生物柴油工艺流程图 CAD图==
国内流行的生物柴油的工艺流程汇总
国内流行的生物柴油的工艺流程
目前,国内的生物柴油技术很多,专利申请已经301项(截止2007年11月5日),而实际的生产工艺并不多,目前能够投入实际生产且正在使用的工艺流程有如下三种:
一、酸--碱两步法:这是最传统的工艺也是目前自主研制技术的一般企业常用的工艺流程;其优点是能耗低,掌握的好可以真正“免蒸馏”,技术参考资料也比较多;缺点是要经过酸-碱的转化,对于酯化后物料的酸价、杂质、水等要求比较严,容易发生皂化,废水量较大。
二、分离反应法:这也是许多企业在不自觉的情况下采用的,主要思路是采用先蒸馏(汽提)分离脂肪酸的办法,先实现脂肪酸与中性油的物理分离,而后针对脂肪酸和中性油分别采用酯化和碱催化酯交换的办法进行反应,得到统一的甲酯。
此法的优点是工艺简单,容易掌握,产品的销售比较灵活;缺点是能耗大,设备要求高(尤其是耐腐蚀)。
三、完全酸催化法:这是一些企业常采用的办法,优点是对于原料要求低,可以处理基本所有原料,采用了非水洗工艺;缺点是能耗高(三种方法中第二),酯化设备的耐腐蚀要求高。
四、需要补充的是,酸催化法尤其适合于植物毛油,对于目前处于热门开发的麻疯树等产油作物,所榨得的毛油不必经过精制,直接进入酸催化。
而传统的碱催化则需要经过严格的精制才能进入催化工艺流程。
高效短流程生物柴油制备技术

内的能源供应已面临前所未有的挑战!
12000
一次能源消费量 /Mtoe来自10000 8000 6000
2008年世界一次能源构成仍以 石油为主
6.40% 24.10% 5.50% 29.20%
4000 2000 0 2001 2002 2003 2004 2005 2006 2007 2008
煤炭 石油
燃烧充分, 环保性能好 闪点高,安 全性能好 可再生性,原 料循环供给 可单独使用, 也可混合使用
生 物 柴 油 的 优 越 性 能
与传统石化石 化柴油相比较
润滑性能好
低温启动性能好
抗爆性好 不需改装,适用 任何柴油引擎
生物柴油技术研究现状 生物柴油技术研究现状 生物柴油制备方法
直接混合 物理方法 微乳化法 生 物 柴 油 制 备 方 法
反应级数 活化能 动力学方程 kJ/mol 1.45 66.79 − dc = 5.56 ×10 e
A 5
−
dt
6.679×104 1.45 RT A
c
1.4 1.8
20.43 20.14
20300 − dc A − = 18.1e RT c1.4 A dt
世界能源形势 世界能源形势 生物柴油
生物柴油(biodiesel)是以 油料作物、野生油料植物和工程 微藻等水生植物油,以及动物油 脂、废食用油等为原料,通过酯 交换工艺制成的甲酯或乙酯燃 料,是资源永续的可再生能源, 被称为“绿色柴油”,已成为最受 欢迎的石化柴油替代品。
生物柴油
世界能源形势 世界能源形势 生物柴油性能
34.80%
天然气 水电 核电
年份
世界2001~2008年一次能源消费情况
2008年世界一次能源构成
生物柴油工艺流程

生物柴油工艺流程附录:生物柴油的生产工艺及三废处理一、生物柴油生产的原材料1、地沟油(主要成份:脂肪酸甘油酯和脂肪酸)2、植物油脂(主要成份:脂肪酸甘油酯和脂肪酸)3、酸化油(主要成份:脂肪酸和脂肪酸甘油酯)4、米糠油(主要成份:脂肪酸和脂肪酸甘油酯)5、动物油脂(主要成份:脂肪酸和脂肪酸甘油酯)二、生物柴油生产的副料1、甲醇(含量95%以上)2、固体酸酯化催化剂(含氧化硅)3、碳酸钠(工业级)4、氢氧化钾(工业级)5、脱色剂(主要成份次氯酸钙)6、活性白土三、生物柴油的生产工艺1、酯化反应催化剂方程式:RCOOH+CH3OH→→→RCOOCH3+H2O生物柴油反应温度:60-110℃反应压力:常压三废情况:有5-7%的含甲醇(<2%)的酸性(PH=4左右)废水产生。
2、中和反应碳酸钠溶液,在常温常压下操作。
3、甲醇回收70-90℃、常压情况下操作。
4、生物柴油的脱色精制使用脱色剂,60-80℃常压下脱色反应。
4、白土精制1-2%活性白土,常压90-110℃下精制。
三废情况:有1-2%的固体废渣产生。
具体工艺流程图如下:甲醇加催化剂甲醇(去精馏)加热加热↓加热↑加热地沟油等→→→沉降→→→酯化反应→→→甲醇回收→→→80℃↓ 90℃↓ 90℃ 80℃去杂去水水脱色剂白土↓加热↓脱色反应→→→白土精制→→→过滤→→→成品110℃↓白土渣四、关于三废处理1、废水:少量含甲醇酸性废水集中收集,经活性炭吸附、碱中和处理后,并经检测符合国家排放标准后直接排放。
2、废渣:白土精制废渣装入编织袋直接外售,可用于窑炉燃料。
生物柴油的加工工艺流程

生物柴油的加工工艺流程英文回答:Biodiesel is a renewable and environmentally friendly alternative to traditional diesel fuel. It is produced through a process called transesterification, which involves reacting vegetable oils or animal fats with an alcohol, usually methanol, in the presence of a catalyst, such as sodium hydroxide or potassium hydroxide.The first step in the biodiesel production process is the pretreatment of the feedstock, which can be either vegetable oil or animal fat. This involves removing any impurities, such as water, free fatty acids, and solid particles. The feedstock is then heated to reduce its viscosity and increase its reactivity.Once the feedstock is pretreated, it is mixed with methanol and a catalyst in a reactor. The catalyst helps to speed up the reaction and increase the yield of biodiesel.The mixture is typically heated and stirred for several hours to ensure complete conversion of the triglycerides in the feedstock to methyl esters, which are the main component of biodiesel.After the reaction is complete, the mixture is allowed to settle, and the biodiesel layer is separated from the glycerin layer. The glycerin, a byproduct of the transesterification process, can be further processed for other uses, such as in the production of soaps and cosmetics.The separated biodiesel is then washed to remove any remaining impurities, such as catalyst residues and soap. This is typically done by mixing the biodiesel with water and allowing the impurities to settle out. The water is then drained off, and the biodiesel is dried to remove any remaining moisture.The final step in the biodiesel production process is the quality control and testing. The biodiesel is testedfor various parameters, such as viscosity, flash point, andacid value, to ensure that it meets the required specifications. If necessary, adjustments can be made to the production process to improve the quality of the biodiesel.Overall, the process of producing biodiesel involves several steps, including pretreatment of the feedstock, transesterification, separation of biodiesel and glycerin, washing, drying, and quality control. It is a complex process that requires careful attention to detail to ensure the production of high-quality biodiesel.中文回答:生物柴油是一种可再生和环保的替代传统柴油燃料的选择。
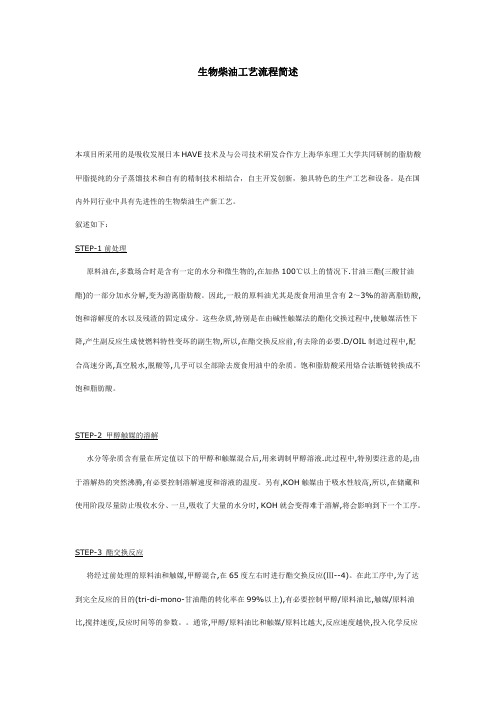
生物柴油工艺流程简述
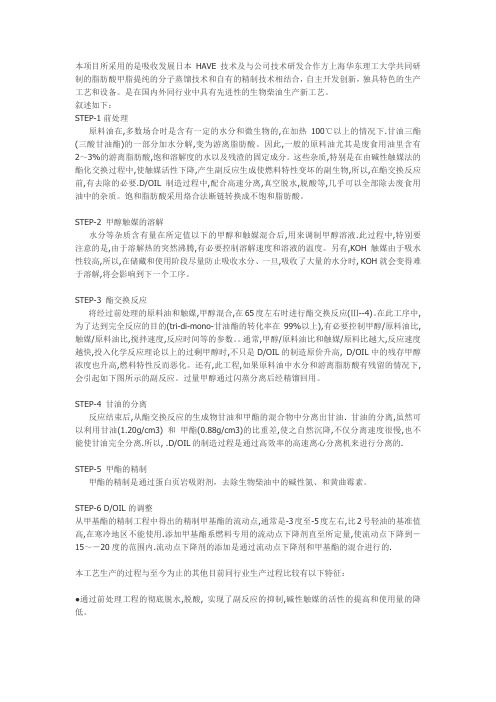
本项目所采用的是吸收发展日本HAVE技术及与公司技术研发合作方上海华东理工大学共同研制的脂肪酸甲脂提纯的分子蒸馏技术和自有的精制技术相结合,自主开发创新,独具特色的生产工艺和设备。
是在国内外同行业中具有先进性的生物柴油生产新工艺。
叙述如下:STEP-1前处理原料油在,多数场合时是含有一定的水分和微生物的,在加热100℃以上的情况下.甘油三酯(三酸甘油酯)的一部分加水分解,变为游离脂肪酸。
因此,一般的原料油尤其是废食用油里含有2~3%的游离脂肪酸,饱和溶解度的水以及残渣的固定成分。
这些杂质,特别是在由碱性触媒法的酯化交换过程中,使触媒活性下降,产生副反应生成使燃料特性变坏的副生物,所以,在酯交换反应前,有去除的必要.D/OIL制造过程中,配合高速分离,真空脱水,脱酸等,几乎可以全部除去废食用油中的杂质。
饱和脂肪酸采用烙合法断链转换成不饱和脂肪酸。
STEP-2 甲醇触媒的溶解水分等杂质含有量在所定值以下的甲醇和触媒混合后,用来调制甲醇溶液.此过程中,特别要注意的是,由于溶解热的突然沸腾,有必要控制溶解速度和溶液的温度。
另有,KOH触媒由于吸水性较高,所以,在储藏和使用阶段尽量防止吸收水分、一旦,吸收了大量的水分时, KOH就会变得难于溶解,将会影响到下一个工序。
STEP-3 酯交换反应将经过前处理的原料油和触媒,甲醇混合,在65度左右时进行酯交换反应(Ⅲ--4)。
在此工序中,为了达到完全反应的目的(tri-di-mono-甘油酯的转化率在99%以上),有必要控制甲醇/原料油比,触媒/原料油比,搅拌速度,反应时间等的参数。
通常,甲醇/原料油比和触媒/原料比越大,反应速度越快,投入化学反应理论以上的过剩甲醇时,不只是D/OIL的制造原价升高, D/OIL中的残存甲醇浓度也升高,燃料特性反而恶化。
还有,此工程,如果原料油中水分和游离脂肪酸有残留的情况下,会引起如下图所示的副反应。
过量甲醇通过闪蒸分离后经精馏回用。
(工艺流程)生物柴油技术工艺及流程

生物柴油技术及工艺流程分析报告(上)一、概述1.1生物柴油概述生物柴油(Biodiesel) ,又称脂肪酸甲酯(Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,与醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,与甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳与其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
地沟油到生物柴油工艺流程

1、直接混合:粘度高,所含的酸性组分、游离脂肪酸以及在贮存和燃烧过程中,因氧化和聚合而形成的凝胶、炭沉积和润滑油粘度增大等不可避免的严重问题。
2、裂解法:生产工艺复杂,设备昂贵,产物中不饱和烃含量较高,并且热解后氧以二氧化碳的形式损失掉(生产过程需要消耗大量的能量)3、用碱酯交换法:用精炼植物油,中和游离脂肪酸易皂化,含酸值较高的油(地沟油)不适合。
4、生物酶法主要问题是:转化率低,短链醇对酶有一定毒性,酶易失活,酶催化剂价格贵,生产周期长。
5、酸酯交换法:就非常适合用在废油上,摆脱了以上的缺点。
因此我们选择用酸酯交换法。
酸酯交换法工艺流程原理如下:1)地沟油的前处理,将水和不纯固体分离掉。
2)地沟油预酯化反应,加入一定量的酸催化剂(浓硫酸)和甲醇,在25 -120℃下,将废油脂中游离脂肪酸转化成脂肪酸甲酯。
3)酯交换反应,预酯化反应后的地沟油在除去下层的废水后,加入一定量的碱催化剂(KOH)和甲醇,在50-120℃下,将中性油脂即脂肪酸甘油酯转化成脂肪酸甲酯。
4)酯交换反应后得到一个粗产品:过量甲醇和副产物甘油的混合物,通过蒸馏分离将甲醇和甘油从产品中分离出去。
5)精制,在特殊的处理剂作用下,可将残留在产品中的催化剂、游离甘油、脂肪酸肥皂、有色物质等杂质转化成不溶或难溶于产品的残渣,从而可非常容易地从产品中分离出去,中和碱催化剂分解脂肪酸肥皂,破坏乳化、脱色、凝絮沉淀。
6)调和,上述工序得到的精制产品,其冰点通常在-3℃—-5℃左右,比石油柴油的高,为了保证在低温下不至于发生燃料系统的堵塞,而添加防寒剂以降低冰点。
7)精密过滤得到产品生物柴油。
在整个生产过程中有废水、废渣和过量原料及副产物产生,处理方法简述如下:1)废水废水→沉降→过滤→脱色、絮凝、中和→过滤↓↓废渣(另外处理)排放←生化处理←爆气2)废渣废渣→发酵→混合→有机复合肥3)副产品反应混合物→分离→副产物→蒸馏、分离→甲醇(回收再利用)↓生物柴油所需原材料表原材料规格地沟油国内收集甲醇>99%(国产)氢氧化钾 >95%(国产)硫酸 70%和95%(国产)处理剂日本公司提供配方(国产)降温剂日本公司指定(国产货)。
生物柴油工艺流程简述
生物柴油工艺流程简述本项目所采用的是吸收发展日本HAVE技术及与公司技术研发合作方上海华东理工大学共同研制的脂肪酸甲脂提纯的分子蒸馏技术和自有的精制技术相结合,自主开发创新,独具特色的生产工艺和设备。
是在国内外同行业中具有先进性的生物柴油生产新工艺。
叙述如下:STEP-1前处理原料油在,多数场合时是含有一定的水分和微生物的,在加热100℃以上的情况下.甘油三酯(三酸甘油酯)的一部分加水分解,变为游离脂肪酸。
因此,一般的原料油尤其是废食用油里含有2~3%的游离脂肪酸,饱和溶解度的水以及残渣的固定成分。
这些杂质,特别是在由碱性触媒法的酯化交换过程中,使触媒活性下降,产生副反应生成使燃料特性变坏的副生物,所以,在酯交换反应前,有去除的必要.D/OIL制造过程中,配合高速分离,真空脱水,脱酸等,几乎可以全部除去废食用油中的杂质。
饱和脂肪酸采用烙合法断链转换成不饱和脂肪酸。
STEP-2 甲醇触媒的溶解水分等杂质含有量在所定值以下的甲醇和触媒混合后,用来调制甲醇溶液.此过程中,特别要注意的是,由于溶解热的突然沸腾,有必要控制溶解速度和溶液的温度。
另有,KOH触媒由于吸水性较高,所以,在储藏和使用阶段尽量防止吸收水分、一旦,吸收了大量的水分时, KOH就会变得难于溶解,将会影响到下一个工序。
STEP-3 酯交换反应将经过前处理的原料油和触媒,甲醇混合,在65度左右时进行酯交换反应(Ⅲ--4)。
在此工序中,为了达到完全反应的目的(tri-di-mono-甘油酯的转化率在99%以上),有必要控制甲醇/原料油比,触媒/原料油比,搅拌速度,反应时间等的参数。
通常,甲醇/原料油比和触媒/原料比越大,反应速度越快,投入化学反应理论以上的过剩甲醇时,不只是D/OIL的制造原价升高, D/OIL中的残存甲醇浓度也升高,燃料特性反而恶化。
还有,此工程,如果原料油中水分和游离脂肪酸有残留的情况下,会引起如下图所示的副反应。
过量甲醇通过闪蒸分离后经精馏回用。
生物柴油工艺流程图-CAD图==
一、概述1.1生物柴油概述生物柴油 (Biodiesel) ,又称脂肪酸甲酯 (Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,与醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,与甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳与其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
生物柴油超临界甲醇法生产工艺全流程模拟与经济分析
2010 年12月 The Chinese Journal of Process Engineering Dec. 2010收稿日期:2010−08−13,修回日期:2010−12−09基金项目:国家高技术研究发展计划(863)基金资助项目(编号:2006AA020103);泉州市技术研究与开发基金资助项目(编号:2010G6)作者简介:曾宏(1977−),男,福建省厦门市人,博士研究生,生物化工专业,E-mail: hongzeng@ ;方柏山,通讯联系人,E-mail: fbs@. 生物柴油超临界甲醇法生产工艺全流程模拟与经济分析曾 宏1,3, 李洪明3, 方柏山2(1. 华侨大学化工学院,福建 厦门 361021;2. 厦门大学化学化工学院,福建 厦门 361005;3. 泉州师范学院化学与生命科学学院,福建 泉州 362000)摘 要:基于小试结果放大,应用SuperPro Designer ®仿真软件,设计模拟超临界甲醇法年产5万t 生物柴油的工艺流程,并进行了经济成本核算. 模拟结果表明,主要过程数据符合实验结果,工艺设计合理;经济分析显示,高温高压设备占设备成本较大比例,原料成本占生产成本70%以上,项目总投资约7272万元,税后净利润约2704万元/a. 该工艺具有较好的可行性.关键词:生物柴油;超临界甲醇;流程模拟;经济分析 中图分类号:TQ018; T-9 文献标识码:A 文章编号:1009−606X(2010)06−1168−071 前 言生物柴油的制备方法有化学催化法、生物酶法、超临界法及近临界法等[1−3],目前主要采用化学催化法,即用植物或动物油脂与甲醇等低碳醇在酸或碱性催化剂条件下进行酯交换反应,主要生成脂肪酸甲酯(FAME),调制后制得生物柴油. 传统化学催化法使用液体酸碱催化剂,优点是反应条件较为温和、设备价格不高,其主要缺点是反应时间较长、产品分离困难、有废酸碱液排放等. 改进的工艺目前常采用固体酸碱催化剂多相催化法解决产物与催化剂的分离问题[4,5],避免了均相催化剂工艺所需的中和洗涤步骤,减少废酸或废碱液,但该法反应条件较高,非均相反应速率慢,油脂转化率较低,目前仍未能较好解决催化剂易中毒和制备成本较高的问题. 生物酶催化法[6−8]目前有工业化生产报道的主要是固定化脂肪酶工艺,具有反应条件温和、无废物产生等优点,但成本较高且制备时间长.利用超临界流体技术制备生物柴油的研究近年来方兴未艾. Saka 等[9,10]提出了超临界甲醇法,在350℃、醇油比42:1条件下反应,产物是脂肪酸甲酯和甘油,生物柴油收率95%. Demirbas [11]比较了6种作物油并肯定了超临界甲醇法,但也指出以作物油为原料未必经济. Kusdiana 等[12]认为游离脂肪酸和水分对超临界酯交换工艺无负面影响,高酸值、低成本的废餐饮油和麻疯树油等可用于制备生物柴油. Saka 等[13−15]采用超临界乙酸甲酯和超临界碳酸二甲酯合成生物柴油工艺,也获得较高收率. 之后Saka 等[16]又提出了次临界乙酸和超临界甲醇联合工艺,提高转化率的同时一定程度上解决了废甘油过剩问题. Demirbas [1]、王瑞红等[17]和马震等[18]也作了较全面综述,认为超临界酯交换法比传统化学催化法有一定竞争性,尤其对以餐饮废油等低成本油为原料的生产过程. 在谢明霞[19]、王存文等[20]超临界研究的基础上,陈文等[21]提出了耦合闪蒸装置的超临界反应工艺,经小试验证通过,该工艺特点是反应后的物料直接进行闪蒸,回收部分过量甲醇使能量得到综合利用.基于超临界条件设计的生物柴油生产过程的仿真研究最近开始有些报道[19,22−24],主要基于ASPEN 和SIMSCI 公司的传统化工模拟软件. 超临界甲醇法制备生物柴油目前还处于小试和中试阶段,缺少完整的工艺仿真和经济分析. 因此,本工作结合实验结果,设计超临界甲醇法生产生物柴油工艺,应用SuperPro Designer ®模拟软件,对工艺全流程的物耗和能耗进行计算,并基于此进行经济成本核算和分析,为过程应用和工业化设计提供依据.2 生产工艺流程参考文献[21],根据实验设计超临界甲醇法生产生物柴油的工艺流程如图1所示. 原料油和甲醇经混合预热后,通过高压泵加压获得超临界操作压力,进入高压反应器中进行酯交换反应,生成目标产物脂肪酸甲酯和副产物甘油. 反应混合物经闪蒸分离,气相甲醇回收,液相为脂肪酸甲酯和甘油,经换热后进入分相罐. 甘油与甲酯互溶性差,静置后重力分层,下层为粗甘油,上层为粗甲酯. 粗甲酯经甲醇精馏塔进一步回收甲醇后进入甲酯精馏塔,塔顶馏出生物柴油产品,塔釜出料主要是甘油和未反应的油脂,调制后可循环利用.图1 生物柴油超临界甲醇法生产工艺流程Fig.1 Biodiesel production by supercritical methanol technology3 工艺全流程模拟3.1 过程模拟方法SuperPro Designer®模拟软件进行工艺仿真的具体方法如下:(1)选择操作模式(Plant operation mode)和年工作时间(Annual operating time):操作模式分批次操作(Batch,要求设置Scheduling information)或连续操作(Continuous),本工艺过程操作连续稳定,因此选择Continuous模式;年工作时间按缺省7920 h;(2)注册组分数据:包括纯组分(Pure components)和混合物(Stock mixtures),在数据库中无目标组分时,可以自定义组分. 本工艺的主要组分有反应物甲醇、植物油(主成分可用甘油三油酸酯,自定义Name:Vegetable oil,Formula:C57H104O6,物性数据参见文献[25]),目标产物生物柴油(自定义Name:Biodiesel,Formula:C19H36O2,物性数据参考文献[25])和副产物甘油等;(3)设定其他工艺资源(Other resources,包括Heat transfer agents, Labor, Consumables和Raw materials),换热介质、所需劳动力、耗材和原料的单价及年需求量等数据结合国内物价确定;(4)建立模拟流程:SuperPro Designer®内建了化学工程、生物工程和环境工程的主要单元操作模块(Unit procedures),方便选用合适的单元操作建立模拟流程. 实际装置中的设备或某种操作与模块有时不是一一对应,可在相似模块基础上,根据实际进行模型参数调整,或通过某些模块的组合实现模拟操作;(5)计算序列和收敛方法选择:可通过时间序列或单元序列规定计算序列,尤其是确定循环物流,相应进行循环和切断. 模拟计算中采用了所有流股收敛方式和直接迭代收敛方法,同时根据实验和工程数据输入初始化参数及必要的初值,进行模型求解;(6)成本和经济评估(Costing and economic evaluation):归集设备和原料成本,提供计算所需的物料清单(BOM),与流体相关的成本参数的初始化必须先于经济评价计算. 经济评价包括固定资本成本、营运成本和收益性分析. SuperPro Designer®为所有加工设备配备了成本相关系数(美国标准),本工艺根据国有设备价格有选择地采用和修改内建标准或关系式,并采用系数因子(Factors)的方法对某些直接固定资本成本项目进行概算,如安装、工艺管道、仪器仪表等各种因素,类似的方法也用于经营成本估算.3.2 工艺模拟放大工艺设计采用连续搅拌釜式反应器与部分闪蒸回收甲醇循环工艺,过程仿真设置基于小试放大,反应实验数据如表1所示. 以低芥酸菜籽油作为精炼油或废油的原料,其主要脂肪酸是油酸,所以在组分数据中也考虑选用甘油三油酸酯代表原料油,以油酸甲酯作为最终生物柴油产品. SuperPro Designer®数据库中无法查到的物性通过SCIFINDER, BEILSTEIN或NIST Chemistry Web Book查找,也可通过ASPEN Plus或HYSYS等模拟软件中的物性估算工具计算并经文献数据验证后用.超临界甲醇闪蒸法生产生物柴油的工艺主要由反应、分离和精制3部分组成,应用SuperPro Designer®设计的工艺流程模拟如图2所示,主要过程仿真设置如下:(1)计算规模:生物柴油5万t/a,操作时间为7920 h/a. 进料条件:甲醇和原料油压力为常压,温度为25.℃产品指标:根据美国生物柴油标准ASTM D6751-07控制产品质量;(2)根据小试的优化工艺条件,适宜的醇油摩尔比为40,因此采用混合装置(Mixture preparation procedure)控制混合器出口物流中甲醇与原料油的摩尔表1 超临界甲醇法酯交换反应实验Table 1 The transesterification experiments of supercritical methanol methodRef. The optimal reaction conditionOperating typeMethyl ester yield (%, ω)[9] Preheating temperature of 350℃, pressure of 45∼65 MPa, molar ratio of 42:1 of methanol to the rapeseed oil, residence time 240 s.5 mL batch-type reaction vessel 95[26] Constant reaction temperature at 310℃, 35 MPa, 40:1 of molar ratio of methanol to vegetable oil, 25 min of residence time.Continuous transesterification using a tube reactor77 (by constant heating) 96 (by gradual heating) [27] Reaction temperature of 350℃, 19 MPa, molar ratio of methanol-to-vegetable oil of 42, space time 400 s.Continuous transesterification reaction in a tubular flow reactor95 (for coconut oil) 96 (for palm kernel oil)[28] Reaction temperature 280℃, 12.8 MPa, 24 molar ratio of methanol to soybean oil, fixed propane-to-methanol ratio of 0.05, in 10 min.250 mL cylindrical autoclave using propane as cosolvent98 [29] Reaction temperature 280℃, 14.3 MPa, 24 of molar ratio of methanol to soybean oil, fixed CO 2-to-methanol ratio of 0.1, in 10 min.250 mL cylindrical autoclave using CO 2 as cosolvent 98 This workReaction temperature of 300℃, 13.5 MPa, molar ratio of methanol to vegetable oil of 40, ratio of cosolvent to methanol about 0.01, residence time 10 min. Properties of FAME were mainly investigated by viscosity.20 mL batch-type tube reactor made of stainless steel using cosolvent97P-2/V-102Raw oil tankP-5/V-105Stoich reactionP-6/V-106Fash tankP-9/HX-101P-10/HX-102P-13/HX-105P-24/PM-101P-3/C-101Methanol distillation P-4/C-102Biodiesel distillationP-21/PM-102P-22/PM-103P-14/HX-106P-15/V-103Biodiesel storage tank P-16/PM-105P-17/PM-106P-19/PM-107Raw oilP-23/PM-108Methanol P-7/HX-104P-12/MX-101S-116S-123Recovery oil P-18/V-104Glycerol tankGlycerolP-1/GP-101S-103S-108P-8/V-101S-112P-1/V-107Methanol storage tankS-101S-119S-125S-121S-102P-20/G-101P-11/GTV-101S-107S-128图2 超临界甲醇生产生物柴油的工艺模拟流程Fig.2 Process simulation of supercritical methanol technology for biodiesel production比. 规定反应器入口压力为13.5 MPa ,其中流股的合并采用了混合模块(Mixing module),此外还使用了加压泵模块. 流股换热采用了简单换热器模块(Heat exchanging module),假定能量可充分利用;(3)连续搅拌釜式反应器的模拟计算:根据小试适宜的反应温度为300℃,是小的放热反应,可假定反应过程中温度不变,因此可固定反应釜温度为300℃,反应釜进口物流压力为13.5 MPa ,设定反应釜压降为0;(4)闪蒸罐的模拟计算. 本反应体系中甲醇过量,需回收甲醇循环利用. 闪蒸利用压降来实现,闪蒸罐进口物流压力为13.5 MPa ,设定闪蒸罐操作压力为0.2 MPa ,热负荷为0,闪蒸出去的甲醇气体与反应原料进行热交换,与新鲜料混合后循环利用;(5)甲醇精馏塔的模拟计算. 进口物流为粗甲酯(含部分甲醇和少量甘油),进一步回收甲醇,通过调节回流比及理论塔板数试算得到精馏塔塔板数为10,回流比为1.5,操作压力为1 kPa ;(6)甲酯精馏塔的模拟计算. 要求塔顶生物柴油达到美国试验与材料学会(American Society for Testing and Materials, ASTM)指标[总甘油含量不大于0.24%(ω)及生物柴油闭口闪点不低于130℃],真空操作(670 Pa),在理论塔板数为10和回流比为2的操作条件下馏出生物柴油. 小部分甘油和未反应油残留塔釜可作为废弃物处理. 若反应转化率较低时,可考虑废油循环并探讨较佳的循环比.4 模拟结果与经济分析4.1 流程模拟结果模拟计算的主要流股数据如表2所示. 由表可见,连续搅拌釜式反应器的进出口物流分别为S-108和S-107,反应后甲酯含量由0.06%增加到66.29%(ω);闪蒸罐进出口物流分别为S-107和S-115,甲醇含量从19.38%降到0.15%(ω);分相罐进出口物流分别为S-106和S-111,甘油含量从7.45%减少为0.25%(ω);甲醇精馏塔塔釜采出物流S-119的甲醇和甘油含量分别为0.00%和0.09%(ω),甲酯精馏塔塔顶馏出产品液S-118的甲酯含量为99.65%(ω),甘油含量为0.01%(ω),产品能满足ASTM标准. 表2主要流股数据分析表明,本流程模拟结果满足工艺设计要求,主要过程符合小试结果,工艺流程模拟设计合理.表2 主要流股数据Table 2 The key flow dataStreamComponentS-108 S-107 S-115 S-106 S-111 S-119 S-118Methanol (%, ω) 41.32 19.38 0.15 1.62 1.34 0.00 0.00Biodiesl (%, ω) 0.06 66.2980.7679.4685.99 89.8499.65Glycerin (%, ω) 0.01 6.99 2.94 7.45 0.25 0.09 0.01Raw oil (%, ω) 58.61 7.34 16.1511.47 12.42 10.07 0.34Temperature (℃) 256 300 257 80 89 150 45Pressure(MPa) 13.5 13.5 0.2 0.3 0.3 0.0021 0.103Flow rate (kg/h) 11628.28 11630.90 3336.067934.567331.73 7215.51 6332.70表3 主要设备类型和购置成本(2009年估价)Table 3 Major equipment specification and FOB cost (prices in 2009)Category Item Unit cost (¥) Cost (¥)1. Methanol storage tank (2) 100000 2000002. Raw oil tank (2) 350000 7000003. Biodiesel storage tank (2) 350000 7000004. Crude glycerol storage tank 50000 500005. Pumps to/from storage (10) 38000 380000Storage facilitiesSubtotal storage facilities 20300006. Methanol/raw oil mixer 70000 700007. Heat exchanger 1 70000 700008. Heat exchanger 2 150000 1500009. Supercharger 170000 17000010. Reactor 80000080000011. Flash tank 400000 40000012. Gate valve 30000 3000013. Decanting 70000070000014. Methanol distillation tower 1200000 120000015. Biodiesel distillation tower 1400000 140000016. Pumps (10) 40000 400000Process equipment17. Unlisted equipment (auxiliaries) − 2000000Subtotal process equipment − 7390000Total equipment cost − 94200004.2 成本经济评估4.2.1 固定资产成本固定成本(Fixed Capital Cost, FC)是固定资产的各种成本总和,工厂总成本(Total Plant Cost, TPC)由工厂总直接成本(Total Plant Direct Cost, TPDC)和工厂总间接成本(Total Plant Indirect Cost, TPIC)组成.TPDC(其经济估算系数因子基于PC)包括:(1)设备购置成本(Equipment Purchase Cost, PC),指主要设备的销售价格,不包括税收、保险、运输和安装等,也称裸成本,本工作参考厦门卓越生物质能源有限公司的生产数据,按模拟工艺设备体积进行换算,部分设备同时考虑企业具备自主制造能力,参见表3;(2)安装(Installation),包括地基、板材、支承和本地设备服务费用等,系数因子取0.3;(3)工艺管道(Process piping),包括连接设备的流体管道和连接到主要动力头和通风口的管道,考虑阀门、管道支撑、保温等,系数因子取0.25;(4)仪表(Instrumentation),包括信号器和控制器,考虑必要的配线和管道、场地和控制室终端面板、警报和发声终端、工况分析仪、控制计算机和数据处理单元等,系数因子取0.4;(5)隔热材料(Insulation),隔热材料和油漆成本通常包含在设备安装及管道因素中,但在高温或低温生产中,隔热材料成本会显著增高,故考虑附加费,系数因子取0.03;(6)电气(Electrical),包括部分变电站和输电线路、配电设备及电机控制中心、应急电源、电力线路及管道、总线和区域照明等,考虑在企业已有基础上改造或增设,系数因子取0.15;(7)建筑(Buildings),包括工艺设备附属混凝土楼板、楼梯和过道、控制室和分析室、配套更衣室、办公室和仓库等非电建设,系数因子取0.5;(8)场所改进(Yard improvement),包括挖掘、场地平整、道路、围墙、消防栓、停车位等,系数因子取0.1;(9)辅助设施(Auxiliary facilities),如蒸汽动力厂,考虑企业具备一定基础,系数因子取0.35.工程设计和施工费用构成了工厂总间接成本(TPIC,其估算因子基于TPDC):(10)工程(Engineering),指工艺设计研制的整个过程,包括设备设计、设备说明书、过程仪表自动化和附件设计、控制逻辑和计算机软件设计、图纸准备、实验测试、生产查定等,考虑全新工艺开发成本,系数因子取0.25;(11)建造成本(Construction),与总施工建设工作的组织有关,考虑包括施工劳动成本,系数因子取0.35.承包商费用和应急费用(Contractor's Fee and Contingency, CFC,其估算因子基于TPC):(12)承包商费用(Contractor's fee),即使本企业承建也须考虑承建部门的利润,系数因子取0.05;(13)应急费用(Contingency),用于响应项目投资阶段尤其是初期易忽略的不确定性影响因素,也能弥补项目后期的意外事故,如施工期可能发生的罢工、延误、异常价格波动等,系数因子取0.1.参考厦门卓越生物质能源有限公司的生产数据,同时考虑部分设备企业自主制造能力,本工艺主要设备购置成本见表 3. 该工艺产能的工厂主要设备总成本约942万元,反应器、精馏塔、分离器、泵和储罐等成本较高,其中反应器及其配套设备是高温高压过程,占设备成本较大比例,企业若能自主设计制造可进一步降低投资成本. 固定资产经济评估见表4,本产能工艺直接固定资产成本(Direct Fixed Capital Cost, DFC)估算约5338万元.表4 固定资本评估(2009年估价)Table 4 Fixed capital estimation summary (prices in 2009)Category ItemCost(¥)1. Equipment purchase cost (PC)94200002. Installation (0.3 PC) 28260003. Process piping (0.25 PC) 23550004. Instrumentation (0.4 PC) 37680005. Insulation (0.03 PC) 282600TPDC (physical cost)6. Electrical (0.15 PC) 14130007. Buildings (0.5 PC) 47100008. Yard improvement (0.1 PC) 9420009. Auxiliary facilities (0.35 PC) 3297000TPDC 2901360010. Engineering (0.25 TPDC) 7253400TPIC 11. Construction (0.35 TPDC) 10154760TPIC 17408160TPC (=TPDC+TPIC) 4642176012. Contractor's fee (0.05 TPC) 2321088CFC 13. Contingency (0.1 TPC) 4642176CFC 6963264DFC (=TPC+CFC) 533850244.2.2 生产操作成本生产过程的成本主要包括原材料、设备维护和折旧、劳动力、质量控制、各种耗材、废弃物处理、公用设施、储运、运营费(包括专利费、广告及销售费用、管理和财务费用)等,参考国内企业生产数据,主要生产成本如表5所示.表5 操作成本和雇佣人员收益(2009年估价)Table 5 Operating costs and revenue values of employees in this project (prices in 2009)Category Item Cost1. Raw oil (crude, degummed) (¥/t) 28002. Chemicals (mainly methanol) (¥/t) 30003. Process water (¥/t) 24. Electricity [¥/(kW⋅h)] 0.865. High-pressure steam (¥/t) 220Raw materials, utilities6. Medium-pressure steam (¥/t) 1007. Plant operating labor 340 persons8. Plant total labor cost (¥/person) 25000, annually9. Maintenance About 1% of capital costs, annually10. Depreciation About 3% of capital costs, annually11. Other manufacture About 1% of capital costs, annually12. Administration About 3% of revenues13. Financial About 2% of revenuesAdditional operating costs14. Selling About 4% of revenues从表6可见生产成本中原料占了大部分,原料油价格对产品成本影响最大,有必要因地制宜获取长期稳定的原料油供应. 此外,为了降低生产成本,合理利用生物柴油副产的甘油尤其重要,如利用甘油进一步生产高附加值的1,3-丙二醇(PDO),目前国内已完成甘油发酵生产PDO的中试研究,其工业化应用有望进一步提高生物柴油企业的竞争力.4.2.3 经济效益评估本工艺年产5万t生物柴油的效益分析见表7,其中项目总投资约7272万元,年销售收入约29040万元,实现税收约1332万元(接近企业评估的1356万元),所得净利润约2704万元(接近企业评估的2753万元).表6 单位产品成本估算(2009年估价)Table 6 Cost estimation of unit product (prices in 2009)Category Item Price (¥)Annual use (t) Cost (¥/t) Proportion (%)1. Raw oil 2800 58000 3248.02. Chemicals 3200 5000 320.0 Raw materialsSubtotal 3568.0 71.35 3. Steam 100 9550 19.1 4. High-pressure steam 220 42205 185.7 5. Electricity 0.86 19604651 (kW ⋅h)337.2 6. Water 2 1347500 53.9 UtilitiesSubtotal 595.9 11.92Labors and supervisory 170.0 3.40 7. Maintenance 32.0 8. Depreciation 101.4 9. Other manufacture 10.7Manufacture Subtotal 144.1 2.88 Administration 174.2 3.48Financial 116.2 2.32 Selling 232.3 4.65Gross operating costs 5000.7 100表7中的盈利分析数据计算如下:J. Gross margin(毛利率)(%)=Gross profit/revenue × 100%=40365000/290400000×100%=13.90%;K. Return on investment (ROI, 投资收益)=Net profit/total investment×100%=27044550/72723500×100% =37.19%;L. Payback time(投资回收期按一般回收期计算)= Total investment/Net profit =72723500/27044550=2.69 year.表7 效益分析(2009估价)Table 7 Profitability analysis (prices in 2009)Item ChargeA. Total investment 1. Direct fixed capital (¥) 533850002. Working capital (¥) 140000003. Startup cost (¥) 53385004. Up-front R&D (¥) 05. Up-front royalties (¥) 0Investment charged to this project (¥) 72723500 B. Revenue stream flow rate6. Total flow in biodiesel (in product) (t/a) 500007. Total flow in glycerin (in product) (t/a) 7000 C. Production unit cost8. Biodiesel (in product) (¥/t) 5000.7D. Selling/processing price 9. Total flow in biodiesel (¥/t) 550010. Total flow in glycerin (crude) (¥/t) 2200E. Revenues11. Biodiesel (¥/a) 27500000012. Glycerin (crude) (¥/a) 15400000Total (¥/a) 290400000 F. Annual operating cost (¥/a) 250035000 G . Gross profit (E −F) (¥/a) 40365000H. Taxes (33%) (¥/a) 13320450I. Net profit (G −H, ignore depreciation) (¥/a) 27044550J. Gross margin (%) 37.19K. Return on investment (%) 13.90 L. Payback time 2.69 year 5 结 论超临界甲醇法生产生物柴油可采用各种废动植物油为原料,酯交换时间短(5∼15 min),能达到高转化率(95%以上),无需催化剂,几乎无废弃物产生. 基于小试结果放大,应用仿真软件SuperPro Designer ®模拟设计年产5万t 生物柴油的超临界甲醇闪蒸工艺,并进行成本和经济估算,分析工艺可行性,结论如下:(1)流程模拟结果表明,主要过程数据符合实验结果,生物柴油产品能满足ASTM 标准,工艺流程设计合理.(2)该工艺的直接固定成本约5338万元,其中主要设备购置成本约942万元,高温高压过程设备成本比例较大,企业若能自主设计制造可进一步降低投资成本;生产成本中原料成本达70%以上,原料油价格变动对产品成本的影响最大. (3)包括固定资产、流动资金和启动资金,项目总投资约7272万元;正常期年销售收入约29040万元,年总成本约25003万元,年销售税金约1332万元,年净利润约2704万元,具有较好的可行性. 副产约7000 t/a 粗甘油是影响利润的主要因素,若进一步利用粗甘油联产高附加值的1,3-丙二醇,可望提高项目净利润及企业应对市场波动的能力.参考文献: [1] Demirbas A. Biodiesel Production from Vegetable Oils via Catalytic and Non-catalytic Supercritical Methanol Transesterification Methods [J]. Prog. Energy Combust. Sci., 2005, 31(5/6): 466−487.[2] 宋吉彬,银建中,张礼鸣,等. 生物柴油制备技术研究进展 [J]. 化工技术与开发, 2007, 36(9): 22−27. [3] 李为民,姚超. 酯交换法制备生物柴油研究进展 [J]. 粮食与食品工业, 2009, 16(1): 9−13.[4] 陈和,王金福. 固体酸催化棉籽油酯交换制备生物柴油 [J]. 过程工程学报, 2006, 6(4): 571−575.[5] 李为民,郑晓林,徐春明,等. 固体碱法制备生物柴油及其性能 [J].化工学报, 2005, 56(4): 711−716.[6] Noureddini H, Gao X, Philkana R S. Immobilized Pseudomonascepacia Lipase for Biodiesel Fuel Production from Soybean Oil [J].Bioresour. Technol., 2005, 96(7): 769−777.[7] 银建中,肖敏. 超临界CO2酶催化法制备生物柴油工艺研究 [J].化工装备技术, 2008, 29(1): 22−27.[8] Lam M K, Lee K T, Mohamed A R. Homogeneous, Heterogeneousand Enzymatic Catalysis for Transesterification of High Free Fatty Acid Oil (Waste Cooking Oil) to Biodiesel: A Review [J]. Biotechnol.Adv., 2010, 28(4): 500−518.[9] Saka S, Kusdiana D. Biodiesel Fuel from Rapeseed Oil as Prepared inSupercritical Methanol [J]. Fuel, 2001, 80(2): 225−231.[10] Kusdiana D, Saka S. Kinetics of Transesterification in Rapeseed Oilto Biodiesel Fuel as Treated in Supercritical Methanol [J]. Fuel, 2001, 80(5): 693−698.[11] Demirbas A. Biodiesel from Vegetable Oils via Transesterification inSupercritical Methanol [J]. Energy Convers. Manage., 2002, 43(17): 2349−2356.[12] Kusdiana D, Saka S. Effects of Water on Biodiesel Fuel Productionby Supercritical Methanol Treatment [J]. Bioresour. Technol., 2004, 91(3): 289−295.[13] Saka S, Isayama Y. A New Process for Catalyst-free Production ofBiodiesel Using Supercritical Methyl Acetate [J]. Fuel, 2009, 88(7): 1307−1313.[14] Ilham Z, Saka S. Dimethyl Carbonate as Potential Reactant inNon-catalytic Biodiesel Production by Supercritical Method [J].Bioresour. Technol., 2009, 100(5): 1793−1796.[15] Ilham Z, Saka S. Two-step Supercritical Dimethyl Carbonate Methodfor Biodiesel Production from Jatropha curcas Oil [J]. Bioresour.Technol., 2010, 101(8): 2735−2740.[16] Saka S, Isayama Y, Ilham Z, et al. New Process for Catalyst-freeBiodiesel Production Using Subcritical Acetic Acid and Supercritical Methanol [J]. Fuel, 2010, 89(7): 1442−1446. [17] 王瑞红,李淑芬,马鸿宾,等. 超临界流体法制备生物柴油研究进展 [J]. 精细石油化工进展, 2007, 8(2): 39−42.[18] 马震,银建中,商紫阳,等. 超临界酯交换法制备生物柴油工艺基础及其过程强化技术研究 [J]. 化学与生物工程, 2009, 26(8): 1−7.[19] 谢明霞. 超临界法制备生物柴油的动力学研究与全流程模拟[D]. 天津:天津大学, 2007. 39−40.[20] 王存文,周俊锋,陈文,等. 连续化条件下超临界甲醇法制备生物柴油 [J]. 化工科技, 2007, 15(5): 28−33.[21] 陈文,王存文,应卫勇,等. 耦合闪蒸的连续超临界甲醇法制备生物柴油的工艺研究 [J]. 中国油脂, 2009, 34(11): 45−50.[22] Glisic S, Skala D. The Problems in Design and Detailed Analyses ofEnergy Consumption for Biodiesel Synthesis at Supercritical Conditions [J]. J. Supercrit. Fluids, 2009, 49(2): 293−301.[23] Tan K T, Gui M M, Lee K T, et al. An Optimized Study of Methanoland Ethanol in Supercritical Alcohol Technology for Biodiesel Production [J]. J. Supercrit. Fluids, 2010, 53(1/3): 82−87.[24] Sotoft L F, Rong B G, Christensen K V, et al. Process Simulation andEconomical Evaluation of Enzymatic Biodiesel Production Plant [J].Bioresour. Technol., 2010, 101(14): 5266−5274.[25] Haas M J, McAloon A J, Yee W C, et al. A Process Model toEstimate Biodiesel Production Costs [J]. Bioresour. Technol., 2006, 97(4): 671−678.[26] He H Y, Wang T, Zhu S L. Continuous Production of Biodiesel Fuelfrom Vegetable Oil Using Supercritical Methanol Process [J]. Fuel, 2007, 86(3): 442−447.[27] Bunyakiat K, Makmee S, Sawangkeaw R, et al. ContinuousProduction of Biodiesel via Transesterification from Vegetable Oils in Supercritical Methanol [J]. Energy Fuels, 2006, 20(2): 812−817. [28] Cao W L, Han H W, Zhang J C. Preparation of Biodiesel fromSoybean Oil Using Supercritical Methanol and Co-solvent [J]. Fuel, 2005, 84(4): 347−351.[29] Han H W, Cao W L, Zhang J C. Preparation of Biodiesel fromSoybean Oil Using Supercritical Methanol and CO2 as Co-solvent [J].Process Biochem., 2005, 40(9): 3148−3151.Process Simulation and Economic Analysis onSupercritical Methanol Production Technology of BiodieselZENG Hong1,3, LI Hong-ming3, FANG Bai-shan2(1. College of Chemical Engineering, Huaqiao University, Xiamen, Fujian 361021, China;2. College of Chemistry and Chemical Engineering, Xiamen University, Xiamen, Fujian 361005, China;3. College of Chemistry and Life Sciences, Quanzhou Normal University, Quanzhou, Fujian 362000, China)Abstract: Based on the scale-up of laboratory experiment, the Superpro Designer® emluator was applied to simulate the whole process of supercritical methanol production technology for 50000 t/a biodiesel production, coupled with costing and economic evaluation on the flowsheet. Simulation results indicate that the process design is reasonable with main process data complying with experimental results. The economic analysis shows that high temperature and high pressure equipment shares larger proportion of equipment purchase cost, and raw materials cost is more than 70% of operating cost, this technology has good feasibility as the after-tax profit is about 27.04 million yuan per year with the project total investment of approximately 72.72 million yuan.Key words: biodiesel; supercritical methanol; process simulation; economic analysis。
干法预处理及分酸二步法生产生物柴油新工艺

干法预处理及分酸二步法生产生物柴油新工艺王立;李梁斌;张伟;王辉;赵立发;宋少勇【摘要】There is a large amount of waste water in the conventional process of production of biodiesel by chemical method.With the attention of the state to environmental protection,large waste water treatment is a major bottleneck restricting the production and development of enterprises.A new production process of biodiesel by dry process pretreatment and acid separation two-step method wasintroduced.Qualified biodiesel was produced by removing impurities by dry method,separation of oil and acid,esterification and transesterification respectively,acid-base balance,etc.The new process had the advantages of energy saving,environmental protection and great reduction of discharge of waste water.%用化学法生产生物柴油时常规工艺会产生大量的废水,随着国家对环境保护工作的重视,废水处理量大是制约企业生产与发展的一大技术瓶颈.介绍了干法预处理及分酸二步法生产生物柴油的新工艺,主要为原料油经过干法脱杂、油酸分离、分别进行酯化与酯交换、酸碱平衡等工艺过程生产出合格生物柴油.新工艺节能、环保,大大减少了废水排放量.【期刊名称】《中国油脂》【年(卷),期】2018(043)002【总页数】3页(P158-160)【关键词】生物柴油;干法预处理;分酸二步法;废水排放【作者】王立;李梁斌;张伟;王辉;赵立发;宋少勇【作者单位】荆州大地生物工程股份有限公司,湖北荆州434000;荆州大地生物工程股份有限公司,湖北荆州434000;荆州大地生物工程股份有限公司,湖北荆州434000;荆州大地生物工程股份有限公司,湖北荆州434000;荆州大地生物工程股份有限公司,湖北荆州434000;荆州大地生物工程股份有限公司,湖北荆州434000【正文语种】中文【中图分类】TE08;TQ51生物柴油的主要原料是各种草本油脂、木本油脂、废弃的动植物油、酸化油等[1],为了使其理化性质接近0#矿物质柴油,需对这些原料油进行加工处理[2-3]。
第一代生物柴油工艺概述

第一代生物柴油工艺流程简述
原料油→酯化→酯交换→分离→粗酯→蒸馏→精酯→脱色→生物柴油。
在我国目前的国情和当前的油价下,使用食品级油脂作为原料来生产生物柴油还不太现实,餐饮废油和部分工业用油脂相对来说成本较低。
但是,这些废弃油脂通常含有较高的游离脂肪酸,所以对于这些废弃油脂要先用酸催化法,然后通过碱性催化剂进行酯交换反应。
因此这种工艺又称酸碱二步法工艺。
本公司采用德国技术工艺,第一步用硫酸催化酯化反应,使油脂的酸值降为2mgKOH/g,含酸甲醇废水去甲醇精馏塔回收甲醇后,再去中和第二步酯交换反应产生的甘油皂液。
以消除酸碱废水。
第二步是在氢氧化钾催化下中性油的醇解反应,反应完成后,通过离心分离,把甘油皂基分离出来,然后把第一步的酸液加入,中和后,把油回收,剩下的甘油盐水经过蒸发浓缩,再降温结晶,硫酸钾结晶出来,过滤后,盐和甘油得以分离,甘油可作为粗甘油出售。
硫酸钾可以作为农业级产品出售。
垃圾制造生物质柴油流程

垃圾制造生物质柴油流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!垃圾制造生物质柴油流程。
1. 收集和分类废弃物。
收集各种有机废弃物,如食物残渣、纸张和木材。
转酯法生产生物柴油的技术路线

转酯法生产生物柴油的技术路线化学催化转脂法,过程无水洗工艺,通过预处理→脱水→预脂化→脂交换→甲醇蒸发→固液分离→脱水→蒸发→成品。
无二次污染,成本低。
产品质量稳定,达到欧洲2号标准。
采用先提纯后分离升降膜二段式分离技术,同时能生产95%纯度的甘油,属于世界领先技术。
在生产过中的副产品甘油,进行综合利用,生产1.3-丙二醇,开发生产化工产品,市场前景广阔.急需甘油综合利用技术。
生物柴油素有“绿色柴油”之称,自20世纪70年代全球陷入能源危机后,生物柴油成为热门课题。
生物柴油的优势显而易见:首先它是可再生的,各种动植物油脂都可以作为原料,欧美主要用豆油和菜籽油。
其次有优良的环保性能,含硫量低,二氧化硫和硫化物的排放比普通柴油减少约30%;含氧量高,点火性能好,燃烧时排烟少,一氧化碳的排放与柴油相比减少约10%;不含导致环境污染的芳香族烷烃,废气对人体的损害低于柴油。
检测表明,与普通柴油相比,使用生物柴油可减少90%的空气毒性。
更为方便的一点是,用生物柴油作为普通柴油的替代品,柴油机不需要做任何改动或更换零件。
生物柴油本身可以直接作为汽油添加剂使用,以减少尾气黑烟的排出,同时其较高的闪点也有利于安全运输和储存。
目前,国内生物柴油的生产方法主要有化学催化转酯法和生物酶法两种。
与化学法相比,生物酶法合成的生物柴油具有反应条件温和、醇用量小、无污染物排放等优点,具有环境友好性,符合绿色化学的发展方向,近年来已越来越受到人们的关注。
但是,传统生物酶法工艺中的反应物甲醇容易导致酶失活,副产物甘油会影响酶的反应活性及稳定性,从而使酶的使用寿命太短、使用成本过高,经济上难以同化学法制备的生物柴油相竞争,这已成为生物酶法生物柴油产业化的关键瓶颈。
因此,业界迫切需要开发更为先进的生物柴油生产工艺。
针对传统生物酶法工艺的瓶颈问题,清华大学化工系应用化学研究所创造性地提出了利用新型有机介质体系进行酶促油脂原料和甲醇进行生物柴油制备的新工艺,从根本上解除了传统工艺中反应物甲醇及副产物甘油对酶反应活性及稳定性的负面影响,使酶的使用寿命延长了数十倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、概述1.1生物柴油概述生物柴油(Biodiesel) ,又称脂肪酸甲酯(Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,与醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,与甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳与其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
生物柴油具有许多优点:*原料来源广泛,可利用各种动、植物油作原料。
*生物柴油作为柴油代用品使用时柴油机不需作任何改动或更换零件。
*可得到经济价值较高的副产品甘油(Glycerine) 以供化工品、医药品等市场。
*相对于石化柴油,生物柴油贮存、运输和使用都很安全(不腐蚀溶器,非易燃易爆) ;*可再生性(一年生的能源作物可连年种植收获,多年生的木本植物可一年种维持数十年的经济利用期,效益高;*可在自然状况下实现生物降解,减少对人类生存环境的污染。
生物柴油突出的环保性和可再生性,引起了世界发达国家尤其是资源贫乏国家的高度重视。
德国已将生物柴油应用在奔驰、宝马、大众、奥迪等轿车上,全国现有900多家生物柴油加油站。
美国、印度等其他发达国家和发展中国家也在积极发展生物柴油产业。
目前,世界生物柴油年产量已超过350万吨,预计2010年可达3000万吨以上。
1.4我国生物柴油发展的现状在生物柴油方面,我国的技术研究并不落后于欧美等发达国家,从各种公开的文献资料上,涉及生物柴油的文献80余篇,涉及技术研究的文献20余篇,内容包括了生物柴油生产技术和应用研究的各个方面。
在专利库中有关生物柴油的专利检索结果为121条.在技术研究取得进展的同时,我国生物柴油产业也已经起步,相继有四川古杉、海南正和等7~8家企业参与生物柴油产业开发。
但我国生物柴油产量很少,目前还不能对生物柴油产量作出准确的数据统计,生物柴油还没有形成固定的区域市场,我们在产业方面非常落后。
我国从2001年开始生产生物柴油。
目前全国生产生物柴油的企业有数十家,年产量超过10万吨。
二、产品和技术2.1生物柴油产品特性与常规柴油相比,生物柴油下述具有无法比拟的性能。
1) 具有优良的环保特性。
主要表现在由于生物柴油中硫含量低,使得二氧化硫和硫化物的排放低,可减少约30%(有催化剂时为70%);生物柴油中不含对环境会造成污染的芳香族烷烃,因而废气对人体损害低于柴油。
检测表明,与普通柴油相比,使用生物柴油可降低90%的空气毒性,降低94%的患碍率;由于生物柴油含氧量高,使其燃烧时排烟少,一氧化碳的排放与柴油相比减少约10%(有催化剂时为95%);生物柴油的生物降解性高。
2) 具有较好的低温发动机启动性能。
无添加剂冷滤点达-20℃。
3) 具有较好的润滑性能。
使喷油泵、发动机缸体和连杆的磨损率低,使用寿命长。
4) 具有较好的安全性能。
由于闪点高,生物柴油不属于危险品。
因此,在运输、储存、使用方面的有是显而易见的。
5) 具有良好的燃料性能。
十六烷值高,使其燃烧性好于柴油,燃烧残留物呈微酸性使催化剂和发动机机油的使用寿命加长。
6) 具有可再生性能。
作为可再生能源,与石油储量不同其通过农业和生物科学家的努力,可供应量不会枯竭。
生物柴油的优良性能使得采用生物柴油的发动机废气排放指标不仅满足目前的欧洲Ⅱ号标准,甚至满足随后即将在欧洲颁布实施的更加严格的欧洲Ⅲ号排放标准。
而且由于生物柴油燃烧时排放的二氧化碳远低于该植物生长过程中所吸收的二氧化碳,从而改善由于二氧化碳的排放而导致的全球变暖这一有害于人类的重大环境问题。
因而生物柴油是一种真正的绿色柴油。
据美国能源部的研究,生物柴油对人比食盐的毒性还小,比糖更容易降解,生物柴油致癌物排放量比石化柴油降低93.6%。
由于生物柴油燃烧所排放的二氧化碳远低于植物生长过程中所吸收的二氧化碳。
因此,与使用矿物柴油不同,理论上其用量的增加不仅不会增加,反而会降低因二氧化碳的排放,从而能缓解全球变暖这个影响人类生存的重大环境问题。
作为可再生能源,与石油不同,其可以通过农业和生物科学家的努力,使其可供应量不会枯竭。
原料供应有保证,价格较稳定。
油料作物增产空间大,加之转基因技术可使油料含油达70%左右,有一定降价空间。
燃料油供应不受欧佩克(石油输出国组织)的控制,更有利于国际燃油市场的稳定和发展。
下表表明了纯生物柴油(B100)和掺入20%的生物柴油(B20)比石化柴油的污染的降低比例:Pollution ReductionsPollutant ReductionsCarbon MonoxideHydrocarbons -56-70%ParticulateMatter -40-55% -10-18%Toxics -60-90% -12-20%Oxides ofNitrogen + 5% + 1.2% 综上表所述,不难看出,使用生物柴油只有NOx的排放是上升的,而在燃料技术和柴油机技术领域,已经有多种技术措施能够不牺牲生物柴油的优点,减少NOX排放,故生物柴油的使用对降低发动机有害物的排放相当有利。
2.2生物柴油在我国的双重环保作用在我国生物柴油的发展除上述优点外,还有下面双重环保作用1)减少垃圾油的排放,减轻污水处理的压力和成本。
据保守估计,北京市目前垃圾油量已经超过5万吨/年,如果若不进行处理,流向江河则会造成水体过度肥化。
2)转化餐饮废油,保障人民身体健康,我国每年消耗植物油1200万吨,直接产生下脚酸化油250万吨,大中城市餐饮业产生地沟油可达400万吨。
许多不法商人从下水道和泔水中提取垃圾油并当作食用油销售。
这种垃圾油很不卫生,过氧化值、酸价、水分、细菌严重超标,属非食用油,一旦食用,将会破坏白血球和肠道黏膜,引起事物中毒,甚至致癌。
北京、天津、乌鲁木齐、呼和浩特、沈阳、郑州、西安、南宁等地都先后发生过垃圾油进入餐桌的事件。
进入餐桌的垃圾油将对广大人民的身体健康造成严重危害。
鉴于此,我国不少大中城市已积极开展工作,研究利用垃圾油生产生物柴油的技术.2.3生物柴油的缺点和局限1)生物柴油粘度大(菜籽油为4.2;豆油4.0:石化柴油1.2~3.5单位mm2/s,40℃) ,冬季来临时变浓变厚,流动性变差。
在冬季,目前还不能使用B100纯生物柴油,只能使用B20生化柴油。
2) 动力降低8%-10%. 生物柴油热值与石化柴油热值相比为:32.8:35.7 = 92%,在相同质量下,即动力约为石化柴油的92%。
3) 对发动机橡胶部件有腐蚀作用(1996年之前柴油车). 但B20 不会对橡胶部件腐蚀.4)因生物柴油的分子较大,粘度较高,因而影响喷射时程,导致喷射效果不佳。
5) 应用范围小。
目前生物柴油在全球的市场尚不及石化柴油,应用范围有限。
在美国,其生化柴油仅在为了环保规则、环保友善时而以某些特殊价格出售,其主要使用(B20生化柴油) ,范围包括联邦或州政府车队,都市公车、卡车、海运公园、矿区等。
6) 生物柴油价格高,目前国外生物柴油行业严重依赖政府的政策支持和价格补贴。
2.4生物柴油质量指标世界上主要的国家都制定了自己的生物柴油标准,比较主要的生物柴油标准有下面几种:DIN 51606:德国的生物柴油标准,被认为是世界上最严格的标准,所有的汽车制造商都认可此标准。
EN590:2000开始在欧盟的12个国家适用,如,冰岛,捷克,挪威,瑞士,法国等。
EN14214:基于DIN 51606 设立的欧盟新标准。
我国第一项生物柴油国家标准《柴油机燃料调和用生物柴油》已进入报批程序。
由上表可看出, 我国生物柴油国家标准是一项相对比较高的标准。
2.5目前生物柴油生产所用技术目前生物柴油主要是用化学法生产,即用动物和植物油脂和甲醇或乙醇等低碳醇在酸或者碱性催化剂和高温(230~250℃)下进行转酯化(酯交换)反应,生成相应的脂肪酸甲酯或乙酯,在经洗涤干燥即得生物柴油。
生产设备与一般制油设备相同,生产过程中可产生10%左右的副产品甘油。
目前几种主要的工艺方法:•碱催化法•酸催化法脂肪酶或生物酶法•超临界萃取法1.碱催化法:用氢氧化钠或氢氧化钾为催化剂,这是目前最常用的制取方法,将植物油脂与甲醇予以酯交换(交酯化)反应,并使用氢氧化钠(油脂重量的1%) 或甲醇钠(Sodium methoxide) 做为催化剂,大约混合搅拌反应2小时,即可制得生物柴油。
2.酸催化法:因废油脂通常含有大量的游离脂肪酸,而不能用碱性催化剂转化为生物柴油,因而先用浓硫酸或磷酸作为酸性催化剂预处理这些高游离脂肪酸原料,使FFA 转化为酯。
然后通过碱性催化剂将甘三酯转酯化反应。
酸催化工艺的不利之处是FFA 同醇反应产生水,这抑制了FFA 的酯化和甘油的转酯化反应。
可以在酯化反应后对物料进行脱醇、脱水处理。
在我国目前的国情和当前的油价下,使用食品级油脂作为原料来生产生物柴油还不太现实,餐饮废油和部分工业用油脂相对来说成本较低。
但是,这些废弃油脂通常含有较高的游离脂肪酸,所以对于这些废弃油脂要先用酸催化法,然后通过碱性催化剂进行酯交换反应。
碱催化法和酸催化法又被称为化学法。
3.脂肪酶或生物酶法:化学法合成生物柴油有以下缺点:工艺复杂、醇必须过量,后续工艺必须有相应的醇回收装置,能耗高;色泽深,由于脂肪中不饱和脂肪酸在高温下容易变质;酯化产物难于回收,成本高;生产过程有废碱液排放。