最终灭菌医疗器械包装(包装材料,无菌屏障系统和包装系统)(医院篇)
最终灭菌医疗器械包装标准

最终灭菌医疗器械包装标准医疗器械对于人们的生命健康扮演着重要的角色,其包装质量直接影响着产品的安全性和有效性。
为确保医疗器械在运输、存储和使用过程中无菌,最终灭菌医疗器械包装标准应当得到遵循和执行。
本文将对最终灭菌医疗器械包装标准进行探讨。
一、背景介绍随着医疗技术的不断进步和人们对医疗器械的需求增加,更多的医疗器械开始被广泛采用。
然而,医疗器械在生产、运输和使用过程中容易受到微生物的污染,严重影响其安全性和有效性。
因此,制定最终灭菌医疗器械包装标准是必要的。
二、灭菌方法灭菌是除去或杀死器械上的微生物,以防止传播感染的过程。
最常用的灭菌方法包括热灭菌、化学灭菌和辐射灭菌。
其中,蒸汽灭菌是最常用的热灭菌方法,其使用高压蒸汽使微生物失活。
而化学灭菌则通过使用化学物质,如氧化剂和酶等,来杀灭微生物。
辐射灭菌则利用电离辐射或紫外线辐射来破坏微生物细胞。
三、包装材料要求医疗器械包装材料应具备一定的特性,以确保其能够有效地保护器械免受外界的污染。
首先,包装材料需要具备良好的物理性能,如耐磨、耐受冲击等,以保护器械在运输和存储过程中不受损。
其次,包装材料应具备良好的气体屏障性能,以防止细菌等微生物进入包装内部。
此外,包装材料还需要具备一定的透湿性能,以防止包装内部湿度过高而引起细菌滋生。
四、包装过程要求最终灭菌医疗器械包装的过程中需要遵循一系列的要求。
首先,包装过程应在洁净室环境下进行,以确保无菌性。
其次,包装人员应具备丰富的包装知识和技能,并严格执行操作规程,以防止人为的污染。
此外,所有用于包装的工具和设备应经过灭菌处理,确保其无菌状态。
五、包装验证为确保最终灭菌医疗器械包装的有效性和合规性,需要进行包装验证。
包装验证主要包括包装材料的选择和性能评估、包装过程的验证以及包装的运输和存储条件的验证等。
通过包装验证,可以确保最终灭菌医疗器械包装标准的实施和遵循。
六、灭菌效果监测为确保最终灭菌医疗器械包装的有效性,需要进行灭菌效果监测。
iso11607-1 最终灭菌医疗器械的包装_第1部分

最终灭菌医疗器械的包装第1部分: 材料、无菌屏障系统、和包装系统要求1范围本标准规定了终端无菌医学设备的原材料.预成形无菌屏障系统、无菌屏障系统和包装的要求及测试方法。
本标准适用于工业,健康护理设备以及任何置放于无菌屏障系统和无菌的医疗设备。
本标准不包括无菌生产的医疗设备的无菌屏障系统及包装的全部要求。
附加的要求可能对药物/设备结合是必须的。
本标准没有描述生产商各环节控制的质量保证体系。
2规范性引用文件下列引用文件对于本文件的应用是不可缺少的。
标准日期的,只有此版本引用适用。
凡是不注明日期的,其最新版本适用于本标准包括修正单。
ISO5636—5:2003 纸和纸板。
透气率和空气阻力的测定(中等范围)第五部分葛尔莱法(GuRley)3术语和定义下列术语和定义适用于本标准。
3.1无菌引入aseptic presentation采用不受微生物污染的条件和程序引进和传送无菌产品3.2生物负载bioburden页脚内容1产品或无菌屏障系统上或中存活微生物的数量[ISO/T 11139:2006]3.3闭合closure用于关闭无菌屏障系统而不形成密封的方法注:例如,用一个重复使用的容器垫片或反复折叠, 以形成一弯曲路径都可关闭一个无菌屏障系统。
3.4闭合完好性closure integrity闭合确保在规定条件下防止微生物进入的闭合特性注:另见3.8。
3.5有效日期expire date在此日期内产品可以使用的日期, 用年和月表示。
3.6标签labeling医疗器械上或其包装上或医疗器械随附的书写、印刷、电子或图解符号等注: 标签与确认、技术描述和设备的使用有关,但不包括运输文件3.7医疗器械medical device由制造者专门设计或主要设计成为下列目的应用于人的,不论是单独使用还是组合使用的,包括使用所需软件在内的任何仪器、设备、器具、材料或其他物品。
包括使用,这些目的是:—疾病的诊断、预防、监护、治疗或缓解;页脚内容2—伤残的诊断、监护、治疗缓解或代偿;—人体结构或生理过程的研究、替代或修复;—妊娠的控制;—医疗器械的消毒;—取自人体的体外样本检验方式为医疗目的提供信息。
医疗器械的灭菌包装
包装材料的选择和评估
◦ 密封强力和爆破强力
密封强度的测量通常是作为无菌包装形成过程的关键衡量 指标
体现形成包装的密封过程具有持续的稳定性,即足够的工 序能力
爆破试验不同于密封强度的试验,它测量的对象是整个密 封包装
爆破试验的结果偏差往往较大,通常被用于过程控制中, 它没有密封强度的测量敏感。
◦ 对器械的保护要求 无菌包装系统的主要功能是保护器械,直到使用为止
对温度的敏感度 对水分的敏感度 对光线的敏感度 对氧的敏感度 对震 储存、分销及摆放的要求
储存:对于存储环境的要求必须被完整地评估
分销:在进行分销过程考虑时,需要判别器械从生产到分销 中心、或是从分销中心到用户是如何传递、运输的
摆放:器械保护的要求通常与器械的摆放要求直接相关
无菌包装设计的基本要求
◦ 制造要求
应懂得器械的整个制造流程,同时必须熟悉可能包含的成 型、密封以及标识流程。
生产地点 设备 确认 培训
无菌包装设计的基本要求
◦ 灭菌过程要求
对所选用的灭菌方法的了解,有助于选择何种 类型的无菌屏障材料
材料的选择 气体灭菌剂通常采用多空性灭菌屏障材料 与灭菌过程的相容性,必须有能力经受灭菌过程 包装密度及方向性
无菌包装设计输出与输入的关系
用户要求URS
技术设计输入 Input
设计过程 Process
设计策划 Planning
设计输出 Output
设计验证 Design Verfication
设计审核 Design Review
设计确认 Design Validation
过程确认 Process Validation
设计和技术转移 Design & Technology Transfer
最终灭菌医疗器械包装

最终灭菌医疗器械包装第1部分:材料、无菌屏障系统和包装系统的要求Packaging for terminally sterilized medical devices—Part1:Requirements for materials,sterile barrier systems and packaging system目次前言 (II)引言 (III)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4通用要求 (5)5材料、预成型无菌屏障系统和无菌屏障系统 (6)6包装系统的设计和开发 (10)7无菌取用的可用性评价 (11)8包装系统的性能和稳定性 (11)9包装系统确认与变更 (12)10无菌开启前的检查 (13)11需提供的信息 (13)附录A(资料性)医用包装指南 (15)附录B(资料性)可用于证实符合本文件要求的标准试验方法、指南和程序 (17)附录C(规范性)不透气材料阻气体通过的试验方法 (25)附录D(资料性)环境方面 (26)参考文献 (27)前言本文件按照GB/T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB/T19333《最终灭菌医疗器械包装》的第1部分。
GB/T19633已经发布了以下部分:——第1部分:材料、无菌屏障系统和包装系统的要求;——第2部分:成型、密封和装配过程的确认的要求。
本文件代替GB/T19633.1—2015《最终灭菌医疗器械包装第1部分:材料、无菌屏障系统和包装系统的要求》,与GB/T19633.1—2015相比,除结构调整和编辑性改动外,主要技术变化如下:——更改了“预成形无菌屏障系统”的表述方法,将“预成形无菌屏障系统”更改为“预成型无菌屏障系统”(见第1章、3.6、3.12、3.13、3.29、第5章、6.2.2、第11章、附录A和附录B,2015版的第1章、3.11、第5章、7.1、附录A和附录B);——更改了部分术语和定义描述,与ISO11139:2018保持一致(见第3章,2015版的第3章);——增加了根据GB/T19633.2:XXXX重新确认的子条款要求(见5.1.9);——增加了无菌取用的可用性评价的要求(见第7章);——增加了在使用前检查无菌屏障系统完整性的要求(见第10章);——更改了附录B;——增加了附录D。
无菌医疗器械包装产品的要求和确认方法(2021培训课件)

EN 868 系列标准所规范的对象是以包装商品的形式在市场上流通的 产品。这些包装都是还没有形成密闭的无菌屏障系统的“半成品”, 执行标准的主体是对包装质量负责的责任人。
ISO 11607系列标准所规范的对象是已经装入器械的包装系统(无 菌屏障系统)。这时的包装不再作为独立的包装在市场上流通,而是 作为医疗器械商品的组成部分。执行标准的主体是对器械质量负责的 责任人。
4.ISO11607的要求与验证
染色渗漏试验(不透气性试验)(GB/T19633附录): 将样品包装裁成250 mm×105mm大小的样片。 取一块面积与样片相同的吸纸,放在玻璃表面,将待测试料的内表面与吸
纸接触。 将染色液倒入浅盘中,使海绵在浅盘内滞留1 min,取出海绵,靠着盘的边
把多余的液体挤除。 将海绵放在样片上,保证海绵的边缘在样片边部之内(距边部不少于
ISO11607-2《最终灭菌医疗器械的包装第2部分:成形、密封和组 装过程的确认要求》。 EN 868分为EN 868-2~-EN 868-10《待灭菌医疗器械的包装材料和
系统》系列标准。 在我国:
GB/T19633《最终灭菌医疗器械的包装 》--国家标准--ISO11607转 化而来。
YY/T0698《最终灭菌医疗器械包装材料 》--医药行业 ---EN868转 化而来。
熠品医疗与生物实验室
无菌医疗器械包装系统的 要求和确认方法
殷龙/Frank Yin
2021年07月16日
熠品上海/熠品苏州 EPIN SHANGHAI/SUZHOU LTD.
目录
1 无菌医疗器械概述 2 包装系统的组成 3 包装系统标准的现状 4 ISO11607的要求与验证 5 包装系统货架寿命确认
灭菌医疗器械包装包装材料无菌屏障系统和包装系统医院篇

灭菌医疗器械包装包装材料无菌屏障系统和包装系统医院篇Just be happy, remember on the morning of June 18, 2022最终灭菌医疗器械包装包装材料;无菌屏障系统和包装系统医院篇前言选择最终灭菌医疗器械包装的材料和包装方式是医院感染控制的一项重要工作;最终医疗器械包装的目标是能进行灭菌、使用前提供无理由保护;保持无菌水平;并使能无菌操作如无菌打开等..医疗器械复杂的具体特性、多种预期的灭菌方法、预期使用、失效日期、运输、和贮存都对包装系统和材料的选择带来影响..在为可以进行灭菌的医疗器械选择合适的包装材料时;要仔细的考虑无菌屏障系统的诸多方面;涵盖了与灭菌过程的相容性、对装运和处理中的坚固性、屏障的特性以及与器械最终用途相关的大量考虑事项..用来描述用以执行医疗器械包装所需特有功能的最小包装应有功能有:可对其进行灭菌、要提供可接受的微生物屏障、可进行无菌操作;保护性包装是保护无菌屏障系统的;这些共同形成包装系统..预成形无菌屏障系统包括了任何局部组合的无菌屏障系统;如医院用的包装卷等..最终灭菌医疗器械包装系统选择适宜的材料受图1所示相互关系的影响..医疗器械包装系统灭菌的选择;确认过程图A.1 影响最终灭菌医疗器械包装系统选择材料的相互关系无菌屏障系统是最终灭菌医疗器械安全的基本保证..管理机构之所以将无菌屏障系统视为是医疗器械的一个附件或一个组件;正是认识到了无菌屏障系统的重要特性..世界上许多地方把销往医疗机构用于内部灭菌的预成形灭菌屏障系统视为医疗器械..第一章名词解释1. 包装材料package material用于制造或密封包装系统的任何材料..2. 无菌屏障系统sterile barrier system防止微生物进入并能使产品在使用地点无菌使用的最小包装..3. 包装系统package system无菌屏障系统和保护性包装的组合..4. 保护性包装protective packaging材料的结构设计成从组装到最终使用过程中防止无菌屏障系统和其内装物品受到损坏..5. 最终灭菌terminally sterilized产品在其无菌包装屏障系统内被灭菌的过程..6. 闭合closure用于关闭无菌屏障系统而不形成密封的方法..注:例如;用一个重复使用的容器垫片或反复折叠 ; 以形成一弯曲路径都可关闭一个无菌屏障系统;如用皱纹纸;无纺布;棉布等打包..7. 密封seal表面连接的结果..注:例如;用粘合剂或热熔法将表面连接在一起;如灭菌卷袋的封口..8. 闭合完好性closure integrity闭合确保在规定条件下防止微生物进入的闭合特性..9. 密封完好性seal integrity在规定条件下密封确保防止微生物进入的特性..10. 微生物屏障microbial barrier无菌屏障系统统在规定条件下防止微生物进入的能力..11. 预成形无菌屏障系统 preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统..例如: 袋和开放的可重复使用的容器..12. 有效日期 expire date货架寿命或产品有效期在此日期内产品可以使用的日期; 用年和月表示..13. 无菌有效期无菌保持期在此日期内产品可保持预期的无菌状态..医院使用的包材;例如:皱纹纸;无纺布等是以上所述的包装材料;打好的各种包是无菌屏障系统;所用的容器是保护性包装;加起来称为包装系统;卷袋是预成形无菌屏障系统;医院封口后称为无菌屏障系统;放到容器中一起成为包装系统..医院的封口机及封口过程应按ISO11607-2附录二要求执行;本文在这里不做论述..第二章相关标准及发展美国1950年成立软包装协会PFA是由软包装制造者和供应者组成的国家贸易协会;该行业生产的包装用于食品、保健品的包装和由纸张、薄膜、铝箔材等这些材料组成的工业产品..1994年成立软包装协会的灭菌包装制造者理事会SPMC;SPMC 和AAMI定期发布包装标准和试验方法附录一..ISO/TC198卫生保健灭菌技术委员会制定了ISO11607-1-1997最终灭菌医疗器械包装用于包装后灭菌医疗器械包装..欧洲标准EN868-1是由欧洲委员会和欧洲自由贸易协会授权CEN欧洲标准委员会/TC102 “供医用的灭菌器材”技术委员会编制..1997年2月发布了EN868-1待灭菌医疗器械包装材料和系统第一部分:一般要求和试验方法;自此以后至1999年先后发表了EN868-2至EN868-10等一系列标准和试验方法..EN868-2:1999 最终灭菌医疗器械的包装材料第2部分:灭菌包包裹材料要求和试验方法EN868-3:1999 最终灭菌医疗器械的包装材料第3部分:纸袋、组合带、卷材和生产用纸要求和试验方法..EN868-4:1999 最终灭菌医疗器械的包装材料第4部分:纸袋要求和试验方法EN868-5:1999 最终灭菌医疗器械的包装材料第5部分:纸与塑料膜组合的热封和自封袋和卷材要求和试验方法EN868-6:1999 最终灭菌医疗器械的包装材料第6部分:用于环氧乙烷或辐射灭菌的医用可密封无菌屏障系统生产用涂胶纸、要求和试验方法EN868-7:1999 最终灭菌医疗器械的包装材料第7部分:用于环氧乙烷灭菌或辐射灭菌的医用可密封无菌屏障系统生产用涂胶纸要求和试验方法EN868-8:1999 最终灭菌医疗器械的包装材料第8部分:蒸汽灭菌器用重复性使用灭菌容器要求和试验方法EN868-9:1999 最终灭菌医疗器械的包装材料第9部分:可密封组合袋、卷材和盖材生产用无涂胶聚烯烃非织造布材料要求和试验方法EN 868-10:1999 最终灭菌医疗器械的包装材料第10部分:可密封组合袋、卷材和盖材生产用涂胶聚烯烃非织造布材料要求和试验方法1992年以来;欧洲标准委员会CEN和国际标准化组织委员会ISO就开始致力于灭菌包装的全球统一标准工作..2002年发布的ISO11607第二版正是朝这一方向努力的结果;2002年发布的ISO11607第二版中特别标注了和EN868标准不同的部分;以便于使用者清楚了解二者存在的差异;为全球统一的ISO11607标准打下基础..2002年5月召开的ISO/TC198工作会议中;确立了起草能被ISO和CEN接受的国际标准的小组;国际标准内容包括两个部分;最终灭菌医疗器械的包装-第1部分:材料、无菌屏障系统和包装系统的要求;和最终灭菌医疗器械的包装-第2部分:成型、密封和装配过程的确认要求..2003年11月在华盛顿特区讨论第1部分对材料、灭菌屏障系统和包装系统的要求;并对ISO11607.2 第2部分成型、密封和装配过程的确认要求重新改写;并制定指南;更具有可操作性..2006年上半年发布的新版ISO11607第一部分和第二部分实现了ISO和CEN标准的统一;同时废止了EN868-1;保留了EN868-2至EN868-10的部分并进行了部分修改;可一个或多个用来证实符合ISO11607-1中规定的一个或多个要求;为具体包装材料和预成形无菌屏障系统的确定提供指导..该标准已经被美国、欧洲和其他地区采用..我国已将ISO11607.1-2003最终灭菌医疗器械的包装等同采用;转化为国标;并于2005年1月24日发布GB/T19633-2005最终灭菌医疗器械的包装;2005年5月1日实施..现正将ISO11607-1:2006最终灭菌医疗器械的包装-第1部分:材料、无菌屏障系统和包装系统的要求和最终灭菌医疗器械的包装第2部分:成型、密封和装配过程的确认要求等同采用转化为我国国家标准;目前正在转化之中..EN868-2至10标准我国等同采用;已转化为行业标准;正在报批中附录三..ISO11607-1为我们选择最终灭菌医疗器械的包装提供了总则附录二;EN868-2为我们提供了医院用各种包裹材料的要求和实验方法;EN868-4为我们提供了医院用纸袋的要求和实验方法;EN868-5为我们提供了医院用纸塑袋的要求和实验方法;EN868-8为我们提供了医院重复使用的灭菌箱的要求和实验方法..ISO11607标准转化为国家标准;EN868-2-10转化为行业标准;为提高最终灭菌包装的技术和管理水平;确保包装的符合性;推动我国医疗器械产品的进一步发展及医院无菌包装的规范将起到重要作用..第三章包装对医院感染控制的重要性包装的选择会影响到对器械的保护;灭菌效果;无菌保持;无菌打开和使用等诸多方面;是非常重要的一项工作;我们应至少从以下十个方面考虑1.微生物屏障;2.生物相容性和毒理学特性;3.物理和化学特性;4.与预期灭菌过程的适应性;5.与包裹或密封过程的适应性;6.灭菌前产品的货架寿命;7.灭菌后无菌屏障系统的无菌保持期;8.运输和贮存;9.和被包装的器械的相容性;10.与标签系统的适应性..注:标签labeling医疗器械上或其包装上的书写、印刷、电子或图解符号等..我们逐一对以上要求讨论;可以很清楚地看到选择适宜包装的重要性..1 微生物屏障在建立无菌屏障系统中;所用材料的微生物屏障特性对保障包装完好性和产品的安全十分重要..评价微生物屏障特性的方法分两类:适用于不透性材料的方法和适用于多孔材料的方法..只要了证实材料是不透性材料;该材料就满足微生物屏障要求..多孔材料应能提供适宜的微生物屏障;以提供无菌包装的完好性和产品的安全性..注:尚无通用的证实微生物屏障特性的方法..多孔材料的微生物屏障特性评价;通常是在规定的试验条件下通过材料的流速使携有细菌芽胞的气溶胶或微粒流经样品材料;从而对样品进行挑战试验..在此规定的试验条件下;用通过材料后的细菌或微粒的数量与其初始数量进行比较;来确定该材料的微生物屏障特性..经确认的物理试验方法;只要与经确认过的微生物挑战法进行过比对; 其所得的数据也可用于确定微生物屏障特性..应怎样理解否是我们可根据被灭菌物品的性质进行选择..在卫生部消毒技术规范2002中对医疗用品分为低;中;高危险性物品;笔者认为低危险性物品2级微生物屏障即可满足要求;中危险性物品2.5级微生物屏障可满足要求;高危险性物品要3级以上微生物屏障;介入类产品应采用4级以上为好..具体方法见附录四;值得提出的是:所有透气性材料都不能100%阻菌;2级是指微生物在极端条件下穿透的可能性为1%;3级是指微生物在极端条件下穿透的可能性为0.1%;以此类推..根据被灭菌物品的性质选择包装是最有效最经济的方案..还要指出的是微生物屏障试验是针对包装材料的;包装材料生产企业应对其产品提供验证报告;对于无菌屏障系统和预成形无菌屏障系统生产企业使用其供应商的报告是合法有效的..我们应注意ASTM-F1608;和卫生部消毒技术规范2002附录五中的方法均为生物学方法;可作为产品研发的验证;ASTM-F1608的方法在美国也仅有十个实验室可作2007年数字..工厂无法用该方法控制生产;也无法按该方法提供批次检测报告给用户如果有也是第三方报告附录六;因此国际上很多大公司常使用一些物理学指标间接证实产品的微生物屏障性能;当然这些方法和指标是与生物学方法进行过认真比对过的..如在欧洲常使用纸张的孔径;水的透过能力;吸水量见EN868-3;6;7三项指标来证实其产品的微生物屏障性能附录七..这些物理指标是很直接;很容易用简单的方法来证实;对材料的选择在实际工作中有着重要意义..微生物屏障性能是医院选择包装材料和预成形无菌屏障系统时必须要特别关注的;无论厂家采用什么方法检测;医院应向相关厂家索取其产品在进入市场前的生物学验证报告;最好同时索取该批产品出厂前能间接证实微生物屏障性能的物理化学方面的自测报告;并认真记录;以利于相关事件的追溯..2 生物相容性和毒理学性能生物相容性和毒理学性能应按照ISO10993进行验证;ISO10993有16个标准;内容非常多;其中ISO 10993-7医疗器械的生物学评价第7部分环氧乙烷灭菌残留量和是FDA关于这类产品的要求;但在欧洲根据纸张的特性一般规定了几项化学检测;例如:甲醛;多氯联苯;五氯苯酚;纸张杀菌剂的迁移等;可以使问题更加简化;操作性更强;由于医院包装材料是不直接接触人体的;笔者认为能符合直接接触性食品包装材料的要求就可以了;除非有特殊用途的地方..从国外厂家给出的报告看;其要求并不高于我国食品包装纸GB1014-1991的要求;只是更加专业一些而已;医院可以向厂家索取有关其产品部分符合GB1014-1991的要求的报告例如:重金属铅和砷;大肠杆菌;致病菌等;其中荧光白度的要求欧洲是高于我们的;可按EN868-2;3;6;7的相关要求索取报告..以下是对ISO11607-1中的一些解释..可以通过标准提供的方法进行检测以及从包装供应方处获得的证书;对包装材料的大多数方面进行系统的考虑..例外的情况是如果无菌屏障系统材料和医疗器械之间有任何相互影响;最好由医疗器械的生产厂家予以确定..一般由医疗包装的生产厂家维持包装系统及其部件的完全可追溯性;主要用于帮助确定任何不符合项的根本原因..对于材料的社会关注也始终在增加..天然的橡胶乳液、动物来源的材料例如以牛为来源;增塑剂、加利福尼亚65号议案的致癌物California Proposition 65 carcinogens以及重金属等;都是实例..ASTM D3335;采用原子吸收光谱检测涂料中低浓度铅、镉和钴的标准试验方法或ASTM D3718采用原子吸收光谱检测涂料中低浓度铬的标准试验方法;可以提供有关重金属的更多信息;通常的要求即美国东北州长联盟CONEG的要求;规定铅、镉、汞和六价铬的总量不得超过百万分之一百..另外;还有一项可能相关的安全考虑事项;即随着时间;可从包装材料中溶解带出的可萃出物;具有污染医疗器械或环境的潜在可能性..ASTM D4754;采用FDA迁移测试槽对塑料材料进行双侧液体萃取的标准试验方法用于可萃出物的测试..最终;包装材料应该无毒..毒性评估的指导说明可从ASTMF2475;医疗器件包装材料的生物相容性评价的标准指南以及ANSI/AAMI/ISO 10993-1:2003;医疗器材的生物学评估;第1部分:评估和检测中获取..ASTM F2475 也可以为相关的无菌屏障系统和器械提供生物相容性测试的指导说明..3 物理和化学性能物理化学性能是我们关注的第二个重点;这些性能赋予了产品的功能性要求;其中平纹纸;皱纹纸;包裹用无纺布;棉布的理化要求和测试方法在EN868-2中提出了明确的解决方案;这里不再赘述;可参见附录三..纸袋参见EN868-4;纸塑袋参见EN868-5;灭菌箱参见EN868-8.这些是必须达到的指标;否则;会出现诸如纸破;封口开裂;不能无菌打开等一系列的问题;凡能生产这类产品的企业必须能提供其产品符合性报告;而且必须是批次性报告;没有检测能力的厂家;必须要求其每个批号都要有第三方报告才行..第五章将就每一个品种具体论述..4)与预期灭菌过程的适应性这点要求分两种情况:一种情况是根据预期使用的灭菌方式来决定将要使用的包装材料或预成型无菌屏障系统;另一种情况则正好反过来;应根据预期使用的包装材料或预成型无菌屏障系统来决定将要采用的灭菌方式..这两种情况在实际工作中都可能出现;但第一种情况较为常见;例如医院要根据自己现有的灭菌器选择合适的包装材料或预成型无菌屏障系统..而第二种情况;则通常为出于节约成本或方便采购或为应对供应不及时等目的而做出一个选择..还有例如:一次性无菌产品超过了无菌保持期或一般无菌产品在关键场合的使用..1 灭菌适应性的确定应使用按有关国际标准或欧洲标准设计、生产和运行的灭菌器..例如;ISO 17665-1、ISO 11135、ISO 11137所有部分、ISO 14937、EN 285、EN 550、EN 552、EN 554、EN 1422或EN 14180..这些国际标准和欧洲标准之间正努力试图处于协调中..也就是说所使用的各种灭菌器包括医院常用的环氧乙烷、高温蒸汽;低温甲醛;过氧化氢等离子等常见灭菌方式应当是基于各种相关标准的基础上设计制造的;这样才能保证灭菌过程验证的科学性和有效性;从而确保产品灭菌过程的安全有效..由于我国灭菌器标准还很不完善;如使用国产灭菌器作验证是必须确认其符合相关的国际标准..实验方法见EN868-5的附录A.2包装材料的性能;要确保在经受规定的灭菌过程后材料的性能在规定的限度范围之内..a 理论上讲要对材料所有性能进行灭菌前后的数值比对;但这是一项非常庞大的工作;国际上一些大公司一般是把微生物屏障性能或能间接证明微生物屏障性能的理化指标和力学强度作为比对的项目;因此医院能看到这样的报告就可以了..参见附录七..b灭菌前后指标的变化范围的限度没有国际化的标准要求;在认真阅读了一些国际上大公司的验证报告后;笔者认为以灭菌前后差值不大于15%如有规定值的应都在规定范围内为宜仅供参考..c就灭菌方式对材料性能的潜在影响而言;环氧乙烷灭菌对现行的包装材料的性能影响很小;在这一点上可以很少考虑;辐射灭菌对高分子材料影响巨大;但医院较少采用这种灭菌方式;就不在这里论述了;高压蒸汽灭菌对材料影响也很大;特别是透气性纤维材料的微生物屏障性能在灭菌后会有下降;应关注厂家提供的有关报告;低温甲醛灭菌对材料的要求基本上等同于蒸汽灭菌;但由于甲醛气体的穿透能力较差;在选用包装材料前;最好由医院自己作一个挑战性检测;低温甲醛蒸汽灭菌器随机配套的ProcessChallenge DevicePCD就是作这个用的PCD检测随低温甲醛蒸汽灭菌器的诞生而诞生;其对低温甲醛蒸汽灭菌的验证的意义远远大于对普通蒸汽灭菌器的验证;含天然纤维的包装材料是不能用于过氧化氢等离子灭菌的;应其分子中较强的诱导力会产生一些正电和负电基团;从而吸收带电的等离子;降低灭菌的效果..例如:纸张;纸质胶带;纸质的指示卡都是不可以的..3对于预成型无菌屏障系统和无菌屏障系统的灭菌相容性除以上2中考虑外;还应考虑灭菌过程对包装完好性的影响;例如:封口强度灭菌前后的对比;还要考虑生物相容性的要求;例如:环氧乙烷的残留等..4规定的灭菌过程可包括多次经受同一灭菌过程或不同的灭菌过程..多次经受同一灭菌过程或不同灭菌过程产生的原因有很多:比如某些产品的灭菌过程可能会失败;从而需要多次灭菌;又比如某些器械先自身作为一个独立包经受适当的灭菌过程;然后又作为某个综合器械包的配件而需要经受另一个相同或不同的灭菌过程..显然;如果产品需要多次相同或不同灭菌过程;则所使用的包装材料也必须符合这些要求..5对预期用途的适应性的确定应考虑材料在常规供应中将会发生的变化..材料在保存的过程中性质的变化应不对灭菌效果产生影响..即老化验证中应考虑到灭菌相容性..应关注厂家提供的报告中灭菌相容性的老化验证.. 6当产品用多个包裹或多层包装时;可以对内外层材料的性能设定不同的限量..例如:双层皱纹纸包装可采用不同的厚度等..7适应性的确定可与所要采用的灭菌过程的确认同步进行..包装的验证最好同灭菌器的验证同步进行;以确保灭菌效果的安全有效..5 与包裹或密封过程的适应性包装完好性验证对于某一有效的医疗器械来说;无菌屏障系统的完整性是至关重要的一个因素;是医院要关注的第三个主要问题..无菌屏障系统发生物理性破裂;无菌性的破坏可导致出现医疗事故..包装完整性相关的试验方法包括检测微生物屏障的物理性破裂;这些破裂既可能是由于包装无菌屏障系统的密封或闭合失效造成的;也可能是由于材料本身的失效造成的..1 目视检查:采用ASTM F1886;采用目视检验测定医疗包装密封完整性标准试验方法;包装无菌屏障系统密封上的通道缺陷可以很高的概率探测出来..虽然受到某些材料的限制;而且不能有效地明确排除针孔并减少无菌屏障系统的细小的撕裂;目视检查仍然是一种监测密封完整性的有效手段..其它有用的工具包括偏振光源和紫外灯..这些通常不用作最初的包装系统过程中无菌屏障系统评估时的单一方法;而是通常用作正常的包装系统生产过程中的检查..见附录八2 染料渗透:ASTM F1929;采用染料渗透检测多孔医疗包装密封泄漏的标准试验方法;涉及由于毛细作用吸入染料溶液通过通道缺陷..这是一种用于确认密封的常用试验..染料溶液可外购;也可按标准自己配置..见附录九3 气泡测试:ASTM D3078;采用气泡法确定软包装泄漏标准测试方法;以及F2096;通过内部加压鼓泡试验检测医用包装总泄漏量的标准试验方法;涉及将包装无菌屏障系统浸入液体中及压差的应用..如果有气体产生;则可能表示出现泄漏..最适合测定总泄漏量;它通常用于置于实际或模拟的装运条件下已包装好的器械;从而对包装无菌屏障系统的完整性做出评估..或氦气作为指示4 其它的完整性检测方法:可以采用的技术包括采用CO2气体;压力或真空度下降的测量;以及超声波法等可以确认泄漏和其它异常现象的技术..5整个包装无菌屏障系统微生物挑战测试:无菌屏障系统被置于一个腔室内;并暴露于已知微生物气溶胶考验的条件下..然后净化系统的外侧;在无菌条件下打开;并进行器械的无菌性试验..这是一种物理完整性的替代测试;但是这些方法并非特别可靠并且其实施起来存在技术性的难度..如果没有共同接受的试验方法时;在经过验证后;这些方法可以适用于曲折路线封闭的无菌屏障系统..如用棉布;无纺布;皱纹纸打好的包..6密封强度:确定包装无菌屏障系统密封强度的主要意义在于测量将两个密封用部件分开时所需的作用力..这种分离可能属于包装设计的一部分;以便进行消毒;或者可以表示开启密封证明所需的作用力..在上述各种情况下;包装无菌屏障系统密封强度的测量是包装形成过程中的关键指示..。
最终灭菌医疗器械包装材料与灭菌方式的选择

最终灭菌医疗器械包装材料与灭菌方式的选择一、什么是医疗器械灭菌包装?一般称“医用包装”、“消毒包装”、“灭菌包装”、“医疗器械灭菌包装”等等。
依据ISO 11607 及EN-868,装载需灭菌之医疗器械所用之初包装(Primary packaging)即是。
在ISO 11607:2006版本中称之为SBS (Sterile barrier systems)在中国国家食品药品监督管理总局(CFDA)制定的医疗器械包装行业标准中命名为“无菌屏障系统”。
二、相关标准国际使用:ISO 11607最终灭菌医疗器械包装及EN 868 医用物品灭菌的包装材料和系统。
国际上正逐步融合ISO 11607与EN 868。
ISO 11607是将初包装列入医疗器械之一部分或视为部件,并作为开发及验证之指引,且着重包装成形与密封。
而EN 868是以包装为主体商品明述材料要求与试验方法。
在ISO 11607-1中明述可遵照(Compliance) EN868-2~EN 868-10对材料的要求,并以ISO 11607-1取代(supersede) 原有之EN 868-1。
国内使用:GB/T19633(IDT ISO 11607)及国家食品药品监督管理总局CFDA新制定的医用灭菌包装行业标准YY/T 0698"最终灭菌医用包装材料"(转录EN 868第二至第十部分)。
三、医用包装形式三边封合小袋(Pouch)以顶面(top web)与底面(bottom web)经三边热合而成小袋,一般顶面为具有可透气材质以利灭菌,而底面可以为纸涂塑或塑料复合膜。
此为大多数一次性耗材所使用包装类型。
卷状小袋(Rolling Pouch)基本结构与三边封合小袋类似,但因为便利医院中央供应室使用,故采取固定幅宽规格(50mm~400mm)而成卷状之包装。
透气形式袋(Bag)袋子整体为塑料,但为可灭菌性,可以于袋体上加透气窗(window),如头袋(Header Bag),透气袋(Vent Bag),中封袋等。
精选ISO11607-2-2006中文版资料
ISO 11607-2:2006国标标准ISO 11607-2:2006最终灭菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求国家食品药品监督管理局济南医疗器械质监督检验中心最终来菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求1 范围ISO 11607的本部分规定了最终灭菌医疗器械的包装过程的开发与确认要求。
这些过程包括了预成形无菌屏障系统、屏障系统和包装系统的成形、密封和装配。
ISO 11607的本部分适用于工业、医疗机构对医疗器械包装和灭菌。
ISO 11607的本部分不包括无菌制造医疗器械的包装要求。
对于药物与器械的组合,还可能有其他要求。
2 规范性引用文件ISO 11607-1 最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求3 术语和定义下列术语和定义适用于本文件3.1失效日期expiry date表明在此日期前可以使用的日期,至少用年月表示3.2安装鉴定installation qualification, IQ获取设备已按其技术规范提供并安装的证据,并形成文件的过程[ISO/TS 11139:2006]3.3标签labeling附于一个医疗器械或其他包装系统上的书写、印刷、电子的或图形的文件注:标签是指医疗器械的识别、技术说明和使用,但不包括附文件。
3.4运行鉴定operational qualification,OQ获取安装后的设备按运行程序使用时其运行是在预期确定的限度内的证据,并形成文件的过程[ISO/TS 11139:2006]3.5包装系统packaging system无菌屏障系统和保护性包装的组合[ISO/TS 11139:2006]3.6性能鉴定performance qualification,PQ获取安装后并按运行程序运行过的设备持续按预先确定的参数运行,从而使生产出符合其技术规范的产品[ISO/TS 11139:2006]3.7预成形无菌屏障系统preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统例如: 袋和开放的可重复使用的容器。
iso1160722006中文版
ISO 11607-2:2006国标标准ISO 11607-2:2006最终灭菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求国家食品药品监督管理局济南医疗器械质监督检验中心最终来菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求1 范围ISO 11607的本部分规定了最终灭菌医疗器械的包装过程的开发与确认要求。
这些过程包括了预成形无菌屏障系统、屏障系统和包装系统的成形、密封和装配。
ISO 11607的本部分适用于工业、医疗机构对医疗器械包装和灭菌。
ISO 11607的本部分不包括无菌制造医疗器械的包装要求。
对于药物与器械的组合,还可能有其他要求。
2 规范性引用文件ISO 11607-1 最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求3 术语和定义下列术语和定义适用于本文件3.1失效日期expiry date表明在此日期前可以使用的日期,至少用年月表示3.2安装鉴定installation qualification, IQ获取设备已按其技术规范提供并安装的证据,并形成文件的过程[ISO/TS 11139:2006]3.3标签labeling附于一个医疗器械或其他包装系统上的书写、印刷、电子的或图形的文件注:标签是指医疗器械的识别、技术说明和使用,但不包括附文件。
3.4运行鉴定operational qualification,OQ获取安装后的设备按运行程序使用时其运行是在预期确定的限度内的证据,并形成文件的过程[ISO/TS 11139:2006]3.5包装系统packaging system无菌屏障系统和保护性包装的组合[ISO/TS 11139:2006]3.6性能鉴定performance qualification,PQ获取安装后并按运行程序运行过的设备持续按预先确定的参数运行,从而使生产出符合其技术规范的产品[ISO/TS 11139:2006]3.7预成形无菌屏障系统preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统例如: 袋和开放的可重复使用的容器。
ISO11607-2-2006中文版--资料
ISO 11607-2:2006国标标准ISO 11607-2:2006最终灭菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求国家食品药品监督管理局济南医疗器械质监督检验中心最终来菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求1 范围ISO 11607的本部分规定了最终灭菌医疗器械的包装过程的开发与确认要求。
这些过程包括了预成形无菌屏障系统、屏障系统和包装系统的成形、密封和装配。
ISO 11607的本部分适用于工业、医疗机构对医疗器械包装和灭菌。
ISO 11607的本部分不包括无菌制造医疗器械的包装要求。
对于药物与器械的组合,还可能有其他要求。
2 规范性引用文件ISO 11607-1 最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求3 术语和定义下列术语和定义适用于本文件3.1失效日期expiry date表明在此日期前可以使用的日期,至少用年月表示3.2安装鉴定installation qualification, IQ获取设备已按其技术规范提供并安装的证据,并形成文件的过程[ISO/TS 11139:2006]3.3标签labeling附于一个医疗器械或其他包装系统上的书写、印刷、电子的或图形的文件注:标签是指医疗器械的识别、技术说明和使用,但不包括附文件。
3.4运行鉴定operational qualification,OQ获取安装后的设备按运行程序使用时其运行是在预期确定的限度内的证据,并形成文件的过程[ISO/TS 11139:2006]3.5包装系统packaging system无菌屏障系统和保护性包装的组合[ISO/TS 11139:2006]3.6性能鉴定performance qualification,PQ获取安装后并按运行程序运行过的设备持续按预先确定的参数运行,从而使生产出符合其技术规范的产品[ISO/TS 11139:2006]3.7预成形无菌屏障系统preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统例如: 袋和开放的可重复使用的容器。
iso 11607和en868系列标准解读
iso 11607和en868系列标准解读ISO 11607和EN868系列标准解读吴平国家食品药品监督管理局济南医疗器械质量监督检验中心ISO11607-1:2006 《最终灭菌医疗器械的包装第1部分: 材料、无菌屏障系统、包装系统的要求》和SO11607-2:2006《最终灭菌医疗器械的包装第2部分:成形、密封和组装过程的确认要求》(以下简称:ISO 11607系列)和EN 868-2~-EN 868-10《待灭菌医疗1器械的包装材料和系统》系列标准(以下简称:EN 868系列标准)是国际上公认的涉及最终灭菌医疗器械包装的系列材料。
目前,我国转化EN 868系列标准的工作正在进行中,按照ISO 11607系列标准对GB/T 19633标准进行修订的工作也在考虑中。
本文将概要介绍这一系列标准,目的是使大家能够准确把握主要精神,并希望能对最终灭菌医疗器械包装的设计和开发有所帮助。
1 最终灭菌医疗器械包装的基本概念1.1 包装的基本概念ISO 111607-1 在协调了各国医疗器械包装术语后,采用“无菌屏障系统”这样一个术语来表述最终灭菌医疗器械的初包装。
由包装材料厂生产的用于医疗器械包装的纸袋和纸塑组合袋等称之为“预成形无菌屏障系统”。
作为特例,设计成由保护套等封口器件和器械的密封性来确保器械预期与液体接触部分无菌的“无菌液路包装”也被认1注:EN 868-1由于与ISO 11607-1已经协调为一个标准,不再包括在EN 868系列标准之中。
为是“无菌屏障系统”。
包装系统通常由无菌屏障系统和保护性包装两部分组成。
无菌屏障系统是为最终灭菌医疗器械提供基本的无菌屏障(器械在这一系统内灭菌);保护性包装则是为无菌屏障系统提供附加保护的次级包装(如外包装箱或货架包包装)。
1.2包装的重要性和复杂性在ISO 11607-1的引言中描述到:“设计和开发最终灭菌医疗器械包装的过程是一项复杂而艰苦的工作。
器械组件和包装系统共同构建了产品的有效性和安全性,使器械在使用者手中能得到有效使用。
无菌医疗器械包装材料的验证

无菌医疗器械包装材料的验证根据ISO 11607-1《最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求》标准,无菌包装材料应符合下列性能要求:一、微生物屏障特性无菌屏障系统是无菌医疗器械一个关键且不可分割的组成部分,是产品及医患人员安全的基本保证。
有效的无菌包装系统是确保产品的安全性和有效性、减少医源性感染的发生、保护患者与医护人员健康的重要防线。
从无菌角度考虑,在选择医疗器械包装材料时,要考虑产品打开使用之前包装应具备维持无菌的能力。
在建立无菌屏障系统过程中,所用材料的微生物屏障特性对保障包装完好性和产品的安全十分重要。
微生物屏障性能好的包装材料,即使在高污染环境中最苛刻的条件下,也能阻挡细菌孢子和其他污染微生物的渗透,在不损坏包装完整性的条件下为医疗器械提供持久的无菌保障。
(一)微生物屏障特性评价方法分类(1)若能提供客观证据证实材料的不透气性,则该材料就能满足微生物屏障要求。
按ISO 5635-5标准进行透气性试验。
试验准则:不少于1 h后,内圆筒应无可见移动,允差为±1 mm。
包装材料进行不透气性试验的目的是确认材料是否属于不渗透材料(或称为不透气材料)。
GB/T 19633.1标准中的附录C提供了《不透气材料阻气体通过的试验方法》,可以依据此方法进行透气性试验确认。
采用EN 868-5标准附录B、原国家卫生部发布的《消毒技术规范》中的方法,即染料溶液透过法进行试验,对一般已知的各种材质的薄膜或复合薄膜经证实规定的染料溶液是不可透过的,则可证实该材料微生物屏障性能是合格的。
(2)多孔材料应能提供适宜的微生物屏障,以保证无菌包装的完好性和产品的安全性。
无菌屏障系统可防止细菌和病毒随着悬浮微粒进入医疗器械。
微生物孢子可以作为单独的实体或群落存在,或附着于非生物微粒(如灰尘)。
入侵微粒的大小一般在0.2~100μm,0.2μm是最小的病毒,100μm是在空气中长时间悬浮的尺寸最大的尘埃微粒。
最终灭菌医疗器械包装标准

最终灭菌医疗器械包装标准
最终灭菌医疗器械包装标准主要包括以下几项:
GB/T 19633.1《最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求》。
该标准对材料和预成形无菌屏障系统的基本要求、无菌屏障系统和包装系统的设计要求以及设计确认要求进行了规定,是医疗器械灭菌包装系统通用的要求。
其他标准。
这些标准是为了证明包装系统符合GB/T 19633.1而提供的支持,包括材料供应商、预成形无菌屏障系统供应商、器械制造商和医疗机构等的使用。
医疗器械灭菌包装的选择需要考虑许多因素,至少包括与灭菌过程的适应性、安全性(包括毒理学和化学特性)、屏障特性(包括微生物、光和气体等)、外观(包括光泽度、透明度等)、物理特性(包括耐刺穿、耐磨损、耐撕裂、耐弯曲、厚度和重量等)、无菌屏障系统完整性、密封强度和胀破强度、加工性能、可印刷性、洁净度、K稳定性和环境挑战要求等。
如需更多信息,建议访问中国政府网官网或查阅相关新闻报道。
最终灭菌医疗器械包装
最终灭菌医疗器械包装(包装材料,无菌屏障系统和包装系统)(医院篇)冃U 言选择最终灭菌医疗器械包装的材料和包装方式是医院感染控制的一项重要工作,最终医疗器械包装的目标是能进行灭菌、使用前提供无理由保护,保持无菌水平,并使能无菌操作(如无菌打开等)。
医疗器械复杂的具体特性、多种预期的灭菌方法、预期使用、失效日期、运输、和贮存都对包装系统和材料的选择带来影响。
在为可以进行灭菌的医疗器械选择合适的包装材料时,要仔细的考虑无菌屏障系统的诸多方面,涵盖了与灭菌过程的相容性、对装运和处理中的坚固性、屏障的特性以及与器械最终用途相关的大量考虑事项。
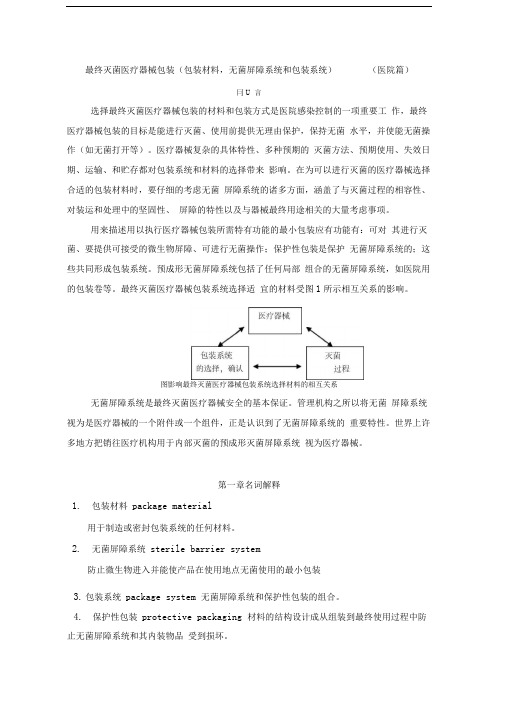
用来描述用以执行医疗器械包装所需特有功能的最小包装应有功能有:可对其进行灭菌、要提供可接受的微生物屏障、可进行无菌操作;保护性包装是保护无菌屏障系统的;这些共同形成包装系统。
预成形无菌屏障系统包括了任何局部组合的无菌屏障系统,如医院用的包装卷等。
最终灭菌医疗器械包装系统选择适宜的材料受图1所示相互关系的影响。
图影响最终灭菌医疗器械包装系统选择材料的相互关系无菌屏障系统是最终灭菌医疗器械安全的基本保证。
管理机构之所以将无菌屏障系统视为是医疗器械的一个附件或一个组件,正是认识到了无菌屏障系统的重要特性。
世界上许多地方把销往医疗机构用于内部灭菌的预成形灭菌屏障系统视为医疗器械。
第一章名词解释1.包装材料package material用于制造或密封包装系统的任何材料。
2.无菌屏障系统sterile barrier system防止微生物进入并能使产品在使用地点无菌使用的最小包装3.包装系统package system 无菌屏障系统和保护性包装的组合。
4.保护性包装protective packaging 材料的结构设计成从组装到最终使用过程中防止无菌屏障系统和其内装物品受到损坏。
5.最终灭菌terminally sterilized 产品在其无菌包装屏障系统内被灭菌的过程。
ISO11607-2-2006中文
ISO 11607-2:2006国标标准ISO 11607-2:2006最终灭菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求国家食品药品监督管理局济南医疗器械质监督检验中心最终来菌医疗器械的包装第2部分: 成形、密封和装配过程的确认要求1 范围ISO 11607的本部分规定了最终灭菌医疗器械的包装过程的开发与确认要求。
这些过程包括了预成形无菌屏障系统、屏障系统和包装系统的成形、密封和装配。
ISO 11607的本部分适用于工业、医疗机构对医疗器械包装和灭菌。
ISO 11607的本部分不包括无菌制造医疗器械的包装要求。
对于药物与器械的组合,还可能有其他要求。
2 规范性引用文件ISO 11607-1 最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统和包装系统的要求3 术语和定义下列术语和定义适用于本文件3.1失效日期expiry date表明在此日期前可以使用的日期,至少用年月表示3.2安装鉴定installation qualification, IQ获取设备已按其技术规范提供并安装的证据,并形成文件的过程[ISO/TS 11139:2006]3.3标签labeling附于一个医疗器械或其他包装系统上的书写、印刷、电子的或图形的文件注:标签是指医疗器械的识别、技术说明和使用,但不包括附文件。
3.4运行鉴定operational qualification,OQ获取安装后的设备按运行程序使用时其运行是在预期确定的限度内的证据,并形成文件的过程[ISO/TS 11139:2006]3.5包装系统packaging system无菌屏障系统和保护性包装的组合[ISO/TS 11139:2006]3.6性能鉴定performance qualification,PQ获取安装后并按运行程序运行过的设备持续按预先确定的参数运行,从而使生产出符合其技术规范的产品[ISO/TS 11139:2006]3.7预成形无菌屏障系统preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统例如: 袋和开放的可重复使用的容器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最终灭菌医疗器械包装(包装材料,无菌屏障系统和包装系统)(医院篇)前言选择最终灭菌医疗器械包装的材料和包装方式是医院感染控制的一项重要工作,最终医疗器械包装的目标是能进行灭菌、使用前提供无理由保护,保持无菌水平,并使能无菌操作(如无菌打开等)。
医疗器械复杂的具体特性、多种预期的灭菌方法、预期使用、失效日期、运输、和贮存都对包装系统和材料的选择带来影响。
在为可以进行灭菌的医疗器械选择合适的包装材料时,要仔细的考虑无菌屏障系统的诸多方面,涵盖了与灭菌过程的相容性、对装运和处理中的坚固性、屏障的特性以及与器械最终用途相关的大量考虑事项。
用来描述用以执行医疗器械包装所需特有功能的最小包装应有功能有:可对其进行灭菌、要提供可接受的微生物屏障、可进行无菌操作;保护性包装是保护无菌屏障系统的;这些共同形成包装系统。
预成形无菌屏障系统包括了任何局部组合的无菌屏障系统,如医院用的包装卷等。
最终灭菌医疗器械包装系统选择适宜的材料受图1所示相互关系的影响。
图A.1 影响最终灭菌医疗器械包装系统选择材料的相互关系无菌屏障系统是最终灭菌医疗器械安全的基本保证。
管理机构之所以将无菌屏障系统视为是医疗器械的一个附件或一个组件,正是认识到了无菌屏障系统的重要特性。
世界上许多地方把销往医疗机构用于内部灭菌的预成形灭菌屏障系统视为医疗器械。
第一章名词解释1. 包装材料package material用于制造或密封包装系统的任何材料。
2. 无菌屏障系统sterile barrier system防止微生物进入并能使产品在使用地点无菌使用的最小包装。
3. 包装系统package system无菌屏障系统和保护性包装的组合。
4. 保护性包装protective packaging材料的结构设计成从组装到最终使用过程中防止无菌屏障系统和其内装物品受到损坏。
5. 最终灭菌terminally sterilized产品在其无菌包装屏障系统内被灭菌的过程。
6. 闭合closure用于关闭无菌屏障系统而不形成密封的方法。
注:例如,用一个重复使用的容器垫片或反复折叠 , 以形成一弯曲路径都可关闭一个无菌屏障系统,如用皱纹纸,无纺布,棉布等打包。
7. 密封seal表面连接的结果。
注:例如,用粘合剂或热熔法将表面连接在一起,如灭菌卷袋的封口。
8. 闭合完好性closure integrity闭合确保在规定条件下防止微生物进入的闭合特性。
9. 密封完好性seal integrity在规定条件下密封确保防止微生物进入的特性。
10. 微生物屏障microbial barrier无菌屏障系统统在规定条件下防止微生物进入的能力。
11. 预成形无菌屏障系统preformed sterile barrier system部分已经过组装供装入和最终闭合或密封的无菌屏障系统。
例如: 袋和开放的可重复使用的容器。
12. 有效日期expire date(货架寿命或产品有效期)在此日期内产品可以使用的日期, 用年和月表示。
13. 无菌有效期(无菌保持期)在此日期内产品可保持预期的无菌状态。
医院使用的包材,例如:皱纹纸,无纺布等是以上所述的包装材料,打好的各种包是无菌屏障系统,所用的容器是保护性包装,加起来称为包装系统,卷袋是预成形无菌屏障系统,医院封口后称为无菌屏障系统,放到容器中一起成为包装系统。
医院的封口机及封口过程应按ISO11607-2(附录二)要求执行,本文在这里不做论述。
第二章相关标准及发展美国1950年成立软包装协会(PFA)是由软包装制造者和供应者组成的国家贸易协会,该行业生产的包装用于食品、保健品的包装和由纸张、薄膜、铝箔材等这些材料组成的工业产品。
1994年成立软包装协会的灭菌包装制造者理事会(SPMC),SPMC和AAMI定期发布包装标准和试验方法(附录一)。
ISO/TC198(卫生保健灭菌技术委员会)制定了ISO11607-1-1997《最终灭菌医疗器械包装》用于包装后灭菌医疗器械包装。
欧洲标准EN868-1是由欧洲委员会和欧洲自由贸易协会授权CEN(欧洲标准委员会)/TC102 “供医用的灭菌器材”技术委员会编制。
1997年2月发布了EN868-1《待灭菌医疗器械包装材料和系统第一部分:一般要求和试验方法》,自此以后至1999年先后发表了EN868-2至EN868-10等一系列标准和试验方法。
EN868-2:1999 《最终灭菌医疗器械的包装材料第2部分:灭菌包包裹材料要求和试验方法》EN868-3:1999《最终灭菌医疗器械的包装材料第3部分:纸袋、组合带、卷材和生产用纸要求和试验方法。
》EN868-4:1999《最终灭菌医疗器械的包装材料第4部分:纸袋要求和试验方法》EN868-5:1999《最终灭菌医疗器械的包装材料第5部分:纸与塑料膜组合的热封和自封袋和卷材要求和试验方法》EN868-6:1999《最终灭菌医疗器械的包装材料第6部分:用于环氧乙烷或辐射灭菌的医用可密封无菌屏障系统生产用涂胶纸、要求和试验方法》EN868-7:1999《最终灭菌医疗器械的包装材料第7部分:用于环氧乙烷灭菌或辐射灭菌的医用可密封无菌屏障系统生产用涂胶纸要求和试验方法》EN868-8:1999《最终灭菌医疗器械的包装材料第8部分:蒸汽灭菌器用重复性使用灭菌容器要求和试验方法》EN868-9:1999《最终灭菌医疗器械的包装材料第9部分:可密封组合袋、卷材和盖材生产用无涂胶聚烯烃非织造布材料要求和试验方法》EN 868-10:1999 《最终灭菌医疗器械的包装材料第10部分:可密封组合袋、卷材和盖材生产用涂胶聚烯烃非织造布材料要求和试验方法》1992年以来,欧洲标准委员会(CEN)和国际标准化组织委员会(ISO)就开始致力于灭菌包装的全球统一标准工作。
2002年发布的ISO11607第二版正是朝这一方向努力的结果,2002年发布的ISO11607第二版中特别标注了和EN868标准不同的部分,以便于使用者清楚了解二者存在的差异,为全球统一的ISO11607标准打下基础。
2002年5月召开的ISO/TC198工作会议中,确立了起草能被ISO和CEN接受的国际标准的小组,国际标准内容包括两个部分,《最终灭菌医疗器械的包装》-第1部分:《材料、无菌屏障系统和包装系统的要求》,和《最终灭菌医疗器械的包装》-第2部分:《成型、密封和装配过程的确认要求》。
2003年11月在华盛顿特区讨论第1部分对材料、灭菌屏障系统和包装系统的要求,并对ISO11607.2 第2部分成型、密封和装配过程的确认要求重新改写,并制定指南,更具有可操作性。
2006年上半年发布的新版ISO11607第一部分和第二部分实现了ISO和CEN标准的统一,同时废止了EN868-1,保留了EN868-2至EN868-10的部分并进行了部分修改,可一个或多个用来证实符合ISO11607-1中规定的一个或多个要求,为具体包装材料和预成形无菌屏障系统的确定提供指导。
该标准已经被美国、欧洲和其他地区采用。
我国已将ISO11607.1-2003《最终灭菌医疗器械的包装》等同采用,转化为国标,并于2005年1月24日发布GB/T19633-2005《最终灭菌医疗器械的包装》,2005年5月1日实施。
现正将ISO11607-1:2006《最终灭菌医疗器械的包装》-第1部分:《材料、无菌屏障系统和包装系统的要求》和《最终灭菌医疗器械的包装》第2部分:《成型、密封和装配过程的确认要求》等同采用转化为我国国家标准,目前正在转化之中。
EN868-2至10标准我国等同采用,已转化为行业标准,正在报批中(附录三)。
ISO11607-1为我们选择最终灭菌医疗器械的包装提供了总则(附录二),EN868-2为我们提供了医院用各种包裹材料的要求和实验方法,EN868-4为我们提供了医院用纸袋的要求和实验方法,EN868-5为我们提供了医院用纸塑袋的要求和实验方法,EN868-8为我们提供了医院重复使用的灭菌箱的要求和实验方法。
ISO11607标准转化为国家标准,EN868-2-10转化为行业标准,为提高最终灭菌包装的技术和管理水平,确保包装的符合性,推动我国医疗器械产品的进一步发展及医院无菌包装的规范将起到重要作用。
第三章包装对医院感染控制的重要性包装的选择会影响到对器械的保护;灭菌效果;无菌保持;无菌打开和使用等诸多方面,是非常重要的一项工作,我们应至少从以下十个方面考虑1.微生物屏障;2.生物相容性和毒理学特性;3.物理和化学特性;4.与预期灭菌过程的适应性;5.与包裹或密封过程的适应性;6.灭菌前产品的货架寿命;7.灭菌后无菌屏障系统的无菌保持期;8.运输和贮存;9.和被包装的器械的相容性;10. 与标签系统的适应性。
注:标签labeling医疗器械上或其包装上的书写、印刷、电子或图解符号等。
我们逐一对以上要求讨论,可以很清楚地看到选择适宜包装的重要性。
1) 微生物屏障在建立无菌屏障系统中,所用材料的微生物屏障特性对保障包装完好性和产品的安全十分重要。
评价微生物屏障特性的方法分两类:适用于不透性材料的方法和适用于多孔材料的方法。
只要了证实材料是不透性材料,该材料就满足微生物屏障要求。
多孔材料应能提供适宜的微生物屏障,以提供无菌包装的完好性和产品的安全性。
注:尚无通用的证实微生物屏障特性的方法。
多孔材料的微生物屏障特性评价,通常是在规定的试验条件下(通过材料的流速)使携有细菌芽胞的气溶胶或微粒流经样品材料,从而对样品进行挑战试验。
在此规定的试验条件下,用通过材料后的细菌或微粒的数量与其初始数量进行比较,来确定该材料的微生物屏障特性。
经确认的物理试验方法,只要与经确认过的微生物挑战法进行过比对,其所得的数据也可用于确定微生物屏障特性。
(应怎样理解?)图2-4 微生物屏障鉴定程序包装材料不透气性试验:EN868-5的附录B,同卫生部《消毒技术规范》2002中的方法。
即染料溶液透过法,一般的薄膜经证实,规定的染料溶液是不可透过的,即证实了该材料微生物屏障性能是合格的。
透气性材料微生物屏障试验:ISO11607-1 的附录B中介绍了五个方法,卫生部《消毒技术规范》2002的方法也是其中之一(不再论述),但国际上公认的方法是ASTM-F1608(附录四),该方法对透气性材料微生物屏障进行定量分级,我们可根据被灭菌物品的性质进行选择。
在卫生部《消毒技术规范》2002中对医疗用品分为低,中,高危险性物品,笔者认为低危险性物品2级微生物屏障即可满足要求,中危险性物品2.5级微生物屏障可满足要求,高危险性物品要3级以上微生物屏障,介入类产品应采用4级以上为好。
具体方法见附录四,值得提出的是:所有透气性材料都不能100%阻菌,2级是指微生物在极端条件下穿透的可能性为1%,3级是指微生物在极端条件下穿透的可能性为0.1%,以此类推。