.2. Sterility Assurance: The equipment and processesused in SVI production are validated to ensure sterilityand prevent the introduction of microorganisms.3. Accurate Dosing: Filling machines must be calibrated and maintained to ensure that each vial or syringe receives the exact dose of the drug substance.4. Container Integrity: Vials and syringes must be inspected for any cracks, scratches, or other defects that could compromise the integrity of the product.5. Quality Control: Strict quality control measures are implemented throughout the manufacturing process to ensure the safety, efficacy, and consistency of the final product.中文回答:小容量注射剂的工艺流程、设备及要求。
小容量注射剂配液系统URS

文件编号:URS-020-071-002(1)浙江泰康药业集团有限公司小容量注射剂配液系统用户需求标准浙江泰康药业集团有限公司小容量注射剂配液系统用户需求标准目录1、综述 (01)2、法规标准 (01)3、技术要求 (01)3.1生产工艺要求 (01)3.2厂房设施及公用系统要求 (02)3.3设备要求 (02)3.3.1预处理系统 (02)3.3.2反渗透系统 (03)3.3.3电除盐系统 (03)3.3.4管道 (04)3.3.5阀门及衬垫 (04)3.3.6仪器仪表 (05)3.4电气自控要求 (05)3.5 QA要求 (05)3.6 RAM要求 (06)3.7 清洗消毒要求 (06)3.8 EHS要求 (06)4、服务要求 (06)4.1 FAT要求 (06)4.2包装运输要求 (06)4.3文件资料要求 (07)5、修订历史 (09)1、目的:为了阐明公司对配液系统用户的要求,为使配液系统满足GMP和生产工艺要求。
2、范围:本URS适用于小容量无菌注射剂配液系统(半量罐、浓配罐、稀配罐、储液罐、板框过滤器、粗过滤器和除菌过滤器、管道和接口)。
3、责任:需方对本URS的编制质量负责。
供方须严格按照本URS所明确的法规标准、技术要求、服务要求,提供相关设备设施和服务,供方须对需方所提供的URS负保密责任。
4、法规标准4.1、法规:除本URS特殊要求外,中国药典2010版,中国的GMP法规要求,中国安全环保法规、ISO14001、OSAHS18001。
4.2、标准:除本URS特殊要求外,中国制药装备协会所颁布的制药工程设备标准、压力容器和特种设备中国国家制造标准,GB-52261-2002 机械安全机械电气设备第一部分:通用技术条件等。
5、工艺描述:本公司小容量注射剂无菌制剂车间配液系统主要用于红茴香注射液、丹参注射液、柴胡注射液,其中常年生产品种为红茴香注射液。
本品种生产工艺复杂,含树脂类成分较多,具有难过滤、多次冷藏的特点,5.1、红茴香注射剂工艺规程:5.1.1、将浓缩液用八层120目涤纶布过滤至半量罐,滤液量出体积,加注射用水4000ml,将其搅拌均匀(≥5分钟),得半量药液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要执行机构:送瓶机构、灌装机构及封口机构。
小容量注射剂设备
小容量注射剂设备
1. 送瓶机构
移瓶齿板完成托瓶、移瓶、放瓶。
图4-20 LAG-2安瓿拉丝灌封机送瓶机构结构示意图 1.进瓶斗;2.安瓿;3.固定齿板;4.出瓶斗; 5.偏心轴;6.移瓶齿板;7.梅花盘
小容量注射剂设备
图4-17 远红外隧道烘箱结构图 l. 排风管;2. 罩壳;3. 远红外发生器;4. 盘装安瓿;5. 传送链;
6. 煤气管;7. 通风板;8. 喷射器;9. 铁铬铝网
小容量注射剂设备
隧道加热分预热段、中间段及降温段三段。 预热段内安瓿由室温升至100℃左右,大部分水分在这里 蒸发。 中间段为高温干燥灭菌区,温度达300 ~ 450℃,残余水 分进一步蒸干,细菌及热原被杀灭。 降温区是由高温降至100℃左右,而后安瓿离开隧道。 在隧道顶部设有强制抽风系统,以便及时将湿热气排出; 隧道上方的罩壳上部应保持5~20Pa的负压,以保证远红外 发生器的燃烧稳定。
小容量注射剂设备
(四)安瓿灌封设备
将过滤洁净的药液定量地灌注到经过清洗、干燥及 灭菌处理的安瓿内,并加以封口的过程称为灌封。
对于易氧化的药品,在灌装药液时,充填惰性气体 以取代安瓿内药液上部的空气。
目前国内药厂所采用的安瓿灌封设备主要是拉丝灌 封机,共有三种:1~2ml安瓿灌封机、5~10ml安瓿灌 封机和20ml安瓿灌封机。
喷淋式洗瓶机组生产效率较高,5ml以下小安瓿洗涤效果好。 缺点:洗涤时会因个别安瓿内部注水不满而影响洗瓶质量。此 外本机组体积庞大,占地面积多,耗水量大。
小容量注射剂设备
2. 气水喷射式安瓿洗瓶机组
由供水系统、压缩空气及其过滤系统、洗瓶机等三大部 分组成 。
利用洁净的洗涤水及经过过滤的压缩空气,通过喷嘴交 替喷射安瓿内外部,将安瓿喷洗干净。
小容量注射剂设备
工作原理
固定齿板有上、下两条,安瓿上、下两端恰好被搁 置其上并与水平保持45°倾角,以便灌注药液。
移瓶齿板也有上、下两条,与固定齿板等距地装置 在其内侧,齿形为椭圆形,以防在送瓶过程中将瓶撞碎。
移瓶齿板
固定齿板
当偏心轴带动移瓶齿板运动时,先将安瓿从固定齿板 上托起,然后越过其齿顶,将安瓿移过2个齿距。
瓶颈上方或冲出瓶外。 束液是指在灌注药液结束时,因灌注系统“束液”
不好,针尖上留有剩余的液滴。 冲液和束液产生的原因不同,都会造成药液的浪费
和污染、灌封容量不准、封口焦头、封口不良、瓶口破 裂等弊端。
小容量注射剂设备
解决冲液的措施:
①将注液针头出口端制成三角形开口。 ②调节注液针头进入安瓿的位置使其恰到好处。 ③改进提供针头托架运动的凸轮的轮廓设计,使针头吸液
二水二气的冲洗吹净程序 安瓿送达位置 A1时,针头插入安瓿瓶内,并向内注水洗 瓶;当安瓿到达位置A2时,继续对安瓿注水洗瓶;到达位置 B1时,经净化过滤的压缩空气将安瓿瓶内的洗涤水吹去;到 达位置B2时,继续由压缩空气将安瓿瓶内的积水吹净,从而 完成了二水二气的洗瓶工序。
小容量注射剂设备
小容量注射剂设备
小容量注射剂设备
2020/11/18
小容量注射剂设备
饮用水 离子交换
安瓿 切割
原料 配制
100000级 10000级
纯水
过粗
滤
洗
蒸馏
精洗
过
注射
滤
干燥灭菌
用水
冷却
粗滤 精滤 灌装 封口
入库 包装 印字贴签
灭菌检漏
灯检
最终灭菌小容量注射剂单机灌装工艺流程及环境小容区量域注射划剂设分备示意图
饮用水
反渗透 离子交换 纯化水
小容量注射剂设备
气动拉丝钳结构示意图
当气缸活塞杆向 前时,钳爪张开; 气缸活塞杆往后 时,钳爪闭合。
1、9.钳爪;2、8.连杆;3、7.销轴; 4.弹簧;5.气缸;6.机架;10.安瓿丝颈
小容量注射剂设备
4. 安瓿灌封过程中的常见问题及其解决措施
1)冲液和束液 冲液是指在灌注药液过程中,药液从安瓿内冲溅到
现以LAG1—2安瓿拉丝灌封机气动拉丝封口机构为例。
小容量注射剂设备
加热
拉丝
压瓶
图4-22 安瓿拉丝灌封机气动拉丝封口机构结构示意图
1.拉丝钳;2.喷嘴;3.安瓿;4.压瓶滚轮;5.摆杆;6.压瓶凸轮; 7.拉簧;8.蜗轮蜗杆箱;9.钳座;10.凸轮;11.气阀
小容量注射剂设备
小容量注射剂设备
封口过程:
小容量注射剂设备
3.拉丝封口机构
• 安瓿拉丝封口机构由压瓶、加热和拉丝三个机构组成。 • 拉丝机构的动作包括拉丝钳的上下移动及钳口的启闭。 • 按其传动形式分为气动拉丝和机械拉丝前者借助气阀凸轮
控制压缩空气进入拉丝钳管路而使钳口启闭;后者是通过 连杆一凸轮机构带动钢丝绳从而控制钳口的启闭。 • 气动拉丝机构的结构简单、造价低、维修方便;但噪声大 并有排气污染等缺点;机械拉丝机构结构复杂,制造精度 要求高;但它无污染、噪声低,适用于无气源的场所。
常用的有远红外隧道式烘箱和电热隧道灭菌烘箱。 所用能源有蒸汽、煤气及电热等。
小容量注射剂设备
1. 远红外隧道式烘箱
远红外线是指波长大于5.6μm的红外线,它是以电磁 波的形式直接辐射到被加热物体上的,不需要其他介质 的传递,所以加热快、热损小,能迅速实现干燥灭菌。
隧道式远红外烘箱是由远红外发生器、传送带和保 温排气罩组成,如图4-17所示。
小容量注射剂设备
补充介绍
小容量注射剂设备
3. 超声波安瓿洗瓶机
小容量注射剂设备
超声波安瓿洗瓶机工作原理
1.推瓶器 2.引瓶器 3.水箱 4.针管 5.超声波 6.瓶底座 7.液位 8.吹气 9.冲循环水 10.冲注射水 11.注饮用水
小容量注射剂设备
空气 新鲜蒸馏水
安瓿斗
循环水
图4-16 18工位连续回转超声波洗瓶原理图 1.引瓶;2.注循环水;3、4、5、6、7. 超声清洗;8、9. 空位;
蒸馏
注射 用水
过滤
安瓿 理瓶
原料 配制 粗滤
精滤
洗、烘、灌、封 联动机组
灭菌检漏
100000级区 10000级区
纸盒
灯检 印字 包装
纸箱
入库
最终灭菌小容量注射剂洗、烘、灌、封联动机组工艺流程小及容环量注境射区剂设域备划分示意图
4.1.2 水针剂生产设备
按照水针剂生产工艺的需要,其生产 设备包括以下几个部分。
制作安瓿一般采用中性玻璃。含 锆的中性玻璃具有较高的化学及热稳 定性,其耐酸、耐碱、耐腐蚀,内表 面耐水性较高。
多数安瓿用无色玻璃制成,有利 于检查药液澄明度。对需遮光药品的 水针剂,采用棕色玻璃制造安瓿。
图4-12 曲颈易折安瓿
小容量注射剂设备
易折安瓿分色环易折安瓿和点刻痕易折安瓿二种
色环易折安瓿是将一种膨胀系数高于安瓶玻璃二倍 的低熔点粉末熔固在安瓿颈部成环状,冷却后由于两种 玻璃膨胀系数不同,在环状部位产生一圈永久应力,用 力一折即平整断裂,不易产生玻璃碎屑和微粒。
气水喷射式安瓿洗瓶机组工作原理示意图
1.安瓿; 2.针头;3.喷气阀;4.喷水阀;5.偏心轮;6.脚踏板; 7.压缩空气进口;8.木炭层;9.双层涤纶袋滤器;10.水罐; 11.双层涤纶袋滤器; 12.瓷环层; 13.洗气罐 小容量注射剂设备
技术说明
洗涤用水和压缩空气预先必须经过过滤处理; 压缩空气压力约为0.3Mpa、洗涤水由压缩空气压送、 并维持一定的压力和流量,水温50℃。 洗瓶过程中水和气的交替分别由偏心轮与电磁喷水阀 或电磁喷气阀及行程开关自动控制,操作中要保持喷头与 安瓿动作协调,使安瓿进出流畅。
小容量注射剂设备
2.电热隧道灭菌烘箱
1.中效过滤器;2.风机; 3.高效过滤器;4.隔热层;
5.电热石英管;6.水平网带;7.排风
小容量注射剂设备
结构说明
瓶口朝上的盘装安瓿由隧道的一端用传送带送进烘箱。 隧道加热分三段:预热段、灭菌段及降温段,预热段 内安瓶由室温升至100℃左右,大部分水分在这里蒸发,灭 菌段为高温干燥灭菌区,温度达300~450℃ ,残余水分进 一步蒸干,细菌及热原被杀灭,降温区是由高温降至100℃ 左右。 层流的作用是形成垂直气流空气幕,一则保证隧道的 进、出口与外部污染的隔离;二则保证出口处安瓶的冷却 降温。外部空气经风机前后的两级过滤达到一百级净化气 要求。通过风机的无级调速来保持气流速度在0.35~0.6m/s 。
点刻痕易折安瓿是在曲颈部分刻有一微细刻痕的安 瓿,在刻痕上方中心标有直径为2mm的色点,折断时, 施力于刻痕中间的背面,折断后,断面应平整。
安瓿包装件应贮存在清洁、通风、干燥、无污染的 室内,贮存期不宜超过12个月。
小容量注射剂设备
易折安瓿规格尺寸
表4-2 易折安瓿规格尺寸(GB2637-1995),mm
安瓿喷淋机
1.链带
2.水箱 3.尼龙网
4.多孔喷头 5.安瓿盘 6. 链轮
小容量注射剂设备
图4-13 安瓿喷淋机 l.电机;2.安瓿盘;3.淋水喷嘴;4.进水管;5.传送带
;6.集水箱;7.泵;8.过滤器
小容量注射剂设备
安瓿甩水机
主要由外壳、离心架框、 固定杆、不锈钢丝网罩盘、 机架、电机及传动机件组成。
1.配液过滤设备
2.安瓿灭菌干燥设备 3.安瓿洗涤设备 4.灌封设备
安瓿洗、烘、灌封 联动生产线
5.灭菌检漏设备
6.灯检设备
7.安瓿印字包装设备
小容量注射剂设备
(一)安瓿
我国目前水针剂生产所使用的容 器均为安瓿。
新国标 GB2637-1995规定水针 剂使用的安瓿一律为曲颈易折安瓿 (以下简称易折安瓿)。