中级模具制造工专业知识复习题.doc
模具中级工理论试题

选择题B1、机械制图国家标准规定汉字应该书写成()。
A、草体B、长仿宋体C、篆体D、楷体A2、平面与圆球面相交,其截交线是()。
A、圆B、直线C、双曲线D、椭圆C3、零件的真实大小应以()为依据。
A、图形的大小B、绘图的准确性C、图样上的尺寸数值D、绘图的比例B4、空间点在某一投影面上的投影,能反映该点的()坐标值。
A、1个B、2个C、3个D、4个B5、用1:2的比例画30°斜角的楔块时,应将该角度画成()A、15°B、30°C、45°D、60°B6、正交的圆锥与圆柱有公切球,投影正确的是()。
A、B、C、D、A7、在下列绘制的侧面投影中,不正确的是()C、D、A8、已知主、俯视图,则正确的左视图是()C、D、A9、验收量规一般选用()A、磨损较多的工作量规B、磨损较少的工作量规C、定制专用量规D、新的未用量规B10 、配合代号G6/h5 应理解为()配合。
A 、基孔制间隙B、基轴制间隙C、基孔制过渡D、基轴制过渡C11、孔0 20H7和孔0 200H7的加工难易程度为()A、0 20H7 咼B、0 200H7 高C、差不多D、无法判断B12、测量断面圆跳动时,指示表测量头应()。
A、垂直于轴线B、平行于轴线C、倾斜于轴线D 、于轴线重合C13、公差代号H7的孔和代号()的轴组成过渡配合。
A、f6B 、g6C、m6D 、r6C14、尺寸公差带图的零线表示()尺寸。
A、最大极限B 、最小极限C、基本D、实际B15、由于测量器具零位不准而出现的误差属于()A、随机误差B 、系统误差C、粗大误差D 、定位误差B16、表面粗糙度值越小,则零件的()。
A、抗疲劳强度差B 、耐磨性好C、配合精度咼D、加工容易C17、普通外螺纹的基本偏差是()。
A、ESB 、EIC、esD 、eiD18 、最大极限尺寸可()基本尺寸。
A、大于B、小于C、等于D、大于、小于或等于B19、利用同一加工方法加工 $ 45H7孔和$ 50H6孔,应理解为()。
模具设计与制造中级理论知识试题库及答案

模具设计与制造中级理论知识试题库及答案一、单选题(共70题,每题1分,共70分)1、在机床上加工工件(),必须正确装夹工件,使工件在加工过程中始终与刀具保持正确的加工位置。
A、后B、前C、空格D、时正确答案:B2、把钢预热到临界温度以上,保温一段时间后,工件随炉冷却的操作过程称为()A、正火B、淬火C、回火D、退火正确答案:D3、冲模凸模.凹模间隙的调整是在上.下模分别装好后,一般先将凹模固定然后再通过改变()来进行的A、凸模的尺寸B、模具闭合高度C、凸模的形状D、凸模的位置正确答案:D4、用板牙在圆杆上切出外螺纹的加工方法称为()。
A、套板牙B、攻丝C、攻螺纹D、套螺纹正确答案:D5、根据结构特点分为活塞式、()式、摆动式三大类A、回转B、单向C、往复D、柱塞正确答案:D6、锯弓用于安装和张紧锯条,有固定和()式两种A、组合B、可调节C、分离D、不可调节正确答案:B7、材料在多次交变载荷作用下而不致引起断裂的最大应力是材料的()A、疲劳强度B、硬度C、冲击韧度D、强度正确答案:A8、凸模与凹模的形状及尺寸不准确会导致()A、工件毛刺大B、工件校正后超差C、制件断面粗糙D、形状或尺寸不符合图样正确答案:D9、哪种模具定位件的形状应与前到工序冲压件形状相吻合()A、注塑模B、冲孔模C、弯曲模D、拉深模正确答案:B10、以下不是钳工主要工具的是()A、锉刀B、刨刀C、划针D、刮刀正确答案:B11、附加摩擦力防松装置包括锁紧螺母防松和()防松A、垫圈B、弹簧垫圈C、压板D、卡簧正确答案:B12、整个冲裁变形分离过程大致可分为几个阶段()A、二B、四C、五D、三正确答案:D13、压缩空气站的压力通常都高于每台装置所需的(),且压力波动较大A、实际压力B、极限压力C、工作压力D、承受压力正确答案:C14、排样的原则是满足提高材料利用率、操作方便、劳动强度低且安全、模具结构简单、寿命长、保证冲件质量和冲件对()的要求。
模具制造工中级考核--试题-8-6
13、完全退火的目的是( 内应力。
)改善加工性能、消除
A、降低硬度、降低塑性 B、降低硬度、增加塑性 C、提高硬度、提高塑性 D、提高硬度、降低塑性
14、在模具零件淬火时螺纹孔容易开裂,因此零件螺 纹孔在淬火前应( A )。
A、堵耐火泥或旋入螺钉 B、留余量,淬火后再去除 C、预热 D、堵木炭
选择题:
计算题:
2、已知冲裁凸模刃口的实际尺寸如下图所示,该模具间隙为0.1mm,请在凹 模刃口图上标出相应的基本尺寸。
解:
计算题:
3、已知冲裁凸模刃口的实际尺寸如下图所示,该模具间隙为0.1㎜,请在凹模刃 口图上标出相应的基本尺寸。
解:
计算题:
4、根据下图所示的凹模孔口尺寸,写出其线切割3B程序。已知:穿丝孔中心 为O,钼丝直径为0.12㎜,单边放电间隙为0.01㎜,钼丝起割位置在O处,切割 顺序是OABCDEFA。
3B程序指令格式
B 分隔符 X X 坐标值 B 分隔符 Y Y 坐标值 B 分隔符 J 计数长度 G 计数方向 Z 加工指令
补偿距离为:0.12/2+0.01=0.07㎜ 3B程序如下: B6000B8000B008000GYL4 B6000B8000B028000GXNR4 BBB010080GYL4 BB11920B023840GXNR2 BBB012000GXL1 BB11920B023840GXNR4 BBB010080GYL2 D
防止模柄转动而损坏模具。
该模具的退料方式是怎样的?搭边余料由卸料
板6、卸料橡胶24和卸料螺钉25组成的弹性卸料装 置进行退料;制件由顶件块16、打杆14组成的刚性 顶料装置进行退料;冲孔废料从凹模孔口下面推出。 右图: 1- ? 2-销钉 3-螺钉 4-下垫板 5-凸凹模固定板 6-卸料板 7-固定挡料销 8-? 9-导套 10-销钉 11- 螺钉 12-? 13-模柄 14-打杆 15-防转销 16-顶件块 17-销钉 18-上模座 19-? 20-? 21-中间板 22-落料凹模 23-? 24-卸料橡胶 25-卸料螺钉 26-螺钉
模具制造工复习资料
模具制造工(中级)理论知识复习题一、单项选择题1、低碳钢20钢的塑性成形性能比较好,但用作成型零部件或导柱导套时,需要进行_ A_ __处理。
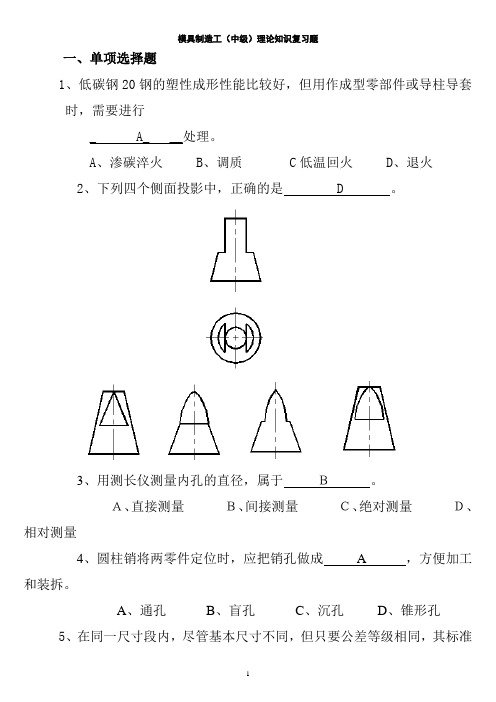
A、渗碳淬火B、调质 C低温回火 D、退火2、下列四个侧面投影中,正确的是 D 。
3、用测长仪测量内孔的直径,属于B。
A、直接测量B、间接测量C、绝对测量D、相对测量4、圆柱销将两零件定位时,应把销孔做成 A ,方便加工和装拆。
A、通孔B、盲孔C、沉孔D、锥形孔5、在同一尺寸段内,尽管基本尺寸不同,但只要公差等级相同,其标准公差值就B 。
A、可能相同B、一定相同C、一定不同D、无法判断6、T10A牌号中的10表示其平均含碳量为 B 。
A、0.1%B、1.0%C、10%D、0.01%7、下列钢中属于优质碳素结构钢的是: C 。
A、T10AB、Q235C、40D、T88、冲裁模试冲时产生送料不通畅或条料被卡死的主要原因是B 。
A、凸凹模口不锋利B、两导料板之间的尺寸过小或有斜度C、凸模与卸料板之间的间隙小D、条料有毛刺9、采用到装复合模时,工人操作的安全性 C 使用正装复合模的安全性。
A、差于B、无关C、好于D、不确定10、设计冲裁模时,取合理的大间隙有利于 B 。
A、提高冲压件质量B、延长模具寿命C、降低冲压力D、制造成本低11、稳定剂的含量一般为塑料的A。
A、0.3%~0.5%B、0.5%~1.0%C、1.0%~1.5%D、1.5%~2.0%12、φ30g6,φ30g7,φ30g8三个公差带 B 。
A、上偏差相同下偏差也相同B、上偏差相同但下偏差不同C、上偏差不同且下偏差相同D、上、下偏差各不相同13、聚乙烯、聚丙烯、聚苯乙烯可归于 B 。
A、热固性塑料B、热塑性塑料C、工程塑料D、泡沫塑料14、为提高零件强度、硬度和耐磨性,调质一般安排在 B 工序前后。
A、粗加工B、半精加工C、精加工D、超精加工15、根据材料的金相组织结构和力学性能,可以选择 A 为重要模具零件的毛坯。
模具制造中级工复习资料

模具制造中级工题型1.填空题(25分25空)2.选择题(10分10道)3.判断题(10分10道)4.问答题(20分4道)5.编程题(10分1道)6.计算题(10分1道)7.综合题(15分1道)填空题1.数控加工的特点:1.提高加工质量2.提高加工效率3.便于实现生产管理和加工的现代化2.电火花加工的特点:1.便于加工用机械加工难以加工或无法加工的材料,如淬火钢、硬质合金钢 2.由于电极和工件在加工过程中不接触,两者间的宏观作用力小,所以便于加工小孔、深孔零件,而不受电极和工件刚性的限制。
3.电极材料不必比工件材料硬。
4.直接利用电能进行加工,便于实现加工过程的自动控制。
3.电规准对加工影响最大的参数:1.脉冲宽度2.脉冲间隙3.峰值电流4.电极材料:石墨纯铜5.电规准的选择与转换:1.粗规则2.中规准3.精规准6.电极丝的选择:电极丝应具有良好的导电性和抗拉强度,且材质均匀,快走丝用钼丝,直径0.08~0.2 ,慢走丝用黄铜丝,直径0.37.模具失效的主要原因是模具选材及热处理不当。
8.模具零件热处理采用的工序有正火、退火、淬火、回火、调质。
9.塑料的分类1)按塑料的使用性能分:1.通用塑料2.工程塑料3.特种塑料2)按塑料受热后的性能分:1.热塑性塑料 2.热固性塑料10.塑料制件的脱模斜度:为了脱模方便,在一般情况下,塑件制件的内、外表面顺着塑料制件脱模方面均应有足够的脱模斜度。
11.塑料制件的加强筋:塑料制件上设置加强筋是一种在不增加塑料制件壁厚的前提下既能提高塑件制件的强度,又能避免塑件制件内应力的有效方法,可增加塑料熔体流动通道的截面积,改善熔体的流动性,提高了塑料制件的刚性、强度,又可以使塑料制件壁厚均匀,避免了塑料制件的缺陷。
12.注射成型是指在一定的条件(温度、压力、时间)下,借助于注射机和注射模将塑料原料加工成有一定精度、一定物理、力学性能的塑料产品过程。
13.要获得优质的塑料制件,工艺条件是很重要的影响因素。
中级“模具工”理论试卷与答案(doc 8页)
中级“模具工”理论试卷与答案(doc 8页)太仓市职业技能鉴定中心中级“模具工”理论试卷答案(包括《机械原理》、《机械制图》、《金属材料与热处理》、《公差配合》、《机械加工工艺》、《钳工工艺学》《液压传动》《模具设计》《模具制造工艺》等课程知识)姓名 2007年月日班级学号成绩阅卷评卷人得分一、判断题(请将正确答案按序号填入表格内)(每题1分,共28分)1 2 3 4 5 6 7 8 9 111 12 13 14 15 16171819221 22 23 24 25 262728( F ) 2、标准规定,在一般情况下,优先选用基轴制配合。
( T ) 3、形位公差在图样上用带指引线的框格的形式标注。
( T ) 4、可直接从量具或量仪上读出全值的测量方法称为直接测量法。
( F ) 5、冷作模具主要用于金属或非金属材料的热成形( T )6、热作模具钢的主要失效形式是冷、热疲劳、鬼裂、热深裂等。
( F )7、为节约时间和成本,合金钢淬火可以用水冷( F )8、单件生产时,应该大量使用专用刀具和专用夹具。
评卷人得分三、选择题(请将正确答案按序号填入表格内)(每题1分,共20分)1 2 3 4 5 6 7 8 9 111 12 13 14 15 1617181921A、表面光滑B、高硬度C、良好的切削加工性2、影响加工速度快慢的因素主要是( B )。
A、切割丝的垂直度B、电参数的大小C、工作液的大小3、对热作模具钢来讲,应具备以下性能:红硬性、热稳定、( C )。
A、耐高温;B、冷脆性;C、高温抗磨损及抗氧化性;4、模具的闭合高度是(D)。
A、压力机的装模高度;B、模具在最低工作位置时,模具的上、下模座之间的高度;C、模具在最低工作位置时,模具的之间的高度;D、模具在最低工作位置时,模具的上模座的上平面与下模座的下平面之间的高度;5、线切割加工中( C )的步序先后排列是正确的。
A、1)移位、穿丝、调整Z轴;2)电极丝定位及穿丝;3)装夹、校正固定B、1)电极丝定位及穿丝; 2)装夹、校正固定; 3)移位、穿丝、调整Z轴C、1)装夹、校正固定; 2)电极丝定位及穿丝; 3)移位、穿丝、调整Z轴6、加工条件参数大体可分为:(C )。
技能鉴定题目一(模具中级工考证)
中级模具制造工知识复习题一、选择题(将正确答案的填入括号内,每题1分,共50分)1、A0图纸的大小是( A 841X1189 )。
A、841X1189B、594X841C、420X592D、297X4202、在机械制图中,图线的形式和用途代表了不同的意义,其中粗实线的宽度线是(C 0.5-2mm )A、0.25-0.5mmB、0。
5mmC、0。
5-2mmD、1-1.5mm3、在机械制图过程中,图框(A )画出。
A、都用粗实线B、都用细实线C、细实线和粗实线D、无所胃4、在一个零件内,剖面线的形状可有(1)种。
A、1B、2C、无限制D、A或B5、尺寸界线中,尺寸界线一般应与尺寸线垂直,并超出尺寸线的线端(D2-3)mm。
A、0.5B、1C、1-2D、2-36、两个基本形体表面相切,在相切处两表面是圆滑过渡的,(B不存在)交线。
A、存在B、不存在C、要具体确定D、作图者的习惯7、(C)的主要特点是高温下仍能保持与常温相似的强度。
A、耐磨钢B、不锈钢C、热强钢D、45钢8、量具热处理时要尽量减少残余奥氏体量,在不影响(硬度)的前提下,要采用淬火温度的下限,尽量降低马氏体中的含碳量,最大限度地减少残余应力。
A、强度B、硬度C、韧度D|刚度9、热处理的目的是为了提高机械零件的(使用性能)。
A、使用性能B、光洁度性能C、表面粗糙度D、导电性10、DAC钢制之模具淬火冷却方式不能为(水冷)A、油冷B、空冷C、高压气冷D、水冷11、金黄色切削刀具的表层物质是(钛的涂层)产生的。
A、钛的涂层B、镀钛C、镀铜D、镀金12、模具制造中影响塑料制件表面粗糙度的主要因素是(B)。
A、塑料材料性能B、成型零件的表面粗糙度C、成型工艺条件D、制件的冷却时间13、装配时用求确定模具零件在模具中位置所使用的基准为(C)。
A、定位基准B、测量基准C、装配基准D、工序基准14、零件加工时,粗基准面一般为(A)。
A、工件毛坯面B、工件不加工表面C、工件已加工表面D、工件的待加工表面15、成批及大量生产主要采用(B)获得尺寸精度。
模具制造中级工理论知识习题

Int J Adv Manuf Technol (2002) 19:253–2592002 Springer-Verlag London LimitedAn Analysis of Draw-Wall Wrinkling in a Stamping Die Design F.-K. Chen and Y.-C. LiaoDepartment of Mechanical Engineering, National Taiwan University, Taipei, TaiwanWrinkling that occurs in the stamping of tapered square cups and stepped rectangular cups is investigated. A common characteristic of these two types of wrinkling is that the wrinkles are found at the draw wall that is relatively unsup- ported. In the stamping of a tapered square cup, the effect of process parameters, such as the die gap and blank-holder force, on the occurrence of wrinkling is examined using finite-element simulations. The simulation results show that the largerthe die gap, the more severe is the wrinkling, and such wrinkling cannot be suppressed by increasing the blank-holderforce. In the analysis of wrinkling that occurred in the stampingof a stepped rectangular cup, an actual production part that has a similar type of geometry was examined. The wrinklesfound at the draw wall are attributed to the unbalanced stretching of the sheet metal between the punch head and the step edge. An optimum die design for the purpose of eliminatingthe wrinkles is determined using finite-element analysis. The good agreement between the simulation results and those observed in the wrinkle-free production part validates the accuracy of the finite-element analysis, and demonstrates the advantage of using finite-element analysis for stamping die design.Keywords: Draw-wall wrinkle; Stamping die; Stepped rec- tangular cup; Tapered square cups1. IntroductionWrinkling is one of the major defects that occur in the sheet metal forming process. For both functional and visual reasons,wrinkles are usually not acceptable in a finished part. There are three types of wrinkle which frequently occur in the sheet metal forming process: flange wrinkling, wall wrinkling, and elastic buckling of the undeformed area owing to residual elastic compressive stresses. In the forming operation of stamp-ing a complex shape, draw-wall wrinkling means theoccurrenceCorrespondence and offprint requests to: Professor F.-K. Chen, Depart-ment of Mechanical Engineering, National Taiwan University, No. 1Roosevelt Road, Sec. 4, Taipei, Taiwan 10617. E-mail: fkchen? .twof wrinkles in the die cavity. Since the sheet metal in the wall area is relatively unsupported by the tool, the elimination of wall wrinkles is more difficult than the suppression of flange wrinkles. It is well known that additional stretching of the material in the unsupported wall area may prevent wrinkling, and this can be achieved in practice by increasing the blank- holder force; but the application of excessive tensile stresses leads to failure by tearing. Hence, the blank-holder force must lie within a narrow range, above that necessary to suppress wrinkles on the one hand, and below that which produces fracture on the other. This narrow range of blank-holder force is difficult to determine. For wrinkles occurring in the central area of a stamped part with a complex shape, a workable range of blank-holder force does not even exist.In order to examine the mechanics of the formation of wrinkles, Yoshida et al. [1] developed a test in which a thinplate was non-uniformly stretched along one of its diagonals. They also proposed an approximate theoretical model in whichthe onset of wrinkling is due to elastic buckling resulting from the compressive lateral stresses developed in the non-uniformstress field. Yu et al. [2,3] investigated the wrinkling problem both experimentally and analytically. They found that wrinklingcould occur having two circumferential waves according to their theoretical analysis, whereas the experimental results indi-cated four to six wrinkles. Narayanasamy and Sowerby [4] examined the wrinkling of sheet metal when drawing it througha conical die using flat-bottomed and hemispherical-ended punches. They also attempted to rank the properties that appeared to suppress wrinkling.These efforts are focused on the wrinkling problems associa- ted with the forming operations of simple shapes only, such as a circular cup. In the early 1990s, the successful applicationof the 3D dynamic/explicit finite-element method to the sheet-metal forming process made it possible to analyse the wrinklingproblem involved in stamping complex shapes. In the present study, the 3D finite-element method was employed to analyse the effects of the process parameters on the metal flow causingwrinkles at the draw wall in the stamping of a tapered square cup, and of a stepped rectangular part.A tapered square cup, as shown in Fig. 1(a), has an inclined draw wall on each side of the cup, similar to that existing in a conical cup. During the stamping process, the sheet metal on the draw wall is relatively unsupported, and is therefore 254 F.-K. Chen and Y.-C. LiaoFig. 1. Sketches of (a) a tapered square cup and (b) a stepped rectangular cup.prone to wrinkling. In the present study, the effect of various process parameters on the wrinkling was investigated. In the case of a stepped rectangular part, as shown in Fig. 1(b), another type of wrinkling is observed. In order to estimate the effectiveness of the analysis, an actual production part with stepped geometry was examined in the present study. The cause of the wrinkling was determined using finite-element analysis, and an optimum die design was proposed toeliminatethe wrinkles. The die design obtained from finite-element analy-sis was validated by observations on an actual production part.2. Finite-Element ModelThe tooling geometry, including the punch, die and blank- holder, were designed using the CAD program PRO/ ENGINEER. Both the 3-node and 4-node shell elements were adopted to generate the mesh systems for the above tooling using the same CAD program. For the finite-element simul- ation, the tooling is considered to be rigid, and the correspond-ing meshes are used only to define the tooling geometry and Fig. 2. Finite-element mesh.are not for stress analysis. The same CAD program using 4- node shell elements was employed to construct the mesh system for the sheet blank. Figure 2 shows the mesh system for the complete set of tooling and the sheet-blank used in thestamping of a tapered square cup. Owing to the symmetric conditions, only a quarter of the square cup is analysed. In the simulation, the sheet blank is put on the blank-holder andthe die is moved down to clamp the sheet blank against the blank-holder. The punch is then moved up to draw the sheet metal into the die cavity.In order to perform an accurate finite-element analysis, the actual stress–strain relationship of the sheet metal is required as part of the input data. In the present study, sheet metal with deep-drawing quality is used in the simulations. A tensile test has been conducted for the specimens cut along planes coinciding with the rolling direction (0°) and at angles of 45°and 90° to the rolling direction. The average flow stress ?, calculated from the equation ? ? (? 0 ? 2? 45 ? ? 90 )/4, for eachmeasured true strain, as shown in Fig. 3, is used for the simulations for the stampings of the tapered square cup and also for the stepped rectangular cup.All the simulations performed in the present study were run on an SGI Indigo 2 workstation using the finite-element pro- gram PAMFSTAMP. To complete the set of input data required Fig. 3. The stress–strain relationship for the sheet metal. Draw-Wall Wrinkling in a Stamping Die Design 255for the simulations, the punch speed is set to 10 m s ?1 and a coefficient of Coulomb friction equal to 0.1 is assumed.3. Wrinkling in a Tapered Square CupA sketch indicating some relevant dimensions of the tapered square cup is shown in Fig. 1(a). As seen in Fig. 1(a), the length of each side of the square punch head (2W p ), the die cavity opening (2W d ), and the drawing height (H) are con- sidered as the crucial dimensions that affect the wrinkling. Half of the difference between the dimensions of the die cavityopening and the punch head is termed the die gap (G) in the present study, i.e. G ? W d ? W p . The extent of the relatively unsupported sheet metal at the draw wall is presumably due to the die gap, and the wrinkles are supposed to be suppressedby increasing the blank-holder force. The effects of both the die gap and the blank-holder force in relation to the occurrenceof wrinkling in the stamping of a tapered square cup are investigated in the following sections.3.1 Effect of Die GapIn order to examine the effect of die gap on the wrinkling,the stamping of a tapered square cup with three different die gaps of 20 mm, 30 mm, and 50 mm was simulated. In each simulation, the die cavity opening is fixed at 200 mm, and the cup is drawn to the same height of 100 mm. The sheet metalused in all three simulations is a 380 mm ? 380 mm square sheet with thickness of 0.7 mm, the stress–strain curve for thematerial is shown in Fig. 3.The simulation results show that wrinkling occurred in all three tapered square cups, and the simulated shape of the drawn cup for a die gap of 50 mm is shown in Fig. 4. It is seen in Fig. 4 that the wrinkling is distributed on the draw wall and is particularly obvious at the corner between adjacentwalls. It is suggested that the wrinkling is due to the large unsupported area at the draw wall during the stamping process,also, the side length of the punch head and the die cavity Fig. 4. Wrinkling in a tapered square cup (G ? 50 mm). opening are different owing to the die gap. The sheet metal stretched between the punch head and the die cavity shoulderbecomes unstable owing to the presence of compressive trans-verse stresses. The unconstrained stretching of the sheet metalunder compression seems to be the main cause for the wrink-ling at the draw wall. In order to compare the results for the three different die gaps, the ratio ? of the two principal strains is introduced, ? being ? min /? max , where ? max and ? min are themajor and the minor principal strains, respectively. Hosford and Caddell [5] have shown that if the absolute value of ? is greater than a critical value, wrinkling is supposed to occur, and the larger the absolute value of ?, the greater is the possibility of wrinkling.The ? values along the cross-section M–N at the same drawing height for the three simulated shapes with different die gaps, as marked in Fig. 4, are plotted in Fig. 5. It is noted from Fig. 5 that severe wrinkles are located close to the cornerand fewer wrinkles occur in the middle of the draw wall forall three different die gaps. It is also noted that the bigger the die gap, the larger is the absolute value of ?. Consequently, increasing the die gap will increase the possibility of wrinklingoccurring at the draw wall of the tapered square cup.3.2 Effect of the Blank-Holder ForceIt is well known that increasing the blank-holder force can help to eliminate wrinkling in the stamping process. In orderto study the effectiveness of increased blank-holder force, thestamping of a tapered square cup with die gap of 50 mm, which is associated with severe wrinkling as stated above, wassimulated with different values of blank-holder force. The blank-holder force was increased from 100 kN to 600 kN, which yielded a blank-holder pressure of 0.33 MPa and 1.98 MPa, respectively. The remaining simulation conditions are maintained the same as those specified in the previous section.An intermediate blank-holder force of 300 kN was also used in the simulation.The simulation results show that an increase in the blank- holder force does not help to eliminate the wrinkling that occurs at the draw wall. The ? values along the cross-section Fig. 5. ?-value along the cross-section M–N for different die gaps.256 F.-K. Chen and Y.-C. LiaoM–N, as marked in Fig. 4, are compared with one another for the stamping processes with blank-holder force of 100 kN and 600 kN. The simulation results indicate that the ? values alongthe cross-section M–N are almost identical in both cases. In order to examine the difference of the wrinkle shape for the two different blank-holder forces, five cross-sections of the draw wall at different heights from the bottom to the line M–N, as marked in Fig. 4, are plotted in Fig. 6 for both cases.It is noted from Fig. 6 that the waviness of the cross-sections for both cases is similar. This indicates that the blank-holder force does not affect the occurrence of wrinkling in the stamp-ing of a tapered square cup, because the formation of wrinklesis mainly due to the large unsupported area at the draw wall where large compressive transverse stresses exist. The blank-holder force has no influence on the instability mode of the material between the punch head and the die cavity shoulder.4. Stepped Rectangular CupIn the stamping of a stepped rectangular cup, wrinkling occursat the draw wall even though the die gaps are not so significant.Figure 1(b) shows a sketch of a punch shape used for stampinga stepped rectangular cup in which the draw wall C is followedby a step D–E. An actual production part that has this typeof geometry was examined in the present study. The material used for this production part was 0.7 mm thick, and the stress–strain relation obtained from tensile tests is shown in Fig. 3. The procedure in the press shop for the production of this stamping part consists of deep drawing followed by trimming. In the deep drawing process, no draw bead is employed on the die surface to facilitate the metal flow. However, owingto the small punch corner radius and complex geometry, a split occurred at the top edge of the punch and wrinkles were found to occur at the draw wall of the actual production part, as shown in Fig. 7. It is seen from Fig. 7 that wrinkles are distributed on the draw wall, but are more severe at the corneredges of the step, as marked by A–D and B–E in Fig. 1(b). The metal is torn apart along the whole top edge of the punch, as shown in Fig. 7, to form a split.In order to provide a further understanding of the defor- mation of the sheet-blank during the stamping process, a finite-element analysis was conducted. The finite-element simulationwas first performed for the original design. The simulated shape of the part is shown from Fig. 8. It is noted from Fig.8 that the mesh at the top edge of the part is stretchedFig. 6. Cross-section lines at different heights of the draw wall fordifferent blank-holder forces. (a) 100 kN. (b) 600 kN.Fig. 7. Split and wrinkles in the production part.Fig. 8. Simulated shape for the production part with split and wrinkles.significantly, and that wrinkles are distributed at the draw wall,similar to those observed in the actual part.The small punch radius, such as the radius along the edgeA–B, and the radius of the punch corner A, as marked in Fig. 1(b), are considered to be the major reasons for the wall breakage. However, according to the results of the finite- element analysis, splitting can be avoided by increasing the above-mentioned radii. This concept was validated by the actual production part manufactured with larger corner radii. Several attempts were also made to eliminate the wrinkling. First, the blank-holder force was increased to twice theoriginalvalue. However, just as for the results obtained in the previoussection for the drawing of tapered square cup, the effect of blank-holder force on the elimination of wrinkling was not found to be significant. The same results are also obtained by increasing the friction or increasing the blank size. We concludethat this kind of wrinkling cannot be suppressed by increasingthe stretching force.Since wrinkles are formed because of excessive metal flowin certain regions, where the sheet is subjected to large com- pressive stresses, a straightforward method of eliminating thewrinkles is to add drawbars in the wrinkled area to absorb the redundant material. The drawbars should be added parallel to the direction of the wrinkles so that the redundant metal can be absorbed effectively. Based on this concept, two drawbars are added to the adjacent walls, as shown in Fig. 9, to absorb the excessive material. The simulation results show that the Draw-Wall Wrinkling in a Stamping Die Design 257Fig. 9. Drawbars added to the draw walls.wrinkles at the corner of the step are absorbed by the drawbarsas expected, however some wrinkles still appear at the remain-ing wall. This indicates the need to put more drawbars at the draw wall to absorb all the excess material. This is, however, not permissible from considerations of the part design.One of the advantages of using finite-element analysis forthe stamping process is that the deformed shape of the sheet blank can be monitored throughout the stamping process, whichis not possible in the actual production process. A close look at the metal flow during the stamping process reveals that the sheet blank is first drawn into the die cavity by the punch head and the wrinkles are not formed until the sheet blank touches the step edge D–E marked in Fig. 1(b). The wrinkled shape is shown in Fig. 10. This provides valuable information for a possible modification of die design.An initial surmise for the cause of the occurrence of wrink- ling is the uneven stretch of the sheet metal between the punchcorner radius A and the step corner radius D, as indicated in Fig. 1(b). Therefore a modification of die design was carriedout in which the step corner was cut off, as shown in Fig. 11, so that the stretch condition is changed favourably, which allows more stretch to be applied by increasing the step edges.However, wrinkles were still found at the draw wall of the cup. This result implies that wrinkles are introduced because of the uneven stretch between the whole punch head edge andthe whole step edge, not merely between the punch corner andFig. 10. Wrinkle formed when the sheet blank touches the steppededge.Fig. 11. Cut-off of the stepped corner.the step corner. In order to verify this idea, two modifications of the die design were suggested: one is to cut the whole step off, and the other is to add one more drawing operation, that is, to draw the desired shape using two drawing operations. The simulated shape for the former method is shown in Fig.12. Since the lower step is cut off, the drawing process is quite similar to that of a rectangular cup drawing, as shown in Fig. 12. It is seen in Fig. 12 that the wrinkles were eliminated. In the two-operation drawing process, the sheet blank wasfirst drawn to the deeper step, as shown in Fig. 13(a). Sub- sequently, the lower step was formed in the second drawing operation, and the desired shape was then obtained, as shownin Fig. 13(b). It is seen clearly in Fig. 13(b) that the stepped rectangular cup can be manufactured without wrinkling, by a two-operation drawing process. It should also be noted that inthe two-operation drawing process, if an opposite sequence isapplied, that is, the lower step is formed first and is followed by the drawing of the deeper step, the edge of the deeper step,as shown by A–B in Fig. 1(b), is prone to tearing because the metal cannot easily flow over the lower step into the die cavity.The finite-element simulations have indicated that the die design for stamping the desired stepped rectangular cup usingone single draw operation is barely achieved. However, the manufacturing cost is expected to be much higher for the two-operation drawing process owing to the additional die costandoperation cost. In order to maintain a lower manufacturing cost, the part design engineer made suitable shape changes, and modified the die design according to the finite-element Fig. 12. Simulated shape for the modified die design.258 F.-K. Chen and Y.-C. LiaoFig. 13. (a) First operation and (b) second operation in the two-operation drawing process.simulation result to cut off the lower step, as shown in Fig. 12. With the modified die design, the actual stamping die for production was manufactured and the production part was found to be free from wrinkles, as shown in Fig. 14. The part shape also agreed well with that obtained from the finite- element simulation.In order to further validate the finite-element simulation results, the thickness distribution along the cross-section G–Hobtained from the simulation result as indicated in Fig. 14, Fig. 14. The defect-free production part.was compared with those measured from the production part. The comparison is shown in Fig. 15. It can be seen in Fig.15 that the predicted thickness distribution by finite-element simulation agrees well with that measured directly in theproduction part. This agreement confirms the effectiveness of the finite-element analysis.Fig. 15. The simulated and measured thickness distribution along G–H.Draw-Wall Wrinkling in a Stamping Die Design 2595. Summary and Concluding RemarksTwo types of wrinkling occurring in stamping processes were investigated using finite-element analysis, and the causes for wrinkling were examined and the methods to eliminate such wrinkles were developed.The first type of wrinkling appears at the draw wall in the stamping of a tapered square cup. The occurrence of wrinklingis attributed to the large die gap, which is the difference between the side length of the die cavity opening and the side length of the punch head. The large die gap results in a large unsupported area of sheet metal when the metal is drawn into the die cavity and an unfavourable stretch between the punch head and die cavity shoulder. The large unsupported area of sheet metal is therefore prone to wrinkling. The finite-element simulations show that this type of wrinkling cannot be sup- pressed by increasing the blank-holder force.Another type of wrinkling investigated occurs in an actualstamping part that has a stepped rectangular geometry. It is found that wrinkling occurs at the draw wall above the step even though the die gap is not sufficiently large. The wrinklingis due to the uneven stretch between the punch head and the step edge, according to the finite-element analysis. Several attempts were made in the die design to eliminate the wrinkling,using finite-element simulations, and an optimum design in which the step was cut off is finally established. The modified die design for eliminating wrinkles was validated by the pro- duction of a defect-free production part. The good agreement between the simulation results and those observed in the drawnproduction part demonstrates the accuracy of the finite-elementanalysis, and the effectiveness of using finite-element simula- tions as a substitute for the expensive method of actual die try-outs is thereby confirmed.AcknowledgementsThe authors wish to thank the National Science Council of the Republic of China for the grant NSC-86–2212-E002–028 that made this project possible. They also wish to thank KYM forproviding the production part.References1. K. Yoshida, H. Hayashi, K. Miyauchi, Y. Yamato, K. Abe, M. Usuda, R. Ishida and Y. Oike, “The effects of mechanical proper-ties of sheet metals on the growth and removing of buckles dueto non-uniform stretching”, Scientific Papers, Institute of Physicsand Chemistry Research, 68, pp. 85–93, 1974.2. T. X. Yu, W. Johnson and W. J. Stronge, “Stamping and spring-back of circular plates deformed in hemispherical dies”, Inter- national Journal of Mechanical Sciences, 26, pp. 131–148, 1984.3. W. J. Stronge, M. P. F. Sutcliffe and T. X. Yu, “Wrinklingof elasto-plastic circular plates during stamping”, ExperimentalMechanics, pp. 345–353, 1986.4. R. Narayanasamy and R. Sowerby, “Wrinkling of sheet metalswhen drawing through a conical die”, Journal of Material Pro- cessing Technology, 41, pp. 275–290, 1994.5. W. F. Hosford and R. M. Caddell, Metal Forming: Mechanics and Metallurgy, 2nd edn, 1993.。
模具工中级理论知识试卷001
机械工业职业技能鉴定模具工中级理论知识试卷001姓名准考证号得分注意事项1、考试时间:120分钟。
一、单项选择(选择一个正确的答案,将相应的字母填入题内的括号中。
每题1分,满分30分。
)1. 工作完毕后,所用过的工具要( C)。
A、检修B、堆放C、清理、涂油D、交接2. ( A)间隙直接影响丝杠螺母副的传动精度。
A、轴向B、法向C、径向D、齿顶3. 利用已精加工且面积较大的导向平面定位时,应选择的基本支承点( A)。
A、支承板B、支承钉C、自位支承D、可调支承4. 过盈连接的配合面多为圆柱面,也有圆锥面或( D)。
A、正方形B、矩形C、正方体形D、其他形式5. 圆柱销一般靠过盈固定在孔中,用以( C)。
A、定位B、连接C、定位和连接D、传动6. 带在轮上的包角不能太小,( A)包角不能小于120°,才保证不打滑。
A、三角带B、平带C、齿形带D、窄V形带7. 起重机在起吊较重物件时,应先将重物吊离地面(A),检查后确认正常情况下方可继续工作。
A、10Cm左右B、1Cm左右C、5Cm左右D、50Cm左右8. 工业企业在计划期内生产的符合质量的工业产品的实物量叫( C)。
A、产品品种B、产品质量C、产品产量D、产品产值9. 对( D)的要求是分合灵敏,工作平稳和传递足够的扭矩。
A、联轴器B、蜗轮、蜗杆C、螺旋机构D、离合器10. 圆锥面的过盈连接要求配合的接触面积达到( A)以上,才能保证配合的稳固性。
A、75%B、80%C、85%D、90%11. 属位置公差项目的符号是( D)。
A、-B、○C、=D、⊥12. 在尺寸链中,当其他尺寸( A)新产生的一个环是封闭环。
A、确定后B、确定前C、不确定D、尚未确定13. 设备修理,拆卸时一般应( C)。
A、先拆内部、上部B、先拆外部、下部C、先拆外部、上部D、先拆内部、下部14. 工作时( B)穿工作服和鞋。
A、可根据具体情况B、必须C、可以不D、无限制15. 丝锥的构造由( D)组成。
模具设计与制造中级理论知识模拟题(附参考答案)
模具设计与制造中级理论知识模拟题(附参考答案)一、单选题(共70题,每题1分,共70分)1、攻丝前的底孔直径必须大于螺纹标准中规定的()。
A、螺纹大径B、螺纹中径C、底孔直径D、螺纹底径正确答案:D2、下列哪一种属于黑色金属()A、青铜B、铝C、纯铜D、电工硅刚正确答案:D3、基本计算公式是用()解工艺尺寸链,是以尺寸链中各环的最大极限尺寸和最小极限尺寸为基础进行计算的。
A、极值法B、计算法C、精度法D、公差法正确答案:A4、模柄长度应比模柄孔深度小()A、20~25mmB、10~15mmC、15~20mmD、5~10mm正确答案:D5、低压开关一般为非自动切换电器,常用的主要类型有刀开关、组合开关和()A、主令电器B、继电器C、低压断路器D、熔断器正确答案:C6、制件不平的原因是()A、导正钉与预冲孔配合过松B、顶料杆和工件接触面过小C、凸模有倒锥度D、顶料杆和工件接触面过大正确答案:B7、凸模与固定板的配合常采用()A、H7/m6B、H9/d9C、H6/r5D、H8/d8正确答案:A8、液压传动是以流体为工作介质进行能量传递和()的一种传动形式。
A、控制B、转移C、增强D、变化正确答案:A9、国家标准规定配合分为()A、四类B、二类C、五类D、三类正确答案:D10、以下不属于形状误差测量的是()A、直线度误差的测量B、平行度误差的C、平面度误差的测量D、圆度误差的测量正确答案:B11、冲压加工必不可少的工艺装备是()。
A、上模B、下模C、注塑模正确答案:D12、淬透性是指钢在淬火时的()能力A、化学B、硬化C、升温D、碳化正确答案:B13、修整凹模的原因()A、凸.凹模间隙不均匀B、凹模有倒锥度C、凸.凹模间隙太大D、凸模有倒锥度正确答案:B14、增加拉深次数能解决()A、间隙太小B、材料塑性差C、压边力太小D、变形程度太大正确答案:D15、冲裁间隙过大时,落料间的尺寸将会小于凹模尺寸,冲孔件的尺寸将会什么凸模尺寸()A、都可以B、小于C、相同D、大于正确答案:B16、用于单件小批量生产的中小型狭长零件加工的刨床是()A、插床B、龙门刨床C、虎头刨床D、牛头刨床正确答案:D17、联轴器有()和离合器两类B、联轴节C、联合器D、套筒正确答案:B18、由于采用了近似的成形运动或近似的刀具刃口轮廓而引起的加工误差,称为()。
模具中级工试题及答案

模具中级工试题及答案一、单项选择题(每题2分,共20分)1. 模具设计中,以下哪个因素不是影响模具寿命的主要因素?A. 材料选择B. 模具结构C. 模具加工精度D. 模具使用环境答案:D2. 在塑料模具设计中,以下哪个不是冷却系统的作用?A. 快速冷却塑料B. 减少成型周期C. 提高模具强度D. 减少塑料的收缩率答案:C3. 以下哪种材料不适合用于制作大型模具?A. 铝合金B. 45号钢C. 不锈钢D. 塑料答案:D4. 模具制造中,以下哪个步骤不是模具加工的常规流程?A. 粗加工B. 热处理C. 精加工D. 抛光5. 在模具设计中,以下哪个参数不是模具尺寸计算的必要参数?A. 产品尺寸B. 收缩率C. 模具材料D. 模具寿命答案:D6. 以下哪种方法不是模具抛光的常用方法?A. 手工抛光B. 机械抛光C. 化学抛光D. 激光抛光答案:D7. 以下哪个不是模具制造中常用的测量工具?A. 卡尺B. 千分尺C. 量角器D. 游标卡尺答案:C8. 在模具设计中,以下哪个不是模具材料的基本要求?A. 良好的加工性能B. 高硬度C. 良好的韧性D. 良好的导电性答案:D9. 以下哪种热处理方法不是用于提高模具硬度的?B. 正火C. 回火D. 退火答案:D10. 在模具制造中,以下哪个不是模具装配的步骤?A. 组件装配B. 调试C. 拆卸D. 总装答案:C二、多项选择题(每题3分,共15分)1. 以下哪些因素会影响模具的使用寿命?A. 模具材料B. 模具结构C. 模具加工精度D. 模具使用环境答案:ABCD2. 在塑料模具设计中,冷却系统的作用包括哪些?A. 快速冷却塑料B. 减少成型周期C. 提高模具强度D. 减少塑料的收缩率答案:ABD3. 以下哪些材料适合用于制作大型模具?A. 铝合金B. 45号钢D. 塑料答案:BC4. 模具制造中,以下哪些步骤是模具加工的常规流程?A. 粗加工B. 热处理C. 精加工D. 抛光答案:ACD5. 在模具设计中,以下哪些参数是模具尺寸计算的必要参数?A. 产品尺寸B. 收缩率C. 模具材料D. 模具寿命答案:ABC三、判断题(每题2分,共20分)1. 模具设计中,模具使用环境不会影响模具寿命。
模具设计与制造(中级)理论复习题+答案
模具设计与制造(中级)理论复习题+答案1、修整卸料板和顶板零件的原因()A、凹模有倒锥度B、凸模有锥度C、卸料机构不能动作D、凸模与卸料板间隙过大答案:C2、修整定位销的原因()A、导正销尺寸大B、导正销定位不准C、定位销位置不正D、定位销太小答案:C3、镗床按结构形式可分为立式镗床、卧式镗床、()镗床金刚镗床、专门化镗床等。
A、坐标B、万能C、工具D、龙门答案:A4、零件实际表面和理想表面之间在形状上的符合程度是指零件的()。
A、位置精度B、形状精度C、尺寸精度D、表面精度答案:B5、锯割较硬材料时没有加冷却液会使()。
A、锯齿磨损B、锯条折断C、锯齿崩裂D、锯齿卡住答案:A6、清除非加工表面,如铸造机座、箱体时,可用錾子、()清除其上的型砂和铁渣A、刮刀C、锉刀D、钢丝刷答案:D7、表面粗糙度参数值越小,表面质量越高,加工成本()A、越低B、越高C、不变D、无法确定答案:B8、将淬火后的零件加热到临界点以下的一定温度,在该温度下停留一段时间,然后空冷至室温的操作过程称为()A、退火B、正火C、回火D、调质答案:C9、适用于装夹小型工件的是()A、两端支撑方式装夹B、桥式支撑方式装夹C、板式支撑方式装夹D、悬壁方式装夹答案:D10、对于无导向件的冲模,要在压力机上进行调整方法可采用()A、试切法B、涂层法C、镀铜法D、垫片法答案:D11、在装配图上标注配合代号时,采用组合式注法,在基本尺寸后面用分式表示,分母为()的公差带代号A、孔B、轴C、基准面D、零件12、顶料杆和工件接触面过小会造成()A、冲件有毛刺B、冲件不平C、工件断面光亮带不均匀D、工件断面粗糙答案:B13、液压缸属于()元件A、动力B、执行C、控制D、辅助答案:B14、哪种机床需要安装自动灭火装置()A、激光加工机B、激光穿孔机C、电火花成形机D、电火花线切割答案:C15、SM50属于()A、碳素塑料模具钢B、预硬化型塑料模具钢C、时效硬化型塑料模具钢D、耐磨蚀答案:A16、研磨抛光加工是利用研具和研磨剂从工件上()去一层极薄金属层的精加工方法。
模具工练习题(中级带答案)
模具工理论练习题(中级)1.什么是道德?正确解释是D。
A 人的技术水平B 人的交往能力C 人的行为规范D人的工作能力2.职业道德建设与企业的竞争力的关系是B。
A 互不相关 B源泉与动力关系 C 相辅相承关系 D 局部与全局关系3.在企业生产经营活动中,员工之间团结互助的要求不包括A。
A 讲究合作、避免竞争B 平等交流、平等对话C 互相学习共同提高D 既合作、又竞争,竞争与合作相统一4.企业文化的核心是 A 。
A 企业价值观B 企业目标C 企业形象D 企业经营策略5.下列哪一项没有违反诚实守信的要求? A 。
A 保守企业秘密B 凡有利于企业利益的行为C 根据服务对象来决定是否遵守承诺D 派人打进竞争对手内部,增强竞争优势。
6.现实生活中,一些人不断“跳槽”,虽在一定意义上有利于人才流动,但它同时也说明这些从业人员缺乏 B 。
A 工作技能B 强烈的职业责任感C 光明磊落的态度D 坚持真理的品质7.诚实守信是做人的行为准则,在现实生活中正确的观点是 B 。
A 诚实守信与市场经济相冲突B 诚实守信是市场经济必须遵守的法则C 是否诚实守信要视具体情况而定D 诚实守信是“呆”、“傻”、“憨”。
8.工企对环境污染的防治不包括 D 。
A 防治大气污染B 防治水体污染C 防治噪声污染D 防治运输污染9.钻床操作工不准带 B 。
A 帽子B 手套C 眼镜D 图纸10.当人体直接碰触带电设备或线路的单相线时,电流通过人体而发生的触电现象是A 。
A 单相触电B 双相触电C 电弧伤害D 接触电触电11.摇臂钻床的摇臂回转角度为 C 。
A ±45°B ±90°C ±120°D ±180°12.交流接触器短路环的作用是 A 。
A 消除衔铁振动和噪音B 增大衔铁碰通C 减缓衔铁的冲击D 减缓衔铁噪音13.低压断路器即低压自动开关它相当于 A 的组合。
模具设计与制造(中级)理论模拟题与答案

模具设计与制造(中级)理论模拟题与答案1、消费者要求经营者修理、更换、退货的()经营者应当承担运输等合理费用A、经营的一切商品B、三包的家电C、三包的商品D、三包的大件商品答案:D2、合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程()A、碰伤凸模B、碰伤凹模C、碰伤机床D、碰伤刃口答案:D3、双作用叶片泵因转子旋转一周,叶片在转子叶片槽内滑动两次,完成()吸油和两次压油而得名。
A、三次B、一次C、四次D、两次答案:D4、下列属于工件零件的是()A、定位销B、导料板C、凸凹模D、限位器答案:C5、适用于清洗较精密的零部件的是()A、柴油B、汽油C、煤油D、化学清洗液答案:B6、安全生产教育培训是生产经营单位为了提高()和防范事故能力而进行的工作。
A、从业人员参加各种安全活动的能力B、从业人员抵御病毒的能力C、从业人员的工资待遇D、从业人员的安全技术水平答案:D7、为了保证制件和废料能顺利的卸下和顶出,冲裁模的卸料装置和顶料装置的装配应()A、正确而灵活B、正确而牢固C、保证完成基本动件D、保证相对位置精度答案:A8、零件的互换性是机械产品批量生产的()。
A、根本B、要求C、前提D、基础答案:C9、按钮型号中的结构形式代号F的含义为()A、开启式B、保护式C、防水式D、防腐答案:D10、机械加工后,零件的尺寸形状位置等参数的实际数值与设计理想值的符合程度称为()。
A、机械加工精度B、加工质量C、机械加工过程D、加工程度答案:A11、工件渗碳后的热处理工艺通常为()及低温回火A、回火B、退火C、正火D、淬火答案:D12、对箱体、机体内部,清理后应涂以()A、润滑油B、防锈剂C、淡色油漆D、深色油漆答案:C13、流量控制阀是通过改变阀的()来调节压缩空气的流量的A、流量B、流速C、通流面积D、压力答案:C14、切削加工时,工件材料抵抗刀具切削所产生的()称为切削力。
A、挤压力B、阻力C、加工力D、机械力答案:B15、以下属于投影法分类的是()A、平面投影法B、中心投影法C、立体投影法D、对称投影法答案:B16、用涂色法检查锥体的接合情况时角度不对时必须用刮研或()的方法来修整A、铣削B、錾削C、锉削D、磨削答案:D17、在对冲裁或剪切后没有退火的板料进行弯曲时,应作为()A、软化金属B、硬化的金属C、钢化的金属D、氧化的金属答案:B18、剖视图的配置有按基本视图的规定位置;按投影关系配置在与剖切符号相对应的位置上;必要时允许配置在()位置上。
模具制造工中级考核--试题-8-6全解
C、提高硬度、提高塑性 D、提高硬度、降低塑性
14、在模具零件淬火时螺纹孔容易开裂,因此零件螺 纹孔在淬火前应( A )。
A、堵耐火泥或旋入螺钉 B、留余量,淬火后再去除
C、预热
D、堵木炭
选择题:
15、中小型冷冲模上模是通过( 的滑块上的。
B )安装在压力机
A、凸模固定板 B、模柄 C、导柱 D、垫板
选择题:
8、下列零件或产品的材料应选用热固性塑料。(D)
A、脸盆
B、圆珠笔外壳
C、电视机外壳 D、锅铲手柄
9 下列属于连续模特有的零件是( A )。
A、侧刃
B、凸凹模
C、挡料销 D、拉料杆
10、加工M8螺纹孔,预钻底孔尺寸中是( A )。
A、φ6.8 B 、φ7.8 C、φ6.25 D、φ8.1
选择题:
A、HT200
B、Cr12MoV
C、Q235
D、黃铜
27、选择正确的第三视图( B )
判断题:
( ×)1、冲压工作时,不可以带手套。
(×)2、冲裁模的刚性卸料装置一般用于薄板工件冲裁后 的卸料。
(×)3、电火花成形机床可加工高熔点、高硬度、高纯度、 高韧性的绝缘材料。
(×)4、弯裂首先出现在弯曲件的内层金属表面上。
19 、在斜导柱分型机构中,楔紧块的角度应( B ) 斜导柱的倾斜角。
A、小于 B、大于 C、等于 D、大于或等于
20、塑料模具制造中影响制件表面粗糙度的主要因素 是( B )
A、塑料材料性能 B、成型零件表面粗糙度
C、成型工艺条件 D、模具的精度
选择题:
26、常用于制作冲裁模模柄的材料是( C )
(√ )5、酸洗工序一般在拉深最后一道工序才进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C 、a 小于bD 、关系无法确定0 B 1 0 0 C 1 2 0下面叙述不对的是() B 、动定模板的长宽尺寸为4 0 X 4 5 mm D 、动模板的厚度为10 0mmB 、使犁料熔体槊•化均匀D 、缓解注射压力 代替。
中级模具制造丁-专业知识复习题•、选择题(将正确答案的填入括号内,每题1分,共50分)、模具的闭合高度是()。
A 、压力机的闭合高度 、模具在最低工作位置时,模具的上、下模朋Z 间的距离C 、模具在最低工作位置时,模具的凸模、凹模Z 间的距离D 、模具在最低工作位置时,模具的上模朋的上平面与下模朋的下平面之间的距离 、在圆筒形件拉深时,最易拉裂的危险断面在( )。
A 、凸缘部分B 、筒壁部分C 、筒底圆角部分与筒壁相接处D 、凸缘圆角部分与筒壁相接处、拉深模试冲时,由于拉深间隙过大,使拉深件高度不够,应()。
A 、放大毛坯尺寸B 、放大凸模圆角半径C 、调整凹模或凸棋间隙,使之合理D 、增大压边力、余卜导柱侧向分型抽芯结构屮,余得柱倾斜角「与锁紧楔倾斜角b 的关系为()。
A 、a 大于bB 、a 等于b 对于模架规格DC 1 4 0 4 5A 、它表示细水口模架C 、定模板的厚度为8 0 mm 注射模上设计冷穴是为了( A 、储存槊•料熔体的前锋冷料C 、保证舉料制件的尺寸、精度 脱模机构的导向零件可由(A 、复位杆B 、合模导向导柱注射机的顶杆 D 、拉料杆对于级进模,其试冲板料的宽度应比侧面导板的跖•离(A 、 0 . 5 〜ImmB 、 0.1 〜0 . 1 5 u mC x 0.3 〜U.5umD 、 0.05、级进冲裁模装配时,应先将拼块凹模装入下模朋,再以()以基准件安装凸模。
A 、下模座 B 、上模座 C 、凹模 D 、导柱、导套0、用模具将板料上的孔或外缘翻成直壁的冲压工序是()。
A 、拉深 B 、弯曲 C 、翻边 D 、整形1、 制定]艺规稈的原则不包含()。
A 、保证加工质量 B 、保证高的生产率C、保证资金充足D、具有良好的劳动条件及技术上的先进性2、在特种加工发展的历稈屮,最先出现的方法是()。
1 3、在尼龙上有一符号0 . 1 5 mm的小孔,适合采用()进行加T。
A、电火花B、电触加工C、线切割D、激光加工1 4、细水口模架与大水口模架相比较,下面叙述不对的是()。
A、前者顶板和A板之间无間定的螺钉B、前者顶板和A板Z间可移动一定的距离;C、前者一定有水口推板D、前者定模部分有拉杆导柱和拉杆导套1 5、余卜导柱侧向分型抽芯的结构形式屮,哪一种是最简单而应优先采用的()。
A、斜导柱在定模,滑块在动模B、斜导柱在动模,滑块在定模C、斜导柱和滑块同在定模D、斜导柱和滑块同在动模1 6、为了防止推杆变形、卡死或断裂,推杆和推管推出机构屮需设置()机构。
A、导向机构B、复位机构C、锁紧机构D、定位机构1 7、保压补缩效果最好的浇口形式是()。
A、直接浇口B、侧浇口C、潜伏浇口D、点浇口1 8、为了防止料流前锋冷料进入型腔影响犁件质量,主流道下方要开设(D )储存冷料。
A、浇口B、分流道C、拉料杆D、冷料穴1 9、装配时用来确定模具零件在模具中的位置所使用的基准为()。
A、定位基准B、测量基准C、装配基准D、设计基准2 0、冲裁模凸、凹模问隙的调報是在上、下模分别装好后,一般先将凹模固定,然后再通过改变()來进行的。
A、模具闭合高度B、凸模的尺寸C、凸模的形状D、凸模的位置二、判断题(题目前面的括号内,正确的填“0”,错误的填“X” ,每题1分,共3 0分)()1.拉深系数小,说明拉探变形程度小。
()2 .为使滑块带动侧型芯运动可靠,滑块最好设计成整体式。
()3.双分型面或多分型面注射模屮常用的双顶出脱模机构也属于顺序,顶出脱模机构,所以顺序顶出脱模机构也一定是双顶出脱模机构。
()4 .对大型或精度高或深腔模具,通常要设计锥面定位结构。
()5.二板模的分流道截血形状一般是矩形。
()6 .占用注塑成型周期时间最多的是冷却时间,合理的冷却方式能提高生产率。
()7.生产上模具失效一般是指模具的零件损坏后无法修理再使用。
()8 .主流道一•般位于模具屮心线上,它与注射机喷嘴的轴线重合。
()9.能实现先后两次推出的机构称为二级推出机构。
()1 0.落料是用模具沿封闭线冲切板材,冲下的部分为废料。
()1 1.模架的基准角是模具加工,制造时的基准。
三、问答题(每题5分,共2 0分)1. 在衆料屮除了以合成树脂为主要成分外,为何还要加入各种添加剂?2. 弯曲模式冲时发现冲压件弯曲部位产生裂纹,试分析原因,并说明解决的方法。
3. 简述冲裁模的总装过程第二部分一、选择题(将正确答案的序号填入括号内,每题1分,共50分)1、符号说明()。
A、被测要素为单一要素。
B、被测要素遵守最小实体要求。
C、被测要索遵守的最小实体实效边界不等于最小实体边界。
D、在任何情况下,垂直度误差为零。
2、浇口位置应开设在(),才有利于槊料熔体的充模、排气和补缩。
A、充模阻力最小处B、槊料制件薄壁处C、绍料制件的侧血边缘D、犁件制件屮心处3、瓠料模具装配后,其料筒温度太低,产生的缺陷里不包括()。
A、制品不足溢边C^熔接痕D^裂纹4、氮化的目的不包括()。
A、为了获得高的硬度和耐磨性B、提高工件的疲劳极限C、改变钢的基体组织D、使工件有较好的抗蚀能力及抗合性5、对于端面全跳动公差,下列论述正确的有()。
A、与端面对轴线的垂直度公弟带形状相同B、属于位置公差C、属于跳动公差D、属于形状公差6、车削细长轴时,为了减少有背向力引起工件的弯1山,车刀的主偏角应选择()0A、45 度一60 度B、60 度一70 度C、75 度一93 度D、100 度一110 度7、切屑沿其流出的表面是()。
A、前刀面B、后刀面C、副后刀面D、基面8、装配时用来确定模具零件在模具屮位置所使用的基准为()。
A、定位基准B、测量基准C、装配基准D、工序基准9、划分加工阶段的原因是()。
A、及时发现废品B、修正上一阶段的加工误差C、减小加工工序D、便于合理配置工艺装备10、当图面原版次为XI版时,新变应用()。
A、X2B、AC、BD、XI11、透明輻件较常采用的脱模方式是()。
A、推杆推出B、推管推出C、推板推出D、二次推出12、控制冲裁间隙的镀铜法适用于凸模的(A、形状简单、数量多C13、凡是操作人员的工作位置在坠落基准面(和防眺落的防护栏杆。
A、0・ 5MB、2MC、2MD、3MA、841X1189B、594X841C、420X592D、297X42015、45钢改善切削加工性能可采用(A、正火B、退火C、淬火16、冲裁工序包括两种工序,分别是落料与(D、D、以上都不是冲孔)冲裁模。
B、形状复杂、数量多D、形状简单、数量少)以上时,则必须在生产设备上配置供站立的平台14、A2图纸的大小是(第三部分17、为了防I上推杆变形、卡死或断裂,推杆和推管推出机构屮需设置()机械。
A、导向机构B、复位机构C、锁紧机构D、定位机构18、用内孔定位时,优先选用顺序()。
A、异形—圆形—方形B、方形—圆形—异形C、圆形—方形—界形D、圆形—异形—方形19、安装模柄的台阶应与上模座端面()。
A、平行度B、垂直度C、圆度D、平面度20、以下哪种刀具的制造精度不真接影响加工精度?()。
A、钻头B、饺刀C、键槽铳刀D、镣刀21、用平磨床刃磨凸凹模时,刃磨前从冲模屮拆卸需要刃磨的刃磨的凸凹模工件的,一定要特别小心, 不能磕碰凸、凹模表面和(),并且不能损伤圆柱销及圆柱销孔。
A、颜色B、光洁度C、刃口D、纹理22、选择表面粗糙度评定参数值时,下列论述不正确的有()。
A、同一零件上工作表面应比非工作表面参数值小。
B、摩擦表面应比非摩擦表面的参数值小。
C、配合质量要求高,参数值应小。
D、尺寸精度要求高,参数值应小。
23、如图所示尺寸链,属于减环的是()。
24、加工一方形划线平板Ra3. 2 u m,其加工方案为(A、粗铳一精铳B、粗刨一精刨C、粗拉D、粗车一精车25、在剖视图屮,螺纹牙顶线(小径)用()表示。
A、粗实线B、细实线C、虚线D、点画线26、具有切削力方向一致的直沟槽,其摩擦系数为()。
A、0. 20B、0.30C、0. 40D、0.5027、用复合模冲制底部孔较大的拉深件时,其工作顺序是()。
A、冲孔一落料一拉深B、落料一冲孔一拉深C、拉深一冲孔一落料D、落料一拉深一冲孔28、模具装配后,其模具闭合高度>=400时,其允许的偏差值为:()OA、±0mmB、C^ D^29、三级安全教育制度是企业安全教育的基本教冇制度。
三级教冇是指:()OA、入厂教育、车间教育和岗位(班组)教育B、低级、屮级、高级教育C、预备级、普及级、提高级教育D、入门教育、继续教育、深入教育30、分析和判断工序是否处于稳定状态所使用的方法是()。
A、散布图法B、控制图法C、育方图法D、因果分析法第四部分31、为避免挤压环损坏,必须设计承压面的压缩模结构形式为()。
A、不溢式压缩模B、半溢式压缩模C、溢式压缩模D、半溢式或溢式压缩模都可以32、卸料板一般有刚性的和弹压的两种:刚性卸料板主要起()作用,也有起凸模的导向作用。
A、固定B、卸料C、支承D、定位33、工具的使用寿命与()质量有着极其密切的关系,因此必须掌握其热处3!特点,根据不同的性能要求采用不同的热处理方法。
A、机加工B、热处理C、锻造D、电加工34、哪一种截面形状的分流道在注塑模屮一般不采用()。
A、圆形B、梯形C、U形D、矩形35、两个基本形体表面相切,在相切处两表面是圆滑过渡的,()交线。
A、存在B、不存在C、要具体确定D、作图者的习惯36、《安全生产法》规定,生产经营单位应当在较大危险因素的生产经营场所和有关设施、设备上,设置明显的()。
A>安全宣传标语B、安全宣教挂图C、安全警示标志D、警示颜色37、下列配合代号标注不正确的有()0A、(1)60h7/r6B、(1)60H8/k7C、(b60h7/D8D、(1)60H9/f938、机械上常在防护装置上设置为检修用的可开启的活动门,应使活动门不关闭机器就不能开动;在机器运转时,活动门一打开机器就停止运转,这种功能称为()。
A、安全联锁B、安全屏蔽C、安全障碍D、密封保护39、在级值法解尺寸链的公式屮,封闭环最大极限尺寸二()。
A、(增环最大极限尺寸Z和)一(减环最小极限尺寸Z和)B、(增环最小极限尺寸Z和)一(增环最大极限尺寸Z和)C、(增环基木尺寸Z和)一(减环基木尺寸之和)D、(增环最小极限尺寸Z和)+ (增环最大极限尺寸Z和)40、工件装夹后,在同一位置上讲行钻孔、扩孔、较孔等多次加工,通常选用()OA、固定B、快换C、可换D、不换第四部分31、为避免挤压坏损坏,必须设计承压面的压缩模结构形式为()。