不锈钢开口型沉头铆钉检验标准
沉头开口型抽芯铆钉技术要求DKBA04801006[A]解析
![沉头开口型抽芯铆钉技术要求DKBA04801006[A]解析](https://img.taocdn.com/s3/m/2b96f27dcaaedd3383c4d335.png)
DKBA0.480.1006结构外购件技术要求DKBA0.480.1006 REV. A沉头开口型抽芯铆钉技术要求(countersunk open rivet)主要起草人:曾献科审核人:赵华松会签人:王文华龚清文标准化审核人:洪霓玉批准人:张明灿2007-10-20发布2007-10-20实施华为技术有限公司发布HUAWEI TECHNOLOGIES CO., LTD.Page 1 of 6修订记录1 目的和适用范围1.1 目的结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为:●供应厂商进行产品设计、生产和检验的依据。
●品质部门验货、退货的依据。
●物料部门进行采购的依据。
●对供应厂商产品质量进行技术认证的依据。
●结构设计部门选用结构外购件的依据。
1.2 适用范围本技术要求适用于沉头开口型抽芯铆钉的选型、采购与检验。
2 引用的相关标准下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB2828 《逐批检查计数抽样程序及抽样表(适应于连续批的检查)》ASTM B117 《盐喷(雾)装置标准操作方法》3 项目编码与建模命名3.1 项目编码无。
4 功能描述本铆钉用于各类机箱、机盒的铆接,被连接的两板金均需开沉头孔。
本铆钉特点是:拉铆铆接后,铆钉均不会凸出两钣金的表面,因而铆钉不会与内装模块干涉。
5 要求5.1 一般要求5.1.1 结构和外形尺寸沉头开口型抽芯铆钉由铆钉本体与拉杆组成,铆接后,拉杆被拉断,拉杆的头部自动脱落。
适合板厚: 0.8-1.2mm(铆接两钣金总厚度1.6-2.4mm)图1 铆钉尺寸图图2 钣金开孔尺寸图5.1.2材料工艺铆钉本体:ASTM 1006钢,或GB/T6478-2001 ML08钢,镀彩锌;拉杆:45#钢,镀彩锌;5.1.3 使用环境本产品要求在-55℃~90℃高低温条件下能正常使用。
铆钉检验方法及判定标准2012-8-15

编制
审核
批准
序号
检验项目
质量重 检验类 抽样水
要度
型
平
尺寸(半圆 04 头中空铆 关键 入厂 S-1
钉)
垂直度/ 05 同轴度/ 关键 入厂 S-1
端面要求
浙江泰普森休闲用品有限公司
铆钉检验方法及判定标准
检验工具
要求及检验方法
合格判定标准
第 2 页,共 4 页
HFQS/PG-06-005.8-2012 依据资料
HRC40-45。
GB3190
09 材质/热处理 关键 型式 S-1
成分分析
1.委外检测; 2.供应商提供周期性检测报告。
符合附表中材质与状态为合格
GB116-86标准
10
上线卷边测 试
重要
入厂
S-1
铆钉机 分散取样去工厂试卷边
不能有卷边破裂,弯曲、铆钉断裂等现象。
公司要求
备注:以上标准为公司常规检验通用标准,当客人以及订单有特殊要求时,按照客人订单要求执行。
1.镀层测量
1.1镀层必须同时满足镀层和旋合性
03
表面的防锈 处理
重要
型式
S-1
涂层测厚仪 盐雾试验机
两方面,达到规定的镀层厚度,使产 品具有一定的抗腐蚀能力。 1.2涂层厚度测量,参考:涂层测厚 仪仪使用说明书。 2.盐雾测试
1.镀层厚度 1.1镀锌厚度:8-15um之间; 1.2镀铬厚度:5-10um之间; 1.3氧化厚度:5-10um之间。
游标卡尺
用游标卡尺测出铆钉的直径、头部直 符合附表中尺寸为合格(孔径、孔深为参考尺 径、头部高度、孔径、孔深等尺寸。 寸)
图纸/GB873-86
游标卡尺
GB12618 .1不锈钢开口型扁圆头抽芯铆钉优质拉钉 拉铆钉
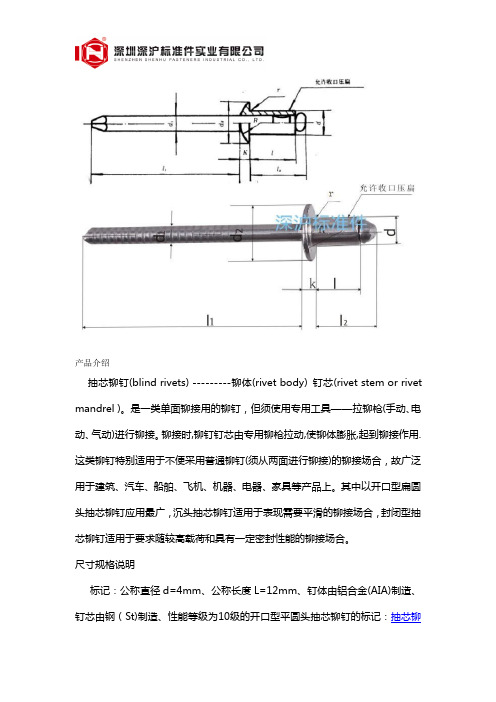
产品介绍
抽芯铆钉(blind rivets)---------铆体(rivet body)钉芯(rivet stem or rivet mandrel)。
是一类单面铆接用的铆钉,但须使用专用工具——拉铆枪(手动、电动、气动)进行铆接。
铆接时,铆钉钉芯由专用铆枪拉动,使铆体膨胀,起到铆接作用.这类铆钉特别适用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,故广泛用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。
其中以开口型扁圆头抽芯铆钉应用最广,沉头抽芯铆钉适用于表现需要平滑的铆接场合,封闭型抽芯铆钉适用于要求随较高载荷和具有一定密封性能的铆接场合。
尺寸规格说明
标记:公称直径d=4mm、公称长度L=12mm、钉体由铝合金(AIA)制造、钉芯由钢(St)制造、性能等级为10级的开口型平圆头抽芯铆钉的标记:抽芯铆
钉GB/T12618.14*12。
抽芯铆钉解析

抽芯铆钉(blind rivets) ---------铆体(rivet body) 钉芯(rivet stem or rivet mandrel GB/T 12617 开口型沉头抽芯铆钉[编辑本段]抽芯铆钉检测项目检查抽芯铆钉成品时需检查:铆体直径、铆体杆长、铆体帽厚以及帽直径、钉芯总长、钉芯外露尺寸、钉帽尺寸,还有装配后的外径都可以考虑。
在实际检验中,可针对产品的薄弱环节进行测量,比如:抗拉力、抗剪力,以及钉芯防脱力。
关键要注意铆钉的,拉铆足不足,有没有铆接到位;或者是因为钉芯帽子太大,以至铆体管口拉不下去;还有跳头,即钉芯拉断力太低或是断裂尺寸太细等。
??????[编辑本段]抽芯铆钉规格通常规格有2.4 3.2 4 4.8 5 6.4 五个系列.钉芯长度为11个系列 6-8--8.5--9.5--11--12--12.5--13--14.5--15.5--16--18--21 国内单数的多国外一般是双数市场长度为 22---25----30----40不锈钢材料 3.2直径的目前技术可以做到 16mm长(前几天在外看到有厂家已经在做 3.2*20mm的了,国外有做到28mm 长不过没见过.)4 直径的可以做到 25mm长4.8 直径的可以做到 40mm长不过通常不怎么用,30mm的用的也是比较少的.6.4直径的和4.8的差不多可以做到40mm长封闭型扁圆头抽芯铆钉(GB12615)市场长度的可以增加 5.5 6 长度.拉丝铆钉目前一般为 4.8*10/14 6.4*14/16/19拉丝铆钉海马乐克钉为 6.4*14/17/19/21 海马乐克钉单/双鼓/多鼓尺寸和一般铆钉差不[编辑本段]抽芯铆钉的性能等级标准等性能等级分为 06 08 10 11 12 15 20 21 22 23 30 40 41 50 51 共15个等级.开口型抽芯铆钉按头部形状分沉头和平圆头两种。
其中,性能等级为10级和11级的开口型抽芯铆钉应用较为广泛。
不锈钢铆钉国标
不锈钢铆钉国标(原创版)目录1.不锈钢铆钉的概述2.国标的定义和作用3.不锈钢铆钉国标的内容4.不锈钢铆钉国标的应用和意义正文一、不锈钢铆钉的概述不锈钢铆钉是一种以不锈钢为材料制成的铆钉,具有良好的耐腐蚀性和抗氧化性,广泛应用于建筑、家具、汽车、船舶等众多领域。
不锈钢铆钉在连接两个或多个部件时,能够确保连接处的牢固度和稳定性。
二、国标的定义和作用国标,即国家标准,是由国家标准化管理委员会制定和发布的,用于规范和指导产品质量、性能、尺寸等方面的标准。
国标对于不锈钢铆钉的生产、检验和使用具有重要的指导意义,可以确保产品符合国家和行业的要求,保障工程质量。
三、不锈钢铆钉国标的内容不锈钢铆钉国标主要包含以下内容:1.术语和定义:定义不锈钢铆钉的相关概念,以便于统一认识和理解。
2.分类和尺寸:详细列举不锈钢铆钉的分类和各种尺寸,方便选用和设计。
3.技术要求:规定不锈钢铆钉的材质、力学性能、表面质量等技术指标,以确保产品质量。
4.检验方法:介绍不锈钢铆钉的检验方法和验收标准,以确保产品符合国标要求。
5.标志、包装、运输和储存:规定不锈钢铆钉的标志、包装、运输和储存要求,以保证产品在使用前的完好无损。
四、不锈钢铆钉国标的应用和意义不锈钢铆钉国标的应用,可以规范不锈钢铆钉的生产、检验和使用,确保工程质量。
其意义主要体现在以下几点:1.保障产品质量:国标规定了不锈钢铆钉的技术要求、检验方法等,有利于保障产品质量,提高工程安全性。
2.提高生产效率:国标为不锈钢铆钉的生产、检验提供了统一的标准,有利于提高生产效率,降低生产成本。
3.促进行业健康发展:国标对于不锈钢铆钉行业的健康发展具有积极的推动作用,有利于优胜劣汰,提高行业整体水平。
4.提升国际竞争力:符合国标的不锈钢铆钉产品,有助于提高我国在国际市场上的竞争力,拓宽国际市场。
总之,不锈钢铆钉国标对于规范和提高不锈钢铆钉产品质量、保障工程安全、促进行业健康发展具有重要意义。
现行铆钉国家标准
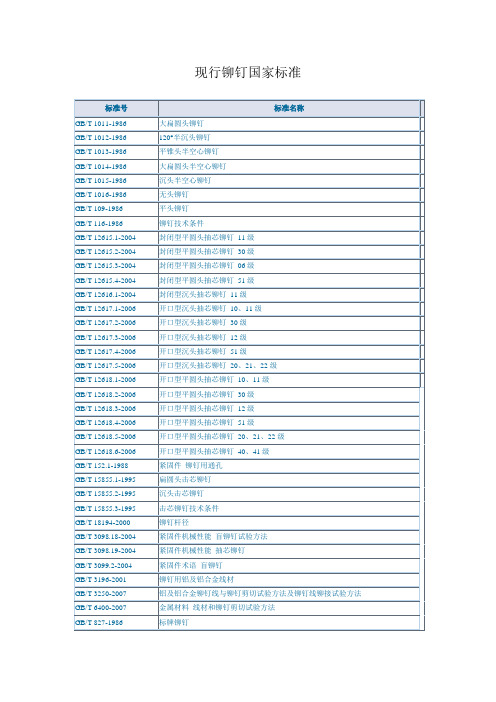
开口型平圆头抽芯铆钉10、11级
GB/T 12618.2-2006
开口型平圆头抽芯铆钉30级
GB/T 12618.3-2006
开口型平圆头抽芯铆钉12级
GB/T 12618.4-2006
开口型平圆头抽芯铆钉51级
GB/T 12618.5-2006
开口型平圆头抽芯铆钉20、21、22级
抗拉型钛合金环槽铆钉规范
GJB 857.1-1990
100°沉头抗拉型钛合金环槽铆钉
GJB 857.2-1990
平头抗拉型钛合金环槽铆钉
GJB 857.3-1990
抗拉型钛合金环槽铆钉钉套
GB/T 12618.6-2006
开口型平圆头抽芯铆钉40、41级
GB/T 152.1-1988
紧固件铆钉用通孔
GB/T 15855.1-1995
扁圆头击芯铆钉
GB/T 15855.2-1995
沉头击芯铆钉
GB/T 15855.3-1995
击芯铆钉技术条件
GB/T 18194-2000
铆钉杆径
GB/T 3098.18-2004
GJB 133.9-1986
拉丝型100°沉头抽芯铆钉套
GJB 2055-1994
铝及铝合金铆钉线材规范
GJB 381.1~2-1987
平头抗剪型环槽铆钉
GJB 381.10~11-1987
抗拉型环槽铆钉钉套
GJB 381.10-1987
抗拉型环槽铆钉钉套
GJB 381.11-1987
抗拉型环槽铆钉钉套
拉丝型100°沉头抽芯铆钉
GJB 133.2-1986
拉丝型100°沉头抽芯铆钉
铆钉检验方法及判定标准
铆钉检验方法及判定标准嘿,咱今儿就来聊聊铆钉检验方法及判定标准这档子事儿!你说这铆钉啊,就像咱生活里那些小小的但又至关重要的角色。
它把各种东西紧紧连接在一起,要是它出了啥岔子,那可不得了!那怎么检验铆钉合不合格呢?先看看外观呗!就跟咱看人先看脸一样,铆钉的表面得光滑平整,不能有啥坑坑洼洼的,也不能有裂缝啥的。
你想想,要是一个铆钉长得歪瓜裂枣的,你能放心让它去承担连接的重任吗?那不是开玩笑嘛!这就好比你找对象,总不能找个满脸麻子还邋里邋遢的吧!再量量尺寸。
铆钉的直径、长度啥的都得符合要求啊,不能大了也不能小了。
这就跟你穿鞋子一样,得合脚才行,大了不跟脚,小了挤得难受。
要是铆钉尺寸不对,那安装起来不是松松垮垮就是根本装不进去,这多闹心啊!然后呢,还得检查铆钉的硬度。
这可关系到它的结实程度呢!要是太软了,稍微用点力就变形了,那还能起到啥连接作用?就好比一根面条去当柱子,能撑得住吗?还有啊,看看铆钉的安装情况。
它得安装牢固,不能摇摇晃晃的。
这就好像盖房子,根基不牢,那房子还不得摇摇欲坠啊!那怎么判定铆钉合格不合格呢?这可得好好说道说道。
如果外观有明显缺陷,那肯定不行啊!这就像一个人脸上有个大疤,谁看了都觉得不舒服。
尺寸不对也不行,那就是个“残次品”。
硬度不够更不行,这不是关键时刻掉链子嘛!安装不牢固,那还不如不用铆钉呢!咱举个例子哈,你想想,如果飞机上的铆钉不合格,那在天上飞着飞着突然出问题了,这得多吓人啊!又或者是大桥上的铆钉有问题,那大桥还能稳稳当当的吗?所以说啊,铆钉检验可不能马虎,这关系到好多人的安全和好多东西的正常使用呢!咱平常可能不太注意这些小小的铆钉,但它们真的很重要。
就像生活中的很多小细节一样,不注意看不出来,可一旦出了问题,那可就麻烦大了。
所以啊,大家都得重视起来,别小看了这铆钉检验方法及判定标准。
总之呢,铆钉虽小,责任重大。
咱可得好好把关,让合格的铆钉发挥它们应有的作用,为我们的生活和各种工程保驾护航!这可不是闹着玩的呀!。
现行铆钉国家标准
GB/T 3099.2-2004
紧固件术语盲铆钉
GB/T 3196-2001
铆钉用铝及铝合金线材
GB/T 3250-2007
铝及铝合金铆钉线与铆钉剪切试验方法及铆钉线铆接试验方法
GB/T 6400-2007
金属材料线材和铆钉剪切试验方法
GB/T 12618.1-2006
开口型平圆头抽芯铆钉10、11级
GB/T 12618.2-2006
开口型平圆头抽芯铆钉30级
GB/T 12618.3-2006
开口型平圆头抽芯铆钉12级
GB/T 12618.4-2006
开口型平圆头抽芯铆钉51级
GB/T 12618.5-2006
开口型平圆头抽芯铆钉20、21、22级
GJB 133.9-1986
拉丝型100°沉头抽芯铆钉套
GJB 2055-1994
铝及铝合金铆钉线材规范
GJB 381.1~2-1987
平头抗剪型环槽铆钉
GJB 381.10~11-1987
抗拉型环槽铆钉钉套
GJB 381.10-1987
抗拉型环槽铆钉钉套
GJB 381.11-1987
抗拉型环槽铆钉钉套
封闭型沉头抽芯铆钉11级
GB/T 12617.1-2006
开口型沉头抽芯铆钉10、11级
GB/T 12617.2-2006
开口型沉头抽芯铆钉30级
GB/T 12617.3-2006
开口型沉头抽芯铆钉12级
GB/T 12617.4-2006
开口型沉头抽芯铆钉51级
GB/T 12617.5-2006
开口型沉头抽芯铆钉20、21、22级
空心铆钉
GB/T 8910.2-2004
不锈钢螺栓验收标准
不锈钢螺栓验收标准哎,说起这个不锈钢螺栓验收标准,我还真是有些话要说。
咱们先说说这不锈钢螺栓,那可是个让人又爱又恨的家伙。
咱们国家生产的螺栓质量那是杠杠的,可验收这个事情,还得讲究个标准。
我这就给你说道说道。
这不,前两天我去了一个工厂,那厂子里啊,有一批不锈钢螺栓等着验收。
厂里的师傅告诉我,这些螺栓都是按照国家标准生产的,可他们心里还是有点没底。
你说这要是验收不过关,那损失可就大了。
咱们先说外观吧。
这不锈钢螺栓的外观要求可严格了,表面不能有划痕、锈蚀、裂纹之类的。
我仔细看了看,果然,这批螺栓外观上没什么大问题,就是有几个小划痕,跟蚊子咬似的。
我跟厂里的师傅说:“这不碍事,咱们用细砂纸打磨一下,应该就没事了。
”接下来,咱们说说尺寸。
这不锈钢螺栓的尺寸要求可是相当严格的,误差不能超过0.1毫米。
我拿着尺子量了量,发现有几个螺栓的尺寸有点偏差。
我跟厂里的师傅说:“这可不行,得重新加工。
”再来说说性能。
这不锈钢螺栓的性能测试很重要,得保证螺栓的拉伸强度、屈服强度、硬度等指标都符合标准。
厂里的师傅告诉我,他们已经做了相应的测试,结果都合格。
我看了一眼测试报告,嗯,确实不错。
验收过程中,我还发现了一个小插曲。
有一个螺栓的螺纹有点粗糙,我仔细观察了一下,发现是加工过程中出了点问题。
我跟厂里的师傅说:“这螺纹得磨光滑,否则会影响螺栓的密封性能。
”验收过程中,我遇到了一个难题。
有一个螺栓的表面出现了氧化皮,这可是大问题。
我跟厂里的师傅说:“这氧化皮得处理掉,否则会影响螺栓的耐腐蚀性能。
”厂里的师傅有点发愁,问我:“怎么办呢?”我说:“咱们可以用砂纸打磨,或者用抛光膏抛光。
”验收结束,我对厂里的师傅说:“这批螺栓整体质量不错,就是有几个小问题需要改进。
”厂里的师傅松了一口气,笑着对我说:“谢谢刘老师,您辛苦了!”通过这次验收,我深刻体会到了不锈钢螺栓验收标准的重要性。
这标准不是随便定的,它关系到螺栓的性能和安全性。
不锈钢沉头螺栓标准

不锈钢沉头螺栓标准
不锈钢沉头螺栓是一种常见的紧固件,其标准化对于确保产品质量和安全至关
重要。
不锈钢沉头螺栓标准通常包括材料、尺寸、性能等方面的要求,下面将对不锈钢沉头螺栓标准进行详细介绍。
首先,不锈钢沉头螺栓的材料标准是其质量的基础。
一般来说,不锈钢沉头螺
栓的材料应符合国家标准或行业标准,比如GB/T 1220-2007不锈钢材料标准。
常
见的不锈钢材料有304、316等,其化学成分和物理性能都有严格的要求,以确保
螺栓在使用过程中不会出现腐蚀、断裂等问题。
其次,不锈钢沉头螺栓的尺寸标准也是非常重要的。
尺寸标准包括螺栓的直径、长度、螺纹规格等。
这些尺寸的标准化可以确保不同厂家生产的螺栓可以通用,方便用户的选用和更换。
同时,尺寸标准也对于安装和使用起到了指导作用,确保螺栓与其配套零部件的匹配性和稳固性。
此外,不锈钢沉头螺栓的性能标准也是不可忽视的部分。
性能标准包括螺栓的
扭矩、拉伸强度、抗腐蚀性能等。
这些性能的标准化可以保证螺栓在使用过程中能够承受一定的载荷,不会出现松动、断裂等问题,同时具有良好的抗腐蚀性能,适用于不同的使用环境。
总的来说,不锈钢沉头螺栓的标准化对于产品质量和安全至关重要。
材料、尺寸、性能等方面的标准化可以保证螺栓的质量稳定,使用可靠,同时也方便了用户的选用和更换。
因此,在生产和使用过程中,我们都应严格遵守相关的标准要求,确保不锈钢沉头螺栓的质量和安全。
希望本文对不锈钢沉头螺栓标准有所帮助,谢谢阅读!。
铆钉检验方法及判定标准2012-8-15

1.镀层测量
1.1镀层必须同时满足镀层和旋合性
03
表面的防锈 处理
重要
型式
S-1
涂层测厚仪 盐雾试验机
两方面,达到规定的镀层厚度,使产 品具有一定的抗腐蚀能力。 1.2涂层厚度测量,参考:涂层测厚 仪仪使用说明书。 2.盐雾测试
1.镀层厚度 1.1镀锌厚度:8-15um之间; 1.2镀铬厚度:5-10um之间; 1.3氧化厚度:5-10um之间。
头部直径 Max Min 8.2 7.80
9.7. 9.30 9.7 9.3
头部高度 Max Min 1.5 1.2 1.9 1.7 2.4 2
孔径
孔深
Max Min Max Min
2.62 2.52 4.29 3.71
3.66 3.46 5.29 4.71
4.66 4.6 6.29 5.71
碳素钢
材料
牌号
Q215 Q235 BL3 BL2 10 15 ML10 ML20
标准编号
GB700 GB715 GB699 GB6478
热处理 退火 退火
公称长度 范围 L 5~40 5~50 5~50
备注:以上标准为公司常规检验通用标准,当客人以及订单有特殊要求时,按照客人订单要求执行。
编制
审核
批准
图纸/订单要求 订单要求
备注:以上标准为公司常规检验通用标准,当客人以及订单有特殊要求时,按照客人订单要求执行。
编制
审核
批准
浙江泰普森休闲用品有限公司
铆钉检验方法及判定标准
序号
检验项目
质量重 检验类 抽样水
要度
型
平
检验工具
要求及检验方法
合格判定标准
十字槽小沉头螺钉标准
十字槽小沉头螺钉标准十字槽小沉头螺钉是一种常见的紧固件,广泛应用于机械设备、电子产品、家具和建筑等领域。
它的标准化生产和使用对于保证产品质量和安全具有重要意义。
下面将介绍十字槽小沉头螺钉的标准,以便更好地了解和应用这一紧固件。
首先,十字槽小沉头螺钉的标准主要包括材质、规格、表面处理和质量等方面。
在材质方面,通常采用碳钢、合金钢或不锈钢等材料制造,以满足不同环境和使用要求。
规格方面,根据使用的需要,可以有不同的直径、长度和螺纹类型可供选择。
表面处理通常包括镀锌、镀镍、磷化等,以增强螺钉的耐腐蚀性和美观性。
质量方面,螺钉的拉伸强度、扭矩性能、螺纹牙型等指标需要符合相关标准,以确保其可靠性和稳定性。
其次,十字槽小沉头螺钉的标准化生产需要符合国家标准或行业标准。
国家标准通常包括GB/T、GB、GBn等系列标准,而行业标准则由相关行业协会或组织制定和发布。
在生产过程中,需要严格执行标准规定的材料选用、加工工艺、质量检验等要求,确保产品符合标准要求。
同时,还需要对产品进行标识和包装,标明产品的规格、材质、生产厂家等信息,以便用户正确选择和使用。
再次,十字槽小沉头螺钉的标准化使用对于产品的安装和维护具有重要意义。
在使用过程中,需要根据实际需要选择符合标准的螺钉,并采用适当的安装工具和方法进行安装,以确保螺钉与被连接件之间的配合和连接质量。
同时,在维护过程中,需要注意螺钉的松动和腐蚀情况,及时进行检查和更换,以保证设备和产品的正常运行和安全使用。
最后,十字槽小沉头螺钉的标准化管理需要加强相关标准的宣传和培训。
生产企业和使用单位应加强对标准的理解和执行,提高标准化生产和使用的意识和水平。
同时,还需要建立健全相关的标准化管理体系,加强对产品质量和安全的监督和管理,以保证十字槽小沉头螺钉的标准化生产和使用。
综上所述,十字槽小沉头螺钉的标准化生产和使用对于保证产品质量和安全具有重要意义。
只有加强对标准的理解和执行,才能更好地推动十字槽小沉头螺钉行业的健康发展,为各行各业的生产和建设提供更加可靠和安全的紧固件产品。
不锈钢抽芯铆钉国家标准

不锈钢抽芯铆钉国家标准不锈钢抽芯铆钉是一种常用的紧固件,广泛应用于机械设备、汽车制造、航空航天等领域。
为了规范不锈钢抽芯铆钉的生产和应用,我国制定了相应的国家标准,以下将对不锈钢抽芯铆钉国家标准进行详细介绍。
首先,不锈钢抽芯铆钉的国家标准主要包括产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
其中,产品分类按照不同的用途和结构特点进行划分,以便于生产和使用单位选择合适的产品。
技术要求包括材料、尺寸、表面处理、力学性能等方面的要求,确保不锈钢抽芯铆钉的质量稳定可靠。
试验方法和检验规则则是对产品进行质量检测和评定的依据,保证产品符合标准要求。
标志、包装、运输和贮存等内容则是对产品的标识和管理进行规范,以确保产品在生产、运输和使用过程中不受损坏或污染。
其次,不锈钢抽芯铆钉国家标准的制定是为了保障产品质量,促进行业健康发展。
通过明确产品的技术要求和检验方法,可以有效规范生产企业的生产行为,提高产品质量和安全性。
同时,标准化还可以促进产品的国际贸易和交流,提升我国不锈钢抽芯铆钉在国际市场的竞争力。
此外,国家标准还可以为产品的使用提供技术支持和保障,减少因产品质量问题而引发的事故和纠纷,保护用户的合法权益。
最后,不锈钢抽芯铆钉国家标准的实施需要各方共同努力。
生产企业应严格按照标准要求进行生产,确保产品质量符合标准要求。
检测机构应加强对产品质量的监督检验,及时发现和处理不合格产品。
用户单位应选择符合国家标准的产品,并按照标准要求进行使用和管理,确保产品的安全可靠。
同时,相关部门和行业组织也应加强对标准的宣传和推广,提高全社会对不锈钢抽芯铆钉国家标准的认知度和遵守度。
综上所述,不锈钢抽芯铆钉国家标准的制定和实施对于规范产品质量、促进行业发展、保障用户权益具有重要意义。
希望各方共同遵守和落实国家标准,共同维护不锈钢抽芯铆钉市场秩序,推动我国不锈钢抽芯铆钉行业健康发展。
4.《标准件检验标准》(铆钉)2013.01.30
4~16~
5~16
—
3.5~30
3.5~24
(3.5)
—
—
—
5~36
6~28
4
5~20
6~20
—
5~40
6~32
5
6~25
8~25
—
6~50
8~40
6
8~30
—
—
10~40
注:尽可能不用括号内的规格
表2平头、扁平头、平锥头铆钉的型式规格/mm
d d d
K l l l
平头扁平头平锥头
公称直径d
l
6检查规则---------------------------------------------------------------------------------------------10
6.1检查和验收--------------------------------------------------------------------------------------------10
5.3型式规格检查------------------------------------------------------------------------------------------9
5.4包装、标志检验---------------------------------------------------------------------------------------9
公称直径
d
长度l
半圆头
半圆头
扁圆头
GB/T871—1986
大扁圆头
GB/T1011—1986
不锈钢铆钉标准
不锈钢铆钉标准
一、材质
不锈钢铆钉的材质应符合相关标准要求,通常采用奥氏体不锈钢,如304、316等。
这些不锈钢具有优良的耐腐蚀性能和机械性能,能够满足各种使用环境的要求。
二、规格
不锈钢铆钉的规格应符合设计要求,根据连接件的尺寸、材质和受力情况等因素进行选择。
一般来说,不锈钢铆钉的规格包括直径、长度和头部形状等参数。
三、表面处理
不锈钢铆钉的表面处理应均匀、光滑,不得有明显的划痕、裂纹和变形等缺陷。
常见的表面处理方法包括酸洗、抛光、电镀等。
四、性能
不锈钢铆钉的性能应符合相关标准要求,包括抗拉强度、屈服强度、伸长率等力学性能指标。
此外,还应具有良好的耐腐蚀性能和高温性能,以满足不同使用环境的要求。
五、检验方法
不锈钢铆钉的检验方法应包括外观检查、尺寸检测、力学性能测试等。
其中,外观检查应检查铆钉的表面处理是否符合要求;尺寸检测应测量铆钉的直径、长度等参数是否符合规格;力学性能测试应检测铆钉的抗拉强度、屈服强度、伸长率等指标是否符合标准要求。
铆钉、加固件进货检验标准
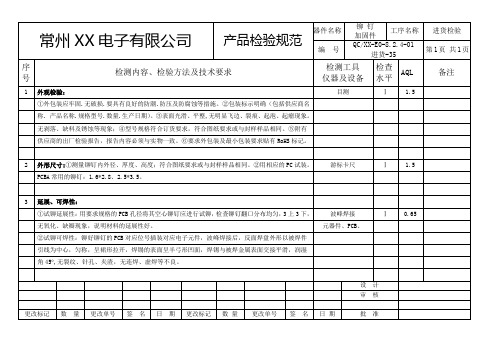
产品检验规范
器件名称
铆 钉 加固件
工序名称
进货检验
编 号
QC/XX-E0-8.2.4-01
进货-35
第 1页 共 1页
序
号
检测内容、检验方法及技术要求
检测工具
仪器及设备
检查
水平
AQL
备注
1பைடு நூலகம்
外观检验:
目测
Ⅰ
1.5
①外包装应牢固.无破损.要具有良好的防潮.防压及防腐蚀等措施。②包装标示明确(包括供应商名
游标卡尺
Ⅰ
1.5
PCBA常用的铆钉:1.6*2.8、2.5*3.5。
3
延展、可焊性:
①试铆延展性:用要求规格的PCB孔径将其空心铆钉应进行试铆,检查铆钉翻口分布均匀,3上3下,
波峰焊接
Ⅰ
0.65
无氧化、缺瓣现象,说明材料的延展性好。
元器件、PCB、
②试铆可焊性:铆好铆钉的PCB对应位号插装对应电子元件,波峰焊接后,反面焊盘外形以被焊件
引线为中心,匀称,呈裙形拉开,焊锡的表面呈半弓形凹面,焊锡与被焊金属表面交接平滑,润湿
角45,无裂纹、针孔、夹渣,无连焊、虚焊等不良。
设 计
审 核
更改标记
数 量
更改单号
签 名
日 期
更改标记
数 量
更改单号
签 名
日 期
批 准
称. 产品名称.规格型号.数量.生产日期)。③表面光滑、平整,无明显飞边、裂痕、起泡、起瘤现象。
无剥落、缺料及锈蚀等现象;④型号规格符合订货要求,符合图纸要求或与封样样品相同。⑤附有
供应商的出厂检验报告,报告内容必须与实物一致。⑥要求外包装及最小包装要求贴有RoHS标记。
不锈钢螺栓验收标准
不锈钢螺栓验收标准一、外观检查1.螺栓表面应光滑,无明显划痕、缺陷或变形。
2.螺栓的螺母和螺栓头应配合良好,无松动现象。
3.螺栓的牙纹应完整、清晰,无断牙、裂纹等缺陷。
二、尺寸检验1.螺栓的直径、长度应符合设计要求,偏差范围应在规定范围内。
2.螺栓的螺距应符合设计要求,偏差范围应在规定范围内。
三、硬度测试1.不锈钢螺栓的硬度应符合设计要求,一般采用洛氏硬度计进行测量。
2.硬度测试应在螺栓的不同部位进行测量,至少选取三个点进行测试,取平均值作为最终结果。
四、抗拉强度检验1.不锈钢螺栓的抗拉强度应符合设计要求。
2.抗拉强度检验应采用拉伸试验机进行测试,按照标准规定的方法和步骤进行操作。
3.测试结果应记录并比较,确保螺栓的抗拉强度满足设计要求。
五、防腐性能检测1.不锈钢螺栓的防腐性能应符合设计要求。
2.防腐性能检测可采用盐雾试验、点滴试验等方法进行检测。
3.盐雾试验一般需要在试验箱内进行,模拟腐蚀环境条件,观察螺栓的腐蚀情况。
点滴试验则是将化学试剂滴在螺栓表面,观察其腐蚀情况。
4.根据测试结果判断螺栓的防腐性能是否满足设计要求。
六、螺栓连接扭矩测试1.连接扭矩应按照设计要求进行设定和测量。
2.采用扭矩扳手等工具对螺栓进行连接,并记录连接扭矩值。
3.比较实际连接扭矩值与设计要求的扭矩值,判断螺栓连接是否符合要求。
七、螺栓紧固后螺栓头下沉量检测1.螺栓头下沉量是指螺栓紧固后,螺母与工件表面之间的距离。
2.使用深度尺或相关量具对螺栓头下沉量进行测量,并记录数据。
3.比较实际测量值与设计要求的下沉量范围,判断螺栓紧固是否符合要求。
不锈钢铆钉拉力标准
不锈钢铆钉拉力标准不锈钢铆钉作为一种重要的连接元件,广泛应用于各种制造业中。
为了确保不锈钢铆钉能够满足不同的应用需求,其拉力标准成为了重要的考量因素。
以下是不锈钢铆钉拉力标准的几个关键方面:1. 抗拉强度抗拉强度是衡量不锈钢铆钉承受拉力能力的重要指标。
抗拉强度越高,铆钉能够承受的拉力越大,不易发生断裂或脱扣等问题。
一般来说,不锈钢铆钉的抗拉强度应不低于400MPa。
2. 屈服强度屈服强度是衡量不锈钢铆钉在承受超过弹性极限后继续变形的能力。
屈服强度越高,意味着铆钉在承受超过其弹性极限后仍能继续承载一定的载荷,确保连接的稳定性。
不锈钢铆钉的屈服强度一般应不低于200MPa。
3. 伸长率伸长率是衡量不锈钢铆钉塑性的重要指标,它表示铆钉在受力超过弹性极限后继续变形的能力。
较高的伸长率意味着铆钉在受力超过弹性极限后仍能继续变形,保证连接的可靠性。
不锈钢铆钉的伸长率一般应不低于25%。
4. 耐腐蚀性由于不锈钢铆钉在应用过程中可能面临各种腐蚀环境,因此其耐腐蚀性至关重要。
不锈钢铆钉应具有良好的耐腐蚀性,以抵抗大气、水、酸碱等介质的影响,确保其在使用过程中的稳定性和可靠性。
5. 高温性能在一些高温环境下,不锈钢铆钉的性能会受到一定影响。
因此,其高温性能也是拉力标准的重要考量因素之一。
不锈钢铆钉应能够在一定的温度范围内保持其力学性能和耐腐蚀性,以确保在高温环境下仍能保持稳定的连接效果。
综上所述,不锈钢铆钉的拉力标准应综合考虑其抗拉强度、屈服强度、伸长率、耐腐蚀性和高温性能等方面。
通过对这些指标的评估和优化,可以确保不锈钢铆钉在各种应用场景中发挥出良好的连接效果,提高设备的安全性和稳定性。