碎纸机成品检验规范
碎纸机IPQC作业指导书
碎纸机IPQC作业指导书第一篇:碎纸机IPQC作业指导书碎纸机是一种广泛应用于各个办公场所和企事业单位的设备,具有快速高效、保密安全等特点。
为了保证碎纸机的质量和可靠性,需要进行IPQC(入厂品质控制)作业。
本文将对碎纸机IPQC作业指导书进行详细介绍。
一、碎纸机外观检查1. 外观完好:检查碎纸机的外壳是否完好无损,无划痕、变形等现象。
2. 组件配合:检查各组件之间的配合是否紧密,无松动、脱落等情况。
3. 按键灵敏:检查按键是否灵敏,反应迅速,没有失灵或卡住的情况。
二、碎纸机电器性能检查1. 供电电压:检查供电电压是否符合设备要求,防止因电压异常导致设备损坏或性能不稳定。
2. 电源线安全:检查电源线是否完整、无破损,外露或绝缘层磨损等情况。
3. 功率稳定:检查设备在工作时功率是否稳定,无频繁断电或跳闸的情况。
三、碎纸机机械性能检查1. 碎纸效果:检查碎纸机的碎纸效果是否符合要求,碎纸或切割效果是否均匀、完整。
2. 运转噪音:检查碎纸机运转时是否产生异常或过大的噪音,防止噪音对工作环境造成干扰。
3. 运转平稳:检查碎纸机运转是否平稳,无抖动、杂音等情况。
四、碎纸机安全性能检查1. 防卡手臂:检查设备是否配备防卡手臂,以防止用户手部意外被卷入碎纸机。
2. 过热保护:检查设备是否具备过热保护功能,能够在设备过热时自动停止工作,避免设备损坏或安全事故。
3. 紧急停止按钮:检查设备是否配备紧急停止按钮,以防止意外发生时能够迅速切断电源。
四、碎纸机保养与维护1. 日常清洁:定期清理设备内部的纸屑和碎纸渣,保持设备干净,避免堵塞。
2. 润滑保养:定期给设备润滑部件加注适量润滑油或润滑脂,确保设备运转顺畅。
3. 维修保养:如设备出现故障,应及时联系厂家或维修人员进行检修,切勿私自拆卸或修理。
综上所述,碎纸机IPQC作业指导书是确保碎纸机质量和可靠性的重要工作。
通过对碎纸机外观、电器性能、机械性能和安全性能的检查,以及日常的保养与维护,能够有效地延长碎纸机的使用寿命,提高工作效率。
碎纸机验收标准
*
数量
外箱产品的数量是否与订货合同指定的数量相符
目测及实际清点数量
内外箱的盛装数量和颜色搭配必需要与要求一致;不能出现少数量的现象
*
重量
产品的毛重、净重是否与订货合同指定的数量相符
用精度50g量具称量
毛重误差值在±0.5kg
*
条码
条码的相符性和可读性
核对和用条码扫描仪扫描
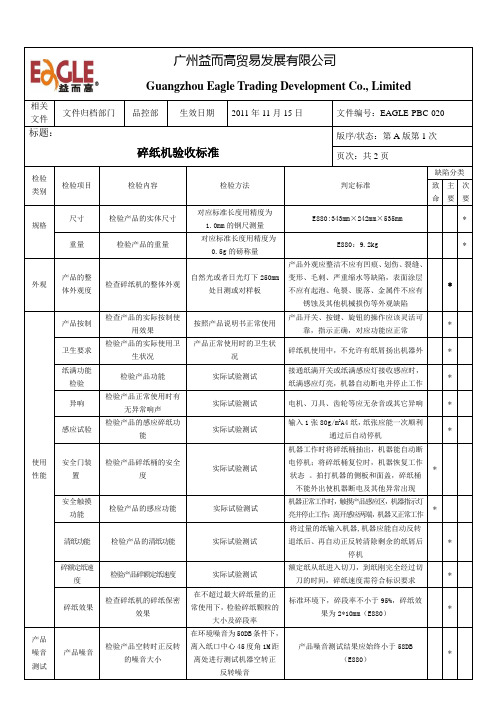
广州益而高贸易发展有限公司
相关文件
文件归档部门
品控部
生效日期
2011年11月15日
文件编号:EAGLE-PBC-020
标题:
碎纸机验收标准
版序/状态:第A版第1次
页次:共2页
检验类别
检验项目
检验内容
检验方法
判定标准
缺陷分类
致命
主要
次要
规格
尺寸
检验产品的实体尺寸
对应标准长度用精度为1.0mm的钢尺测量
E880:343mm×242mm×535mm
*
重量
检验产品的重量
对应标准长度用精度为0.5g的磅称量
E880:9.2kg
*
外观
产品的整体外观度
检查碎纸机的整体外观
自然光或者日光灯下250mm处目测或对样板
产品外观应整洁不应有凹痕、划伤、裂缝、变形、毛刺、严重缩水等缺陷,表面涂层不应有起泡、龟裂、脱落、金属件不应有锈蚀及其他机械损伤等外观缺陷
*
包装物
与要求的相符性和制作效果
校对签样和目测检查
大货包装物外形、结构、印刷效果基本与签样一致,没损坏、磨花和污渍等,产品说明书、保修卡、合格证齐全,印刷正确,无错字、漏字、无损伤、无污点
碎纸机安规测试简介
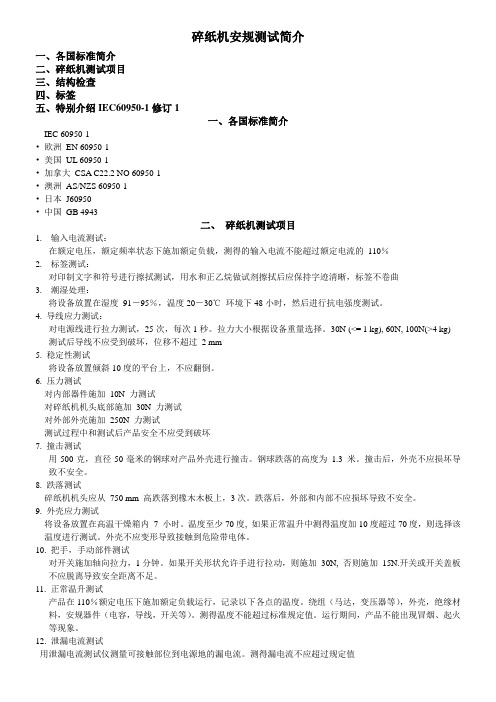
碎纸机安规测试简介一、各国标准简介二、碎纸机测试项目三、结构检查四、标签五、特别介绍IEC60950-1修订1一、各国标准简介IEC 60950-1•欧洲EN 60950-1•美国UL 60950-1•加拿大CSA C22.2 NO 60950-1•澳洲AS/NZS 60950-1•日本J60950•中国GB 4943二、碎纸机测试项目1. 输入电流测试:在额定电压,额定频率状态下施加额定负载,测得的输入电流不能超过额定电流的110%2. 标签测试:对印制文字和符号进行擦拭测试,用水和正乙烷做试剂擦拭后应保持字迹清晰,标签不卷曲3. 潮湿处理:将设备放置在湿度91-95%,温度20-30℃环境下48小时,然后进行抗电强度测试。
4. 导线应力测试:对电源线进行拉力测试,25次,每次1秒。
拉力大小根据设备重量选择。
30N (<= 1 kg), 60N, 100N(>4 kg) 测试后导线不应受到破坏,位移不超过 2 mm5. 稳定性测试将设备放置倾斜10度的平台上,不应翻倒。
6. 压力测试对内部器件施加10N 力测试对碎纸机机头底部施加30N 力测试对外部外壳施加250N 力测试测试过程中和测试后产品安全不应受到破坏7. 撞击测试用500克,直径50毫米的钢球对产品外壳进行撞击。
钢球跌落的高度为1.3 米。
撞击后,外壳不应损坏导致不安全。
8. 跌落测试碎纸机机头应从750 mm 高跌落到橡木木板上,3次。
跌落后,外部和内部不应损坏导致不安全。
9. 外壳应力测试将设备放置在高温干燥箱内7 小时。
温度至少70度, 如果正常温升中测得温度加10度超过70度,则选择该温度进行测试。
外壳不应变形导致接触到危险带电体。
10. 把手,手动部件测试对开关施加轴向拉力,1分钟。
如果开关形状允许手进行拉动,则施加30N, 否则施加15N.开关或开关盖板不应脱离导致安全距离不足。
11. 正常温升测试产品在110%额定电压下施加额定负载运行,记录以下各点的温度。
破碎机出厂检验报告
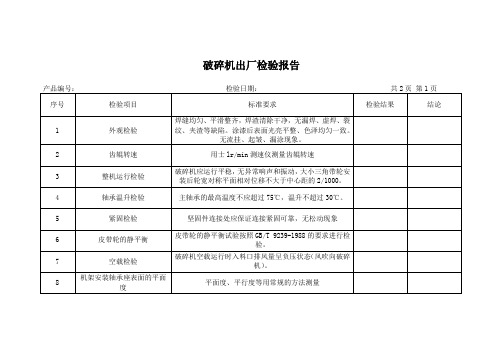
密封性试验
在机内装入不少于10 块红砖进行破碎,接合处应不漏灰。
10
防护罩检验
传动部分应有安全防护罩
11
电气系统检验
接地状况
绝缘状况
电机有无安全标志
电机有无防爆合格证
12
警示牌
有无警示牌
整机检验结论
检验员: 审核: 批准:
4
轴承温升检验
主轴承的最高温度不应超过75℃,温升不超过30℃。
5
紧固检验
坚固件连接处应保证连接紧固可靠,无松动现象
6
皮带轮的静平衡
皮带轮的静平衡试验按照GB/T 9239-1988的要求进行检验。
7
空载检验
破碎机空载运行时入料口排风量呈负压状态(风吹向破碎机)。
8
机架安装轴承座表面的平面度
平面度、平行度等用常规的方法测量
破碎机出厂检验报告
产品编号: 检验日期: 共2页 第1页
序号
检验项目
标准要求ቤተ መጻሕፍቲ ባይዱ
检验结果
结论
1
外观检验
焊缝均匀、平滑整齐,焊渣清除干净,无漏焊、虚焊、裂纹、夹渣等缺陷。涂漆后表面光亮平整、色泽均匀一致。无流挂、起皱、漏涂现象。
2
齿辊转速
用士lr/min测速仪测量齿辊转速
3
整机运行检验
破碎机应运行平稳,无异常响声和振动,大小三角带轮安装后轮宽对称平面相对位移不大于中心距的2/1000。
粉碎机检验标准

粉碎机检验标准
粉碎机的检验标准主要包括以下几个方面:
1.安全性:粉碎机应设有安全防护罩、安全开关、急停按钮等安全设施,保证操作人员的人身安全。
在设备运行过程中,严禁将手伸入机器内部,避免发生危险。
定期检查设备的安全装置和防护设施,确保其有效性。
2.产品质量:粉碎机应采用高强度、耐磨性好的优质材料制造,保证机器在恶劣环境下能够稳定运行。
制造过程中应采用先进的加工工艺和技术,确保零部件的精度和光洁度达到要求。
每台粉碎机都应经过严格的质量检验,确保产品符合相关标准和用户要求。
3.设备性能:新安装的设备在设备就位及待粉碎仓连接时,难免会残留铁块、焊条头、焊渣等异物。
在不开风机和主电机的情况下,打开进料口下面的除杂挡板,让杂质和洗仓物料从此处排出。
对超微粉碎机的喂料电机和分级轮电机两个变频器进行参数检查设定,检查电机所对应的空开、接触器、热继电器、过电流继电器调整是否合适,将一次线全部重新锁紧一遍。
这些是粉碎机检验标准的主要内容,具体的检验标准可能会因设备类型、制造商和地区而有所不同。
如果您需要更详细或特定的信息,建议查阅相关的行业标准或联系专业的质量控制机构获取帮助。
碎纸机3C认证怎么办理?碎纸机3C认证标准

碎纸机3C认证怎么办理?碎纸机3C认证标准
碎纸机是由一组旋转的刀刃、纸梳和驱动马达组成的。
纸张从相互咬合的刀刃中间送入,被分割成很多的细小纸片,以达到保密的目的。
碎纸机的结构和工作原理:碎纸机有两大主要部件“切纸刀”和“电动马达”,之间通过皮带和齿轮使之紧密地连接在一起,马达带动皮带、齿轮,把能量传送给切纸刀,而切纸刀通过转动,用锋利的金属角把纸切碎。
碎纸机属于普通的办公用电子电器产品,是属于信息技术类设备,在3C认证强制性目录的范畴,所以必须要办理强制性3c认证。
碎纸机3C认证标准:
GB4943.1-2011《信息技术设备安全第1部分:通用要求》
GB17625.1-2012《电磁兼容限值谐波电流发射限值(设备每相输入电流≤16A)》GB/T9254-2008《信息技术设备的无线电骚扰限值和测量方法》
碎纸机3C认证流程:
第一步:申请
1.填写申请表
2.申请公司信息表
3.提供产品资料并寄样
第二步:报价
根据所提供的资料工程师确定测试标准,测试时间及相应费用;
第三步:付款
申请人确认报价后,签订立案申请表及服务协议并支付款项
第四步:测试
实验室根据相关的欧盟检测标准对所申请产品进行全套测试
第五步:测试通过,颁发报告。
碎纸机IPQC作业指导书
碎纸机IPQC作业指导书一、目的本作业指导书旨在规范碎纸机生产过程中的制程检验(IPQC)工作,确保碎纸机产品质量符合相关标准和客户要求,及时发现并解决生产过程中的质量问题,提高产品合格率和生产效率。
二、适用范围适用于本公司碎纸机生产过程中的 IPQC 检验工作。
三、职责1、 IPQC 检验员负责按照本作业指导书的要求进行检验工作,并记录检验结果。
2、生产部门负责配合 IPQC 检验员的工作,对检验发现的问题及时进行整改。
3、质量部门负责对 IPQC 检验工作进行监督和指导,对重大质量问题进行处理和决策。
四、检验流程1、首件检验生产部门开始生产碎纸机时,应通知 IPQC 检验员进行首件检验。
IPQC 检验员依据产品图纸、工艺文件和检验标准,对首件产品进行全面检验,包括外观、尺寸、性能等方面。
首件检验合格后,IPQC 检验员应在首件检验报告上签字确认,并通知生产部门可以继续生产;首件检验不合格,生产部门应立即进行整改,直至首件检验合格后方可继续生产。
2、巡检IPQC 检验员应按照规定的时间间隔和检验项目对生产过程进行巡检。
巡检内容包括但不限于:原材料及零部件的使用是否符合要求、生产工艺的执行情况、设备的运行状况、操作人员的作业方法是否正确、在制品的质量状况等。
每次巡检应做好记录,记录内容包括巡检时间、巡检地点、巡检项目、检验结果、发现的问题及处理情况等。
3、末件检验当一个批次的碎纸机生产完成后,生产部门应通知 IPQC 检验员进行末件检验。
IPQC 检验员对末件产品进行检验,检验项目和标准与首件检验相同。
末件检验合格后,IPQC 检验员应在末件检验报告上签字确认;末件检验不合格,应分析原因,采取相应的纠正措施,并对该批次产品进行追溯和处理。
五、检验项目及标准1、外观检验碎纸机外壳表面应平整、光滑,无明显划痕、变形、色差、污渍等缺陷。
各零部件安装牢固,无松动、错位现象。
标识、标签应清晰、完整,位置正确。
碎纸机可靠性试验作业指导书

产品可靠性试验作业指导书1.0目的规范产品试验步骤及周期,确保产品品质及安全可靠性2.0范围适用于本厂生产的所有产品。
3.0职责3.1质检员负责测试。
3.2质检组长负责指导并监督。
3.3质量工程师负责试验结果的分析与改善工作的验证4.0定义可靠性试验:开发中的产品、新产品试产、批量生产及结构变更的产品试验。
5.0作业程序5.1原材料来料可靠性测试5.1.1五金物料类1)侧板类、齿轮类需做冲击测试具体参照《QC标准一览表》或对应的《检验作业指导书》进行,不同机型同一料号共用的物料,其冲击及堵转测试均按最大碎纸量的机器进行,取样冲击、堵转测试为1000PCS以上的订单量制单进行。
2)胶棍类煲机测试,将物料装于相应型号的过胶机上,用标准电压连续通电8小时,检查胶辊过最大厚度胶膜能顺利通过,具体参照《QC标准一览表》或对应的《检验作业指导书》同机型同一料号共用的物料,其煲机测试均按最大过胶厚度的机器进行,取样为1000PCS以上的订单量制单检测2PCS。
3)裁刀类、螺丝类需做盐雾测试具体参照《QC标准一览表》或对应的《检验作业指导书》,1000PCS以上的订单取样检测2PCS.5.1.2塑胶物料类1)过胶机上下盖类、侧板类做煲机测试具体参照《QC标准一览表》与对应的《检验作业指导书》2)将上下盖或侧板装于相应的机器上,使用标准电压连续通电24H,检查盖子或侧板有无变形或过胶质量有无异常.同机型同一料号共用的物料,为1000PCS以上的订单量制单取样2PCS测试。
3)过胶机上下盖类需做高低温测试,有IQC申请并取样2PCS交工程实验室进行高低温测试,模拟产品在长时间使用后盖子是否变形或有安全隐患。
.同机型同一料号共用的物料,为1000PCS以上的订单量制单取样2PCS测试。
4)齿轮类需做冲击测试具体参照《QC标准一览表》或对应的《检验作业指导书》.同机型同一料号共用的物料,将其物料装于最大过纸量的机器上进行测试,为2000PCS以上的订单量制单取样2PCS。
碎纸机国家环保标准-环境标志产品技术要求 碎纸机 (HJ 2509-2012)

中华人民共和国国家环境保护标准HJ 2509-2012环境标志产品技术要求 碎纸机 Technical requirement for environmental labeling productsPaper shredder本电子版为发布稿。
请以中国环境科学出版社出版的正式标准文本为准。
2012-03-30 发布 2012-06-01 实施环境保护部发布目 次前言 (3)1 适用范围 (4)2 规范性引用文件 (4)3 术语和定义 (4)4 基本要求 (4)5 技术内容 (4)6 检验方法 (6)附录 A (规范性附录)产品待机状态和工作状态下能耗检验程序 (7)附录 B (资料性附录)二氧化碳排放量计算方法 (9)附录 C (规范性附录)噪声测试条件 (12)前 言为贯彻《中华人民共和国环境保护法》,减少碎纸机产品在生产、使用和废弃过程中对环境和人体健康的影响,制定本标准。
本标准对碎纸机产品设计阶段、生产过程,使用阶段的能耗(二氧化碳排放量)、噪声及产品回收等提出了要求。
本标准为首次发布。
本标准适用于中国环境标志产品认证和中国环境标志低碳产品认证。
本标准由环境保护部科技标准司组织制订。
本标准主要起草单位:中日友好环境保护中心、国家文教用品质量监督检验中心、国家办公设备及耗材质量监督检验中心、深圳市计量质量检测研究院。
本标准环境保护部2012年3月30日批准。
本标准自2012年6月1日起实施。
本标准由环境保护部解释。
环境标志产品技术要求碎纸机1 适用范围本标准规定了碎纸机环境标志产品的术语和定义、基本要求、技术内容和检验方法。
本标准适用于家用和办公用碎纸机。
2 规范性引用文件本标准内容引用了下列文件中的条款。
凡是不注日期的引用文件,其有效版本适用于本标准。
GB/T 455-2002 纸和纸板撕裂度的测定GB/T 4214.1-2000 声学家用电器及类似用途器具噪声测试方法第1部分:通用要求GB/T 10739-2002 纸、纸板和纸浆试样处理和试验的标准大气条件GB/T 16288 塑料制品的标志GB/T 18455 包装回收标志GB/T 26572 电子电气产品中限用物质的限量要求QB/T 2342-2006 复印纸3 术语和定义下列术语和定义适用于本标准。
碎纸机马达测试标准

碎纸机马达测试标准注:空转(单马达)、空载(整机)、负载(碎纸),额定碎纸量一般是用美国标准75g纸,特别客户另定,如用我公司测试用的80g纸测试,参考标准纸同等功率,另有个别客户再由工程临时决定。
一、 生产标准:1、按图检查外观和贴纸参数(电压)、型号尺寸、出线长、出线方式和颜色、轴伸长、有效齿长,前后支架和螺丝孔、电容电感是否正确、高压测试,串动是否在范围内(0.1~0.8mm)。
2、检查电压(注意电压频率),通电看火花大小,听是否有杂音,记录空转CW和CCW的电流、功率、噪音、转速。
3、空载测试,装好整机,通电(注意电压频率),听是否有杂音,记录空载CW和CCW的电流、功率、噪音。
空载主要标准为噪音,CW和CCW噪音不能大于A-62DB、B-68DB、C-72DB,ABC是根据不同客户要求来,串激马达一般按B测试,直流马达一般按A测试,如客户有特殊要求另定。
4、负载测试(按额定碎纸量),听是否有杂音,记录负载的电流、功率、噪音、下纸速度。
负载主要标准为噪音和下纸速度,碎纸噪音不能大于A-62DB、B-68DB、C-72DB,下纸速度小于A-12秒内(1.5M/MIN)、B-9秒内(2M/MIN)、C-8秒内(2.2M/MIN),ABC是根据不同客户要求来定,串激马达一般按B测试,直流马达一般按A测试,如客户有特殊要求另定。
5、时间测试,A-连续碎纸3分钟以上,在温控恢复后碎到1分30秒以上,记录时间和次数;B-碎纸2分钟停45分钟,在碎5个循环内不能温控(自己测试在6个循环,也可以缩短停的时间)。
A和B是根据客户要求不同来确定的。
6、堵转测试,电子堵转的在额定碎纸量上加2~3张必须堵转,加1张能下或是下过五分之四;机械堵转必须在2倍额定碎纸量内堵转,加1张能下或是下过五分之四。
7、现生产的5430电机,马达堵转,控制在330W以内。
二、 安规标准:1、首先要满足生产标准。
2、测试连续碎纸时,在马达正上方面盖内部和马达正下方底盖内部这两处温度不能高于75度(自己测试最好在70度内);马达的定子、定子线圈前后、前后支架温度不能高于105度(自己测试最好不要超过95度)。
WI-01碎纸机可靠性试验准则

可靠性试验准则生效日期2012-12-8 页次1/8 1.目的制定各种产品可靠性试验作业准则 , 以便执行产品可靠性试验之相关人员作业有所依据。
2.适用范围碎纸机3.权责3.1 产品测试:检验员3.2不良分析:工程师4.定义4.1可靠性试验:模拟产品储存、运输、使用环境下之破坏性、信赖性试验, 以确定产品之最大保证度, 包括: 研发、鉴定、生产三阶段之试验。
5.流程图:(如附图)6.作业内容:6.1 进行产品可靠性试验之时机:6.1.1 新产品试产完成时(按R&D 、ME要求执行) 。
6.1.2 客户或相关部门要求时。
(依要求执行试验)6.1.3 产品发生异常情形, 品管判定必须执行时。
(依实际异常状况执行试验)6.1.4 品管按计划执行试验。
试验项目:性能试验﹑JAM试验﹑跌落试验﹑温湿循环试验6.2 执行可靠度试验可达到之目标。
6.2.1 提升及确保产品可靠度水平。
可靠性试验准则生效日期2012-12-8 页次2/86.2.2 各阶段试验之结果可作为设计审查之输入数据及设计改正之依据。
6.2.3 在整个设计评估计划中, 达到最大的设计满意程度。
6.2.4 在产品开发上, 使之能有效地改善及提升可靠度、安全维护度之能力。
6.3 可靠度试验之项目:6.3.1 性能鉴定试验6.3.1.1 碎纸机性能试验参见: 碎纸机性能试验作业准则(O-WQ102) 。
6.3.1.2 温升(常态)试验参见: 温升(常态)试验作业准则(O-WQ108) 。
6.3.1.3 温升(高低温循环状态) 试验参见: 温升(高低温循环状态)试验作业准则(O-WQ109) 。
6.3.1.4 碎纸机JAM TEST参见: 碎纸机JAM TEST 作业准则(O-WQ103) 。
6.3.2 环境模拟试验:6.3.2.1 温湿循环试验参见: 温升循环试验作业准则(O-WQ105) 。
6.3.2.2 跌落试验:参见: 跌落试验作业准则(O-WQ106) 。
SHSSXZ 自动碎纸上海市产品质量监督抽查实施细则-V1

SHSSXZ 自动碎纸上海市产品质量监督抽查实施细则-V1SHSSXZ自动碎纸是一种新型办公设备,它的出现极大地方便了办公室的文件处理工作。
然而,在市场上,由于一些不良商家的存在,该产品的质量并不稳定,存在一定的质量安全隐患。
为了保证消费者的权益,上海市制定了产品质量监督抽查实施细则,以下是该实施细则的主要内容。
一、监督对象该实施细则适用于所有在上海市销售的SHSSXZ自动碎纸产品。
监督行为由上海市市场监督管理局执行。
二、抽查方式上海市市场监督管理局将会利用自己的监督力量和职责对市场上出售的SHSSXZ自动碎纸进行监督。
其方法包括:1.主动抽查:市场监督管理局将定期抽查市场上销售的自动碎纸产品,确保符合规定的质量要求。
2.受理投诉:如果有消费者或者其他权益人认为该产品存在质量问题,可以向市场监督管理局进行投诉,市场监督管理局将会立即处理。
3.监督检查:市场监督管理局可以随时进行监督检查,对自动碎纸产品的生产、销售、服务等方面进行全面检查。
三、监督内容1.产品规格、型号、说明书是否与实际情况相符合。
2.产品的外观、结构、性能是否符合国家强制性标准等标准要求。
3.产品使用期限、保修期限、售后服务等方面是否符合相关规定。
四、监督结果如果发现该产品存在质量问题,市场监督管理局将会依照相关法规进行处理,包括责令更换、撤销销售许可证、下架产品等。
同时,企业也将被要求进行整改,并进行相关追责。
总结该实施细则是为了保障消费者的权益,加强市场监管。
对于SHSSXZ自动碎纸生产企业来说,一定要合规经营,保障产品质量与安全,维护自身品牌形象。
对于消费者来说,购买时也要选择合法企业,了解相关产品质量标准,并且保留购买凭证。
只有在双方共同努力下,才能保证市场有序发展,实现“消费者至上”的经济目标。
成品外观检验规范

538系列旳料号不容许修补(含补金和补漆),需用AVI及板弯翘检查机100%检查。
4.2文字文字油墨颜色依客户指定或设计工程单位规定。
文字字体或图样需清晰且易辨识。
文字油墨因印刷过程偏移,则容许沾染大锡垫,但不可沾染S.M.D,金手指和零件孔内检查项目检查细项鉴定原则图示文字文字印刷印刷字体不得模糊导致无法辨识应清晰轻易辨识(L22)文字ONPAD文字印刷不得ON PAD(特殊设计者除外)文字印错/漏印文字印刷不得印错/漏印(对旳) (错误)4.3基板表面基板脱层在十倍放大镜下,不容许胶片与胶片间或是铜层与胶片间有脱层起泡。
粉红圈及白边现象在十倍放大镜下,不容许有脱层现象。
基板表面异物,不容许有目视可观测到不透明异物或导电性杂质。
4.4线径线径旳原则以客户所提供旳原稿底片为参照根据,来决定最大和最小旳允收条件。
线路缺口不容许超过原稿底片±20%。
线路上有针孔,凹陷或不规则形状时,不容许超过原稿底片±20%。
使用工具为50倍目镜。
4.5线路间距依客户所提供旳原稿底片,规定最小间距旳需求,无规定者依设计工程为主。
存在线路间距中旳金属残渣,不容许超过原稿底片±20%。
使用工具为50倍目镜。
4.6锡垫平环锡垫平环凹洞或变形不容许超过总面积旳30%。
锡垫平环残缺部份扔须维持最小锡垫2MIL 之规定。
导通孔平环残缺部份扔须维持最小锡垫1MIL 之规定。
检查 项目 检查细项鉴定原则 图示线路线路补线不可补线。
线路短/断路 不得短/断路线路不良1. 线边粗糙、线路缺口、裂痕、针孔、不可超过线路宽度20%2. 线路导体突出部凸出后,线路导体间隔不可不大于原间距之1/5线路变形 线路不得扭曲、翘起、剥离变形孔塞孔位置导通孔若正反两面阶位于防焊涂布区域内,必须用绿漆塞孔,且塞孔率必须高于95%以上(尤其指定之状况则不在此限内)孔与锡垫变形不得脱落、翘起、变形N-P孔有毛头不得影响组件及机构组装,突出尺寸不能超过机构图之tolerance ,且触碰后不可脱落之状况下可以允收,但折断边可不在此限制内,必要时以程度样本做为鉴定根据。
破壁机成品检验规范
漏放说明书或说明书与产品型号不符。
目测
A
S-4
3.1.7
漏放其它附件(说明书除外),如保修卡及其它包装部件等。
目测
B
S-4
3.1.8
漏放产品部件,产品部件破损能伤害到人体属于A类缺陷。
目测
A/B
S-4
3.1.9
胶袋:规格用错,印刷的内容与资料不符,印刷模糊,胶袋长和宽大于7CM的必须打孔(除客户有特别要求外)。
拉力计
卡尺
A
1PC/批
器具重量(Kg)
拉力(N)
≤1
30
>1且<4
60
>4
100
3.4 安全测试
3.4.1
电气强度测试:1800V/5mA/3S无击穿或闪烁现象。
耐压测试仪
A
S-4
3.4.2
接地电阻测试:通过25A电流,电阻≤100mΩ测试2S。
接地电阻测试仪
A
3.4.3
双手端起搅拌机一边旋转一边轻松晃动,机器内不应有异物滚动、碰撞声响(金属异物的判A)。
手动操作
A/B
3.5 性能检测
3.5.1
空载功率测试:将机器放测试台上,输入额定电压及频率, 空载下运行1分钟,记录功率应符合产品规格要求。
功率仪
B
S-1
3.5.2
电机空载转速测试:机器在运行过程中用转速仪测试机器的转速应符合产品规格要求。
转速仪
B
S-1
3.5.3
产品插上按键手感好、声音清脆、反应正常。
目测
B
S-4
3.1.10
日期码错、漏、产品序列号代码错误,条形码扫描不出来。
目测
B
破碎机日常现场检查标准

破碎机日常现场检查标准一、设备现场检查:1、电机:各紧固螺丝是否松动,螺丝是否有折断或缺失,同一部位的螺丝要型号一致,电机吊环、风叶罩、风翅是否齐全,接地良好。
发现一处扣1分。
2、减速器:运转平稳无冲击、无异常振动和噪声。
各紧固螺丝是否松动,螺丝是否有折断或缺失,同一部位的螺丝要型号一致,箱体密封处是否漏油、渗油。
发现一处扣1分。
3、齿板:检查齿板的磨损及掉齿情况,齿板是否松动。
每块齿板上齿高磨损不超过原齿高的30%,每块齿板磨损的齿数不超过总齿数的15%,相邻的掉、缺齿不超过3个,每块齿板的掉齿不超过5个。
发现一处扣1分。
4、三角带配置齐全,轮带型号相符合,松紧适宜,不沾油污,与胶带轮槽侧面密切配合,磨损后的底面不得于轮槽接触,三角带表面不得高出轮槽2mm,且无裂纹,裂层等损坏现象。
发现一处扣1分。
6、检查入排料溜槽有无杂物,溜槽牢固无变形。
各检查孔保证复位关严。
发现一处扣1分。
7、保证各传动部位的防护罩、防护网、防护栏杆完整齐全。
发现一处扣1分。
二、文明生产:1、设备地面卫生要做到“四无”、“五不漏”。
发现一处扣1分。
2、岗位上的墙壁(包括皮带走廊)无煤尘污渍、无杂物吊挂。
发现一处扣1分。
3、交接班记录本不允许乱写乱画,不许有撤页现象,当班内容记录清晰,对下班要交代的注意事项要写清楚,保持清洁。
发现一处扣1分。
4、岗位责任制、安全技术操作规程等要悬挂整齐,排列有序,干净无污渍灰尘。
发现一处扣1分。
5、玻璃无污渍、无积尘,窗框、门框要擦洗干净。
发现一处扣1分。
6、冲洗水管要盘放在规定位置,铁锹、扫帚等要放在指定位置摆放整齐,无指定位置的要靠墙壁摆放整齐,备用设备摆放在指定位置并挂牌。
发现一处扣1分。
7、消防器材要摆放在规定位置,保持清洁、干净。
发现一处扣1分。
三、现场管理:(45分)1、全体员工在工作期间,必须配戴好工作服、安全帽、鞋、手套及上岗证、操作证等,原煤等煤尘较大的地方要配戴好防尘口罩,噪声较大的地方要戴好耳塞,女工发辨要盘入帽内,禁止戴围巾,穿高跟鞋、拖鞋等进入工作现场(工作服是指我公司2004年后发放配有本厂标志的工作服)。
DIN 32 757-1 碎纸机标准 (原版)
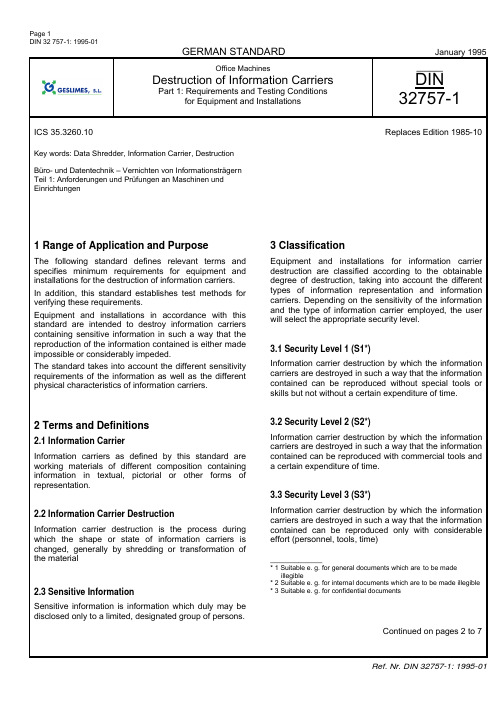
GERMAN STANDARDJanuary 1995Office Machines Destruction of Information Carriers Part 1: Requirements and Testing Conditions for Equipment and Installations ____DIN32757-1ICS 35.3260.10Key words: Data Shredder, Information Carrier, DestructionBüro- und Datentechnik – Vernichten von Informationsträgern Teil 1: Anforderungen und Prüfungen an Maschinen und Einrichtungen1 Range of Application and PurposeThe following standard defines relevant terms and specifies minimum requirements for equipment and installations for the destruction of information carriers.In addition, this standard establishes test methods for verifying these requirements.Equipment and installations in accordance with this standard are intended to destroy information carriers containing sensitive information in such a way that the reproduction of the information contained is either made impossible or considerably impeded.The standard takes into account the different sensitivity requirements of the information as well as the different physical characteristics of information carriers.2 Terms and Definitions2.1 Information CarrierInformation carriers as defined by this standard are working materials of different composition containing information in textual, pictorial or other forms of representation.2.2 Information Carrier DestructionInformation carrier destruction is the process during which the shape or state of information carriers is changed, generally by shredding or transformation of the material2.3 Sensitive InformationSensitive information is information which duly may be disclosed only to a limited, designated group of persons.Replaces Edition 1985-103 ClassificationEquipment and installations for information carrier destruction are classified according to the obtainable degree of destruction, taking into account the different types of information representation and information carriers. Depending on the sensitivity of the information and the type of information carrier employed, the user will select the appropriate security level.3.1 Security Level 1 (S1*)Information carrier destruction by which the information carriers are destroyed in such a way that the information contained can be reproduced without special tools or skills but not without a certain expenditure of time.3.2 Security Level 2 (S2*)Information carrier destruction by which the information carriers are destroyed in such a way that the information contained can be reproduced with commercial tools anda certain expenditure of time.3.3 Security Level 3 (S3*)Information carrier destruction by which the information carriers are destroyed in such a way that the information contained can be reproduced only with considerable effort (personnel, tools, time)___________* 1 Suitable e. g. for general documents which are to be made illegible* 2 Suitable e. g. for internal documents which are to be made illegible * 3 Suitable e. g. for confidential documentsContinued on pages 2 to 73.4 Security Level 4 (S4*)Information carrier destruction by which the information carriers are destroyed in such a way that the information contained can be reproduced only by using non commercial tools or special equipment3.5 Security Level 5 (S5*)Information carrier destruction by which the information carriers are destroyed in such a way that the present state of the art does not permit a reproduction of the information contained.4 Designation (Example)Equipment or installations which meet the requirements of information carrier destruction security level 3 (S 3) regarding the destruction of paper (P) and information carrier destruction security level 3 (S 3) regarding the destruction of metal (M) will be designated as follows: Shredder DIN 32 757-S 3 P-S 3 M 5 Requirements5.1 Degree of DestructionEquipment and installations complying with this standard must meet the minimum destruction level requirements specified in tables 1 and 2. For detailed comments refer to Explanatory Notes.5.2 Permissible Maximum Particle Size ToleranceA maximum of 10 % of the particles are allowed to exceed the particle size limits defined in table 1 up to maximum particle size as specified in table 2.5.3 Particle Size Limits for Information Carrier Destruction________* 4 Suitable e. g. for secret documents* 5 Suitable e. g. for secret documents if extremely high securitystandards are requiredTable 1: Particle Size Limits for Information Carrier DestructionNo. Type of information carrier State, shape, and size afterdestructionTest method5.3.1 Security Level 1Particle size < 2000 mm² Refer to paragraph 6.4.4.1 5.3.1.1 Paper(P)Strip width < 12.0 mm Strip length not limited Check of individual strips over the working width5.3.1.2 Polyester film with original sizeinformation representation (F0)Refer to paragraph 5.3.1.1 Refer to paragraph 5.3.1.15.3.1.3 Metal (M), e. g. printing form Refer to paragraph 5.3.1.1 Refer to paragraph 5.3.1.1 5.3.2 Security Level 2Particle size < 800 mm² Refer to paragraph 6.4.4.1 5.3.2.1 Paper(P)Strip width < 6 mm Strip length not limited Check of individual strips over the working width5.3.2.2 Polyester film with original sizeinformation representation (F0)Refer to paragraph 5.3.2.1 Refer to paragraph 5.3.2.1 5.3.2.3 Metal (M), e. g. printing form Refer to paragraph 5.3.2.1 Refer to paragraph 5.3.2.1 5.3.3 Security Level 3Particle size < 320 mm² Refer to paragraph 6.4.4.1Particle width < 4 mm Particle length < 80 mm Refer to paragraph 6.4.4.15.3.3.1 Paper(P)Strip width < 2 mm Strip Size < 594 mm² Check of individual strips over the working width5.3.3.2 Polyester film with original sizeinformation representation (F0)Refer to paragraph 5.3.3.1 Refer to paragraph 5.3.3.1(continued)Table 1 (continued)No. Type of information carrier State, shape, and size afterdestructionTest method5.3.3.3 Metal (M), e. g. printing form Refer to paragraph 5.3.3.1 Refer to paragraph 5.3.3.1Particle width < 4mm Particle length < 80 mm Refer to paragraph 6.4.4.15.3.3.4 Plastic, normally compositematerial (K), e. g. identifcationcard Particle size < 320m Refer to paragraph 6.4.4.1 5.3.3.5 Polyester film with reducedinformation representation (Fv),e. g. microfilm, chip cardParticle size < 1 mm² Refer to paragraph 6.4.4.3 5.3.4 Security Level 4Particle width < 2 mm Particle length < 15 mm Refer to paragraph 6.4.4.15.3.4.1 Paper(P)Particle size < 30 mm² Refer to paragraph 6.4.4.15.3.4.2 Polyester film with original sizeinformation representation (F0)Refer to paragraph 5.3.4.1 Refer to paragraph 5.3.4.15.3.4.3 Metal (M), e. g. printing form Refer to paragraph 5.3.4.1 Refer to paragraph 5.3.4.15.3.4.4 Plastic, normally compositematerial (K), e. g. identifcationcardRefer to paragraph 5.3.4.1 Refer to paragraph 5.3.4.15.3.4.5 Polyester film with reducedinformation representation (Fv),e. g. microfilm, chip cardParticle size < 0.5 mm² Refer to paragraph 6.4.4.35.3.5 Security Level 5Ashes (shredded) Refer to paragraph 6.4.4.2Solution VisualcheckSuspension VisualcheckFibre Refer to paragraph 6.4.4.3Particle width < 0.8 mm Particle length < 13 Refer to paragraph 6.4.4.15.3.5.1 Paper(P)Particle size < 10 mm² Refer to paragraph 6.4.4.1Ashes (shredded) Refer to paragraph 6.4.4.2Solution VisualcheckMelted compound Visual check of the shredded meltedcompoundSuspension VisualcheckParticle width < 0.8 mm Particle length < 13 Refer to paragraph 6.4.4.15.3.5.2 Polyester film with original sizeinformation representation (F0)Particle size < 10 mm² Refer to paragraph 6.4.4.1Solution VisualcheckMelted compound Visual check of the shredded meltedcompoundSuspension VisualcheckParticle width < 0.8 mm Particle length < 13 Refer to paragraph 6.4.4.15.3.5.3 Metal (M), e. g. printing formParticle size < 10 mm² Refer to paragraph 6.4.4.1(continued)Table 1 (completed)No. Type of information carrier State, shape, and size after destruction Test methodAshes (shredded) Refer to paragraph 6.4.4.2Solution Visual checkMelted compoundVisual check of the shredded melted compoundSuspension Visual check Particle width < 0.8 mm Particle length < 13 Refer to paragraph 6.4.4.1 5.3.5.4Plastic, normally composite material (K), e. g. identifcation cardParticle size < 10 mm²Refer to paragraph 6.4.4.1 Ashes (shredded) Refer to paragraph 6.4.4.2Solution Visual checkMelted compoundVisual check of the shredded melted compoundSuspension Visual check 5.3.5.5Polyester film with reducedinformation representation (Fv), e. g. microfilm, chip cardParticle size < 0.2 mm²Refer to paragraph 6.4.4.3Table 2: Permissible Maximum Particle Size- temperature 15°C to 35°C- relative humidity 45% to 75%6.2 Test materialSecurity level 1 2 3 4 5 Max. particle size in mm²3800 2000 80090305.4 Feeding Mechanism and Receiving Facility The equipment/installation must be provided with amechanism for manual or automatic feeding of the information carriers to be destroyed which ensures that all information carriers are completely fed into the destruction mechanism.In addition, a facility shall be provided which receives the information carriers after destruction, e. g. a discharge tunnel, collecting device, or extractor device.5.5 Verification of Complete DestructionThe design of equipment and installations for the destruction of information carriers must permit verification of the complete destruction of the information carriers.All critical areas with respect to possible material accumulation must be easily accessible and checkable in order to ensure the recovery of un-destroyed information carriers after equipment/installation turnoff.6. Testing6.1 Environmental ConditionsUnless otherwise specified, all tests will be performed under the following environmental conditions:For the testing of equipment or installations for the destruction of paper or polyester information carriers the following material shall be used:- Paper in accordance with DIN 19 307-SM 4a-70 orPaper for continuous forms in accordance with DIN 6721, Pt 1. with a width of 375 mm and a substance of 60 g/m² (paper in accordance with DIN 6721-60)- Transparent microfiche in accordance with theDIN19054, Pt 1, Size A6 in accordance with DIN 476.The test material shall be dry and free of staples or paper clips and contaminations.When testing equipment and installations intended for the destruction of information carrier material which is not mentioned above as test material (e. g. document covers or letter files), the appropriate test material shall be used.For large-scale plants with a nominal throughput of 500 kg/h or more, the testing may be limited to the feeding of coloured reference material amounting to at least 2% of the nominal throughput.6.3 Testing of Theoretical Throughput Capacity Tests shall be performed to determine whether the equipment or installation achieves the throughput capacity indicated by the manufacturer (nominal throughput).For devices with leave-wise or batch-wise destruction of documents, this will be done by determining the number of leaves per cycle and the feed rate.For devices and plants whose design does not permit the throughput capacity to be determined by means of the feed rate, the throughput capacity shall be determined by measuring the time required for destroying a defined quantity of test material. For this purpose, a suitable quantity shall be selected depending on the size of the plant.NOTEThe throughput capacity of an equipment/installation can be calculated from the measured number of leaves per cycle and the feed rate. It should, however, be noted that the maximum throughput capacity to be achieved during practical operation will only amount to 50 % of this calculated throughput capacity.6.4 Testing of Destruction LevelThe testing of the destruction level of information carriers serves to classify the equipment or installation according to one of the five security levels.This classification will be based upon the limit values in table 1 and the maximum values in table 2.6.4.1 Feeding of Test MaterialFor the test cycle, the equipment/installation shall be free of residual material which might distort the test result.The mass of the test material shall be determined by weighing before feeding and after destruction. A difference of + 2% between input and output mass shall be acceptable. In case of a greater difference, it shall be checked whether test material remained within the machine un-destroyed.The test material destroyed during start and run-out phase will be included into the measurement.For the test, the test material shall generally be fed in an orderly manner in longitudinal direction. In addition, it shall be determined how the equipment or installation responds to feeding methods not used for the test. If not rendered impossible due to the design of the equipment or installation, the following feeding methods shall be tested:- leave-wise feeding- batch-wise feeding (one batch).6.4.2 Quantity of Test SampleThe quantity of the test sample should correspond approximately to the quantity destroyed by the equipment or installation in 1 minute, with the equipment or installation being operated with nominal throughput. 6.4.3 Sampling from the Destroyed Test MaterialIn order to determine the size distribution of the material destroyed, the sample must be statistically re-presentative, i. e., no size must be favoured or discriminated during sampling and sample division. Therefore, the sampling process shall be performed as follows:- The sample shall be taken from the current output flow of material after destruction and notfrom a stationary material quantity.- The entire output flow of material shall be fed to the sampling container for a short period oftime. Sampling from a branched-off partial flowis no permissible.- For continuously operating equipment or installations, the sample to be examined(collected sample) must be composed ofseveral individual samples.Before starting the sampling process, the equipment or installation to be tested shall be operated for at least 30 min under the conditions specified for nominal throughput.Then, the samples shall be taken every 15 minutes; at least 5 samples (=90 minutes total time) are required.For equipment or installations with an operating time of less than 100%, interruptions are not regarded as test time.If the sample is too large for the test, it must be divided. For free-flowing test material, the use of a rotary sample divider (commercial item) is recommended. Test material which is not free-flowing (fibres, stripes, clews) shall manually be distributed as evenly as possible on a circular or square area subdivided into 4 equal quadrants. The material on opposite quadrants shall be combined to form a new sample of only half the size.If after the sampling period there are any indications of particle sizes exceeding the predetermined maximum value, the cause shall be determined. If required, the entire sampling process must be repeated6.4.4 Size Analysis6.4.4.1 Test Material Particles (Size > 1mm)If required, the test material shall be sorted into particles with sizes smaller than the maximum value and particles in the range around the maximum value.The test material shall be measured using manual or semiautomatic image analysis.The portion of particles with sizes between the nominal limit value specified in table 1 and the maximum value in accordance with table 2 as well as the portion of particles exceeding the maximum value shall be determined.6.4.4.2 Free-flowing Test Material Particles (Size < 1mm)This test material shall be examined by use of air-jet sieve analysis in accordance with DIN 66 165, Pt 1, or DIN 10 765. The sieve residues shall be determined for sieves with the following mesh openings:0.05 mm 0.07 mm 0.10 mm(or, as required, with larger mesh openings).The portion of particles with sizes between the nominal limit value specified in table 1 and the maximum value in accordance with table 2 as well as the portion of particles exceeding the maximum value shall be determined.6.4.4.3 Non Free-flowing Test Material Particles (Maximum Size < 1 mm; Fibres etc.)This test material shall be tested in accordance with paragraph 6.4.4.1.6.4.5 EvaluationThe security level shall be determined based on the comparison of the actual particle size as determined by the size analysis and the maximum permissible particle size in accordance with table 1 and 2 (paragraph 5.3). This security level shall be assigned to the tested equipment or installation.7. Test ReportA test report of the entire test shall be prepared. The test report shall be destined for the applicant only. Neither the entire test report nor parts of it may be published. The report shall contain the following data:a) Time and location of testb) Testing laboratory, test conductorc) Applicantd) Manufacturer of equipment or installatione) Equipment type, serial number etc.f) Special auxiliary equipmentg) Condition of equipment or installation: new,used, overhauledh) Result of measurement of feed rate andmaximum number of leaves per cycle orthroughput, respectivelyi) Result of size analysis of the destroyed testmaterial in accordance with paragraph 6.4.5.j) Specification of security level achieved- Test material- Mass of material input- Mass of material output- Feeding method- Sampling method- Number of samples 8. Test CertificateIn addition to the test report in accordance with Section 7, the test activity shall prepare a test certificate if the test result was found to be satisfactory.The test certificate may be published, e. g. for advertising purposes.The test certificate must contain at least the following data:a) Testing laboratoryb) Applicantc) Equipment typed) Specification of security level assignede) Feed rate at nominal load and maximumnumber of leaves per cycle or throughput,respectivelyf) Term of validity of test certificateNOTE: The validity of the test certificate shallbe limited to a maximum period of five years.Upon request, it may, however, be extendedonce for another period of five years providedthe design of the equipment/installation has notbeen changed.g) Date, signature9. Operating InstructionsEquipment and installations for the destruction of information carriers must be provided with detailed operating instructions containing a description of the required handling procedures for the equipment itself and the information carriers in order to ensure correct destruction.The operating instructions must contain at least the following data:- type of information carriers which can be destroyed by the equipment and operationalrestrictions, if applicable (e. g. necessity ofremoval of metal parts before the destructionprocess),- maximum input quantity of items to be destroyed for which proper functioning of theequipment is ensured.ChangesThis standard contains the following changes with respect to the edition of October 1989: - the standard was completely revised- the specification of security levels S1 to S5 was included.Earlier EditionsDIN 32 757-1: 1985-10Applicable Standards and Other DocumentsDIN 476 part 1 writing paper and certain groups of printed matter; trimmed sizes of paper, A and B series (ISO 216-1975); German Version EN 20216:1980DIN 6721 part 1 papers for data processing; 40 to 90 g/m², paper for continuous forms; uncoated, untreated;requirements, testing)DIN 10765 analysis of coffee and coffee products; determination of particle size of ground roasted coffee; air-jet sieving methodDIN 19054 transparent microfiche; size A6; general requirements, microfilming methods, headers and title areas in technical documents and cataloguesDIN 19307 paper and board for office purposes; requirements, testingDIN 66165 part 1 particle size analysis; sieve analysis; general principlesExplanatory NotesThis standard is intended to establish general assessment criteria for the destruction of information carriers containing sensitive information as well as to provide a basis for the comparison of suitable items of equipment and installations designed for this purpose. The destruction of information carriers may be achieved by disintegration using knife head cutters, shredders, cutting mill, punching machines or other suitable equipment. For the particles produced, no specific shape is required.Depending on the security level and the associated maximum particle size, the particles may still contain certain residual information.The standard assumes that the user of the destruction equipment will determine the required sensitivity with regard to the type of information representation the significance of the respective information and the operational environment, and, from these factors, will conclude the appropriate security level. The footnotes contained in Section 3 of this standard are intended to serve as guideline.When selecting the appropriate security level of an equipment or installation, the quantity of the items to be destroyed shall also be taken into account. If applicable, a higher security level should be selected for small quantities, particularly if colour or other characteristics may facilitate reconstruction of the material.On the other hand, large throughput quantities as well as mixing and compaction of destroyed items will additionally impede a reproduction, thus allowing a lower security level in accordance with this standard to be selected.For strip-cutting destruction of information carriers in accordance with security levels 1 and 2, the acceptable strip length is not limited. This accounts for the fact that strip-cutting machines are in widespread use and are employed for economic destruction of, for example, continuous forms. Users should be aware, however, that the degree of security achieved by strip-cutting of continuous forms will not correspond to that of particle-wise destruction of the same security level. A comparable degree of security for strip-cutting in security levels 1 and 2 will only be obtained by single-leaf destruction. For security level selection, it should also be observed that paper, which was destroyed by equipment with security level 4 or 5, will provide limited recycling possibilities only.Therefore, destruction equipment with lower security level should be selected, unless prohibited by security requirement, in order to adequately take into account environmental protection aspects.The users are recommended to periodically check the particle size during the lifetime of the equipment or installation since wear-out and damage of the destruction tools may reduce securityInternational Patent ClassificationB 02C 018/40B 02C 018/44。
成品出厂检验规范
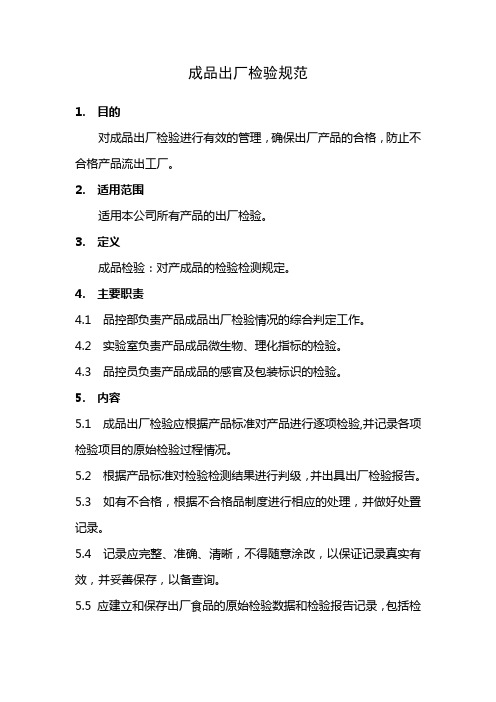
成品出厂检验规范
1. 目的
对成品出厂检验进行有效的管理,确保出厂产品的合格,防止不合格产品流出工厂。
2. 适用范围
适用本公司所有产品的出厂检验。
3. 定义
成品检验:对产成品的检验检测规定。
4. 主要职责
4.1 品控部负责产品成品出厂检验情况的综合判定工作。
4.2 实验室负责产品成品微生物、理化指标的检验。
4.3 品控员负责产品成品的感官及包装标识的检验。
5. 内容
5.1 成品出厂检验应根据产品标准对产品进行逐项检验,并记录各项检验项目的原始检验过程情况。
5.2 根据产品标准对检验检测结果进行判级,并出具出厂检验报告。
5.3 如有不合格,根据不合格品制度进行相应的处理,并做好处置记录。
5.4 记录应完整、准确、清晰,不得随意涂改,以保证记录真实有效,并妥善保存,以备查询。
5.5 应建立和保存出厂食品的原始检验数据和检验报告记录,包括检
验食品的名称、规格、数量、生产日期、生产批号、执行标准、检验结论、检验人员等记录内容;
5.6、出厂检验项目应与食品安全标准及有关规定的项目应保持一致(详见出厂检验标准);
5.7、应具备必备的检验设备,计量器具应依法经检验合格或校准,相关辅助设备及化学试剂应完好齐备并在有效使用期内
5.8、自行进行产品出厂检验的,应按规定进行实验室测量比对,建立并保存比对记录;
5.9、按规定保存出厂检验留存样品。
产品保质期少于1 年的,保存期限不得少于产品的保质期;产品保质期超过1 年的,保存期限不得少于1 年。
6. 相关文件
1.《原始检验记录》
2.《出厂检验报告》。
52成品接纸机(双头)检验标准
1. 目的为了统一检验标准,由个人经验变成正式文件,使检验工作有章可循,特制订本标准。
2. 适用范围适用于我司全自动接纸机(单头)成品机的入库检验。
3. 责任分配3.1 品管部负责成品机入库检验;反馈不良信息;填写相关检验表格;对合格与否做出判定;3.2 生产部应提前做好自检后,再交品管部检验;负责配合品管部检验;对于品管部提出的整改项要积极配合整改;4. 检验项目4.1 外观1)不能有明显的喷涂未喷到的地方;2)不得有未打磨的焊接凸起、焊渣、飞溅、虚焊、锐角等;3)减速机无漏油现象;无异响;没过热;4)所有紧固件全为同色;5)气缸活塞杆无拉伤痕;6)滚筒转动无异响;7)零配件外表不能有明显的锤击痕;8)电柜、气柜门开合自如;9)电柜、气柜内干净;10)电镀件无发黑、泛黄等现象;11)所有辊筒无凸起之毛刺;12)链条松紧适宜,不能与罩壳刮擦;13)切刀不能有崩齿现象14)反射镜完好无损;4.2 完整性1)不能有少装的零配件;2)标准件、轴承套需拧紧;3)公司LOGO,各种型号、危险、有电等标识齐全;4)标识的位置正确;5)安装检验合格后成品需缠缠绕膜。
4.3 尺寸1)框架对角尺寸误差≤2MM;2)提轮与拉纸轮之间∥≤1MM;3)气缸压力要不低于6KG;4)机型尺寸。
4.4 电、气1)所有接线必需牢固;2)灯亮;3)电气必须有接地,且接地螺丝为黄铜柱;4)所有气管要捆扎;5)所管接头不能漏气;6)电机类型;7)每根接线需有编号,号码字迹清晰;8)进出端光电开关反应灵敏;9)各个开关、按钮动作正确;急停有效;10)走线横平竖直,拐直角。
4.5 动作1)所有旋转应灵敏、无卡滞;2)所有动作无异响;3)气缸伸缩灵敏、无颤动、无卡滞、无爬行;数个一齐动作需同步;4)小车移动时二边同步;5)提轮动作二边同步;6)所有旋转的辊、筒,用手盘时,必须自由旋转2圈或以上;7)压轮与小车挂钩动作清晰准确;8)刹车运作准确完整;9)切刀插入刀槽中,左右分中;10)机器两侧定位销定位准确,伸缩自如11)拉纸轮转动平稳;12)所有能转动的轮子在任意位置能停住;13)中梁移动时无卡滞;14)打包前通电、通气测试所有动作合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⑥、开关置于“AUTO”时,单张纸测试机器不能轻易启动或需用力触动才能启动MA
⑦、开关置于“AUTO”时,POWER灯不亮,或时亮时不亮MA
⑧、开关置于“AUTO”时,碎纸过程LED功能正常,否则MA
⑨、开关置于“AUTO”时,光控灯在强光下失去作用MA
⑩、开关置于“AUTO”时,碎纸过程有异音(距离机台60cm,空载正转、反转,碎额定纸张,
3.4 PCB板固定不牢固,所用元件不正确MA
3.5机芯固定不牢固,所用元件不正确MA
3.6脚垫等减振零件漏装MA
3.7传动系统上未上润滑油MI
3.8金属件生锈MA
上海名优办公设备有限公司
文件编号
版本/版次
A/0
碎纸机成品检验规范
页码
第5页共8页
制订日期
2011-5-9
(四)整机功能检查:
1、拨动开关功能检查;
上海名优办公设备有限公司
文件编号
版本/版次
A/0
碎纸机成品检验规范
页码
第7页共8页
制订日期
2011-5-9
3.2经堵转后,碎纸机正常空转或碎纸不得有异音,否则判为MI
3.3经堵转后,机内结构不得有部件移位、松动或破裂现象,否则判为MA
3.4未达到3次快速冲击,温控器不得保护,否则判为MA
3.5堵转测试,马达温升,温控开关起作用使电流切断,否则MA
依据MIL-STD-105EⅡ级水准的正常检验抽样计划进行。
2、判定定义:
(1)致命缺点(CR):由于产品使用或保管会造成安全事故或人身伤害或不符合各国法律法规和行业标准的缺陷。
(2)严重缺点(MA):其物品不能达成预期目的、功能丧失或使用其物品对产品的作用会发生重大影响的缺陷。
(3)轻微缺点(MI):对产品的使用效果、性能、结构、外观没有构成严重缺陷或不影响产品功能的缺陷。
8、磁环的型号、规格、厂家、认证标志符合安规要求,否则判为CR
9、电感的型号、规格、厂家、认证标志符合安规要求,否则判为CR
10、电容的型号、规格、厂家、认证标志符合安规要求,否则判为CR
11、PCB板的型号、规格、厂家、认证标志符合安规要求,否则判为CR
12、继电器的型号、规格、厂家、认证标志符合安规要求,否则判为CR
聆听5-10秒,无碰撞声,爆裂声及啸叫声不正常的声音),噪音>70dB MA
“OFF”功能检查:
①、开关置于“OFF”时,机器转动不停止或时断时续运转MA
②、开关置于“OFF”时,机器停止但如有纸张进入,机器转动MA
“REV”档功能检查:
①、开关置于“REV”时,机器不反转或动作相反MA
②、开关置于“REV”时,机器转动时断时续MA
分钟,金勺子最尖处不会与刀尖碰撞。否则为MA
(七)安规检查(每批1PCS,符合不作记录,否则记录异常原因)
1、马达的型号、规格、厂家、认证标志符合安规要求,否则判为CR
2、温控开关的型号、规格、厂家、认证标志符合安规要求,否则判为CR
3、插头的型号、规格、厂家、认证标志符合安规要求,否则判为CR
4、电源线的型号、规格、厂家、认证标志符合安规要求,否则判为CR
开发做;连续正常条件下碎额定纸至马达热保护,马达冷却后启动继续测试,如此循环
测试到机器不能碎纸,连续碎纸张数必须达到10000张以上,否则判为CR
(六)入纸口重物检查
1、重物是由客户提供,重量为:
1.1、金勺子重:1590克。
1.2、小砝码重:3090克。
1.3、大砝码重:4590克。
2、金勺子放在碎纸机入纸口处,将两个砝码放在金勺子中。打开启动开关,碎纸机工作1
1.3成品装错多装、少装CR
1.4包装材料破损、脏污MI
1.5以认可样品为准,包材有色差MI
1.6彩盒上贴纸漏贴、贴错MA
1.7保丽龙无环保标志或脏污、潮湿MA/MI
1.8开口大于180mm的PE袋无环保标识或其丝印、警告语颜色、错误MA
1.9彩盒尺寸符合要求,装入机器不能过大或过小MI
2、包装箱部分:
(五)安全及信赖度测试:
1、耐压测试(100%全检)
1.1设置漏电流为1-10mA之间;
1.2耐压值
使用电压
U<184V
184V<U≤354V
有接地线
AC1000V
AC1500V
无接地线
AC2000V
AC3000V
高压棒接触电源线插头,线档,开关位,螺丝孔位,裸露金属零件处,QC测试时间1秒钟
QA测试时间1分钟,高压机蜂鸣器不可报警,否则判为CR
①螺丝生锈、滑牙、扫头MI
②漏打螺丝MA
③插头规格不符合要求CR
④内部绝缘线材外露CR
⑤整机倾斜10°翻倒(前、后、左、右)CR
⑥整机放于同一平面不平稳MA
(三)整机内部结构检查
1、机台内有杂物
1.1杂物属导电物MA
1.2杂物属非导电物MI
1.3齿轮上有杂物,影响齿轮啮合MA
2、线材
2.1线材须扎紧,用手不可轻易移动或转动MI
上海名优办公设备有限公司
文件编号
版本/版次
A/0
碎纸机成品检验规范
页码
第1页共8页
制订日期
2011-5-9
一、目的:
编制碎纸机成品检验规范,有利于QA检验工作的顺利进行。
二、范围:
本公司生产的所有碎纸机均适用。
三、职责:
QA负责碎纸机成品的检验;品质主管审批QA检验报告。
四、判定规范
1、正常抽样计划
①、面底壳不密合,间隙超过0.4mm(扣除原设计间隙)MI
②、面底壳颜色有色差(以认可样品为准)MI
③、面底壳段差超过0.3mm(面壳大于底壳不计)MI
4.4、机台与碎纸桶配合
①、机台与碎纸桶不密全,间隙超过0.4mm(扣除原设计间隙)MI
②、机台与碎纸桶上不平衡,影响功能MA
③、碎纸桶颜色不对,影响功能MA
5、拨动开关的型号、规格、厂家、认证标志符合安规要求,否则判为CR
上海名优办公设备有限公司
文件编号
版本/版次
A/0
碎纸机成品检验规范
页码
第8页共8页
制订日期
2011-5-9
6、安全开关的型号、规格、厂家、认证标志符合安规要求,否则判为CR
7、满纸开关的型号、规格、厂家、认证标志符合安规要求,否则判为CR
5.2、冷机状态,额定电压下,碎额定纸张堵转MA
5.3、正常状态下,在额定纸张基础上加工1张纸不能碎纸(特殊机型除外)MA
5.4、任何正常情况下的打齿MA
5.5、碎单张或额定纸张,碎纸率必须>90%(两侧端碎断,可排除不计),否则判为MA
5.6、空载和碎额定纸张电流应在规定范围之内,否则判为MA
5.7、碎单张纸时,退纸后要能再次进纸,否则判为MA
3、延时功能检查:
3.1、碎纸结束后,机器须持续运转3-5秒(碎断型),若不能运转或刀片上有纸未碎完(无
延时功能除MA
3.2、碎纸结束后,机器持续转运不停止或无延时功能MA
上海名优办公设备有限公司
文件编号
版本/版次
A/0
碎纸机成品检验规范
页码
第6页共8页
制订日期
2011-5-9
4、超载保护功能检查(仅限于有此项功能的机器)
(4)允许水准:供方在现有的设备、物料、管理水平及人员素质等因素的影响下,认为某种程度的不良可为客户接受,且客户也认为可能接收不良率的品质标准。
3、允收水准:
缺点分类:
缺点分类
致命缺点(CR)
严重(主要)缺点(MA)
轻微(次要)缺点(MI)
AQL
0
0.65
1.0
五、检验项目
(一)整机包装检查;
(二)整机外观检查;
参考文件:EN60950-1:2001
2、噪音测试(每批5PCS以上)
2.1噪音计距离本体1m(整机的正上方或正前方);客户特殊要求除外
2.2背景噪音不得大于60dB;
2.3空载负载噪音符合工程规定,不能大于70dB,否则判为MI/MA
3、短时过载测试(每批2PCS以上)
3.1在额定碎纸张的基础上增加纸张数(以能堵住为准)进行堵转,拨动开关连续进退3次冲击经堵转后,不能有齿轮(或其它传动部件)打坏,否则判为MA
2.1未按规定装箱MI
2.2外箱印刷颜色、内容、规格、位置等错误MA
2.3外箱贴纸漏贴、贴错(没有要求贴贴纸除外)MA
2.4外箱破损、脏污MI
2.5未按封箱方式封箱MI
2.6彩盒与外箱尺寸配合过大或过小MI
(二)整机外观检查
1、推置处外观检查:
1.1、切换开关的手感良好,否则MI
1.2、扳动开关下陷、倾斜或没装到位MA
③、开关置于“REV”时,碎额定纸张不能退纸或退纸时断时续MA
④、开关置于“REV”时,不能碎光碟或信用卡(机器无碎碟或碎信用卡功能除外)MA
2、安全开关功能检查:
2.1、机器正确放入碎纸桶定位槽,不能正常启动MA
2.2、机器正确放入碎纸桶定位槽,虽能启动但时断时续MA
2.3、机器正确放入碎纸桶定位槽,正启动状态下将机器搬离碎纸桶不能立即停止转动MA
A/0
碎纸机成品检验规范
页码
第3页共8页
制订日期
2011-5-9
2.1、正面:点刮伤圆径0.8mm或线刮伤长10mm,宽0.3mm以上MI
2.2、侧面:点刮伤圆径1.2mm或线刮伤长10mm,宽0.3mm以上MI
2.3、底面:点刮伤圆径1.2mm或线刮伤长15mm,宽0.5mm以上,触摸无伤痕30mm以上MI
⑥、印刷丝印脱落超过本身印刷字体长度1/3,宽度1/2 MA