饲料--膨化料的优缺点
膨化料的优缺点(精选多篇)

膨化料的优缺点(精选多篇)第一篇:膨化料的优缺点膨化料的优缺点膨化加工是一项饲料加工新技术,饲料在挤压腔内膨化实际上是一个高温瞬时的过程:混和物处于高温(110-200 ℃)、高压(25-lOOkg / cm2)、以及高剪切力、高水分(10 %-20 %甚至 30 %)的环境中,通过连续混和、调质、升温增压、熟化、挤出模孔和骤然降压后形成一种膨松多孔的饲料。
1 膨化饲料的优点. 1 提高饲料的利用率膨化过程中的热、湿、压力和各种机械作用,使淀粉分子内 1,4 —糖苷键断裂而生成葡萄糖、麦芽糖、麦芽三糖及麦芽糊精等低分子量产物,膨化加工可使淀粉糊化度提高,纤维结构的细胞壁部分被破坏和软化,释放出部分被包围、结合的可消化物质,同时脂肪从颗粒内部渗透到表面,使饲料具有特殊的香味,提高了适口性,因而摄食率提高。
另外,植物性蛋白饲料中的蛋白质,经过适度热处理可钝化某些蛋白酶抑制剂如抗胰蛋白酶、脲酶等,并使蛋白质中的氢键和其他次级键遭到破坏,引起多肽链原有空间构象发生改变,致使蛋白质变性,变性后的蛋白质分子成纤维状,肽链伸展疏松,分子表面积增加,流动阻滞,增加了与动物体内酶的接触,因而有利于水产动物的消化吸收,可提高营养成分消化利用率 10 %-35 %。
. 2 降低对环境的污染膨化浮性鱼饲料在水中稳定性能好。
以挤压膨化加工而成的饲料颗粒,是靠饲料内部的淀粉糊化和蛋白质组织化而使产品有一定的黏结或结合力,其稳定性一般达 12h 以上,最长可达 36h,故可减少饲料营养成分在水中的溶解及沉淀损失。
有数据表明,一般采用膨化浮性鱼饲料比粉状或颗粒饲料可节约 5 %-10 %,并能避免饲料在水中残留,减少水体污染。
. 3 减少病害的发生饲料原料中常含有害微生物,如好气性生物、嗜中性细菌、大肠杆菌、霉菌、沙门氏菌等,动物性饲料原料中的含量相对较多。
而膨化的高温、高湿、高压作用可将绝大部分有害微生物杀死。
有资料显示,每克原料中大肠杆菌数达10 000 个,膨化后仅剩不到10 个,沙门氏菌在经85 ℃ 以上高温膨化后,基本能被杀死,这就有助于保持水质和减少水产养殖不利的环境因素,同时达到 0 . 4,这相当于水分含量在 8 %-10 %,更好地提高丁饲料的贮存稳定性。
膨化饲料
随着水产养殖业向规模化、集约化、专业化的方向发展,对水产饲料的要求也越来越高,传统的粉状配合饲料和颗粒配合饲料存在着水中稳定性差,沉降速度快,易造成饲料散失浪费和水质污染等弊端,已越来越不适应现代水产养殖的需要,而浮性饲料能较好地克服粉状和颗粒饲料的这些弊端,是现代水产养殖的理想饲料品种,有着较好的市场潜力和市场前景。
一、膨化浮性鱼饲料的生产过程1、饲料配方:膨化浮性鱼饲料的饲料配方应根据各鱼类品种的营养需求结合膨化的特点进行设计,应保证原料配比中有20%以上的淀粉类原料,添加剂应选用耐受高温的,特别是维生素应选用耐高品种或增加用量。
2、生产工艺:膨化浮性饲料的生产工艺流程为:配料→微粉碎→混合→加水混合→膨化制粒→冷却、烘干→包装。
原料的粉碎粒度应在0.5mm以下,这样既有利于膨化制粒,又能提高原料中营养成份的利用率;加水混合是一个关键步骤,应控制原料含水量在23%-30%之间,水分过低,难于膨化,容易堵塞,水分太高,则可能膨化不充分,影响成型;膨化制粒一般采用湿法挤压膨化机,原料在膨化机中螺旋的挤压和推动下,产生高温高压,在通过模孔的瞬间,温度和压力急剧下降,使原料中的水分迅速蒸发,体积膨胀,比重变轻,经过料口的切口切割成型,再经冷却和烘干至室温和水分12%以下包装。
3、影响膨化的因素:原料的配比、原料中的淀粉含量及水分含量、膨化温度及压力、膨化机的转速都影响到膨化的质量,特别是原料中的淀粉含量和水分含量以及膨化温度影响较大。
应综合调节这些因素,才能生产出质量较好的膨化浮性饲料。
二、膨化浮性鱼饲料的特点1、便于饲养管理:膨化浮性鱼饲料由于能悬浮于水面,因此投饲时不需专设投饲台,只需定点投饲即可;鱼采食时需出水面,能直接观察鱼的采食情况,及时调整投饲量,并能及时了解鱼类的生长情况和健康状况,因此采用膨化浮性鱼饲料有助于进行科学的饲养管理。
2、防止饲料浪费:膨化浮性鱼饲料在水中稳定性很好,一般两小时内不溶解,因而能避免饲料中营养成份在水中的溶解散失和饲料沉入泥中而造成的浪费,即使一些鱼吃不完,也可捞起晒干,能最大限度防止饲料浪费。
水产养殖中使用膨化饲料的优势?

水产养殖中使用膨化饲料的优势?膨化饲料,也被称为浮性饲料,其在膨化过程中由于热、湿、压力和各种机械作用,能使饲料中的淀粉充分糊化,破坏和软化纤维的细胞壁部分,释放营养,使蛋白质变性,脂肪稳定,有利于消化吸收,提高饲料的消化率和利用率。
与传统的颗粒饲料相比,膨化饲料消化性能好,水稳定性强,热敏抗营养素低,投喂管理方便,加之其特殊的工艺使得饲料具有特殊的香味,有利提升采食。
因此,虽然成本相对较高,但近年来,膨化饲料在水产养殖中日益受到养殖户的青睐,膨化饲料的饲用范围也从初始的高档水产养殖中逐渐扩散至中低档水产品饲养。
膨化饲料到底有哪些优点:1、提高饲料原料利用率颗粒饲料的调制温度在80~90°C之间,而膨化料的调制温度在100~110°C之间,膨化料的调制温度更高,可以提高饲料中淀粉的熟化程度,更容易被吸收。
颗粒料的淀粉糊化度最高不过30%,而膨化料的淀粉糊化度可以达到80%~99%。
2、水中稳定性较好,减少饲料浪费颗粒料在投喂时容易溃散,造成饲料的浪费,还会进一步导致水体溶氧量下降和残饵对水质的污染。
而膨化饲料在水中不下沉,且在水中的稳定性比较好,饲养鱼类可以有充裕的时间摄食,从而有效减少饲料浪费,避免水质污染。
而且,膨化饲料可以通过密度控制,适应不同的饲喂对象和不同的饲喂环境。
3、饲料适口性较好膨化饲料的结构疏松、多孔,具有独特的香味和篷松感。
此外,与颗粒饲料受生产工艺限制很难提高油脂添加量的劣势相比,膨化饲料可以采用后添加方式,提高饲料脂肪含量,在提高饲料能量水平的同时也提高了适口性,更充分满足水产动物快速生长的需求。
4、利于饲养管理和疫病防治膨化饲料浮于水面,在投喂时可以直接观察鱼类的摄食情况,及时调整投饲量,同时也可了解到鱼类的生长情况和健康状态。
鱼类膨化饲料工艺及优缺点浅析

鱼类膨化饲料工艺及优缺点浅析作者:廖建华来源:《好日子(下旬)》2017年第11期摘要:饲料业是我国农业中工业化程度最高的产业,是联系种植业、养殖业、畜产品加工业等产业的纽带,在农业中占有举足轻重的作用。
在饲料工业中,膨化水产饲料的生产工艺与传统的畜禽饲料的加工工艺有很大的不同。
根据水产饲料品种多、原料变化大、粉碎细度要求高和物料流动性差等特点,生产工艺的设计一般采用二次粉碎与二次配料混合来完成对粉状原料的加工;粉状原料经膨化机压制成型,再经过烘干、油脂喷涂和冷却筛选等工序来完成对膨化饲料的加工进入成品包装系统。
关键词:饲料;工艺在饲料行业中,人们把用来喂养动物的食物统称为饲料,饲料包括大豆、豆粕、玉米、鱼粉、氨基酸、棉粕、添加剂、乳清粉、油脂、肉骨粉、谷物、甜高粱等十余个品种的饲料原料。
原料是饲料的基础,不同的加工方法就会做出功能各异的饲料。
而这里所讲到的膨化饲料是一种专门适用于水产动物类(如图1-1)、幼畜、观赏动物等生长的饲料。
一般饲料的加工是一个多步骤,多工序的过程,通常要经过原料的接受与清理,再进行粉碎,混合,制粒等。
而膨化饲料膨化饲料是一项饲料加工新技术,饲料在挤压腔内膨化实际上是一个高温瞬时的过程:即饲料处于高温(110 -200 ℃)、高压(25-100kg/cm2)以及高剪切力、高水分(10 % -20 %甚至 30 %)的环境中,通过连续混和、调质、升温、增压、熟化、挤出模孔和骤然降压后形成一种膨松多孔的饲料。
饲料经膨化后,形成“爆米花”的状态,不但外形等物理状态有所改变,而且内部有机物分子结构也有改变,使淀粉更易消化,蛋白更易利用。
1 膨化饲料的加工工艺内容膨化饲料的加工工艺一般包含以下内容:(1)原料的接受与清理(2)原料的粉碎(3)原料粉碎后的配比与混合(4)混合后大颗粒料的微粉碎(5)二次配料以及二次混合(6)混合料的筛理(7)加水,蒸汽调质(8)湿法膨化制(9)后续的烘干,油脂喷涂以及冷却(10)最后的鉴定分级包装2 膨化饲料的优点及缺点一、膨化饲料的优点:(1)提高饲料的利用。
【新提醒】饲料用膨化玉米介绍
【新提醒】饲料用膨化玉米介绍饲料用膨化玉米,最重要的是要求熟化(亦即糊化度),至于膨化,是淀粉颗粒破裂、水分闪蒸的必然结果,一般以物料容重来表征膨化度大小。
因此,膨化玉米有两个方面的要求,熟化度和膨化度,分别用淀粉糊化度和物料容重来衡量。
淀粉糊化度用淀粉葡萄糖苷酶法测定,物料容重则可用容重计测得。
熟化度和膨化度是相互关联的,熟化度高不一定膨化度就高,而膨化度高相应的熟化度会高。
对于大多数饲料企业,不具备测量糊化度的条件,但容重则很容易测得,而通过容重反映的熟化度也比较准确。
因此,容重就成为目前饲料企业评价膨化玉米的重要指标。
根据终产品的容重(干燥冷却后,2mm筛板粉碎),可以将膨化玉米分为三种:1)低膨化度产品容重>0.5kg/l,一般采用低温膨化,80~120oC 左右,成品水分较高,糊化度能做到60~80%,离乳后期仔猪可用,也可用于多维和酶制剂包被工艺。
2)中等膨化度产品容重0.3~0.5 kg/l,温度100~150oC左右,成品水分8~10%,糊化度能做到90%以上,用于乳猪料,貉、狐及水貂等特种动物饲料,水产饲料。
3)高膨化度产品容重0.1~0.3 kg/l,温度在140~170oC和更高,成品水分4~8%,可完全糊化,一般采用干法膨化,用于复合磷脂粉中载体,及铸造工业、涂料工业。
由于水分对膨化玉米影响非常显著,在同一温度下,水分不同出来的产品膨化度也有差异,水分越低,膨化度越高,直接反映在产品容重上。
在同一水分下,膨化度要求越高,膨化温度升高,电耗增加,产量下降。
因此,需要根据自己的产品要求,确定适宜的膨化度,对一般饲料用膨化玉米,首先要保证足够的熟化度,以中等膨化度为宜。
过度膨化,不仅导致设备效率低下,还会产生一些抗酶消化的类似木质素的新键物质,使得膨化产品的淀粉含量下降或膳食纤维量上升,从而降低动物对淀粉的消化吸收。
膨化料
随着水产养殖业向规模化、集约化、专业化的方向发展,对水产饲料的要求也越来越高。
而水产养殖塘租、人工成本、原料成本的快速上升也直接推动了水产膨化料的快速增长。
据不完全统计,2010年全国水产膨化料生产线已达到200条以上,总产量月约500万吨,目前仍有很多企业正谋划着新上膨化线。
由于膨化工艺具有可以钝化饲料中的抗营养因子,可以提高饲料养分的消化率等优点被人们津津乐道;然而人们在蜂拥而上的同时,却忽略了膨化工艺在灭活抗营养物质的同时也灭活了大量的热敏性微量营养素。
在严格的试验条件下,若排除膨化料对水质的保护作用,膨化料相对于普通硬颗粒饲料并不能表现出优良的饲喂性能。
因此,即使在膨化料最为普及的广东,精明的养殖户也都更趋向于采用膨化料+硬颗粒料的组合饲喂模式。
全程膨化料饲喂容易导致鱼体抗应激能力差已成为业内不争的事实。
以饲养鲑鳟鱼类为主的欧美国家一直采用膨化工艺实现水产饲料的造粒,膨化饲料已占水产饲料的80%左右。
而我国目前膨化饲料占国内水产饲料的比例还不足30%,现正由传统硬颗粒一统江山的局面逐渐过渡到两种加工方式并存。
但是,对于膨化工艺的改变可能对营养供给量带来的影响,以及是否需要进行适应性的调整,现今为止,我国还鲜有研究机构予以关注和系统思考,大多做法还是沿用传统硬颗粒料的营养参数。
然而鉴于各种物质的性能不同,随着工艺的改变,其存留量也会随之改变。
以水产维生素的为例,在膨化工艺条件下,维生素受湿、热、剪切力等的影响容易失活,而且不同的维生素失活率是存在显著差异的。
例如,在120℃膨化温度下,胆碱的存留率达到96%,VB2也可达到93%,而以乙酰纤维素为包膜材料的包膜VC的存留率则却只有29%,VB1也只有66%。
由于在加工过程中各种维生素的存留率不一致,导致原本符合鱼体需要量的维生素配比变得非常不平衡,加上原料中天然维生素也会遭受严重的破坏,因此鱼体容易出现维生素缺乏也就不足为奇了。
针对这些问题,目前,各水产料生产企业往往采用超量添加的方式来解决维生素在膨化过程中的损耗,但这种做法是极不经济的,同时也是低效的。
挤压膨化对水产饲料营养价值的影响
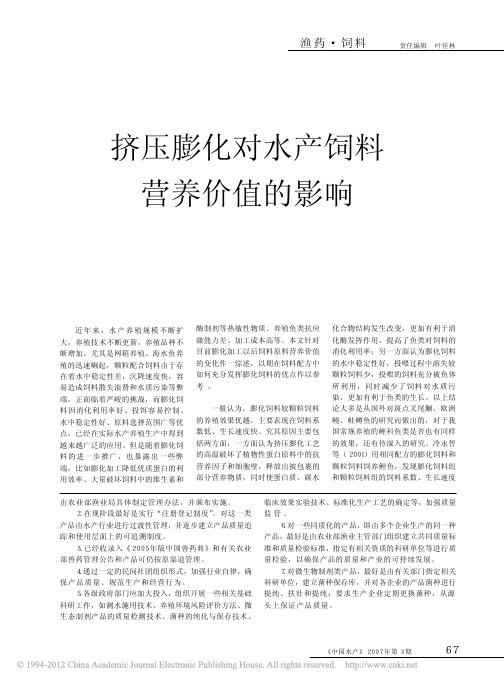
责任编辑 叶佳林挤压膨化对水产饲料营养价值的影响胡学峰 北京昕大洋科技发展有限公司 100081近年来,水产养殖规模不断扩大,养殖技术不断更新,养殖品种不断增加,尤其是网箱养殖、海水鱼养殖的迅速崛起,颗粒配合饲料由于存在着水中稳定性差,沉降速度快,容易造成饲料散失浪费和水质污染等弊端,正面临着严峻的挑战,而膨化饲料因消化利用率好、投饵容易控制、水中稳定性好、原料选择范围广等优点,已经在实际水产养殖生产中得到越来越广泛的应用。
但是随着膨化饲料的进一步推广,也暴露出一些弊端,比如膨化加工降低优质蛋白的利用效率、大量破坏饲料中的维生素和酶制剂等热敏性物质、养殖鱼类抗应激能力差、加工成本高等。
本文针对目前膨化加工以后饲料原料营养价值的变化作一综述,以期在饲料配方中如何充分发挥膨化饲料的优点作以参考。
一、膨化饲料的特点一般认为,膨化饲料较颗粒饲料的养殖效果优越,主要表现在饲料系数低、生长速度快。
究其原因主要包括两方面,一方面认为挤压膨化工艺的高温破坏了植物性蛋白原料中的抗营养因子和细胞壁,释放出被包裹的部分营养物质,同时使蛋白质、碳水化合物结构发生改变,更加有利于消化酶发挥作用,提高了鱼类对饲料的消化利用率;另一方面认为膨化饲料的水中稳定性好,投喂过程中溶失较颗粒饲料少,投喂的饲料充分被鱼体所利用,同时减少了饲料对水质污染,更加有利于鱼类的生长。
以上结论大多是从国外对斑点叉尾鮰、欧洲鳗、鲑鳟鱼的研究而做出的,对于我国常规养殖的鲤科鱼类是否也有同样的效果,还有待深入的研究。
冷永智等(2001)用相同配方的膨化饲料和颗粒饲料饲养鲤鱼,发现膨化饲料组和颗粒饲料组的饲料系数、生长速度渔药・饲料由农业部渔业局具体制定管理办法,并颁布实施。
2.在现阶段最好是实行“注册登记制度”,对这一类产品由水产行业进行过渡性管理,并逐步建立产品质量追踪和使用层面上的可追溯制度。
3.已经收录入《2005年版中国兽药典》和有关农业部兽药管理公告和产品可仍按原渠道管理。
08第八章 膨化工艺
二、膨化工艺参数对饲料营养价值的影响
挤压机结构 物料粒度对挤压效果的影响 物料水分对UA及产量的影响 物料温度对挤压效果的影响 原料处理对大豆膨化效果的影响
第三节 膨化加工工艺
膨化饲料的生产有间歇膨化和连续膨化两 种工艺. 连续膨化使用较多,主要有三种形式:气流连 续膨化工艺,流动层式连续膨化工艺和挤压 式膨化工艺. 间歇膨化工艺生产周期长,生产效率低,因而 其应用受到限制.
一、间歇膨化工艺
物料装罐后密封,再加热是罐内温
度达到膨化所需压力,这时便可以 一开盖,开盖后物料会迅速膨化, 并自动流出。
二、气流式连续膨化工艺
包括两个系统:一是加热蒸气产生和输送 系统,二是进料和膨化系统。
来自锅炉的饱和蒸气,由高压风机压送至 蒸气加热器,变成过热蒸气,再输入物料 加热管。物料加热管有三个通管,其中一 个管口与离心分离器进风管相连,另一个 与旋转供料器相连,从而形成循环的热风。
第八章 膨化工艺
第一节 第二节 第三节 第四节 膨化原理 膨化对饲料营养价值的影响 膨化加工工艺 膨化设备
第一节 膨化原理
膨化指含有一定淀粉比例(20%以上)和一定 水分的原料,经高温高压处理后,淀粉糊化,蛋 白质分层,水分呈过热状态,再在短时间内(约 10s左右)降为常压,温度骤降,在温差、压差 的作用下,饲料体积迅速膨胀,水分迅速蒸发 而形成质地结构疏松的饲料,即膨化饲料。
湿法膨化营养成分损失小,适口性好,利 于动物消化吸收,能耗低,产量高,因而 适于大豆,粉料等原料的连续膨化过程。
湿法膨化的特点
增设蒸气等预处理有助于饲料异味的挥发 和祛除,使所有颗粒成为均匀的不可逆的 和连结的分散体。 提高膨化生产率。比干法高70—80%。 降低原料损失。干法损失5—6%,湿法损失 仅2%。 湿挤压膨化,延长易损件使用寿命22—50%。
水产膨化饲料较一般水产饲料的七大优势

水产膨化饲料较一般水产饲料的七大优势第一篇:水产膨化饲料较一般水产饲料的七大优势水产膨化饲料较一般水产饲料的七大优势膨化饲料综述随着水产养殖业向规模化、集约化、专业化的方向发展,对水产饲料的要求也越来越高。
一方面,水产养殖的品种众多,由于它们的生活习性不同,所以对饲料性状的要求也不同:为了使水产养殖动物有足够的摄食时间,除了使饲料颗粒能完整保持一定时间外,还应该相应制成浮性(针对上层鱼类、蛙类)、慢沉性(针对中下层鱼类)和沉性(针对虾蟹类)三类饲料,以满足各种水产养殖动物的摄食需要;另一方面,膨化料粘合性较好,不易散失,而且能够准确掌握投料数量,减少浪费--这也是为了适应当前人们对环境保护的要求。
目前许多水产养殖发达的国家和地区都在大量使用膨化水产饲料。
例如在挪威,大西洋鲑的养殖全部使用高能低蛋白膨化饲料,饵料系数在1.1以下,不仅提高了经济效益,而且减轻了饲料对环境带来的负担。
水产膨化饲料也能很好地满足水产养殖业对饲料环保、高效的要求。
工欲善其事必先利其器,本文从水产饲料的工艺、机器方面着眼,来分析水产膨化饲料的研究进展。
水产膨化饲料的特点1便于饲养管理水产膨化饲料能较长时间悬浮于水面(水中),投饲时不需专设投饲台,只需定点投饲即可;鱼采食时需出水面,能直接观察鱼的采食情况,及时调整投饲量,并能及时了解鱼类的生长情况和健康状况,因此采用水产膨化饲料有助于进行科学的饲养管理,既节约大量时间,又能提高劳动生产率。
2防止饲料浪费水产膨化饲料在水中稳定性很好。
一般2小时内(有的长达l0多小时)不溶解,因而能避免饲料中营养成份在水中溶解散失和饲料沉入泥中,而且残饵也容易捞起晒干,能最大限度防止饲料浪费。
据试验表明一般采用水产膨化饲料比粉状或硬颗粒饲料节约饲料10%左右。
3降低水质污染水产膨化饲料在水中不溶解,不下沉,因而能避免饲料在水中残留发酵,降低了水中有机物的耗氧量,从而有效地降低水质污染。
4饲料利用率高膨化时高温处理,使淀粉糊化、脂肪稳定,并破坏和软化纤维结构和细胞壁,从而提高各营养成份的利用率,挤压膨化可显着降低棉籽及棉籽粕中游离棉酚的含量,对菜籽粕中的芥子甙、蓖麻籽粕中的有毒蛋白等,也有较好的脱毒效果。
膨化料的特点
膨化技术应用情况及标准化食品安全是关系到国计民生的大事,其中最重要的环节就是抓好饲料的安全。
从我国近二十年来饲料工业的发展来看,不仅产量在逐年上升,产品的质量要求也在不断提高,九十年代初瘦肉精还被大量用于饲料中,但药品残留问题很快导致其被禁用,而后几年内又有几十种药物被明令禁止用于饲料,也体现出国家对食品安全的重视。
饲料中不能使用药物,动物体摄食生饲料染病的风险就大大增加,如何在绿色养殖过程中提供安全的动物产品,就成了饲料加工业迫切需要解决的问题。
随着科技发展,高新技术在饲料工业上得到大量应用,膨化技术就是其中之一。
饲料膨化,最基本的就是为动物体提供无菌化、熟化饲料,从而减少动物体患病风险,同时还可以改善动物体的生产性能。
膨化对饲料主成分的影响膨化、膨胀改变了饲料原料中各成分的物理结构和化学特性。
1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
由于它的高度吸水性,使得我们可向产品中添加更多的液体成份(如油脂、糖蜜等),同时,因为它具有比普通淀粉强得多的粘接功能,膨化生产过程中淀粉添加量可大大减少。
这为其它原料的选择提供了更多的余地,配方中可选择更多种的廉价原料替代那些昂贵的原料,可以大量地降低成本而不会影响到产品品质。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
膨化过程也使蛋白质发生变性,钝化了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间。
对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
3、膨化处理将原料分子中囊化油脂释放出来,提高了脂肪的热能值,膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
此外,膨化处理还减少了原料中的细菌、霉菌和真菌含量,提高了饲料的卫生品质,减少各种药物成分的添加量;改善适口性;提高低质原料效价,降低饲料成本。
渔用膨化饲料应用技术
沉性膨化 饲料。
;
2 . 膨化 饲料 的投喂 技术 。 ( I ) 投 喂量 的确定 j
; ;
三、技术要点 1 . 膨化 饲料 的适 用范围。从养殖方式上 讲 ,池塘
每天最适投饵量是鱼饱食量9 0 %,参考鱼类摄食情 ;
况 ,一 般 每天投 喂 1 ~4 次, 每次投 饵控 制 在投 饵后 i
一
、
技术概述
;
膨化饲料是将饲料膨化处理后形成一种膨松多孑 L
! 的饲料 .膨化是对物料进行 高温高压处理后减压 ,利
用水 分瞬时蒸发或物料本 身的膨胀 特性使 物料的某些
i 理化性能改变 的一种加工技 术 ,分 为气 流膨化 和挤压 i 膨化 。饲料经膨 化处理后, 使 淀粉糊化 ,蛋 白质 、脂肪
暗怕光的肉食性鱼类 .在使用浮性膨化饲料时.还需 i 要夜晚驯食或投喂。对极难驯化到水面摄食的少数底 ;
柄性鱼类最好 不使 用浮性 膨化饲料 ,可选用沉性或慢
内 .优 质浮性 鱼饲 料漂浮 时间一般可 达2 / b H - ' ] " 。在通 常情 况下 , 与用粉状料或其它颗粒饲料相 比 .可节约 饲料 5 % ~1 ( ) %,许且投 饵上容易 观察控 制 .降低粉 料 、残饵等 对水体 的污染
;
生理功能 比较 特殊 的美蛙 、鲈鱼等品种 ,用浮性饲料
; 加剂选用耐受高温 。或增加用量 = Βιβλιοθήκη ; 二、增产增效情况
膨化水产饲料能 长时间漂浮于水面 ,便于饲养管
进行养殖 ,则更加便捷 。更能显现其优越性 养殖经 ;
验 不足 、管理粗 放的养殖 户宜选择 浮性 饲料 一有些喜
理 ,有利于节约劳 力;膨化饲 料一般产生粉料在l %以
膨化对饲料营养价值的影响

膨化对饲料营养价值的影响四川省畜牧科学研究院(成都610066)刘彩霞摘要:膨化技术提高了养分利用率,加大了原料选择范围。
本文介绍了膨化加工对蛋白质、脂肪、维生素等营养价值的影响,供畜牧工作者参考。
关键词:膨化营养饲料膨化是近年来发展起来的一项饲料加工新技术。
饲料在挤压腔内膨化实际上是一个高温瞬时的过程:混和物处于高温(110e-200e)、残留时间相对短暂(10秒-60秒)、高压(25kg P cm2-100kg P cm2)、以及高剪切力、高水分(10%-20%甚至30%)的环境中,通过连续混和、调质、升温增压、熟化、挤出模孔和骤然降压后形成一种膨松多孔的饲料(Smith, 1985;饶应昌等,1996)。
膨化对饲料营养价值的影响表现为使淀粉颗粒发生不可逆破坏,蛋白质消化率提高,钝化了抗营养因子及毒素的活性,提高了饲料利用率(Asp,1984;Adams, 1985;Chefter,1986)。
加之膨化设备成本的降低,无疑将使膨化技术在饲料工业发挥更大作用(李德发,1996,1997)。
1膨化加工中蛋白质的变化111变性膨化会影响蛋白质分子的空间排列,即破坏分子间的结合力并引起分子的展开,次级键断裂,而加速消化酶对蛋白质的降解。
大豆产品作为最重要的蛋白源,必须经过适当的热压处理而提高动物生产性能。
膨化加工是加工大豆蛋白的的一个有效手段,如目前广泛应用的膨化全脂大豆或豆粕。
膨化处理可能降低蛋白质的溶解度,随处理强度增加,糊化淀粉包裹在蛋白质外造成其溶解度降低。
但动物消化道中酶可消化这种淀粉基质而保证蛋白质消化(Friesn,1992)。
112变质膨化条件严重时会降低氨基酸含量和利用率。
实质是蛋白质侧链氨基酸的变化,尤其是限制性氨基酸的损失。
Bjor ck(1983)报道,膨化温度上升,Lys损失加剧,其次是含硫氨基酸,Arg及Trp,其他氨基酸损失较小。
但对大豆产品,适当的温度处理可在一定范围内提高氨基酸利用率,如Harrison(1991)报道25kg仔猪对膨化大豆的氨基酸利用率远高于生大豆。
膨化饲料的优点及应用
22 膨 化 奶 牛 饲 料 .
近 年 来 , 国 的奶 牛 养 殖 业 得 到 飞速 发 展 , 短 几 年 间奶 我 短 牛 存 栏 数 从 19 9 8年末 的 4 6 2 . 头 发 展 到 2 0 年 末 的 5 62 5万 01 6.
万头 ,在今 后几年内我 国奶业仍将维持较 高的发展速度 。因 此, 有必要对膨化技术在奶 牛饲 料中的应 用加 以分析 。
还可采 用较 薄的模板 , 使模板磨 损降低 5 %~ 0 , 可添加 0 7% 还 1 %~ 5 0 1 %以上的糖 蜜成分。 ’
此外 , 为进一步降 低饲养成 本 , 增加非 蛋 白氮的利用率 , 膨化玉米 、 尿素 和部分粗纤维 混合物在 国内的应用 正在扩大 。 其 可以提高奶牛对尿素 的利用率 ,减少饲料 中动物蛋 白和植
熟化饲料 。从而 减少动物体患病风险 , 减少各种药物成分的添 加量 。还提高 了淀粉的糊化度 , 生成 改性 淀粉 , 具有很 强的吸 水性和粘接功 能。由于其高度吸水性 , 可向产品中添加更多 的 液体成份 ( 如油脂 、 糖蜜 等 ) 。同时 , 因为其具有比普通淀粉强 得多 的粘接功能 , 膨化生产过程中淀粉添加量可大大减少。这 为其他原料 的选择提供 了更 多的选择 ,配方 中可选择更 多种 的廉 价原料替 代那些 昂贵的原料 ,可以大量地提高低质 原料
对 过 瘤 胃蛋 白与 微 生 物 蛋 白 的 比例 精 确程 度 要 求 越 高 。对 高
饲料膨化最基本 的作用就是减少 了原 料中的细菌 、霉菌
和真菌含量 , 高了饲料 的卫 生品质 , 动物体提供无 菌化 、 提 为
、
产奶 牛 , 要增 加饲料 摄入量 , 高营养成 份的 消化 率 , 需 提 提高
饲料加工中的膨化与挤压技术
饲料加工中的膨化与挤压技术饲料加工技术是提高饲料品质、促进动物消化吸收的重要手段。
在饲料加工技术中,膨化与挤压技术是两种常用的处理方法,它们通过对饲料原料进行物理或化学处理,提高饲料的消化率和营养价值。
膨化技术膨化技术是一种利用高温、高压和高速气流使饲料原料中的淀粉发生糊化和膨胀,从而形成多孔、结构疏松、口感好的饲料产品的技术。
膨化技术不仅能提高饲料的消化率和营养价值,还能杀灭饲料中的微生物,减少饲料中的脂肪氧化,延长饲料的保质期。
膨化技术的原理是在高温、高压和高速气流的作用下,饲料原料中的淀粉发生糊化,使饲料原料中的水分形成蒸汽,导致饲料原料体积膨胀,形成多孔结构。
膨化技术的工艺流程包括原料的准备、原料的混合、原料的输送、膨化机的操作和膨化产品的冷却和包装。
挤压技术挤压技术是一种利用高温、高压和高速剪切力使饲料原料中的淀粉发生糊化和剪切,从而形成颗粒状或片状饲料产品的技术。
挤压技术不仅能提高饲料的消化率和营养价值,还能杀灭饲料中的微生物,减少饲料中的脂肪氧化,延长饲料的保质期。
挤压技术的原理是在高温、高压和高速剪切力的作用下,饲料原料中的淀粉发生糊化,使饲料原料中的水分形成蒸汽,导致饲料原料体积膨胀,形成颗粒状或片状结构。
挤压技术的工艺流程包括原料的准备、原料的混合、原料的输送、挤压机的操作和挤压产品的冷却和包装。
在饲料加工中,膨化与挤压技术各有优缺点。
膨化技术的产品结构疏松,口感好,但生产成本较高;挤压技术的产品颗粒整齐,便于运输和储存,但口感较差。
因此,在实际生产中,应根据不同饲料的特点和需求,选择合适的加工技术。
下一部分,我们将详细介绍膨化与挤压技术在饲料加工中的应用实例,以及如何根据不同饲料原料的特性选择合适的加工参数。
膨化与挤压技术在饲料加工中的应用实例膨化与挤压技术在饲料加工中的应用非常广泛,下面我们通过几个实例来具体了解它们的应用。
挤压颗粒饲料挤压颗粒饲料是挤压技术在饲料加工中最常见的应用之一。
华东地区膨化水产饲料适养品种分析

膨化饲料——未来水产饲料的发展趋势?一、膨化水产饲料的优点一、膨化水产饲料的优点一、膨化水产饲料的优点、可生产特殊的高脂高能饲料一、膨化水产饲料的优点一、膨化水产饲料的优点一、膨化水产饲料的优点原料来源更广?原料成本更低?二、膨化水产饲料的缺点二、膨化水产饲料的缺点不同水产饲料生产费用比较二、膨化水产饲料的缺点三、适宜使用膨化水产料的条件经济价值高、饲料附加值高四、目前长三角地区膨化料使用品种)翘嘴红鲌)黄颡鱼大豆浓缩蛋白对黄颡鱼生长及蛋白质代谢的影大豆浓缩蛋白对黄颡鱼生长及蛋白质代谢的影响原料(%干物质)S100S80S60S40S20S0油鲱鱼粉09.2418.4727.7136.9446.18 SPC49.0239.2229.4119.619.800麦麸13.0013.0013.0013.0013.0013.00氨基酸混合物000000小麦粉25.0025.0025.0025.0025.0025.00鱼油3.003.83.282.672.061.44豆油4.51.331.381.521.651.80卵磷脂1.101.501.501.501.501.50维生素混合物2.002.002.002.002.002.00矿物质混合物2.002.002.002.002.002.00诱食剂0.500.500.500.500.500.50抗氧化剂0.0150.0150.0150.0150.0150.015微晶纤维素6.006.006.006.006.006.00 Y2O30.040.040.040.040.040.04蛋氨酸0.000.250.500.751.001.25谷氨酸1.251.000.750.500.250.00总蛋白40.0040.0040.0040.0040.0040.00总能19.5019.5019.5019.5019.5019.50 (K J/g)特定生长率(g/天)a大豆蛋白可以替代60%的鱼粉,而不影响瓦氏黄颡鱼的生长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
膨化料的优缺点
膨化加工是一项饲料加工新技术,饲料在挤压腔内膨化实际上是一个高温瞬时的过程:混和物处于高温 (110 -200 ℃ ) 、高压 (25-lOOkg / cm2) 、以及高剪切力、高水分 (10 % -20 %甚至 30 % ) 的环境中,通过连续混和、调质、升温增压、熟化、挤出模孔和骤然降压后形成一种膨松多孔的饲料。
1 膨化饲料的优点
1 .1 提高饲料的利用率膨化过程中的热、湿、压力和各种机械作用,使淀粉分子内 1 , 4 —糖苷键断裂而生成葡萄糖、麦芽糖、麦芽三糖及麦芽糊精等低分子量产物,膨化加工可使淀粉糊化度提高,纤维结构的细胞壁部分被破坏和软化,释放出部分被包围、结合的可消化物质,同时脂肪从颗粒内部渗透到表面,使饲料具有特殊的香味,提高了适口性,因而摄食率提高。
另外,植物性蛋白饲料中的蛋白质,经过适度热处理可钝化某些蛋白酶抑制剂如抗胰蛋白酶、脲酶等,并使蛋白质中的氢键和其他次级键遭到破坏,引起多肽链原有空间构象发生改变,致使蛋白质变性,变性后的蛋白质分子成纤维状,肽链伸展疏松,分子表面积增加,流动阻滞,增加了与动物体内酶的接触,因而有利于水产动物的消化吸收,可提高营养成分消化利用率10 %-35 %。
1 .
2 降低对环境的污染膨化浮性鱼饲料在水中稳定性能好。
以挤压膨化加工而成的饲料颗粒,是靠饲料内部的淀粉糊化和蛋白质组织化而使产品有一定的黏结或结合力,其稳定性一般达12h 以上,最长可达36h ,故可减少饲料营养成分在水中的溶解及沉淀损失。
有数据表明,一般采用膨化浮性鱼饲料比粉状或颗粒饲料可节约 5 %-10 %,并能避免饲料在水中残留,减少水体污染。
1 .3 减少病害的发生饲料原料中常含有害微生物,如好气性生物、嗜中性细菌、大肠杆菌、霉菌、沙门氏菌等,动物性饲料原料中的含量相对较多。
而膨化的高温、高湿、高压作用可将绝大部分有害微生物杀死。
有资料显示,每克原料中大肠杆菌数达10 000 个,膨化后仅剩不到10 个,沙门氏菌在经85 ℃以上高温膨化后,基本能被杀死,这就有助于保持水质和减少水产养殖不利的环境因素,同时降低水产动物的死亡率。
1.4提高养殖密度
在人工养殖条件下,养殖密度的提高,就意味着养殖者所得到的回报率越高。
当单位水体的养殖密度提高后,鱼类在养殖水体中的空间缩小了,对水质的要求也就要大大高于自然环境的水平。
因为使用膨化配合饲料能降低饲料系数,使排入水体中的残饵和排泄物大大降低,便有可能使养殖密度大幅度提高。
1.5延长饲料贮藏期
挤压膨化加工通过降低细菌含量和氧化作用,从而使原料稳定性提高。
挤压膨化产品干燥、冷却时,已将饲料水活性(AW)降低到0.6,甚至达到0.4,这相当于水分含量在8%~10%,更好地提高了饲料的贮存稳定性。
1 . 6 投饲管理方便水产膨化饲料能较长时间悬浮于水面 ( 水中 ) ,投饲时不需专设投饲台,只需定点投饲即可。
鱼摄食时需浮十水面,能直接观察鱼
的吃食情况,及时调整投饲量,并能及时了解鱼类的生长和健康状况。
因此,采用水产膨化饲料有助于进行科学的饲养管理,既节约大量时间,又能提;高劳动生产率。
1 .7 可以满足不同摄食习性的动物需要膨化饲料根据加工工艺的不同可分为漂浮性、缓慢沉降性、迅速沉降性 3 种类型。
目前,约80 %的鱼饲料为沉降饲料,如虾、大麻哈鱼、鲑、黄尾金枪鱼都喜欢沉降饲料,而鲇鱼、罗非鱼、鳗、大部分鱼类的幼鱼则喜欢漂浮饲料,鲇鱼、罗非鱼对沉降饲料和漂浮饲料同等喜好。
此外,膨化饲料还能满足一些特殊的要求,如低水分饲料、高纤维饲料等。
2 膨化饲料的缺点
2 .1 维生素的损失温度、压力、摩擦和水分都会导致维生素的损失。
美国学者报道,在膨化饲料中,V A 、VD ,、叶酸损失1l %,单硝酸硫铵素与盐酸硫铵素的损失率分别为11 %与17 %,VK 与VC 的损失率为50 %,而同样在硬颗粒饲料中损失则减半。
冷永智等在完全没有天然食料的条件下,用膨化料喂养鲤鱼,鱼群有少数个体出现鳃流血现象,估计与饲料加工过程中热敏维生素的破坏有关。
2 .2 酶制剂的损失酶的最适温度在35 -40 ℃,最高不超过50 ℃。
但膨化制粒过程中的温度达到120 -150 ℃,并伴有高湿( 引起饲料中较高的水分活度) 、高压( 改变酶蛋白的空间多维结构而变性) ,在这样的条件下,大多数酶制剂的活性都将损失殆尽。
据Coman 报道,未经处理的葡聚糖酶经70 ℃制粒后在饲料中的存活率仅为10 %;处理后的葡聚糖酶在料温为75 ℃时调质30s ,其存活率为64 %,而再经90 ℃的制粒其存活率仅为19 %,植酸酶经70- 90 ℃制粒后活力下降也在50 %以上。
2 .
3 微生物制剂的损失目前,饲料中应用较多的微生物制剂主要有乳酸杆菌、链球菌、酵母、芽孢杆菌等,这些微生物制剂对温度尤为敏感,当膨化制粒温度超过85 ℃时其活性将全部丧失。
2.4 蛋白质和氨基酸的损失
膨化过程中的高温使原料中的一部分还原糖与游离的氨基酸发生美拉德反应,
降低了部分蛋白质的利用率。
另外, 蛋白质在碱性条件下经过高温可形成赖氨基丙氨酸, 加热过度, 特别是在pH 值较高的情况下, 可使部分氨基酸消旋而产生D- 型氨基酸, 这都使蛋白质的消化率大幅度降低。
加热最易受损失的是赖氨酸, 其次是精氨酸和组氨酸。
采用离体研究方法, 王琳等测定了草鱼、罗莉测定了异育银鲫肠道对7 种饲料原料膨化前后的酶解动力学, 证明膨化对饲料原料的蛋
量低而淀粉含量高的饲料原料起到了积极的作用,而对蛋白质含量高的产生了不
利影响( 羽毛粉除外)。
因此, 在鱼的配合饲料中不宜将豆粕、鱼粉、肉骨粉膨化后使用。
2.5 生产成本较高
膨化饲料的工艺比一般颗粒饲料复杂、设备投入多、电耗高、产量低, 因而成本较高, 一般比颗粒饲料的成本要高20%左右。
3 对弊端的现有改良方案
3.1 改变挤压工艺条件减少蛋白质和氨基酸的损失
不同的挤压条件对蛋白质品质的影响取决于挤压过程中有效赖氨酸的损失。
当原料水分低于15%、挤压温度高于180℃时, 挤压时水分越低、温度越高, 赖氨酸的损失就越大, 蛋白质的生物学效价就越低, 降低饲料中葡萄糖、乳糖等还原糖含量、提高原料水分含量等可有效减少美拉德反应的发生。
Dahlin(1993) 等通过不同条件下对玉米、小麦、黑麦、高粱等8 种谷物的处理结果表明: 在原料水分为15%, 挤压温度为150℃, 转速为100r/min 的条件下挤压, 产品蛋白质的生物学效价与未处理原料相比得到显著提高。
3.2 利用后添加方法减少热敏性物质的损失
后添加方法通常有两种, 一种是直接将热敏性成分或含有热敏性成分的组分与饲料进行混合。
这种方法一般是将后添加成分同某些黏性胶体先均匀混合成泥状物或悬浮液, 然后再将这种混合物与颗粒饲料混合。
Kvanta(1987) 报道了可将含有少量生物活性的物质( 包括维生素、激素、酶、细菌等或其中的某一种) 结合到加工过的食
物或动物饲料中, 将含有生物活性的物质, 先与一种惰性载体混合成泥状, 这时是不可溶的, 然后形成均匀的悬浮液, 悬浮液再通过一种设备转化为一种可作用于粒料的形态, 形成均匀的一层薄膜, 覆盖于粒料的表面。
另一种是喷雾法, 该法是在高精度计量泵定量的前提下, 使添加的液态物料通过一个特殊的压力喷嘴, 喷出雾化液滴使其被饲料吸附。
Chevita(1998)发明了一种新的喷涂应用系统, 它能够同时在加工过的饲料上喷涂多达 4 种的液体或胶体添加物, 喷涂的剂量为0.1~5kg/t 饲料。
然而后添加组分集中于颗粒表面容易受外界因素, 如包装、运输、温度、光、氧气及湿度等影响, 从而导致在贮藏过程中这些组分的损失比普通料中的损失更快。
因此, 后添加采用的液体至关重要。
液体的选择除了考虑后添加组分能够均匀稳定地分散在其中外, 还需考虑其同饲料颗粒的黏结能力及受环境因子的影响大小。
另外, 亦有采用包埋、衍生化、载体吸附等手段对热敏性物质进行前处理, 以提高这些物质的热稳定性, 如果将药物等改为后添加还可以减少药物的交叉污染, 提高产品的质量, 英国的Tmuw有限公司将粉料通过一种糖浆包裹到颗粒饲料上, 不但降低颗粒饲料的粉尘污染, 还因糖浆掩盖药
为加工设备。
油脂喷涂要求物料温度在30~38℃, 这可使油脂均匀分散在饲料中, 提高饲料能量, 颗粒表面也比较光滑、匀称, 外观大为改善。
油脂的来源对膨化度的影响也不一样, 饲料原料中自身含有的油脂对膨化度的影响要小于外加的纯油脂, 因此,选择含油脂高的原料以提高饲料的油脂水平更有利于膨化饲料的生产。
4 膨化饲料的改进设想
针对膨化饲料目前存在的问题, 有人提出通过改变饲料加工工艺来提高饲料的品质, 但这种方法机械磨损大、操作不稳定、产量低、成本高。
通过上述分析可以看出, 膨化技术对含淀粉较高的饲料原料如次粉、玉米等能显著提高其可消化利用性, 而对豆粕、鱼粉等总体上降低了其可消化利用性。
其破坏抗营养因子等积极作用通过硬颗粒饲料加工技术也能解决。
因此,完全可以设想将膨化技术和硬颗粒饲料加工技术进行嫁接, 只对次粉、玉米等适合膨化的原料进行膨化, 也可以通过购买得到, 然后和不适合膨化的原料混合, 用硬颗粒饲料加工机组加工,这样, 就可以尽可能地扬长避短, 充分发挥饲料效率, 同时也能大大降低饲料加工成本。