加工中心刀具介绍共39页
加工中心切削参数表

加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
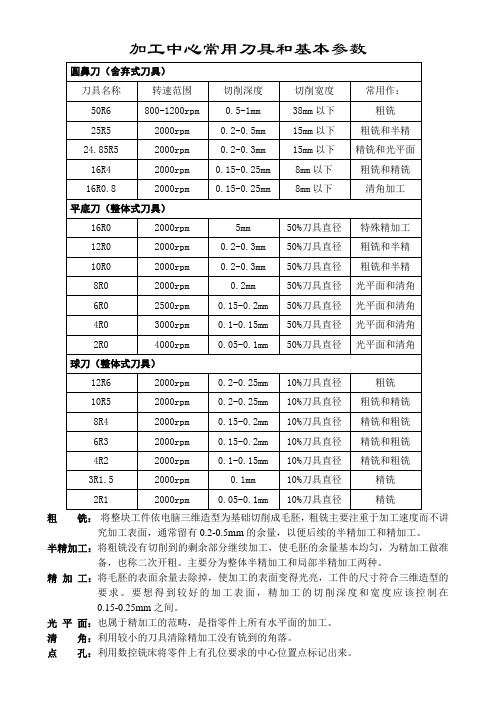
加工中心常用刀具和基本参数
加工中心常用刀具和基本参数
粗铣:将整块工件依电脑三维造型为基础切削成毛胚,粗铣主要注重于加工速度而不讲究加工表面,通常留有0.2-0.5mm的余量,以便后续的半精加工和精加工。
半精加工:将粗铣没有切削到的剩余部分继续加工,使毛胚的余量基本均匀,为精加工做准备,也称二次开粗。
主要分为整体半精加工和局部半精加工两种。
精加工:将毛胚的表面余量去除掉,使加工的表面变得光亮,工件的尺寸符合三维造型的要求。
要想得到较好的加工表面,精加工的切削深度和宽度应该控制在
0.15-0.25mm之间。
光平面:也属于精加工的范畴,是指零件上所有水平面的加工。
清角:利用较小的刀具清除精加工没有铣到的角落。
点孔:利用数控铣床将零件上有孔位要求的中心位置点标记出来。
加工中心常用刀具参数
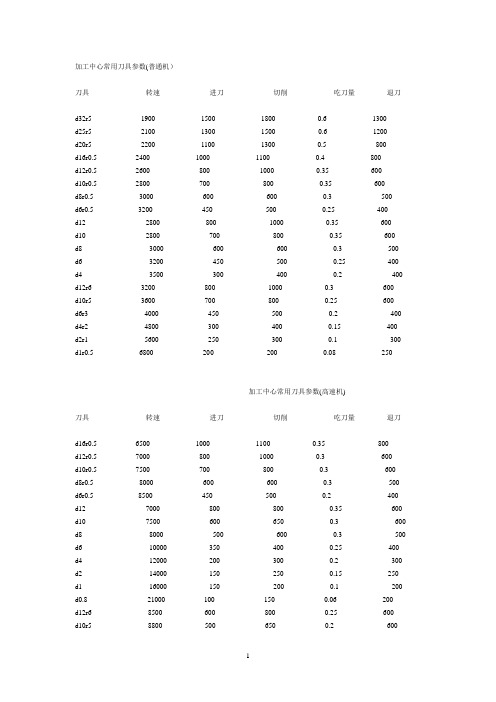
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
(完整版)加工中心新刀具常用切削参数参照表1
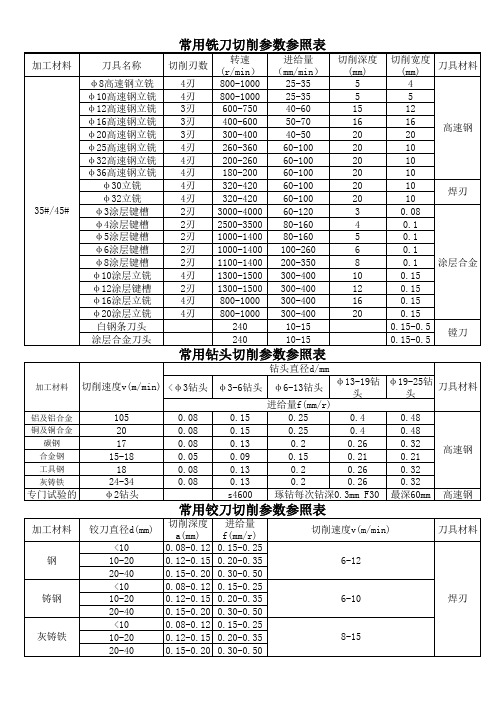
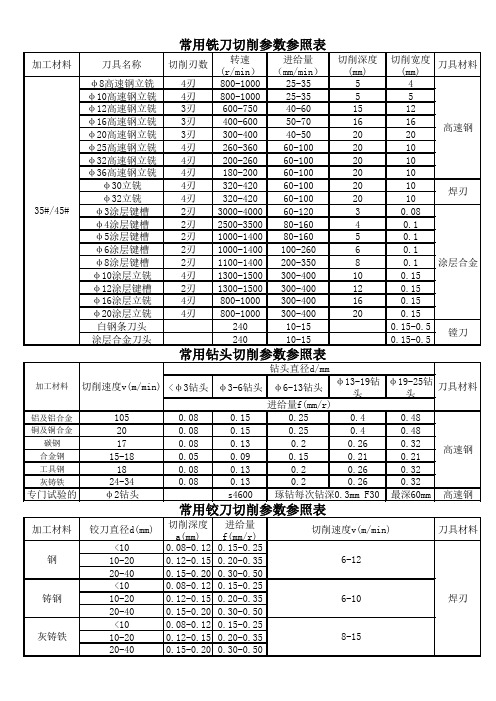
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
加工中心刀具
(c)、立方氮化硼(CBN):在高温高压下制成的一种新型超硬刀具 材料,硬度达7000~8000HV,耐磨性好,热硬性达1200℃,在 1200~1300℃高温下不与铁发生化学反应,主要用于加工淬硬钢、 耐磨铸铁、高温合金等难加工材料的半精加工和精加工。
常用刀具材料可切削加工的主要工件材料
刀具材料 结构 钢 合金 钢 铸铁 淬火 钢 冷硬 铸铁 镍基 高温 合金 钛合 金 铜铝 等有 色金 属 非金 属
分切铣型最理想的适用于大规模的工业化生产经济性高柄铣刀shanktoolscuttingmaterials刀具规格系列直刃sp整体螺旋直刃整体螺旋hs直刃焊接轴向角刃口设计柄铣刀shanktoolscuttingmaterials刀具规格系列直刃geradeschneiden整体massiv螺旋spiralig直刃geradeschneidenhw面角设计焊接best點kt螺旋直刃转位式wepla面角设计柄铣刀shanktoolscuttingmaterials刀具规格系列直刃dp焊接式面角设计螺旋设计焊接高度25mmdiamasteruno30mmdiamasterpro50mmdiamasterplusquattrodiaprofilfr鋝erzahnformenbest點kteschaftfr鋝er齿形焊接式柄铣刀直刃面角螺旋设计直刃直刃面角geradeachswinkelschneidengeradegeradeachsspiralf鰎migangeordnetschneidenwinkelschneiden负螺旋设计正螺旋设计齿形焊接式柄铣刀tippedrouter直刃straightcuttingedgegeradeschneiden
② M类硬质合金(黄色):旧牌号通用硬质合金YW,由TiC+TaC (NbC)组成。有较好抗弯强度、冲击韧性、抗氧化能力、耐磨性、 高温硬度,适于加工长切屑或短切屑的黑色金属材料,如:钢、铸 钢、不锈钢、灰口铸铁、有色金属等。常用牌号有:M10、M20、 M30、M40等,数字越大,耐磨性越低而韧性越大,精加工选用 M10,半精加工选用M20,粗加工选用M30。 ③ K类硬质合金(红色):旧牌号钨钴硬质合金YG,由WC+Co组 成。韧性较好,抗弯强度较高,热硬性稍差,适于加工短切屑的黑 色金属、有色金属及非金属材料,如淬硬钢、铸铁、铜铝合金、塑 料等。代号有:K01、K10、K20、K30、K40等,数字愈大,Co含 量越多,耐磨性愈低而韧性愈高。精加工可用K01;半精加工可用 K10、K20 ;粗加工选用K30、K40。 (e)涂层刀具材料 涂层刀具材料是在硬质合金或高速钢的基体 上,涂一层几微米(5~12µm)厚的高硬度、高耐磨性的金属化合 物(TiC、TiN、AL2O3等)构成。涂层硬质合金刀具的耐用度比不 涂层的至少提高1~3倍,涂层高速钢刀具的耐用度比不涂层的至少 提高2~10倍。国内涂层硬质合金刀片牌号有CN、CA、YB等。 TiC涂层刀片:银灰色,5~7µm。 TiN涂层刀片:金黄色,8~12µm。
加工中心所用的铣刀种类

铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受到一定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上加工凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,副切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
立铣刀也有粗机床电器齿和细齿之分,粗齿铣刀的刀齿为3—6个,一般用于粗加工;细齿铣刀的刀齿为5~10个,适合于精加工。
CNC刀具简介

高速鋼
High-Speed Steel
1900年發展成功之切削刀具材料為切削工具鋼之一種,含有 鎢、鉻、鉬、釩、鈷等合金元素。因含有較多的合金元素故 有相當高的硬度,經熱處理後其硬度可高達HRc 68。做為切 削工具在高速切削時其刀鋒即使被加熱至500~600℃也不會產 生回火軟化,仍能保持其硬度之性質,而且在高溫時硬度降 低極微,是刀具材料所具備的重要性質之一,故能耐高溫及 重切削。一般常用者有鎢W系高速鋼以及鉬Mo系高速鋼: 1、鎢W系高速鋼係為鋼基中含有18%鎢、4 %鉻以及 1%釩,為一般之多用途 刀具材料。 2、鉬Mo系高速鋼此為W系高速鋼中W之含量降至6 %後,再加入4.5~7 %鉬的 合金鋼,具有良好之韌性及耐衝擊性。適合於製造強力之切 削、耐磨刀具,如銑刀、螺絲攻等。
Ⅱ、依刀具结构區分
一般就銑刀的结构方式可將其區分為下列兩種形式的銑刀:
一、捨棄式刀具 二、整體式刀具
捨棄式刀具
此種形式刀具,顧名思義,即銑刀之刀刃部分為可更換的設計。通常在設 計上分為刀座以及刀片兩部分,刀片即為銑刀中的刀刃用來切削工件,而 刀座則做為固定或支撐刀片。刀座的直徑即決定銑刀的大小,此外,刀座 也可作成多刃的設計。刀片部分則有許多形狀,材質…等變化。使用者可 以視不同的加工情況更換適合的刀片,刀片上所有切刃都使用磨耗後,刀 片即拋棄而不重磨,只需更換新的刀片。所以刀具成本、使用彈性為其優 點。下列圖示為捨棄式刀具。
PCD 应用:
PCD 刀具主要应用于非铁元素材料加工如: •铝,铝合金 •铜,黄铜 •镁合金 •CKF , GKF 等等.
MAPAL PCD刀具铣削效果
如果在高温下用PCD加工含铁材料,则PCD会还原为石墨.
数控常用刀具及功能

数控常用刀具及功能一、整体介绍数控(Numerical Control)是一种通过计算机控制的自动化加工技术,其应用广泛,尤其在制造业中。
在数控加工过程中,刀具起着至关重要的作用,不同的刀具具有不同的功能和特点,本文将为大家介绍数控常用刀具及其功能。
二、常用刀具及功能1. 铣刀铣刀是数控加工中最常用的刀具之一,其主要用于平面、曲面的铣削加工。
铣刀通常由刀柄和刀片组成,刀片可以更换,以适应不同的加工需求。
铣刀具有高速切削、高精度、高效率等特点,广泛应用于汽车制造、航空航天等领域。
2. 钻头钻头是用于钻孔的刀具,可分为直柄钻头和螺旋钻头。
直柄钻头适用于钻孔直径较小的情况,而螺旋钻头则适用于钻孔直径较大的情况。
钻头具有高效、精度高、加工质量好等特点,广泛应用于金属加工、木工等领域。
3. 刀片刀片是数控加工中不可或缺的刀具之一,广泛应用于铣削、车削、钻孔等加工过程中。
刀片的种类繁多,根据不同的加工需求,可以选择不同形状、材质和刀片角度的刀片。
刀片具有高硬度、耐磨损、切削力小等特点,能够提高加工效率和加工质量。
4. 镗刀镗刀是用于加工孔的刀具,其主要功能是将加工孔的精度和表面质量提高到一定的要求。
镗刀由刀柄和刀具组成,刀具可以更换以适应不同尺寸的孔加工。
镗刀具有高精度、高效率、高稳定性等特点,广泛应用于汽车发动机缸体、气缸套等零部件的加工。
5. 锯片锯片是用于切割材料的刀具,其主要用途是将工件切割成所需的尺寸和形状。
锯片通常由金属或合金制成,具有高硬度、耐磨损、切削效率高等特点。
锯片广泛应用于金属加工、木工、建筑等领域。
6. 车刀车刀是用于车削加工的刀具,其主要功能是将工件上的材料去除,使其达到所需的形状和尺寸。
车刀通常由刀柄和刀片组成,刀片可以更换以适应不同的加工需求。
车刀具有高效、精度高、加工质量好等特点,广泛应用于汽车制造、航空航天等领域。
7. 刀具夹具刀具夹具是用于夹持刀具的装置,其主要功能是确保刀具的稳定性和精度,从而保证加工质量。
加工中心新刀具常用切削参数参照表
8-15
20-40
0.15-0.20 0.30-0.50
加工材料/ 工件
A105(相当 于25Mn) /MQL导环
加工特殊材料及工件切削参数参照表
刀具名称
切削刃数
转速 (r/min)
进给量 (mm/min)
用途
切削宽度 (mm)
刀具材料
φ5钻头 φ5.8钻头 φ10.3钻头 φ13.5钻头 φ14.5钻头 φ6铰刀 φ15铰刀
35#/45#
刀具名称
0圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
40-50
20
20
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
刀具材料
20-40
0.15-0.20 0.30-0.50
铸钢
<10 10-20 20-40
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35 0.15-0.20 0.30-0.50
加工中心刀具知识
一般就铣刀的使用方式可将其区分为下列两种形式的铣刀:
一、组合式刀具 二、整体式刀具
第十二页,共53页。
组合式刀具
此种形式刀具,顾名思义,即铣刀之刀刃部分为可更换的设计。通常在设计 上分为刀座以及刀片两部分,刀片即为铣刀中的刀刃用来切削工件,而刀座 则做为固定或支撑刀片。刀座的直径即决定铣刀的大小,此外,刀座也可作 成多刃的设计。刀片部分则有许多形状,材质…等变化。使用者可以视不同的 加工情况更换适合的刀片,刀片上所有切刃都使用磨耗后,刀片即抛弃而不 重磨,只需更换新的刀片。所以刀具成本、使用弹性为其优点。下列图示为 舍弃式刀具。
a、端铣刀〈End Mill〉 b、球刀〈Ball-nose Cutter〉 c、圆鼻刀〈Toroidal Cutter〉
第二页,共53页。
端
铣
刀
端铣刀之外形如右图所示,铣刀之外缘及底面均有铣齿以构成 切刃,所以可以用来铣削工件之垂直面以及垂直面。端铣刀之 刀形变化非常复杂,适用于各类加工,如:铣平面、沟槽或轮 廓面…等等,可说是被运用最为广泛的一种铣刀。一般来说端 铣刀非常适用于2D形状的工件,但是应用于3D形状的模具加 工时,就不是那么的适用。我们就以下原因说明端铣刀应用于 模具加工时所发生的问题:
高速钢、烧结式碳化物 Carbides 、瓷金工具Cermet
陶
瓷刀具Ceramics、CBN刀具
Ⅱ、镀层-
加工中心、数控铣床、刀具名称、转速、进给、下刀量(45#)
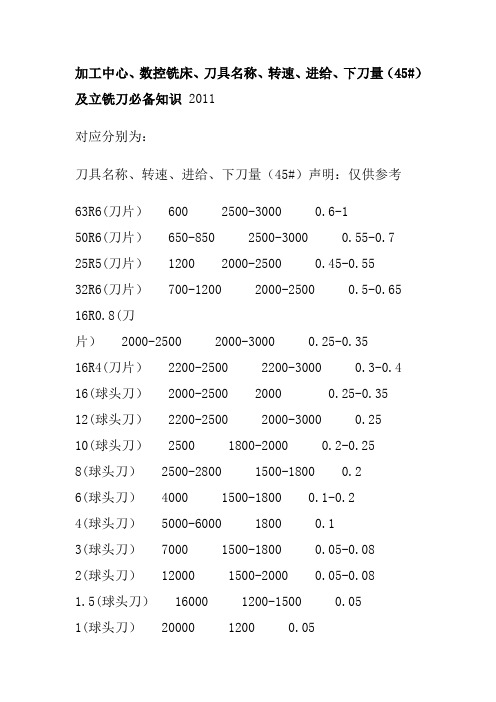
加工中心、数控铣床、刀具名称、转速、进给、下刀量(45#)及立铣刀必备知识2011对应分别为:刀具名称、转速、进给、下刀量(45#)声明:仅供参考63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.725R5(刀片) 1200 2000-2500 0.45-0.5532R6(刀片) 700-1200 2000-2500 0.5-0.6516R0.8(刀片) 2000-2500 2000-3000 0.25-0.3516R4(刀片) 2200-2500 2200-3000 0.3-0.416(球头刀) 2000-2500 2000 0.25-0.3512(球头刀) 2200-2500 2000-3000 0.2510(球头刀) 2500 1800-2000 0.2-0.258(球头刀) 2500-2800 1500-1800 0.26(球头刀) 4000 1500-1800 0.1-0.24(球头刀) 5000-6000 1800 0.13(球头刀) 7000 1500-1800 0.05-0.082(球头刀) 12000 1500-2000 0.05-0.081.5(球头刀) 16000 1200-1500 0.051(球头刀) 20000 1200 0.050.5(球头刀) 20000 500 0.023.175(球头刀) 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
加工中心刀具介绍
vf N fz zn [mm/min]
3.材料去除速率的计算
Q ap ae vf [cm3/min] 1000
高速切削过程中的几个重要术语和加工参数的解释
1. 切削速度Vc 2. 有效刀具直径Deff
3. 每刃进给量fz
4. 轴向及径向进给量ap & ae
fz = 0.08 ae = 0.08
高速加工中,各切削参数的计算方法
依据两个已知量: Vc和fz, 即可计算
出其它参数. 1. 主轴转数的计算:
N Vc 1000 [rpm] 2. 工作台π进*给D速ef度f 的计算:
vf 指刀N具的刃f数z zn [mm/min] z 3.材料去除速率的计算
切削速度的定义: Vc=N* *Deff /1000
Vc是指在特定刀具的情况下, 适合某工件材料高速加工的合适的切削速度值, 它是指刀具的线速度.
Vc 示意图
N
D
如何正确设定切削速度Vc值
1. 由刀具供应商提供 2. 参考已有的实验数据 3. 通过大量切削实验建立自已的数据库 ----------------------------------------------------- Vc值是正确设定其它切削参数的重要依据
因应主軸、刀具及材料,會影响實際的結果。
Ae及Fz對光潔度的影响
光潔度 /切削方向
光潔度 /平行切削方向
Ae及Fz對光潔度的影响
Ae及Fz對光潔度的影响
fz = 0.04 ae = 0.20
fz = 0.20 ae = 0.04
fz = 0.20 ae = 0.20
fz = 0.04 ae = 0.04
分利用, 提高加工质量和效率; 又不会影响刀具的使用寿命, 从而 达到节约成本, 实现真正高速加工的目的
cnc加工中心常用刀具的叫法,你知道多少?你都是怎么个叫法?

cnc加工中心常用刀具的叫法,你知道多少?你都是怎么个叫法?cnc加工中心常用刀具是CNC机床上完成工件加工所必备的刀具,主要由刀片、刀杆和刀柄组成,它们之间的组合方式和性能参数会让CNC机床的加工性能有质的提升。
CNC加工中心常用刀具的叫法:1、平刀,是CNC加工中心常用的刀具,它具有切削效率高、切口平整、切削力小等特点,可以用于铝合金、铁合金、钢材等实际加工中的平面、槽、沟、圆柱面等面的加工。
2、立铣刀,是CNC加工中心常用的刀具,它具有切削效率高、切口平整、切削力小等特点,可以用于立面、斜面、圆柱面、槽、沟等实际加工中的铣削、圆弧铣削、凹口加工等工艺。
3、钻头,是CNC加工中心常用的刀具,它具有切削效率高、切削力小等特点,可以用于实际加工中的钻孔、攻丝等工艺。
4、铰刀,是CNC加工中心常用的刀具,它具有切削效率高、切削力小等特点,可以用于实际加工中的开槽、开孔、打孔、扩孔等工艺。
5、铣刀,是CNC加工中心常用的刀具,它具有切削效率高、切口平整、切削力小等特点,可以用于实际加工中的铣削、拉削、抛光等工艺。
6、刨刀,是CNC加工中心常用的刀具,它具有加工精度高、切削力小等特点,可以用于实际加工中的刨削、镗削、拉削等工艺。
7、刃具,是CNC加工中心常用的刀具,它具有切削效率高、切削力小等特点,可以用于实际加工中的切削、攻丝、削圆等工艺。
以上就是CNC加工中心常用刀具的叫法,它们在CNC加工中心中的应用非常广泛,能够提高CNC机床的加工性能,为工件加工提供最佳的加工解决方案。
CNC加工中心常用刀具的叫法不仅要了解它们的名称,还要了解它们的性能参数和结构特点,根据不同的加工要求选择合适的刀具,以满足工件加工的要求,可以达到更好的加工效果。
CNC加工中心常用刀具的正确使用,可以更好地发挥它们的功效,同时还能够延长刀具的使用寿命,为CNC机床的加工过程提供更好的加工保证。
加工中心刀具知识_
第一节数控刀具的种类及特点
4.根据数控机床工具系统的 发展,可分为 整体式工具系统 模块化式工具系统
第一节数控刀具的种类及特点
模块化工具的主要优点是: (1)减少换刀时间和刀具的安装次数, 缩短生产周期 (2)促使工具向标准化和系列化发展。 (3)便于提高工具的生产管理及柔性加 工的水平。 (4)扩大工具的利用率,充分发挥工具 的性能,减少用户工具的储备量。
第二节数控刀具材料
金属陶瓷其成分以TiC(陶瓷)为基体,Ni、 Mo(金属)为结合剂 解决陶瓷刀具的脆性大而出现的 最大优点是与被加工材料的亲和性极低, 故不易产生粘刀和积屑瘤现象加工表面 非常光洁平整 精加工的佼佼者
第二节数控刀具材料
4.立方氮化硼(CBN) 硬度略逊于金刚石,但热稳定性远高于 金刚石,并且与元素亲和力小,不易产 生“积屑瘤” 切削加工普通灰铸铁时,一般来说线速 度300m/min以下采用涂层硬质合金, 300-500m以内采用陶瓷,500m/min以 上用CBN刀具材料 超高速加工的首选刀具材料
1.后刀面磨损
第三节数控刀具的失效形式及 可靠性
由机械应力引起的出现在后刀面上的摩 擦磨损。 由于刀具材料过软,刀具的后角偏小, 加工过程中切削速度太高,进给量太小, 造成后刀面磨损过量。 应该选择耐磨性高的刀具材料,同时降 低切削速度,提高进给量,增大刀具后 角。
第三节数控刀具的失效形式及 可靠性
材料的硬度、耐磨性,金 刚石最高,递次降低到高 速钢。 材料的韧性则是高速钢最 高,金刚石最低
第三节 数控刀具的失效形式及可靠性