平口钳装配图
装配图画法
第41讲9-6部件的测绘和装配图的画法教学目标:1、掌握部件的测绘方法;2、掌握装配图的画法;教学重点:装配图的画法教学难点:同上教学用具:多媒体教学过程:部件测绘是根据现有部件(或机器),先画出零件草图,再画出装配图和零件工作图的过程。
生产实践中,维修机器设备或技术改造时,在没有现成技术资料的情况下,就需要对机器或部件进行测绘,以得到有关资料。
通过部件测绘的实践可继续深入学习和运用零件图和装配图的知识。
下面以机用平口钳为例,介绍部件测绘的一般方法和步骤。
一、了解分析和拆卸部件(1)了解分析部件对测绘对象全面了解和分析是测绘工作的第一步。
应首先了解部件测绘的任务和目的,决定测绘工作的内容和要求。
可通过观察实物和查阅有关图样资料,了解部件(或机器)的性能、功用、工作原理、传动系统和运转情况,了解部件的制造、实验、维修、构造和拆卸等情况。
1.分析测绘对象(平口钳)的功用、性能和特点图11—24是机用平口钳的轴测图。
它安装在铣床或钻床的工作台上,用它的钳口来夹紧被加工零件,以便加工。
它由活动钳身、固定钳身、底座、丝杠等19种不同零件组成。
钳身可以回转360度,以适应加工需要。
钳口宽136mm,最大张开距离为170mm,钳口深36mm。
2.分析测绘对象(平口钳)的工作原理(1)夹紧或放松从它的轴测图中可以看出,转动丝杠时,由于挡圈、圆锥销和丝杠上轴肩的限制,使丝杠在固定钳身是孔内不能做轴向移动,只能原地转动,从带动螺母做轴向移动,而螺母是用沉头螺钉挡圈固定在活动钳身上的,活动钳口也是用沉头螺钉固定在活动钳身上的,所以当旋转丝杠时,活动钳身便可带动钳口左右移动,以夹紧或松开工件。
固定钳口用圆桩头六角螺钉固定在钳身上。
(2)钳身回转滑板用圆栏头内六角螺钉固定在活动钳身上。
以T型槽用螺栓、垫圈和六角螺母将固定钳身固定在底座上。
松开六角螺母时,钳身可绕心轴做旋转运动,以满足对工件加工时不同位置的需要。
以上述两条传动路线为核心,应再进一步分析装配关系、制造和拆卸情况等。
平口钳的组成

平口钳的组成平口钳的组成概述平口钳是一种常见的手工工具,用于夹持和固定各种物品。
它由多个部件组成,每个部件都有特定的功能。
本文将详细介绍平口钳的组成结构。
一、主体部分1.手柄手柄是平口钳最显眼的部分,通常由两个塑料或橡胶制成的握把组成。
握把上有凸起和凹陷的纹路设计,可以增加手柄与手掌之间的摩擦力,使握持更加牢固舒适。
2.铰链铰链连接了平口钳的两个半身,使其能够自由开合。
铰链通常由螺钉和垫圈组成,可以根据需要进行调整。
3.弹簧弹簧是一个重要的结构部件,它连接了两个半身,并提供了闭合力。
弹簧还可以使平口钳自动开启并减少使用者疲劳程度。
二、夹紧部分1.下颚(固定颚)下颚是平口钳上不动的一端,通常较宽且带有锯齿状齿条或凸起,用于夹紧物品以防止滑动。
下颚的内侧是一条V形槽,可以夹住圆形物品。
2.上颚(移动颚)上颚是平口钳上活动的一端,可以通过铰链和弹簧与下颚连接。
上颚通常较窄,有锯齿状齿条或凸起,用于夹紧物品。
上颚的内侧也是一条V形槽,可以夹住圆形物品。
三、其他部分1.螺钉螺钉连接了平口钳的多个部件,并提供了调整和维护平口钳的功能。
2.垫圈垫圈通常位于螺钉和铰链之间,用于减少摩擦和振动。
3.锁定装置锁定装置可以使平口钳保持闭合状态,并减少使用者的手部压力。
4.调节螺丝调节螺丝可以根据需要调整平口钳的张合度和闭合力大小。
结论以上就是平口钳的组成结构,从主体部分到夹紧部分再到其他部分都有各自特定的功能。
了解这些结构对于正确使用和维护平口钳非常重要。
平口钳和虎钳区别【详解】
平口钳和虎钳区别内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.平口钳:(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。
(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。
要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。
(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。
D、用手挪动垫铁以检查夹紧程度,如有松动,说明工件与垫铁之间贴合不好,应该松开平口钳重新夹紧(4)、刚性不足的:工件需要支实,以免夹紧力使工件变形。
台虎钳: 用途:装置在工作台上,用以夹稳加工工件,为钳工车间必备工具。
转盘式的钳体可旋转,使工件旋转到合适的工作位置。
平口钳的工作原理平口钳是一种通用夹具,常用于安装小型工件,它是铣床、钻床的随机附件,将其固定在机床工作台上,用来夹持工件进行切削加工。
平口钳的装配结构是可拆卸的螺纹连接和销连接;活动钳身的直线运动是由螺旋运动转变的;工作表面是螺旋副、导轨副及间隙配合的轴和孔的摩擦面。
由图2-2可见,平口钳组成简练,结构紧凑。
1、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。
2、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。
要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。
机用平口钳全称是机床用平口虎钳,又叫平口虎钳,是将工件固定夹持在机床工作台上进行切削加工的一种机床附件。
机用平口钳工作原理:用扳手转动丝杠,通过丝杠螺母带动活动钳身移动,形成对工件的加紧与松开。
《机械基础(多学时)(第2版)》电子教案 单元十
图10-2-1 齿轮泵
图10-2-2 齿轮泵壳体
2. 齿轮泵的用途 齿轮泵用于输送粘性较大的液体,如润滑油和燃烧油,不宜输
送粘性较低的液体(例如水和汽油等),不宜输送含有颗粒杂质的 液体,可作为润滑系统油泵和液压系统油泵,广泛用于发动机、 汽轮机、离心压缩机、机床以及其他设备。
3. 外啮合齿轮泵的结构 外啮合齿轮泵的结构如图10-3-3所示。
图10-2-3 外啮合齿轮泵爆炸图
二、拆卸齿轮泵 1. 拆卸齿轮泵的注意事项 (1)预先准备好拆卸工具。 (2)螺钉要对称松卸。 (3)拆卸时应注意作好记号。 (4)注意碰伤或损坏零件和轴承等。 (5)紧固件应借助专用工具拆卸, 不得任意敲打。 (6)拆卸前,要切断电动机电源,并在电气控制箱上打好 “设备 检修, 严禁合闸” 的警告牌;关闭管路上吸、排截止阀;旋开排 出口上的螺塞,将管系及泵内的油液放出,然后拆下吸、排管路。 2.拆卸齿轮泵的步骤 拆卸齿轮泵的步骤参表10-3-1。
表10-3-1
操作步骤及说明
拆螺钉:用内六角扳手将输出轴侧 的端盖螺丝拧松 (拧松之前在端 盖与本体的结合处作上记号) 并取 出螺丝。
拆卸齿轮泵的步骤 操作方法图示
所用工具
内六角扳手
拆端盖:用螺丝刀轻轻沿端盖与本 体的结合面处将端盖撬松,注意不 要撬太深, 以免划伤密封面, 因 密封主要靠两密封面的加工精度及 泵体密封面上的卸油槽来实现的。
研工作,达到规定要求。 2. 准备好装配所需的工具,清
洗好所要装配的零部件,并 整理好工作现场。
第二步
用锉刀去除螺杆上的毛刺。
第三步
在螺杆和钳身的螺母上涂上润滑 油。
第四步
操作步骤
操作示意图
在固定钳身上顺时针旋转装入螺 杆。
第9章 装配图
3 6
序号 制图 校核
91
11 GB/T119.1 4X22 18100-10 10 18100-09 垫 9 8 GB/T68 M6X16 螺 18100-07 7 垫 18100-06 钳 6 18100-05 螺 5 4 18100-04 螺 3 18100-03 活 18100-02 2 螺 18100-01 固 1
6.3
0.8 ∅100k6
R22
B-B
40
R5
铸造圆角R3
2X∅12 12.5
∅86H7
∅18
3
24
1
∅10
7
其余
0.8 16
6.3 6.3 ∅15 120° 15
泵体
HT150
1:2
1件
12.5
C2
25
C2
4 12
其余
∅25f9
12.5
M8-7H ∅60 ∅52 ∅60 ∅62 6.3 8 6.3 18 17 34
64 140 92 12.5 18 14
其余
班级学号
6 ∅11 3.2
姓名
3X∅7 EQS
成绩
其余
12.5
1.6
25 C2 ∅50 1.6
∅14H9
2xM5通孔
6.3 12.5 3
1.6
∅120
∅132
Hale Waihona Puke ∅32∅36 ∅30C4 1.6
∅11
3XM6 EQS 85 6.3 12.5
Rp3/8
6.3
∅14F8
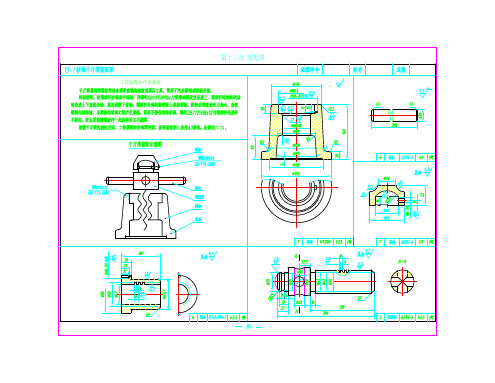
第十三章 装配图
13-1 拼画千斤顶装配图
工作原理及作业要求
班级学号
平口钳的安装与找正
内外轮廓进出刀方式讲课人:郝志敏新乡职业技术学院今天我们来学习平口钳的安装与找正。
首先,我们来看下工作任务,某公司有一批零件需要在我们学校进行加工,我们发现这批零件是由内外规则型腔组成。
这是由两名员工加工的零件,通过观察我们可以判断左图为合格零件,右图为不合格零件。
右图零件在加工中型腔腔体发生了倾斜,是什么原因导致了型腔腔体的倾斜呢?主要是平口钳在安装过程中没有正确的进行找正,最终导致工件不合格。
因此,我们有必要学习平口钳的正确安装与找正。
学习目标是:会使用量具、工具和会熟练正确的使用平口钳。
首先我们一起来认识一下找正平口钳的量具———百分表。
在使用百分表前,我们首先要轻用手指轻抵表杆底部,观察表针是否动作灵敏。
松开之后,能否回到最初的位置。
如果正常,再进行百分表的零位调整,用手转动表盘,使大指针指向零位。
在使用百分表时,还应该知道百分表的工作原理,当百分表测量杆变短时,表盘指针顺时针转动,当百分表测量杆变短时,表盘指针逆时针转动。
我们在安装平口钳时要用到的工具有百分表、铜棒或铝棒、T型螺钉、扳手。
下面我们就一起来学习下正确找正平口钳的实际操作方法。
平口钳的安装一共有五个步骤,一、在安装前,应用干净的棉纱把工作台和平口钳地面清理干净,要求无铁屑、油渍。
二、把平口钳大致摆正,并将T型螺钉传入工作台T型槽中;三、预紧平口钳,用扳手轻轻地紧固平口钳,紧固螺钉要对角均匀的紧固,防止因为紧固力不均匀,使平口钳的位置发生变化。
四、找正平口钳,在找正时,我们应该先把平口钳钳口张大,再把百分表吸附在主轴上,尽量使百分表触头垂直于平口钳固定钳口,然后采用手轮方式移动至平口钳中间,接着工作台Y轴向“-”方向移动,使测量触头触到钳口平面,测量杆压缩0.3-0.5毫米左右,然后采用手动方式使工作台向“X”+移动工作台,使百分表触头从左向右移动,观察表针移波动方向,如果逆时针波动,说明平口钳向操作者左方倾斜,这时我们应该用铜棒敲击平口钳左下方,敲击百分表波动量的一半。
平口虎钳零件图
内容:平口钳装配体三维建模根据平口钳装配图及零件工程图要求,用Pro/Engineer软件完成平口钳装配体三维建模(零件图和装配图见文件夹“二维图”)。
即,以下内容:(1)完成平口钳中各零件的实体模型。
(2)完成平口钳的装配模型。
基本工作思路:分析平口钳装配图,了解平口钳各零件间的装配关系及装配要求;分析各零件图把握各零件三维建模难点,拟定各零件三维建模步骤及装配步骤;按各零件工作图进行各零件三维实体建模并装配平口钳;修改、优化建模及装配方法。
一、三维实体建模及平口钳建模步骤:1、零件三维实体造型:分别进行固定螺钉、活动钳口、螺母、丝杠、固定钳身、钳口板、六角螺母、紧定螺钉以及垫圈的三维实体造型。
2、零件装配:固定钳身→右侧钳口板→紧定螺钉→活动钳口→左侧钳口板→紧定螺钉→螺母→丝杠→右侧垫圈→左侧垫圈→六角螺母→顶部固定螺钉。
二、平口钳装配体三维建模步骤指导1.固定螺钉三维建模步骤2.活动钳口三维建模步骤3.螺母三维建模步骤4.丝杠三维建模步骤5.固定钳身三维建模步骤6.钳口板三维建模步骤7.六角螺母的三维建模步骤8.紧定螺钉的三维建模步骤(图纸需查机械设计手册,上网上查)9.垫圈1的三维建模步骤图139垫圈工程图图141完成的拉伸特征11、平口钳的装配步骤图142平口钳装配图步骤1建立工作目录启动Pro/ENGINEERWildfire3.0后,单击主菜单中【文件】→【设置工作目录】,系统弹出【选择工作目录】对话框。
在工具栏中点击按钮,弹出新建目录对话框,在【新建目录】编辑框中输入文件夹名称“sx1”,单击按钮。
在【选择工作目录】对话框中单击按钮,完成目录新建。
步骤2进入组件设计模块单击按钮,系统弹出【新建】对话框,在【类型】栏中选取【组件】,在【子类型】栏中选取【设计】选项,在名称编辑框中输入“sx1”,同时取消【使用缺省模板】选项,系统弹出【新文件选项】对话框,在【模板】分组框中选择【mmns_asm_design】选项,单击按钮,进入组件模块。
机械制图装配图工图教

1 65Mn
2 01-02 传动齿轮轴 1 45 m=3, Z=9
11 01-11
传动齿轮 1 45 m=2.5,Z=20 1 01-01 左端盖
1 Q235
10 01-10
压紧螺母 1 35
序号 代号
名 称 数量 材料 备注
9 01-09 8 01-08
轴套 密封圈
1 45 1 橡胶
齿轮油泵
比例 重量
非接触面
两个零件在同一个方向上,最好只有一个接触面或配合面。
三、定位销的装配合理结构
(a)盲孔
(b)通孔 为了保证装拆前后不致降低装配精度
四、防松的结构
(a)用双螺母锁紧 (b)用弹簧垫圈锁紧
(d)用双耳止动垫片锁紧
(c)用开口销六角槽形螺母锁紧
§10-4 由零件图画装配图
一、了解部件 二、确定表达方案 三、画装配图
[例题1] 画安全阀的装配图 [例题2] 画平口钳的装配图 [例题3] 画减速器的装配图
一、装配图表达方案的选择
二、画装配图的步骤
[例题1] 画安全阀的装配图
一、了解安全阀
1. 安全阀的工作原理 2. 安全阀的装配关系 3. 弹簧预压力的调节
二、安全阀装配图的画图过程
1. 安全阀的工作原理
2. 安全阀的装配关系
总宽 4 GB/T119 销 A518 4
3 01-03 齿轮轴
1
Q235 45 m=3, Z=9
12 GB/T93 垫圈12
1 65Mn
2 01-02 传动齿轮轴 1 45 m=3, Z=9
11 01-11
传动齿轮 1 45 m=2.5,Z=20 1 01-01 左端盖
1 Q235
平口钳零件及其装配图
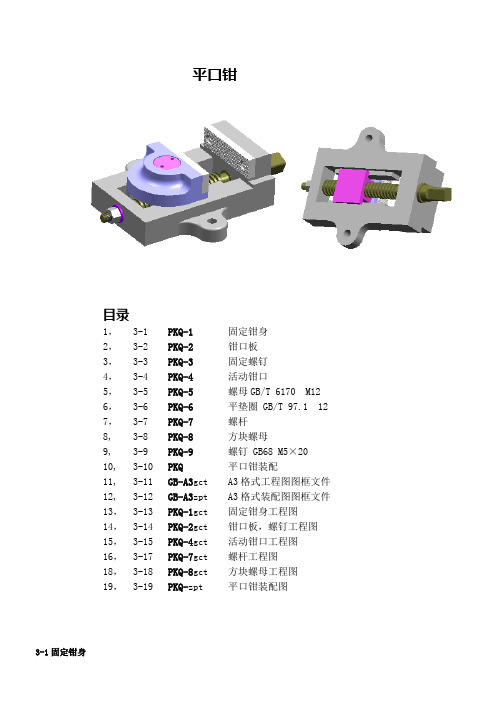
平口钳目录1, 3-1 PKQ-1固定钳身2, 3-2 PKQ-2 钳口板3, 3-3 PKQ-3 固定螺钉4, 3-4 PKQ-4 活动钳口5, 3-5 PKQ-5 螺母GB/T 6170 M12 6, 3-6 PKQ-6平垫圈 GB/T 97.1 12 7, 3-7 PKQ-7螺杆8, 3-8 PKQ-8 方块螺母9, 3-9 PKQ-9 螺钉 GB68 M5×20 10, 3-10 PKQ 平口钳装配11, 3-11 GB-A3gct A3格式工程图图框文件12, 3-12 GB-A3zpt A3格式装配图图框文件13, 3-13 PKQ-1gct 固定钳身工程图14, 3-14 PKQ-2gct 钳口板,螺钉工程图15, 3-15 PKQ-4gct 活动钳口工程图16, 3-17 PKQ-7gct 螺杆工程图18, 3-18 PKQ-8gct 方块螺母工程图19, 3-19 PKQ-zpt平口钳装配图3-1固定钳身1, 新建文件:PKQ-1, ⊙毫米 【OK 】起始/建模2, x-z 平面草绘截面①,完成草图,拉伸60+603, 腔体/矩形,选底面放置,选长度方向为水平参考(148,60,11,0,0,0)【确定】定位:端部至尾18,中线至边604,x-y 平面草绘截面②,完成草图,拉伸35,求差截面① 截面②5,凸垫/矩形,选钳头顶面为放置面,选宽度方向为水平参考(100,34,4,0,0)【确定】 定位:侧边与钳头平齐,中线距边606,凸垫/矩形,选5步顶面为放置面,选宽度方向为水平参考(100,25,27,0,0)【确定】 定位:侧边与钳头平齐,中线距边607,孔 Ф4.1×15,选6步凸垫侧面为放置面,定位:距边12,距顶13.5,孔壁建修饰螺纹 8,凸垫/矩形,选钳身侧面为放置面,选长度方向为水平参考(40,20,40,,0,0)【确定】 定位:底面与底平,中线至尾90,4个棱倒R20,顶沿倒R3,建Ф13×20孔,点到点定位 9,以x-z 平面镜像7,8,步特征,钳头上沿倒C310,尾部创建Ф18×18孔,定位:距底18,距边60,头部创建Ф25×34孔,定位:距底18,距边60 11,曲线移2层,基准移3层,不显示坐标,保存文件3-2 钳口板1,新建文件:PKQ-2, ⊙毫米 【OK 】起始/建模截面① 截面② 2,长方体 100×27×10 【确定】3,孔/埋头孔 埋头Ф13,角度90,孔Ф6×10,距头12,距边13.5 4, 创建+10x-y 平面,草绘截面①,1条直线,完成草图5, 在截面①线端建平面草绘截面②,等边三角形,完成草图 6, 沿导引线扫掠出实体,创建7,X-z平面草绘截面③:从小三角形下角往下画1条直线,完成草图8,变换,绕直线旋转,选6步实体90º旋转复制9,分别变换复制扫掠体,XC间距为510,求差,先选长方体,再框选其余实体11,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-3 固定螺钉1,新建文件:PKQ-3,⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф35×12,↑ZC,圆台Ф9.5×4,点到点定位,圆台Ф12×12,点到点定位3,端沿倒C1,创建修饰螺纹4,插入/基准/点/点点构造器(12,0,0)【确定】(-12,0,0)【确定】5,在两个点处创建Ф5×6简单孔6,点移2层,基准移3层,不显示坐标,配色,保存文件3-4 活动钳口1,新建文件:PKQ-3,⊙毫米【OK】起始/建模2,x-y平面草绘截面①,完成草图,往上拉伸363,x-y平面草绘截面②,完成草图,往上拉伸,起始17,结束36,求差截面①截面②4,水平转角处倒R10,竖直转角处倒R55,顶部创建沉头孔,沉头Ф36×12,孔Ф28×36,点倒点定位6,腔体/矩形选侧面放置,选长边为水平参考,腔体参数:100×27×9,定位:与顶平齐,与边平齐7,孔Ф4.1×15,距边12,距顶13.5,创建修饰螺纹,顶沿倒R1,孔底倒C28,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-5 螺母GB/T 6170 M121,新建文件:PKQ-5,⊙毫米【OK】起始/建模2,插入/曲线/多边形侧面数6,【确定】内接半径R9【确定】(0,0,0)【确定】,圆/中心-半径(0,0,0)↙ R5.05↙中键,拉伸6+63,圆/中心-半径(0,0,6)↙R9↙(0,0,-6)↙R9↙中键4,拉伸选圆,值12,拔模角-70,求交,同理拉伸另一边5,中间孔创建修饰螺纹,端口倒C16,曲线移2层,基准移3层,不显示坐标,保存文件3-6 平垫圈GB/T 97.1 121,新建文件:PKQ-6,⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф24×2.5,↑ZC,孔Ф13×2.5,点到点定位3,配色,保存文件3-7 螺杆1,新建文件:PKQ-7,⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,360º旋转3,x-z平面草绘截面②,完成草图,拉伸15+15,求差4,插入/关联复制/实例/环形阵列选拉伸特征【确定】数字4,角度90【确定】基准轴,选XC箭头【确定】截面①5,格式/WCS/旋转⊙+YC 90º【确定】使ZC向右6,插入/曲线/螺旋转数23.5,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面③,完成草图,截面①截面②8,已扫掠矢量方向↑ZC,恒定的,求差9,端沿倒C1,创建详细螺纹,从左端开始,长度2810,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-8 方块螺母1,新建文件:PKQ-8,⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,往+XC方向拉伸503,圆台Ф28×24,选顶面放置,距离边17.5,距离端25,中心创建Ф10.1×22孔和修饰螺纹截面①截面②4,两大孔端口倒C25,格式/WCS/旋转⊙+YC 90º【确定】使ZC向右6,插入/曲线/螺旋转数8,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面②,完成草图,已扫掠矢量方向↑ZC,恒定的,求差,顶沿倒C0.58,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-9 螺钉GB68 M5×201,新建文件:PKQ-9,⊙毫米【OK】起始/建模截面①截面②2,x-z平面草绘截面①,完成草图,旋转,端沿倒C0.5,创建修饰螺纹3,x-z平面草绘截面②,完成草图,拉伸10+10,求差4,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-10 平口钳装配1,新建文件:PKQ,⊙毫米【OK】起始/装配2,添加现有的组件/选择部件文件选PKQ-1固定钳身【OK】绝对【确定】(0,0,0)【确定】3,选择部件文件选PKQ-7螺杆【OK】配对【确定】配对,选螺杆大圆平面,选钳头平面,对齐,选螺杆外圆柱面,选钳头孔【确定】【确定】4,选择部件文件选PKQ-8方块螺母【OK】配对【确定】对齐,选螺母圆柱面,选螺杆圆柱面,距离,选螺母端面,选钳尾侧面,输入距离30,平行,选螺母侧面,选钳体侧面,重选另侧【确定】【确定】,如方向相反就就重选螺母另一端,或调相反箭头5,添加活动钳口PKQ-4,底面与钳身配对,轴对齐,钳口平行,方向相反就调箭头6,添加螺钉PKQ-37,添加钳口板PKQ-2,8,添加螺钉PKQ-9,圆锥面配对9,添加垫圈PKQ-610,添加螺母PKQ-511,配色,保存文件3-11,A3格式工程图图框文件1,新建文件:GB-A3gct ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,绘制图框:插入/曲线/矩形(10,10,0)【确定】(410,287,0)【确定】5,绘制标题栏:插入/表格注释,默认为5×5行,行高=7,点击确定6,编辑表格:将光标放在某线出现双向箭头时,拖动改变行宽或列宽,按出现数字准确拖动7,将光标放在顶线选中列,点选插入列图标或双击右键/插入/右边的列8,如拖动选取的则为单元格,点选合并单元格图标或双击右键/合并单元格9, 双击单元格输入文字,中键确认,选中有文字的单元格右击/样式,选字体Chinesef,大小,颜色【确定】10, 点选左上角选中整个表格拖到合适位置,文件/关闭/保存并关闭3-12 A3格式装配图图框文件1,新建文件:GB-A3zpt ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,建立图框和标题栏,明细表,填入文字5,去除栅格,调背景为白色,保存文件1,新建文件:PKQ-1gct,⊙毫米【OK】起始/制图A3 ⊙毫米第1角投影【确定】2,首选项/注释设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小4.5【确定】3,文件/导入/部件【确定】选已保存的A3图框文件(0,0,0)【确定】4,插入俯视图,1:2,从俯视图创建全剖主视图,1:2可见线:黑,隐藏线:浅灰点线5,双击剖切符号A=0.1,B=0.1,D=12,E=4,颜色:黑,显示:GB标准【确定】6,再次插入俯视图,90º旋转,插入中心线,从俯视图创建半剖左视图,将俯视图拖出界外,半剖拖至合适位置7,在俯视图创建1个局部剖视图:1)选视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在左视图选螺纹孔中点,箭头向上,中键,选样条,中键,标注尺寸8,插入轴测图,比例0.4,可见线:黑,光顺边:浅灰细线9,标注螺纹尺寸:注释编辑器输入2-M深12,指引线工具,指引线类型:单色,在螺纹处点击,中键,选文字右击/样式,文字大小5,字体chinesef,颜色:黑【确定】10,粗糙度尺寸标注:1)插入/符号/定制符号,选粗糙度符号,比例1.2,角度0,中键,点击放置,角度180,中键,点击放置,角度270,中键,点击放置【×】2)2)注释编辑器,输入数字6.3,点击放置,输入数字3.2,点击放置,输入数字2.5,点击放置,中键3)选3.2右击/样式文字角度90,颜色:黑【确定】11,选尺寸右击/样式编辑尺寸样式,选尺寸右击/编辑附加文本,添加数字前后文本12,输入注释,保存文件1,新建文件:PKQ-2gct,⊙毫米【OK】起始/制图,A3,⊙毫米,第1角投影【确定】,去掉栅格2,首选项/注释设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离2,径向A=0.1,文字大小5,单位角度格式45º【确定】3,文件/导入/部件【确定】,选GB-A3.prt【OK】(0,0,0)【确定】4,插入/视图/从部件添加视图,选择部件文件:PKQ-2【OK】选前视图,1:1点击放置前视图和俯视图,中键5,在主视图创建1个局部剖视图1)选主视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在俯视图选孔中点,箭头向下,中键,选艺术样条,中键【Х】6,用实用符号创建中心线,标注一般尺寸和圆柱形尺寸7,注释编辑器输入:网纹3,指引线工具,选点,中键,点击放置,中键,右击/样式,设置文字字符大小5,字体:chinssef,颜色:黑,【确定】8,选Ф6尺寸右击编辑附加文本,在前输入:2-9,选所有尺寸右击/编辑显示颜色:黑10,首选项/制图/视图/取消显示视图边界√11,插入/符号/定制符号,比例2,角度180,中键,点击放置【×】,用注释编辑器输入6.312,用同样方法制作其余光洁度符号13,用同样方法创建螺钉工程图,比例1.5,剖切符号A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准【确定】14,首选项/可视化设置背景颜色保存文件3-15活动钳口工程图1,新建文件:PKQ-4gct,⊙毫米【OK】起始/制图,A3,⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,3,创建全剖主视图,俯视图创建局部剖视图,轴测图,可见线:黑,俯视图无光顺边,轴测图光顺边浅灰色4,剖切符号A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,选Ф28尺寸右击/样式,在尺寸卡片选公差形式,小数位数3,输入上公差0.033,下公差0,在文字卡片公差设公差字符大小3,颜色:黑【应用】【确定】6,定制粗糙度符号比例1.5,角度90,7,制作注释,去除视图边界,调背景白色,保存文件3-16 螺杆工程图1,新建文件:PKQ-7gct,⊙毫米【OK】起始/制图,A3,⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,径向A=0,文字大小53,创建前视图,左视图,局部放大图比例2:1,可见线:黑4,将左视图移到下边,注释编辑器输入C,指引线工具,点选箭头位置,中键5,分别点选Ф15,Ф18尺寸右击/样式,编辑公差6,粗糙度符号比例1.5,其余粗糙度符号比例2,字符大小86,去除视图边界,调背景白色,保存文件3-17 方块螺母工程图1,新建文件:PKQ-8gct,⊙毫米【OK】起始/制图,A3,⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,汉字8,放大图2:13,选左视图为主视图4,剖切符号A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准5,标注尺寸,去除视图边界,调背景白色,保存文件3-18 平口钳装配图1,新建文件:PKQ-zpt,⊙毫米【OK】起始/制图,A3,⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,剖面线距离3,文字大小53,选主视图右击/样式在剖面卡片勾选装配剖面线4,剖切符号A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,首选项/注释/直线/箭头,将箭头改为•—,C 0.1 符号,ID,颜色改为黑色【确定】6,选择制图注释工具条的ID符号工具,选指定指引线符号,选点,中键,输入文本,点击放置符号7,选ID符号右击/样式,字符大小6,颜色:黑8,去除视图边界,调背景白色,保存文件。
普通平口钳的设计
摘要普通平口钳的主要功能是夹紧工件,以使加工方便、快捷。
本论文利用普通平口钳的特性,对其使用功能进行了拓展,如充当划线平台、绕制弹簧、校正小钢材等。
使平口钳的功能更加全面化。
平口钳是一种在机床工作台上用来夹持工件、以便于对工件进行加工的夹具。
平口钳装配图采用了俯视图、主视图、三维立体图和一个表示单独零件的爆炸视图来表达。
主视图采用了全剖视图,反映平口钳的工作原理和零件间的装配关系。
俯视图反映了固定钳身的结构形状。
根据使用条件的不同,加工环境的不同,人们还会对平口钳进行进一步的改进创新和功能的拓展,会有越来越多不同的结构使平口钳的使用功能多样化、全面化。
关键词:平口钳,传动,夹紧力IAbstractOrdinary vises 's main function is to clamp the workpiece, so that the processing is convenient, shortcut. This paper uses the ordinary vises characteristics, the functions of expansion, such as acting as the crossed the platform, winding spring, correction of small steel. The vise features a more comprehensive.Vise is a work table of a machine tool is used to clamp the workpiece, in order to facilitate the machining of a workpiece fixture. Vise assembly employs a planform, main view,three-dimensional map and a separate parts of the exploded view to express. The main view of the full section view, reflect the flat-nose pliers working principle and the assembly relation between parts. Overlooking the map reflects the fixed clamp body shape.According to different use conditions, processing of the different environment, people also to clamp for further improvement and innovation and function expansion, there will be more and more different structure makes the flat-nose pliers use functional diversification, comprehensive.Key Words:bench vice, Hydraulic transmission, Clamp strengthII目录摘要 (I)Abstract (II)目录 (III)第1章绪论 (1)第2章本课题研究任务 (3)2.1 内容 (3)2.2规格和主要参数 (3)2.3 要求 (3)2.4 毕业设计(论文)的工作内容 (3)第3章总体方案的设计 (4)3.1 平口钳结构 (4)3.2 工作原理 (5)3.3 分项分析 (5)3.3.1 形态分析 (5)3.3.2 色彩分析 (5)3.3.3 人机关系分析 (6)3.3.4 工艺分析 (6)第4章各组成部分的设计 (7)4.1 固定钳座的设计 (7)4.2 活动钳身的结构设计 (8)4.3 丝杠螺母的设计 (9)4.4 钳口板的结构设计 (10)4.5 固定钳口板用螺钉的结构设计 (11)4.6螺母的选择设计 (11)4.7销的选择设计 (12)4.8螺杆的结构设计 (12)4.9 螺杆的强度校核计算 (13)III4.10垫片的选择设计 (14)第5章平口钳的主要零件的加工工艺 (15)5.1 固定钳身加工 (15)5.1.1图纸分析 (15)5.1.2加工工艺路线的总体设计 (16)5.1.3毛坯设置 (17)5.2 钳口板加工 (19)5.2.1 图纸分析 (19)5.2.2加工工艺路线的总体设计 (19)5.2.3 毛坯设置 (20)5.3 固定螺钉的加工 (20)5.3.1 图纸分析 (20)5.3.2工件的基准分析 (20)5.3.3 加工工艺路线的总体设计 (20)5.4 活动钳口加工 (21)5.4.1图纸分析 (21)5.4.2加工工艺路线的总体设计 (22)5.5 丝杠加工 (23)5.5.1图纸分析 (23)5.5.2工件的基准分析 (23)5.5.3加工工艺路线的总体设计 (23)5.6 丝杠螺母加工 (24)5.6.1图纸分析 (24)5.6.2 工件的基准分析 (24)5.6.3 加工工艺路线的总体设计 (25)总结 (27)致谢 (28)参考文献 (29)IV第1章绪论机械加工中,平口钳是较为常见的装夹工具,它分机用和手用两种,都是利用两钳口作定位基准,靠丝扛、螺母传送机械力的原理进行工作的。
平口钳的拆装
任务一 认识平口钳
• 二、应用平口钳的步骤和方法
• 应用平u钳的步骤和方法如表4一1所示
• 三、检测与反馈
• 对完成的工作进行检测,检测表如表4 -2所示、
上一页 返回
任务二 拆卸平口钳
• 一、机械拆卸的基本知识
• 1.机械拆却前的准备工作 • 拆卸工作是设备使用与维护中一个重要的环节。 为使拆卸工作能够
• ③用锤击法敲击零件时,必须垫加较软的衬垫,或用较软材料的锤子 或冲击棒,以防损坏零件表面
• ④对于长径比值较大的零件,如较精密的细长轴、丝杠等零件,拆下 后应竖直悬挂;对于重型零件,需用多个支点支撑后卧放,以防变形。
• ⑤拆卸下来的零件应尽快清洗和检查。 • ⑥对于拆卸下来的那些较小的或容易丢失的零件,如紧定螺钉、螺母、
顺利进行,必须做好拆卸前的一系列准备工作。首先,仔细研究设备 的技术资料,认真分析设备的结构特点,传动系统、零部件的结构特 • 点、配合性质和互相位置关系。其次,明确它们的用途,在熟悉以上 各项内容的基础上,确定拆卸方法,选用合理的工具。最后,进行拆 卸。 • 2.机械拆却的顺序及注意事项 • 在拆卸设备时,应按照与装配相反的顺序进行,一般是由外向内,从 上向下,先拆成部件或组件,再拆成零件。在拆卸过程中应注意以下 事项。
返回
表4-5 平口钳拆卸检测评价表
返回
表4 -6 平口钳装配步骤
下一页
表4 -6 平口钳装配步骤
下一页
表4 -6 平口钳装配步骤
返回
表4-7 平口钳装配检测评价表
返回ቤተ መጻሕፍቲ ባይዱ
表4 -8 平口钳装配精度检测步骤
返回
表4 -9 平口钳装配精度检测评价表
返回
铣床附件
二、万能分度头
4. 分度方法 简单分度法 角度分度法 差动分度法 近似分度法 双分度头复式分度法 直线移距分度法
分度盘
上一页
返回
下一页
二、万能分度头
简单分度法 例如:铣削z=9的齿轮,N=40/9,即每铣一齿,手柄需要 转过40/9圈。分度手柄的准确转数是借助分度盘来确定。分度 盘正、反两面有许多孔数不同的孔圈。例如国产FW250型分度 盘备有两块分度盘,其各圈孔数如下: 第—块正面:24、25、28、30、34、37 反面:38、39、41、42、43 第二块正面:46、47、49、52、53、54 反面:57、58、59、62、66 当N=40/9圈时,先将分度盘固定,再将分度手柄的定位销 调整到孔数为9的倍数的孔圈上,若在孔数为54的孔圈上,此 时手柄转过4圈后,再沿孔数为54的孔圈上转过24个孔距即可。 N=40/9=4+4/9=4+24/54(圈)
上一页 返回 下一页
二、万能分度头
2. 手动分度头结构
在壳体下面,固定有两 个定位块,以便与铣床工作 台面的T形槽相配合,用来 保证主轴轴线准确地平行于 工作台的纵向进给方向。
手柄用于紧固或松开主轴, 分度时松,分度后紧固。 以防在铣削时主轴松动。另一手柄是控制蜗杆的手柄,它可以使 蜗 杆和蜗轮联接或脱开(即分度头内部的传动切断或结合),在 切断传动时,可用手 转动分度的主轴。 万能分度头外形蜗轮与
利用分度头主轴上的卡盘夹持工件使被加工工利用分度头主轴上的卡盘夹持工件使被加工工件的轴线相对于铣床工作台在向上件的轴线相对于铣床工作台在向上9090和向下和向下1010的的范围内倾斜成需要的角度以加工各种位置的沟槽平范围内倾斜成需要的角度以加工各种位置的沟槽平面等如铣圆锥齿轮
平口钳的设计

活动钳口的尺寸,几何以及表面结构精
度的设计
直径28内孔相对于螺母要方便拆卸与安装,而且两者之间有相对的 转动,故采用间隙配合ΦH8/f8,所以,活动钳口的内径标注为Φ28f8。 表面粗糙度的设计:加工方式:去除材料,铣削加工方法。活动钳口内 径与螺母有相对运动,所以设计的目的是减少配合面之间的摩擦,从而 避免摩擦时产生的高温,故采用平面粗糙度为Ra6.3的粗糙度。活动钳 口底面,台阶上表面,中内径表面的表面粗糙度要求不高,所以采用 Ra12.5的粗糙度要求。其他面没特殊要求,故采用较大的平面粗糙度, 以降低加工成本,提高利润,就采用了Ra25的表面粗糙度值。几何精度 设计:根据该零件的功能和几何特征,经济方面的考虑,他就不需要标
谢谢观赏
平口钳的设计
班级:120906
组长:吕超旋(3212003365) 组员:谭颖娜(3212003366)
黄学棋(3112003327) 何康晓(3112003323)
平口钳又名机用虎钳, 是一种通用夹具,常用于 安装小型工件,它是铣床、 钻床的随机附件,将其固 定在机床工作台上,用来 夹持工件进行切削加工。
平口钳是用来夹持工 件用的部件,它是由固定 钳身,活动钳口,钳口板, 丝杆和螺母组成。丝杆固 定在固定钳身上,转动丝 杆可带动螺母做直线移动, 螺母与活动钳口用螺钉连 成整体。因此当丝杆转动 时,活动钳口就会沿固定 钳身移动。这样使钳口闭 合或开放,以便夹持或松 开工件。
我们的平口钳装配图
一、平口钳的构造注几何公差了。 Nhomakorabea尺寸精度的设计:
直径18的孔相对于螺杆要稳固,且要有动力传动,故采用过盈配合 Φ18H8,因此,直径18轴标注为Φ18H8,其他的尺寸没有特殊要求,可以按 照一般规则标注。表面粗糙度的设计:根据零件的形状,应该采用去除材料 的加工方式,也就是铣削加工方法,除了下表面和与活动钳口相对滑动的表 面外,其余的都不是重要的工作面,因此只需选择Ra12.5的表面粗糙度就足 够了。由于下表面和与活动钳口相对滑动的表面都需要具有较高的光滑度, 以减少配合面之间的摩擦,从而延长使用寿命,故宜采用较小的平面粗糙度 Ra6.3。其他的表面均无特殊要求,可以采用较大的平面粗糙度,以降低加 工成本,故采用Ra25的表面粗糙度值。几何精度的设计:根据该零件的功能 和几何特征以及考虑到经济,它并不需要标注几何公差。