管道管件现场焊接(熔接)检查记录
PE管材焊接质量检查记录

工 程 名 称
工 程 编 号
编号
天气
热熔温度
(℃)
焊接压力
(M/Pa)
加热时间
(min)
冷却时间
(min)
焊接日期
翻边切除记录
焊接质量
焊接人
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日月 日ຫໍສະໝຸດ 月 日月 日月 日
月 日
月 日
月 日
月 日
陕RQ-047
管道下沟前防腐检漏及补伤记录
陕RQ-048
管道防腐现场补口施工记录
陕RQ-049
防腐补口剥离强度抽查记录
陕RQ-050
牺牲阳极埋设记录
陕RQ-051
牺牲阳极电参数测试记录
陕RQ-052
阴极保护检查(通电)头(片)置安装记录
陕RQ-053
设备/管道防腐、保温、保冷、涂漆施工记录
建设单位
监理单位
施工单位
项目技术负责人
施工员
操作人
记录人
记录人:记录日期:年月日
陕RQ-041
环氧煤沥青防腐管施工记录
陕RQ-042
环氧煤沥青防腐成品管检验记录
陕RQ-043
环氧煤沥青防腐成品管抽检记录
陕RQ-044
环氧煤沥青防腐管返修记录
陕RQ-045
环氧煤沥青防腐成品管出厂合格证
陕RQ-046
环氧煤沥青防腐成品管交接记录
PE焊接记录检查表

对外卷边进行100%外观检查(沿管材整个外圆周的翻边应平滑、饱满\均匀、对称;卷边表面不应有缺口和海绵状浮渣出现)
是否
外卷边进行100%进行切除(外卷边切除面,其上应无夹杂物。将切除的外卷边每隔50mm进行180°背弯试验和扭曲检查,卷边切削面中线附近不应开裂。)
是否
打印记录
热板温度:℃,在规定范围内
焊工(签字):
质检员(签字):
年 月 日
监理单位:
监理工程师(签字):
年 月 日
建设单位:
工程管理人员(签字):
年 月 日
另附上现场记
热熔
工程名称
施工日期
年 月 日
工程(CEA)编号
安装部位(桩号)
材料级别、管径及长度
PE SDR DN
焊机型号
设备校准日期
焊工编号
焊口编号
阶段
检验项目及合格标准
检查情况
是否
吸热时间:s,
热板转换时间:s,在规定范围内
是否
熔接压力:Mpa,偏差在规定范围内
是否
是否
问题及处理
施工单位:
焊工(签字):
质检员(签字):
年 月 日
监理单位:
监理工程师(签字):
年 月 日
建设单位:
工程管理人员(签字):
年 月 日
电熔
工程名称
施工日期
年 月 日
工程(CEA)编号
安装部位(桩号)
基本信息
材料级别、管径及长度
PE SDR DN
焊机型号
设备校准日期
焊机输出电压
焊工编号
焊口编号
阶段
检验项目及合格标准
检查情况
管道、设备焊接检查记录
渝建竣—70
建设单位
施工单位
单位工程
分部分项
施工图号
设管Βιβλιοθήκη 备线人编号号或
焊口
或焊
缝编号
焊
工
证
号
焊件厚度(mm)
焊件材质
因为你坚信:“人生的道路不会一帆风顺,事业的征途也充满崎岖艰险,只有奋斗,只有拼搏,才会达到成功的彼岸。”所以,经历了两次大考的失败,你没有垮下,磨练得更加坚强又回到了“第一”。相信在冲刺阶段的一年中,困难挡不住勇敢者的脚步,你会靠实力做一个出类拔萃的人。焊缝等级
焊接材料
性情泼辣,热情大方的你,让我想到一句歌词:“该出手时就出手,风风火火闯九州。”大有巾帼不让须眉的气势。思维活跃,创造力强,对于任何的挑战都能主动出击,把握住每一次机会,虽每一次未必都能成功,但你挫折打不倒你“我永远是最棒的”的信心,你总能调整前进的步伐,不断进取。预热温度℃
“不能哭泣,那么就微笑吧!”是否,这是你遭遇挫折时候的自勉?本学期,应该说你还算努力也算坚持,应该说发自内心自慰多了些。然而,或许老师看到的潜力你自己没有发觉——你可以更好!对自己要求高一些吧。热处理
其他:
年月日
焊后检验
焊缝最
终评定
初层
填充层
方
法
记
录
号
硬度值(HB)
外观等级
无损检验
方法
报告号
备
注
RT—射线探伤VT—超声波探伤MT—磁粉探伤B—火焰加热E电加热TP—普色探伤
以上代号按实填入“热处理”和“无损检验”的“方法”栏内。
业主
(含监理)
代表:
其他:
年月日
施工
技术
管道焊接组对检查记录
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道管件现场焊接(熔接)检查记录
焊(熔)接缝外观 质量评定结果
综合评价结论/备注 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
商/
其他要素:
管道系统(或管件)名称/管段编号/材质 焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊
/塑料热熔 焊
/塑料电熔接
/其 他
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说 明:
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚
(mm)
坡口形式/几何尺 寸
(°/mm)
焊(熔)接缝形式
管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称 01
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据文件名称及编 号
施工部位
最小/实际 抽样数量
检查日期
年月日 至
年月日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂
.塑料管道熔接质量检查记录_图文(精)

电(热熔连接专业承包安装单位检查评定结果专业监理工程师(签名:(建设单位项目专业技术负责人签名:年月日监理(建设单位验收结论专业工长(施工员(签名检查测试负责人(签名符合要求,同意合格验收。
项目专业质量检查员(签名:2013年1月11日备注(含说明、示图、照片等:说明:1切割管材必须使端面垂直于管轴线,管材切割一般使用专用管子剪,如为大管径,则用锯条切割,切割后断面去毛刺和毛边。
2管格与管件连接端面必须清洁、干燥、无油。
3用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规定。
4在规定时间内,刚熔接好的接头还可校正,但严禁旋转。
接口外观连接端面必须清洁、干燥、无油接口卷边清除采用毛布做表面清理冷却时间(s或min2min熔合指示达到加热时间后,立即把管材、管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘连接插入深度(mm插入深度为19mm左右熔接时间(s或min1min 加热装置表面清洁 (含氧化层清除等采用毛布做表面清理管材熔接表面清洁切割后断面去毛刺和毛边检查项目工艺质量要求(摘要检查结果[以定量或定性熔接加热机具名称/ 型号/规格热熔器/160/PPR 与检查项目相关的设计文件(图/产品技术文件(图的名称及编号施工图名称:消火栓系统图、给排水系统图熔接方式:熔接口数(个□电溶□热溶11个管材名称/型号/规格(管径×壁厚mmPP-R管/DN65、DN25、DN20专业承包安装单位/项目负责人/施工执行的技术标准(含企业的工艺规程、工法等名称及编号建筑给水排水及采暖工程施工质量验收规范《GB50242-2002》所属子分部(系统工程名称/分项(子系统工程名称室内给水系统相关的施工部位 (层、区、段、房、室±0.000以下总承包施工单位**建设集团有限公司项目负责人*塑料管道熔接质量检查记录GD3010225单位(子单位工程名称**大厦专业承包安装单位检查评定结果监理(建设单位验收结论电(热熔连接专业工长(施工员(签名检查测试负责人(签名符合要求,同意合格验收。
管道焊接检查记录
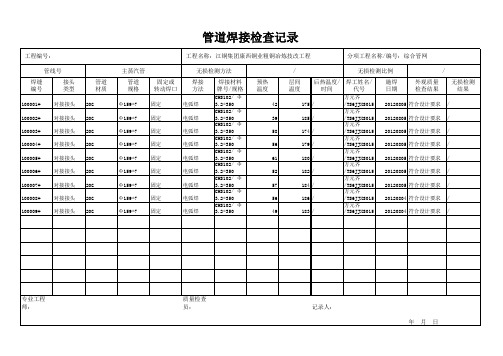
工程名称:江铜集团康西铜业粗铜冶炼技改工程
分项工程名称/编号:综合管网
主蒸汽管
无损检测方法
管道 规格 Φ159*7 Φ159*7 Φ159*7 Φ159*7 Φ159*7 Φ159*7 Φ159*7 Φ159*7 Φ159*7
固定或 转动焊口
焊接 方法
固定 固定 固定 固定 固定 固定 固定 固定 固定
预热 温度
42 58 56 61 52 57 56 49
/
无损检测比例
/
层间 后热温度/ 焊工姓名/
温度
时间
代号
175 / 185 / 174 / 179 / 180 /
方元齐 /TS6JJXS015 方元齐 /TS6JJXS015 方元齐 /TS6JJXS015 方元齐 /TS6JJXS015 方元齐 /TS6JJXS015 方元齐
电弧焊 电弧焊 电弧焊 电弧焊 电弧焊 电弧焊 电弧焊 电弧焊 电弧焊
焊接材料 牌号/规格
CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350 CHS102/ Φ 3.2*350
182 / 184 / 186 / 183 /
/TS6JJXS015 方元齐 /TS6JJXS015 方元齐 /TS6JJXS015 方元齐 /TS6JJXS015
施焊 日期
外观质量 检查结果
无损检测 结果
20120805 符合设计要求 / 20120805 符合设计要求 / 20120805 符合设计要求 / 20120805 符合设计要求 / 20120805 符合设计要求 / 20120805 符合设计要求 / 20120805 符合设计要求 / 20120804 符合设计要求 / 20120804 符合设计要求 /
管道管件现场焊接(熔接)检查记录
管道系统(或管件)名称/管段编号/材质
电氢弧塑料热
焊接(熔接)类别:弧焊/焊/气/熔焊/塑料电熔焊
'l∙ι'
II-ItIiI:
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说明:
焊(熔)接缝位置/编号
管道(管件)外径eX壁厚(Inm)
坡口形式/几何尺寸(o∕mm)
焊(熔)接缝形式
焊(熔)接缝外观质量评定结果
综合评价结论/备注
施工单位检测调试负责人
监理(建设)单位
施工单位
专业监理工程师
(建设单位项目专业负责ຫໍສະໝຸດ ):专业工长专业质检员
施工班组长
GD-C4-643
管道/管件现场焊接(熔接)检查记录
GD-C4-643∣-0~∣∣~0~∣∣"T^∣
单位(子单位)工程名称
施工单位
检验批编号
分部/子分部/分项(系统/子系统)
施工部位
001-GD-C4-643管道/管件现场焊接(熔接)检查记录
施工依据
文件名称及编号
最小/实际抽样数量
质量验收依据文件名称及编号
检查日期
年月日至年月日
管道焊接检查表格

4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
管道焊缝外观检查记录2
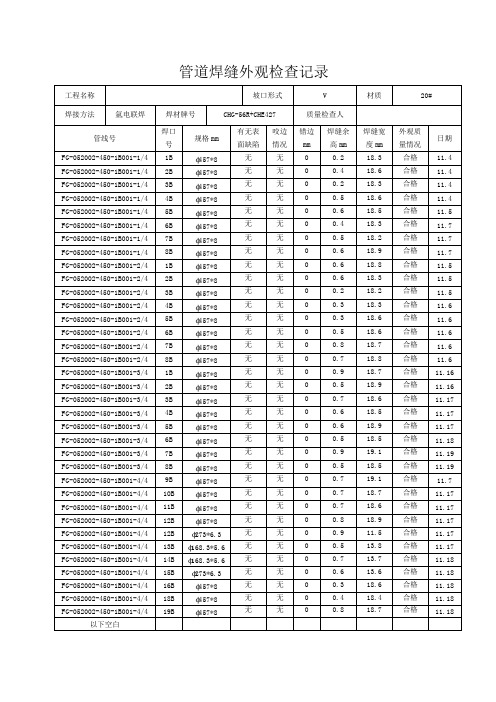
ϕ457*8
无
无
0
0.3
18.3
合格
11.6
FG-052002-450-1B001-2/4
5B
ϕ457*8
无
无
0
0.3
18.6
合格
11.6
FG-052002-450-1B001-2/4
6B
ϕ457*8
无
无
0.5
18.6
合格
11.6
FG-052002-450-1B001-2/4
7B
ϕ457*8
无
9B
ϕ457*8
无
无
0
0.7
19.1
合格
11.7
FG-052002-450-1B001-4/4
10B
ϕ457*8
无
无
0
0.7
18.7
合格
11.17
FG-052002-450-1B001-4/4
11B
ϕ457*8
无
无
0
0.7
18.6
合格
11.17
FG-052002-450-1B001-4/4
12B
ϕ457*8
合格
11.16
FG-052002-450-1B001-3/4
3B
ϕ457*8
无
无
0
0.7
18.6
合格
11.17
FG-052002-450-1B001-3/4
4B
ϕ457*8
无
无
0
0.6
18.5
合格
11.17
FG-052002-450-1B001-3/4
5B
管道管件现场焊接熔接检查记录

管道管件现场焊接熔接检查记录1. 前言本文档记录了在管道管件现场焊接熔接过程中的检查记录和结果。
本文档的撰写旨在为后续的管道管件使用和维护提供有效的参考。
2. 检查记录2.1 检查对象本次检查对象为焊接熔接过程中涉及的所有管道管件。
2.2 检查依据本次检查依据为相关标准和规范,包括但不限于《焊接管道技术规范》、《钢制焊接管道施工及验收规范》等。
2.3 检查方法本次检查采用现场观察和检查相结合的方法,对焊接熔接的各个环节进行检查。
2.4 检查内容本次检查的内容主要包括以下几个方面:2.4.1 材料检查在焊接熔接过程中,首先要对材料进行检查。
主要包括以下几个方面:•检查钢管和钢板的材质、规格等是否符合要求;•检查钢管和钢板的表面质量是否符合要求;•检查钢管和钢板的尺寸是否符合要求;•检查各类材料的标识、合格证等是否齐备。
2.4.2 连接件检查在焊接熔接过程中,连接件的质量也非常重要。
主要包括以下几个方面:•检查连接件的类型、规格等是否符合要求;•检查连接件的加工质量是否合格;•检查连接件的铺热等参数是否符合要求;•检查连接件的钝化、除锈等处理是否完善。
2.4.3 焊接检查焊接是整个熔接过程中最重要的一环,焊接的质量直接影响最终产品的质量。
主要包括以下几个方面:•检查焊缝的几何形状是否符合要求;•检查焊缝的质量是否符合要求,如焊缝的无裂纹、气孔、夹渣等;•检查焊接工艺是否符合要求;•检查焊接操作人员的合格证等文件是否齐备。
2.4.4 热处理检查在焊接完成后,还需要进行热处理。
主要包括以下几个方面:•检查热处理工艺参数是否正确;•检查热处理过程中温度控制是否合理;•检查热处理后焊接件的硬度是否符合要求。
2.5 检查结果通过本次检查,所有检查项均符合要求,没有发现任何质量问题。
所有焊接熔接过程均按照相关标准和规范进行,所有关键参数均符合要求。
3. 结语本次检查记录了在管道管件现场焊接熔接过程中的检查记录和结果。
管道焊接检查记录

GD2302011 0 单位(子单位)工程名称 子分部(系统)工程名称 验收部位、区、段 安装单位 施工执行标准名称及编号 管道 管线号 材质 701 702 801 802 901 902 101 102 111 112 121 122 131 132 141 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 无缝钢管 规格及壁 厚 Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm Φ 100 4.5mm Φ 200 6.5mm 焊缝编号 焊接方法 坡口名称 广东航空花园大厦维修改造工程 通风与空调工程(空调水系统工程) 副楼7至14层室内 茂名市建筑装饰工程有限公司 项目经理(负责人) GB 50243-2002 焊条型号、 规格 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 Φ 3.2 检测人员 符合规范和设计要求。 项目专业质量检查员: 监理(建设)单位 检查结论 2010年6月26日 刘扬杨 1
通风与空调工程施工质量验收规范
外观检查情况
01 02 01 02 01 02 01 02 01 02 01 02 01 02 01
单面焊 单面焊 单面焊 单面焊 单面焊 单面面焊 单面焊 单面焊 单面焊
T型坡口 V型坡口 T型坡口 V型坡口 T型坡口 V型坡口 T型坡口 V型坡口 T型坡口 V型坡口 T型坡口 V型坡口 T型坡口 V型坡口 T型坡口
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)