M7120平面磨床PLC课程设计说明书
M7120平面磨床的PLC改造
目录目录 (3)摘要 (2)前言 (4)第一章M7120平面磨床简介 (7)1.1M7120平面磨床控制原理图 (6)1.2M7120平面磨床的结构及功能 (7)1.3M7120平面磨床的电气控制系统分析 (9)1.4M7120平面磨床电气控制特点与故障分析 (11)第二章 PLC介绍 (11)2.1PLC的发展 (12)2.2德国西门子(SIEMENS)PLC介绍 (14)第三章硬件设计 (14)3.1PLC的物理结构 (14)3.2PLC型号的选择 (16)3.3PLC电气控制系统I/O设备的选择 (17)3.4PLC的外部接线图 (19)第四章软件设计 (20)4.1功能介绍 (20)4.2PLC控制程序分析 (23)4.3程序梯形图 (25)4.4程序语句表..............................................错误!未定义书签。
4.5程序调试及遇到的问题分析................................错误!未定义书签。
致谢 (39)参考文献 (27)摘要本次设计的内容主要是利用PLC(Programmable Logic Controller)对M7120平面磨床的控制部分进行改造。
我先对本次的设计进行了总体的思考和分析,使自己对M7120平面磨床的基本结构、运动情况、加工工艺要求等有一定的了解。
M7120平面磨床主要有车身、主轴变速箱、尾座进给箱、丝杠、光杠、刀架和溜板箱等组成。
对M7120平面磨床电气控制部分进行分析得出它需要完成开门断电功能、主轴电动机的正反转控制功能、刀架的快速移动功能、冷却泵电动机的控制。
然后根据电气控制电路的线路图,编译PLC的梯形图,编译通过后,利用PLC实验台进行实验仿真。
由于PLC极高的可靠性,极丰富的指令集,易于掌握,便捷的操作,丰富的内置集成功能,实时特性。
因此使M7120平面磨床在完成原有的功能特点外,还具有安装简便、稳定性好、易于维修、扩展能力强等特点。
平面磨床M7130的PLC控制

毕业设计目录第1章绪论 (1)1.1本课题的研究意义及必要性 (1)1.2相关领域国内外应用的现状及发展趋势 (2)第2章M7130平面磨床的原理结构 (3)2.1M7130平面磨床的主要结构 (3)2.2M7130平面磨床的原理 (4)第3章平面磨床的主要运动形式与控制要求 (6)3.1主运动 (6)3.2进给运动 (6)3.3辅助运动 (7)第4章M7130平面磨床电气分析 (8)4.1电气控制设计 (8)4.2主电路分析 (8)4.3控制电路分析 (8)4.3.1电动机的控制 (9)4.3.2电磁吸盘的控制 (9)4.3.3照明及指示灯的控制 (10)第5章PLC介绍 (11)5.1PLC简介 (11)5.2PLC基本结构 (11)第6章M7130平面磨床电气控制线路的PLC改造 (12)6.1输入输出的设计 (12)6.2PLC的外部接线 (12)6.3PLC改造M7130平面磨床软件设计 (13)参考文献 (14)第1章绪论1.1本课题的研究意义及必要性磨床是用砂轮周边或端面进行机械加工的精密机床。
它不但能加工一般金属材料,而且能加工一般金属刀具难以加工的硬材(如淬火钢,硬质合金等)。
利用磨削可获得较高加工精度和光洁度,而且加工余量较其他加工方法小的多。
所以磨床广泛用于零件加工。
由于精密铸造和精密锻造工艺的进步,使得零件不经其他切削加工而直接磨削成成品。
随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。
因此磨床的使用范围日益扩大,在金属切削机床中所占比重不断上升,在工业发达国家占金属切削机床的13%-27%。
磨床种类很多,按其工艺分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床,如螺纹磨床、齿轮磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。
其中以平面磨床最为普通。
图1.1M7130磨床1.2相关领域国内外应用的现状及发展趋势磨床是金属切削机床中的一个大类,以精度高、品种多着称,是能源、交通、冶金、航天、军工等行业精密加工必备的设备之一。
电气控制与PLC课程设计说明书
(1)充磁过程
按下充磁按钮SB8,接触器KM3得电吸合并自锁,其主触头闭合,电磁吸盘YH线圈得电,工作台充磁吸住工件,同时KM5辅助动断触头断开,使KM6不能得电,实现互锁。磨削加工完毕,在取下加工好的工件时,先按下SB7,切断电磁吸盘YH上的直流电源。由于吸盘和工件都有剩磁,因此需对吸盘和工件进行去磁.
本次课程设计就是对M7120型平面磨床进行PLC改造,使改造后的平面磨床具有单循环自动控制功能,能点动对刀,自动运行停车。而且有必要的指示性显示灯。
关键词:电气控制、平面磨床的PLC改造
一、 M7120磨床的基本结构及控制要求
1
平面磨床的结构如图所示,由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
(2)去磁过程
按下点动按钮SB9,接触器KM6得电吸合,其两副主触头闭合,电磁吸盘通入反向直流电,使工作台和工件去磁.去磁时,为防止因时间过长而使工作台反向磁化,再次吸住工件,因而接触器KM6采用点动控制。
保护装置由放电电阻R和电容C以及欠电压继电器KV组成,电阻R和电容C的作用是,电磁吸盘是一个大电感,在充磁吸工件时,存储了大量的磁场能量,在脱离电源的一瞬间,吸盘YH的两端产生较大的自感电动势,使线圈和其他电器元件损坏,因此用电阻和电容组成放电回路利用电容C两边的电压不能突变的特点,使电磁吸盘线圈两端电压变化趋于缓慢,利用电阻消耗电磁能量。欠电压继电器KV的作用是,在加工过程中,若电源电压不足,则电磁吸盘不能吸牢工件,导致工件被砂轮打出,造成严重事故。因此,在电路中设置了欠电压继电器KV,将其线圈并联在直流电源上,其动合触头串联在液压泵电动机与砂轮电动机的控制电路中,若电磁吸盘不能吸紧工件,KV就会释放使液压泵电动机和砂轮电动机停转,保证了安全.
M7120平面磨床PLC课程设计说明书
XXX学院综合课程设计说明书题目:学生姓名:摘要前言第一章1.1 理图 (7)1.2 功能 (9)1.3 M7120第二章2.1PLC3.1PLC3.2PLC第四章M7120平面磨床的PLC控制 (13)4.1 M7120平面磨床PLC输入/输出分配 (13)4.2 M7120平面磨床PLC控制接线图 (14)4.3 M7120平面磨床PLC流程图 (15)4.4 M7120平面磨床梯形图 (16)4.5 M7120平面磨床在s7—200中的仿真 (19)4.6 M7120平面磨床PLC指令语句 (20)总结 (21)参考文献 (22)摘要本次设计的内容主要是利用PLC(ProgrammableLogicController)对M7120平面磨床的控制部分进行改造。
我先对本次的设计进行了总体的思考和分析,使自己对M7120平面磨床的基本结构、运动情况、加工工艺要求等有一定的了解。
M7120平面磨床主要有车身、主轴变速箱、尾座进给箱、丝杠、光杠、刀架和溜板箱等组成。
对M7120平面磨床电气控制部分进行分析得出它需要完成开门断电功能、主轴电动机的正反转控制功能、刀架的快速移动功能、冷却泵电动机的控制。
然后根据电气控制电路的线路图,编译PLC的梯形图,编译通过后,利用PLC实验台进行实验仿真。
由于PLC极高的可靠性,极丰富的指令集,易于掌握,便捷的操作,丰富的内置集成功能,实时特性。
因此使M7120平面磨床在完成原有的功能特点外,还具有安装简便、稳定性好、易于维修、扩关键词AbstractThisdesign'scontentismainly(ProgrammableLogicController)makesthetrans formationusingPLCtotheM7120surfacegrindingmachine'scontrolsection.Iha vecarriedontheoverallponderandtheanalysisfirsttothistimedesign,enable sitselftotheM7120surfacegrindingmachine'sbasicstructure,themovementsi tuation,theprocessingtechnologicalrequirementandsoontohavecertainunde rstanding.TheM7120surfacegrindingmachinemainlyhascompositionsandsoona utomobilebody,mainaxlegearbox,tailstockgearbox,guidescrew,feedrod,too制系统是采用固定接线的,很难适应这个要求。
用PLC改造M7120型平面磨床电气控制系统

柳州职业技术学院毕业设计(论文)题目:用PLC改造M7120型平面磨床的电气控制系统姓名***学号专业机电一体化技术年级指导教师完成时间柳州职业技术学院毕业设计(论文)任务书任务书的内容:磨床是用砂轮的周边或端面对工件进行磨削加工的精加工机床。
M7120型平面磨床是用砂轮来磨削工件的平面,它的磨削精度和粗糙度都比较高,是应用较普遍的一种机床。
M7120平面磨床外形图如图1所示。
1-液压换向开关;2-电磁吸盘;3-砂轮;4-砂轮箱;5-砂轮纵向进给手柄;6-立柱导轨;7-砂轮启动按钮;8-工作台;9-停止按钮;10-电磁吸盘按钮;11-液压泵电动机启停按钮;12-砂轮垂直进给手轮;13-工作台移动手轮图1 M7120平面磨床外形图1、运动形式⏹主运动:砂轮的旋转运动。
⏹纵向进给:工作台左右往返运动。
⏹横向进给:砂轮在床身导轨上的前后运动。
⏹垂直进给:砂轮箱在立柱导轨上的上下运动。
工作台每完成一次纵向进给,砂轮自动作一次横向进给。
当加工完整个平面后,手动砂轮箱作垂直进给。
2、控制要求⏹只有当电磁吸盘的吸力足够大时,才能启动液压泵电动机和砂轮电动机,以防吸力过小吸不住工件,砂轮使工件高速飞出的事故电磁吸盘需有欠压保护。
⏹砂轮电动机、液压泵电动机和冷却泵电动机只需单向旋转,因容量不大,采用全压启动。
⏹砂轮箱电动机要求能正反转,也采用全压启动。
⏹砂轮电动机和冷却泵电动机应同时启动,保证砂轮磨削时能及时供给冷却液。
⏹电磁吸盘有去磁的控制环节。
⏹砂轮旋转、砂轮箱升降和冷却泵都不需要调速。
⏹工作台纵向进给时,砂轮对工件进行磨削,工作台反向返回时,砂轮箱由液压装置自动实现周期性的横向进给一次,使工件整个加工面连续得到加工。
横向进给也可用横向进给手轮操纵。
当整个加工面加工完毕后,操纵砂轮垂直进给手轮,使砂轮垂直进给。
再次进行加工,完成磨削量。
设计要求:选用西门子7S-200系列的PLC对M7120型平面磨床的电气控制系统进行改造设计。
M7130型平面磨PLC改造课程设计

1 M7130型平面磨床概述磨床系指用磨具或磨料加工工件各种表面的机床。
一般用于对零件淬硬表面做磨削加工。
通常,磨具旋转也主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度小。
磨床种类很多,可分为十余种:外圆磨床、内圆磨床、平面磨床、多用磨床、专用磨床等。
M7130型卧轴矩台平面磨床是利用砂轮圆周进行磨削加工平面的磨床,其主要由床身、工作台、电磁吸盘、立柱、砂轮箱与滑座等组成。
平面磨床主运动是砂轮的旋转运动一进给运动有垂直进给〔滑座在立柱上的上、下运动);横向进给(砂轮箱在滑座上的水平移动):纵向运动(工作台沿床身的往复运动)。
工作时,砂轮作旋转运动并沿其轴向作定期的横向进给运动工件固定在工作台上,工作台作直线往返运动矩形工作台每完成一纵向行程时,砂轮作横向进给,当加工整个平面后,砂轮作垂直方向的进给,以此完成整个平面的加工。
2 M7130平面磨床的电力拖动特点及控制要求磨床的砂轮主轴一般并不需要较大的调速范围,所以采用笼型异步电动机拖动。
为达到缩小体积、结构简单及提高机床精度,减少中间传动的目的,采用装入式异步电动机直接拖动砂轮,这样电动机的转轴就是砂轮轴。
由于平面磨床是一种精密机床,为保证加工精度采用了液压传动采用一台液压泵电动机,通过液压装置以实现工作台的往复运动和砂轮横向的连续与断续进给为在磨削加工时对工件进行冷却,需采用冷却液冷却,由冷却泵电动机拖动。
为提高生产率及加工精度,磨床中广泛采用多电动机拖动,使磨床有最简单的机械传动系统。
所以M7130平面磨床采用三台电动机:砂轮电动机、液压泵电动机和玲却泵电动机进行分别拖动。
基于上述拖动特点,对其自动控制有如下要求:1.砂轮电动机、液压泵电动机和冷却泵电动机都只要求单方向旋转2.冷却泵电动机随砂轮电动机运转而运转,但冷却泵电动机不需要时,可单独断开冷却泵电动机.3.具有完善的保护环节:各电路的短路保护,电动机的长期过载保护,零压保护.电磁吸盘的久电流保护,电磁吸盘断开时产生高电压而危及电路中其他电气设备的保护等.4.保证在正常使用电磁吸盘下作和不用电磁吸盘在调整机床工作时,都能开动机床各电动机。
M7120型平面磨床

电磁吸盘控制电路
• ① SB7电磁吸盘停止充 磁 • ② SB8电磁吸盘起动充 磁 • ③ SB9电磁吸盘去磁 XS1插头
(3) 电磁吸盘保护环节
欠电压保护低于110V, ① 欠电压保护低于 , KV不吸,KM1不吸,电动 不吸, 不吸, 不吸 不吸 机不起动 ② 电磁吸盘线圈的过电 压保护 ③ 电磁吸盘的短路保护
3.2.2 M7120型平面磨床的电气控制
主电路分析 电磁吸盘控制电路分析 电动机控制电路分析
1.主电路分析 主电路分析
液压泵电动机M1 砂轮电动机M2 冷却泵电动机M3 砂轮箱升降电动机M4
2. 电磁吸盘控制电路分析 (1) 电磁吸盘构造及原理
线圈通电产生 的强磁场把工 件牢牢吸在工 作台上. 作台上
1—钢制吸盘体 钢制吸盘体 2—线圈 线圈 3—钢制盖板 钢制盖板 4—隔磁层 隔磁层 5—工件 工件
电磁吸盘工作原理
110V直流电源 直流电源
YH控制电路 (2) YH控制电路
• 由整流装置、控制装置 及保护装置等组成。
电磁吸盘整流电路
• 整流部分由整流变压器 T和桥式整流器VC组成, 输出110V直流电压。
工作情况
• ① 主运动:砂轮的旋转运动,线速度为 30~50m/s。 • ② 进给运动:工作台在床身导轨上的直线往 复运动;磨头(砂轮箱)在滑座立柱上做横 向和垂直直线运动;采用液压驱动,可平滑 调速。 • ③ 拖动方式:主轴电动机拖动砂轮旋转,液 压泵电动机拖动工作台进给,冷却泵电动机 拖动冷却泵。
3. 电动机控制电路分析
液压泵电动机M1 砂轮电动机M2 冷却泵电动机M3 砂轮箱升降电动机M4 M4
3.2 M7120型平面磨床电气控制
• 3.2.1 M7120型平面磨床的电气控 制
PLC课程设计
一、设计题目M7120型平面磨床继电器控制系统的PLC改进设计二、设计内容1.M7120型平面磨床的结构及功能M7120型平面磨床主要由它由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
平面磨床是用砂轮磨削加工各种零件平面的机床,M7120型平面磨床是平面磨床中使用较为普遍的一种,它的磨削精度高和表面较光洁,操作方便,适于磨削精密零件和各种工具,M7120型平面磨床共有四台电动机,即砂轮电动机、砂轮升降电动机、液压泵电动机和冷却泵电动机。
砂轮电动机直接带动砂轮旋转,对工件进行磨削加工,在M7120型平面磨床中,砂轮并不要求调速,所以通常采用笼型异步电动机来拖动,这是平面磨床的主运动;砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件位置。
工作台和砂轮的往复运动是靠液压泵电动机进行液压传动的,液压传动较平稳,能实现无级调速,换向时惯性小,换向平稳。
M7120型平面磨床工作台的往返运动采用液压传动,能保证加工精度。
由液压电动机拖动液压泵,经液压传动装置实现工作台的往复运动。
冷却泵电动机带动冷却泵供给砂轮和工件冷却液,同时利用冷却液带走磨削下来的铁屑。
M7120型平面磨床电器配置:M7120平面磨床的电气控制系统分析:图1.1 M7120型平面磨床控制电路原理图2.电气控制线路分析M7120型平面磨床的电气控制线路分为主电路、控制电路、电磁工作台控制电路及照明与指示灯电路四部分。
如图1.1。
①.主电路分析主电路中共有四台电动机,其中M1是液压泵电动机,实现工作台的往复运动;M2是砂轮电动机,带动砂轮旋转磨削加工工件;M3是冷却泵电动机,为砂轮磨削工件时输送冷却液;M4是砂轮升降电动机,用以调整砂轮与工件的位置。
其中砂轮M4可正反转。
四台电动机的工作要求是:M1、M2和M3只需正转控制;M4需要正反转控制,冷却泵电动机M3却需要在M2运转后才能运转.四台电动机具有短路、欠电压和失电压保护,分别由熔断器FUI和接触器KM1、KM、KM3和KM4来执行,除M4之外,其余三台电动机分别由热继电器FR1、FR2和FR3进行过载保护。
M7120型平面磨床电气控制课程设计说明书

电气控制技术课程设计说明书M7120型平面磨床电气控制一、 M7120型平面磨床电气控制设计任务及设计要求 (1)1 控制设计要求 (1)2 控制设计任务 (1)二设计方案 (1)1 主电路设计 (1)2 辅助电路设计 (3)三电气原理图设计 (4)1 主电路设计与分析 (4)2 辅助电路设计及分析 (5)四电气控制板安装与调制 (6)1 控制板任务 (6)2 安装实物图片 (6)3 调试情况 (8)五 PLC控制的设计 (10)1 I/O点分析 (10)2 PLC选型 (10)3 I/O点分配 (10)4 PLC外围接线图 (11)5 PLC程序设计 (12)6 程序的运行与调试 (14)六收获与与体会 (23)七总结:PLC控制与继电器控制的区别 (24)我先对本次的设计进行了总体的思考和分析M7120型平面磨床主要由4台电动机组成,它们分别是:液压泵电动机M1,砂轮电动机M2,冷却泵电动机M3,砂轮升降电动机M4。
M1单向旋转,可实现反接制动、两地控制;M2、M3均单向旋转,M3只有在M2启动后才能运转;M4可实现双向旋转,且只能通过电动控制。
首先绘制原理接线图,随后连电路板、进行调试。
然后根据电气控制电路的线路图,绘制PLC外围接线图,编程PLC的梯形图,调试。
一、 M7120型平面磨床电气控制设计任务及设计要求1 控制设计要求(1)液压泵电动机M1单向旋转,可实现反接制动,两地控制。
(2)M2、M3均单向旋转,M3只有在M2启动后才能运转。
(3)M4可实现双向旋转,且M4只能通过电动控制。
(4)M1、M2、M3均有过载保护功能,整个电路具有短路保护功能。
(5)机床控制电路及指示灯电路,电压均为380V。
其中HL1为控制指示灯,HL2为M1运转指示灯,HL3为M2及M3运转指示灯,HL4为M4运转指示灯。
2 控制设计任务(1)绘制电气控制原理图(A2图幅),PLC外围接线图(A3图幅),编写PLC控制程序。
常用磨床控制电路设计1.M7120型平面磨床控制程序设计

【任务目标】
了解M7120型平面磨床 的控制原理。
1
能设计出基于PLC控制 的M7120型平面磨床的 控制电路。
能编写M7120型平面
3
2
磨床的控制程序。
【任务实施】
一、建立I/O分配表
列出M7120型平面磨床PLC的输入/输出点分配表,见表11-5-1所示。
输入信号 名称 电压继电器 总停止按钮 液压泵电动机M1停止按钮 液压泵电动机M1启动按钮 砂轮机M2停止按钮 砂轮机M2启动按钮 代号 KV SB1 SB2 SB3 SB4 SB5 输入点编号 X000 X001 X002 X003 X004 X005 名称 液压泵电动机M1接触器 砂轮机M2接触器 砂轮上升接触器 砂轮下降接触器 电磁吸盘充磁接触器 电磁吸盘退磁接触器 输出信号 代号 KM1 KM2 KM3 KM4 KM5 KM6 输出点编号 Y000 Y001 Y002 Y003 Y004 Y005
【任务实施】
三、编写控制程序
M7120型平面磨床PLC指令语句表如图11-5-4(b)所示。
图11-5-4(b)
M7120型平面磨床PLC指令语句表
XXXXX XXXXX
COM1 Y0 Y1 Y2 Y3 COM2 Y4 Y5 Y6 KM5 KM6 KM7 KM1 KM2 KM3 KM4 AC380V
图11-5-3
M7120型平面磨床PLC控制接线图
【任务实施】
三、编写控制程序
M7120型平面磨床PLC控制梯形图如图11-5-4(a)所示。
图11-5-4 (a) M7120型平面磨床PLC控制梯形图
按下按钮SB8,接触器KM5闭合,电磁吸盘YH充磁; 按下按钮SB9,电磁吸盘YH停止充磁;按下按钮SB10, 接触器KM6闭合,电磁吸盘YH点动退磁。
M7120平面磨床学习任务设计方案

M7120平面磨床学习任务设计方案M7120平面磨床学习任务设计方案学习任务设计方案专业名称电气自动化设备安装与修理M7120型平面磨床电气掌握线路的安装与调试一体化课程名称电动机继电掌握线路的安装与检修建议40学时学习任务师生比建议学时1:20我院机电工程系有2台M7120平面墨床因线路严峻老化,需要对工作情境描述其电气线路进展改造。
后勤处对电气自动化1067班下达了工作任务,要求在一周内完成磨床电气掌握线路的安装及调试工作。
学生接到“M7120平面磨床电气掌握线路的安装与调试”任务后,明确任务要求,依据给定图纸,识读电路图及接线图,确认元器件、材料的型号和参数,领取所需工具和材料,检查、校验元器件,学习学习任务描述并严格遵守作业标准,进展安装作业,安装完毕后进展检查、调试,根据现场治理标准清理场地、归置物品,填写工作记录并交付教师验收,对本次工作中消失的问题作出总结和评价。
在已经具备肯定的电气掌握线路安装与调试的学问和技能根底与其他学习任务上,进展本任务学习,同时为后续“M7120型平面磨床电路故障排解”的关系等学习任务奠定根底。
学生已经把握了肯定的电气掌握线路安装与调试的学问和技能,学生根底有较强的协作意识和沟通力量。
1.能明确工作任务要求,表达M7120平面磨床的主要构造及运动形式,猎取施工现场信息及M7120平面磨床技术资料。
2.能制定工作规划,识读M7120平面磨床电气原理图,预备元学习目标器件及电工材料,能画出元件布置图,布置施工现场环境。
3.能按图纸、工艺要求、安全标准和设备要求,安装元器件并接线,能用仪表检查电路安装的正确性并通电试车,施工完毕能清理现场。
4.能填写工作记录并交付验收。
5.能总结施工过程中消失的问题和解决方法,对自己和他人的工作作出中肯的评价。
1.工作任务单,机床改造的缘由2.M7120平面磨床的主要构造、运动形式、操作方法3.M7120平面磨床电气原理图,工作原理的分析4.M7120平面磨床元器件及材料清单,领用并检查学习内容5.M7120平面磨床的元件布置图6.施工现场环境的布置7.M7120平面磨床电气掌握线路的安装8.M7120平面磨床电气掌握线路的检查、调试9.M7120平面磨床的交付验收10.本次学习任务的总结评价工具:常用电工工具、卷尺、钢锯、电钻、劳保用品、万用表、兆欧表、钳形电流表、专用扳手等材料:导线、电气元件、线槽、缠绕管、螺钉、螺母、垫片、号码管等教学条件资料:任务单、机床图纸、电业安全操作规程、电工手册、电气安装施工标准等资料教具:多媒体设备场地:教室、车间1.以5人为一小组,由学生自主进展小组分工和施工。
《M7120 型平面磨床电气控制线路的安装与调试》电子教材.

任务六 M7120平面磨床电气控制线路的安装与调试很多,根据用途不同分为内圆磨床、外圆磨床、平面磨床、无心磨床以及球面磨床、齿轮磨床、螺纹磨床等专用机床。
在实际机械加工当中,经常要用平面磨床进行加工。
平面磨床根据最大加工尺寸的大小可以分为,M7120型、M7130型。
日常的工作实践当中,对于从事电气技术工作者,经常要进行磨床电气线路的安装、元器件的维修及更换、其它电气故障的维修等。
因此掌握磨床的结构、运行形式以及对电力拖动的控制要求M7120型平面磨床进行分析。
, 明确工作任务要求。
2. 能正确识读电气原理图, 绘制安装图、接线图, 明确M7120 型平面磨床电气控制线路的控制过程及工作原理。
3. 能按图纸、工艺要求、安全规范等正确安装元器件、完成接线。
4. 能正确使用仪表检测电路安装的正确性, 按照安全操作规程完成通电试车。
5. 能正确标注有关控制功能的铭牌标签,施工后能按照管理规定清理施工现场。
学习情境一 M7120型平面磨床的认识, 明确工作任务要求。
2. 能正确识读电气原理图, 绘制安装图、接线图, 明确M7120 型平面磨床电气6-1-1所示,M7120型平面磨床是平面磨床中使用较为广泛的一种机床,该磨床操作方便,磨削精度和光洁度都比较高,适用于磨削精度零件和各种工具,并可以作镜面磨削。
其外形如图6-1-1a 所示。
a)b)c)M7120卧轴矩台式平面磨床 MS810卧轴矩台数显手动平面磨床 MD250卧轴电动平面磨床图6-1-1 常用平面磨床一、型号意义M 7 1 20磨床工作台的工作面宽为200mm平面卧轴矩台式二、主要结构及运动形式M7120平面磨床是卧轴矩形工作台式结构如图6-1-2所示,它由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
它的主要运动是砂轮的快速旋转,辅助运动是工作台的纵向往复运动和砂轮架的横向以及垂直进给运动。
工作台每完成一次纵向往复运动,砂轮架横向进给一次,从而能连续地加工整个平面。
M7120磨床教学指导手册
前言M7120磨床是用来砂轮的周边或端面对工件的表面进行机械加工的一种精密机床。
磨制工件的水平面和垂直平面,精度和表面光洁度较高,适用于磨削精密零件和各种工具,并可作镜面磨削。
它在机械加工业中占有重要地位。
磨床的广泛应用,给机械制造业的生产方式、产品机构和产业机构带来了深刻的变化,其技术水平高低和拥有量多少,是衡量一个国家和企业现代化水平的重要标志。
M7120磨床是由各种继电器为主要元件的电气控制线路,承担着生产过程自动控制的艰巨任务,由数量不等的各种继电器构成复杂的控制系统,用成千上万根导线连接起来。
为保证控制系统的正常运行,需要安排大量的电气技术人员进行维护,有时某个继电器损坏,甚至某个继电器触头接触不良,都回影响整个系统的正常运行。
如果系统出现故障,要进行检查排除故障又是非常困难的,全靠电气技术人员长期积累经验。
所以我们设计制作了M7120磨床电气控制部分的模拟电路,进行分析磨床对电气传动的要求,电气控制路线的工作原理,以及故障检修的模拟练习。
该设备是检修实验教室模拟机床设备系列之一,以供在校的学生进行安装维修的学习,并可以用于中级工技能鉴定的检修设备。
该设备在主电路、控制电路中共设置了20个故障点,使学生在校学习期间就能积累一定的安装和检修的经验,为以后从事机电工作打下了坚实的基础。
2.M7120磨床电路的介绍2.1磨床的简介2.1.1 M7120磨床的结构平面磨床的结构如图所示,由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱等部分组成。
1.床身:其中装有液压传动装置,以使矩形工作台做往复运动(纵向)2.工作台:表面是T形槽,用来安装电磁吸盘以吸持工件或直接安装大型工件。
3.电磁吸盘:夹紧工件4.砂轮箱:沿滑座水平导轨作横向运动5.滑座:可在立柱导轨上作上下移动2.1.2M7120磨床控制顺序根据磨床的结构可知它的几种运动形式,主运动是砂轮的旋转运动。
垂直进给,即滑座在立柱上的上下运动;槽向进给,即砂轮箱在滑座上的水平运动;纵向进给,即工作台沿床身的往复运动。
M7120平面磨床的电气自动化设计.

第一章 M7120型磨床的构成及工作原理一、 M7120型磨床的构成1.M7120型磨床的型号及含义型号:M7120含义:M —磨床7 —平面磨床1 —卧轴矩台式20 —工作台的工作面宽200mm2.M7120型磨床的主要结构M7120型平面磨床主要由床身、工作台、电磁吸盘、砂轮架(又称磨头)、滑座、立柱等部分组成。
它的外型如图所示:磨床的主运动是砂轮的旋转运动,辅助运动是工作台的左右往返运动和砂轮架的前后上下进给运动。
工作台的往返运动采用液压传动,能保证加工精度。
砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件位置。
3.控制要求(1)砂轮的旋转用一台三相异步电机拖动,要求单向连续运行。
(2)砂轮电动机、液压泵电动机和冷却泵电动机都只要求单向旋转。
(3)砂轮升降电动机要求能正反转控制。
(4)冷却泵电动机只有在砂轮电动机起动后才能起动。
(5)电磁吸盘应有充磁和去磁控制环节。
二、M7120型磨床的工作原理1.M7120型磨床电气控制线路图见附图2.主电路工作原理主电路中有四台电动机,分别为液压泵电动机M1、砂轮电动机M2、冷却泵电动机M3和砂轮升降电动机M4,它们的短路保护均由熔断器FU1实现。
热继电器FR1、FR2、FR3分别为M1、M2、M3的过载保护。
液压泵电动机M1只需要单向旋转,由接触器KM1控制。
由于冷却泵电动机M3必须在砂轮电动机M2运转后才能起动,所以由同一个接触器KM2控制。
砂轮升降电动机M4由接触器KM3和KM4控制,要求能正反转,由于M4是点动短时运转,故未设过载保护。
3.控制电路工作原理(1)液压泵电动机M1的控制若电源电压正常,由变压器TC副绕组提供135V交流电压,经桥式整流器VC整流后得到110V直流电压,使欠电压继电器KV线圈得电吸合,其常开触头KV闭合,为电动机的起动作好准备。
若电源电压偏低,KV不能可靠工作,则四台电动机均不能起动。
当KV吸合后,再按下启动按钮SB3,接触器KM1线圈得电并自锁,其主触头KM1闭合,M1起动并连续运转。
认识 M7120型平面磨床(教学设计)
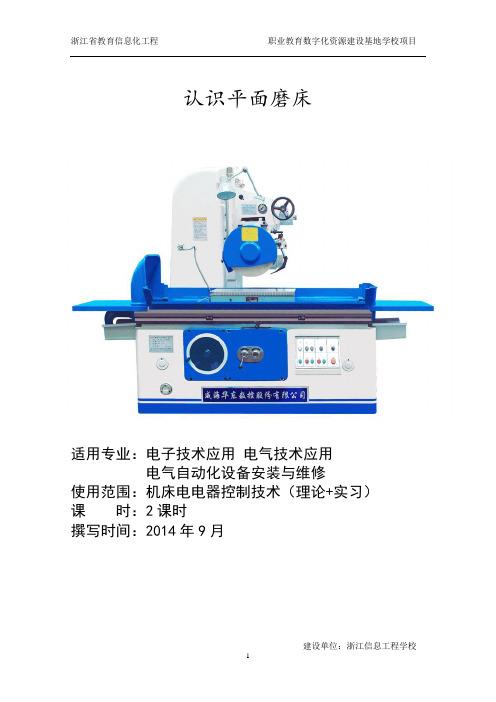
认识平面磨床
适用专业:电子技术应用电气技术应用
电气自动化设备安装与维修
使用范围:机床电电器控制技术(理论+实习)课时:2课时
撰写时间:2014年9月
认识平面磨床
【教学目标】
知识目标:掌握M7120型平面磨床的主要结构和运动形式;平面磨床的型号及功能;M7120型平面磨床的基本操作及调试方法。
能力目标:掌握M7120平面磨床电气原理图分析,能进行电气故障排除。
情感目标:培养严谨工作态度,培养维修电工的职业素养。
激发学生探索未知的兴趣和积极性,得到利用知识解决问题的成就感。
【教学手段】
1.教学场地:课程教室
2.教学手段:多媒体信息化辅助教学
【教学方法】
1.小组合作教学法
2.案例探究教学法
【教学过程设计】。
M7120型平面磨床电气控制

4、成果展示
4、成果展示
致谢
通过几天的实际操作,我们更加巩固了课堂上所学到的 知识,同时明白了实验和操作的必要性。学到了书本上没有 的知识,强化了我们实际操作的能力。并且小组内分工明确, 锻炼了相互合作的精神。三人相互取长补短,很好的完成本 次课程设计。 最后,感谢李老师在本次课程设计当中的细心指导,感谢其 他组对我们的帮助和支持,也感谢我们三个人彼此互帮互助 顺利完成了此次课程设计。
(1)、液压泵电动机M1的控制
按下SB0,中间继 电器KA常开触点闭 合,控制电路得电, 控制指示灯HL1点 亮 接触器KM1线圈得 电 按下SB3 或SB5
常开触点闭合自锁, 常闭触点断开 主触点闭合
液压泵电动机M1 连续运转,M1运 转指示灯HL2点亮
按下停止按钮SB1 或SB2液压泵电动 机M1停止运转
2、M7120型平面磨床控制要求
(1)液压泵电动机M1单向旋转,可实现反接制动、两地控制; (2)M2 、M3均单向旋转,M3只有在M2启动后才能运转; (3)M4可实现双向旋转,且M4只能通过点动控制;
(4)M1、M2、M3均有过载保护功能;整个电路具有短路保护功能;
(5)机床具有照明灯,电压为36V,由变压器TC供电; (6)机床控制电路及指示灯电路,电压均为380V。其中HL1为控制指示灯, HL2为M1运转指示灯,HL3为M2及M3运转指示灯,HL4为M4运转指示灯;
器件符号 SB0 SB SB3 SB5 SB1 SB2 SB7 SB6 SB8 输入 功能 供电 总停止 M1 a地启 动 M1 b地启 动 M1 a地停 止 M1 b地停 止 M2、M3停 止 M2启动 M3启动 输入点 00001 00000 00004 00006 00002 00003 00008 00007 00009 器件符号 KM1 KM2 KM3 KM4 KM5 KM6 输出 功能 M1启动 M1反接制 动 M2启动 M3启动 M4点动正 转 M4点动反 转 输入点 01000 01001 01002 01003 01004 01005 01007 01008 01009
M7120型平面磨床电气控制课程设计说明书
电气控制技术课程设计说明书M7120型平面磨床电气控制一、 M7120型平面磨床电气控制设计任务及设计要求 (1)1 控制设计要求 (1)2 控制设计任务 (1)二设计方案 (1)1 主电路设计 (1)2 辅助电路设计 (3)三电气原理图设计 (4)1 主电路设计与分析 (4)2 辅助电路设计及分析 (5)四电气控制板安装与调制 (6)1 控制板任务 (6)2 安装实物图片 (6)3 调试情况 (8)五 PLC控制的设计 (10)1 I/O点分析 (10)2 PLC选型 (10)3 I/O点分配 (10)4 PLC外围接线图 (11)5 PLC程序设计 (12)6 程序的运行与调试 (14)六收获与与体会 (23)七总结:PLC控制与继电器控制的区别 (24)我先对本次的设计进行了总体的思考和分析M7120型平面磨床主要由4台电动机组成,它们分别是:液压泵电动机M1,砂轮电动机M2,冷却泵电动机M3,砂轮升降电动机M4。
M1单向旋转,可实现反接制动、两地控制;M2、M3均单向旋转,M3只有在M2启动后才能运转;M4可实现双向旋转,且只能通过电动控制。
首先绘制原理接线图,随后连电路板、进行调试。
然后根据电气控制电路的线路图,绘制PLC外围接线图,编程PLC的梯形图,调试。
一、 M7120型平面磨床电气控制设计任务及设计要求1 控制设计要求(1)液压泵电动机M1单向旋转,可实现反接制动,两地控制。
(2)M2、M3均单向旋转,M3只有在M2启动后才能运转。
(3)M4可实现双向旋转,且M4只能通过电动控制。
(4)M1、M2、M3均有过载保护功能,整个电路具有短路保护功能。
(5)机床控制电路及指示灯电路,电压均为380V。
其中HL1为控制指示灯,HL2为M1运转指示灯,HL3为M2及M3运转指示灯,HL4为M4运转指示灯。
2 控制设计任务(1)绘制电气控制原理图(A2图幅),PLC外围接线图(A3图幅),编写PLC控制程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXX 学院综合课程设计说明书题目:学生姓名:学号:所在院(系):专业:指导教师:职称:XXXX年XX 月XX日目录摘要 (4)前言 (7)第一章M7120平面磨床简介 (7)1.1 M7120平面磨床控制原理图 (7)1.2 M7120平面磨床结构及功能 (9)1.3 M7120平面磨床的电气控制分析 (11)第二章 PLC简介 (11)2.1 PLC的发展 (11)第三章硬件设计 (11)3.1 PLC的物理结构 (13)3.2 PLC的外部接线图 (13)第四章M7120平面磨床的PLC控制 (13)4.1 M7120平面磨床PLC输入/输出分配 (13)4.2 M7120平面磨床PLC控制接线图 (14)4.3 M7120平面磨床PLC流程图 (15)4.4 M7120平面磨床梯形图 (16)4.5 M7120平面磨床在s7—200中的仿真 (19)4.6 M7120平面磨床PLC指令语句 (20)总结 (21)参考文献 (22)摘要本次设计的内容主要是利用PLC(Programmable Logic Controller)对M7120平面磨床的控制部分进行改造。
我先对本次的设计进行了总体的思考和分析,使自己对M7120平面磨床的基本结构、运动情况、加工工艺要求等有一定的了解。
M7120平面磨床主要有车身、主轴变速箱、尾座进给箱、丝杠、光杠、刀架和溜板箱等组成。
对M7120平面磨床电气控制部分进行分析得出它需要完成开门断电功能、主轴电动机的正反转控制功能、刀架的快速移动功能、冷却泵电动机的控制。
然后根据电气控制电路的线路图,编译PLC的梯形图,编译通过后,利用PLC实验台进行实验仿真。
由于PLC极高的可靠性,极丰富的指令集,易于掌握,便捷的操作,丰富的内置集成功能,实时特性。
因此使M7120平面磨床在完成原有的功能特点外,还具有安装简便、稳定性好、易于维修、扩展能力强等特点。
关键词PLC控制电气控制原理M7120平面磨床AbstractThis design's content is mainly (Programmable Logic Controller) makes the transformation using PLC to the M7120 surface grinding machine's control section. I have carried on the overall ponder and the analysis first to this time design, enables itself to the M7120 surface grinding machine's basic structure, the movement situation, the processing technological requirement and so on to have certain understanding. The M7120 surface grinding machine mainly has compositions and so on automobile body, main axle gear box, tailstock gear box, guide screw, feed rod, tool rest and apron. Carries on the analysis to the M7120 surface grinding machine electric control part to obtain it to need to complete opens the door the power failure function, the main axle electric motor to reverse the control function, tool rest's rapid traverse function, the cooling pump electric motor's control. Then according to the electric control electric circuit's circuit diagram, translates PLC the trapezoidal chart, translates, carries on the experiment simulation using the PLC laboratory bench. As a result of the PLC extremely high reliability, the extremely rich set of instructions, easy to grasp, convenient operation, rich built-in integrated function, real-time characteristic. Therefore causes the M7120 surface grinding machine to complete outside the original function characteristic, but also has the installment to be simple, the stability good, easy to service, the expansion ability strongly and so on characteristics.Key words PLC control Electric control M7120 grinder前言在制造工业(以改变几何形状和机械性能为特征)和过程工业(以物理变化和化学变化将原料转化成产品为特征)中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
传统上,这些功能是通过气动或电气控制系统来实现的。
随着产品机型的更新换代,生产线承担的加工对象也随之改变,这就需要改变控制程序,使生产线的机械设备按新的工艺过程运行,而继电接触器控制系统是采用固定接线的,很难适应这个要求。
大型自动生产线的控制系统使用的继电器数量很多,这种有触点的电器工作频率较低,在频繁动作的情况下寿命较短,从而造成系统故障,使生产的运行可靠性降低。
现在,PLC的出现解决了这一问题.PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力比之大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统.在我国应用的PLC系统中,I/O 64点以下PLC销售额占整个PLC的47%,64点~256点的占31%,合计占整个PLC销售额的78%。
在我国应用的PLC,几乎涵盖了世界所有的品牌,呈现八国联军的态势,但从行业上分,有各自的势力范围。
大中型集控系统采用欧美PLC居多,小型控制系统、机床、设备单体自动化及OEM产品采用日本的PLC居多。
欧美PLC在网络和软件方面具有优势,而日本PLC在灵活性和价位方面占优势。
我国的PLC供应渠道,主要有制造商、分销商(代理商)、系统集成商、OEM用户、最终用户。
其中,大部分PLC是通过分销商和系统集成商达到最终用户的。
1、人机界面更加友好PLC制造商纷纷通过收购或联合软件企业、或发展软件产业,大大提高了其软件水平,多数PLC品牌拥有与之相应的开发平台和组态软件,软件和硬件的结合,提高了系统的性能,同时,为用户的开发和维护降低了成本,使更易形成人机友好的控制系统,目前,PLC+网络+IPC+CRT的模式被广泛应用。
2、网络通讯能力大大加强PLC厂家在原来CPU模板上提供物理层RS232/422/485接口的基础上,逐渐增加了各种通讯接口,而且提供完整的通讯网络。
由于近来数据通讯技术发展很快,用户对开放性要求很强烈,现场总线技术及以太网技术也同步发展。
如罗克韦尔A-B公司主推的三层网络结构体系,即EtherNet、ControlNet、DeviceNet,西门子公司在Profibus-DP及Profibus-FMS 网络等。
3、开放性和互操作性大大发展PLC在发展过程中,各PLC制造商为了垄断和扩大各自市场,处于群雄割据的局面,各自发展自己的标准,兼容性很差,这给用户使用带来不便,并增加了维护成本。
开放是发展的趋势,这已被各厂商所认识,形成了长时期妥协与竞争的过程,并且这一过程还在继续。
开放的进程,可以从以下方面反映:(1)IEC形成了现场总线标准,这一标准包含8种标准,虽然有人说,多种标准就是没有标准,但必竟是一个经过困难的争论与妥协的成果。
标准推出后,各厂商纷纷将自己的产品适应这些标准,或者开发与之相应的新产品。
(2)IEC制订了基于Windows的编程语言标准IEC61131-3,它规定了指令表(IL)、梯形图(LD)、顺序功能图(SFC)、功能块图(FBD)、结构化文本(ST)五种编程语言。
这是以数字技术为基础的可编程序逻辑控制装置在高层次上走向开放性的标准化文件。
虽然PLC 开发上各工具仍不兼容,但基于这些标准的开发系统,使用户在应用过程中,可以较方便地适不同品牌的产品。
(3)OPC基金会推出了OPC(OLE for Process Control)标准,这进一步增强了软硬件的互操作性,通过OPC一致性测试的产品,可以实现方便的和无缝隙数据交换。
目前,多数PLC软件产品和相当一部分仪表、执行机构及其它设备具有了OPC功能。
OPC与现场总线技术的结合,是未来控制系统向FCS技术发展的趋势。
(4)PLC的功能进一步增强,应用范围越来越广泛。
PLC的网络能力、模拟量处理能力、运算速度、内存、复杂运算能力均大大增强,不再局限于逻辑控制的应用,而越来越应用于过程控制方面,有人统计,除石化过程等个别领域,PLC均有成功能应用,PLC在相当多的应用取代了昂贵的DCS,从而使原来PLC(顺序控制)+DCS(过程控制)的模式变成PLC+IPC模式。
(5)工业以太网的发展对PLC有重要影响。
以太网应用非常广泛,与工业网络相比,其成本非常低,为此,人们致力于将以太网引进控制领域。
目前的挑战在于硬件上如合适应工业恶劣环境;通讯机制如何提高其可靠。
以太网能否顺利进入工控领域,还存在争论。
但以太网在工控系统的应用却日益增多,适应这一过程,各PLC厂商纷纷推出适应以太网的产品或中间产品。
M7120型平面磨床是一种中型磨床,能够完成外圆.孔.平面以及齿轮.螺纹等成形表面的精加工,也可刃磨各种切削刀具。