铰刀和钻头规格信息
钻头直径规格表
钻头规格是什么钻头是一种可以旋转并在头端具有切削能力的工具。
它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。
它用于在金属或其他材料上钻孔。
它可用于钻床,车床,铣床,电动手钻和其他工具。
这是钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。
钻头直径规格:1.钻头有许多规格和标准。
例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。
2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。
每1毫米的距离累积有0.1毫米。
例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。
除了石油勘探。
演习的类型是什么根据结构分类,可以分为:整体钻头:顶部,主体和手柄由相同的材料制成。
端部焊接头:钻头的顶部由硬质合金焊接。
根据钻钉的分类,它们可以分为:直柄钻头:钻头直径小于13.0 mm,使用直柄。
锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
按用途分类,可分为:中心钻:通常用于在钻削之前钻出中心点。
前端的圆锥面为60°75°和90°等,以便在车床操作过程中用尾架支撑,应使用60°中心钻与车床尾架的顶部中心匹配。
钻头规格表

钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状;各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4 M4 4.5 8.4 75 42 8.4 M5 5.5 10.4 85 50 10.4 M6 6.6 12.5 90 53 12.0 M8 9.0 16.5 100 53 12.0 钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4 M4 4.5 8.4 75 42 8.4 M5 5.5 10.4 85 50 10.4 M6 6.6 12.5 90 53 12.0 M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm350mm φ102mm350mm/420mm φ22mm350mm φ108mm350mm/420mm φ24mm350mm φ110mm350mm/420mm φ26mm350mm/420mm φ114mm350mm/420mm φ28mm350mm/420mm φ120mm350mm/420mm φ30mm350mm/420mm φ127mm350mm/420mm φ32mm350mm/420mm φ132mm350mm/420mm φ38mm350mm/420mm φ150mm350mm/420mm φ40mm350mm/420mm φ159mm350mm/420mm φ44mm350mm/420mm φ166mm350mm/420mm φ50mm350mm/420mm φ180mm350mm/420mm φ57mm350mm/420mm φ200mm350mm/420mm φ63mm350mm/420mm φ220mm350mm/420mm φ76mm350mm/420mm φ250mm350mm/420mm φ83mm350mm/420mm φ275mm350mm/420mm φ89mm350mm/420mm φ300mm350mm/420mm 钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4 M4 4.5 8.4 75 42 8.4 M5 5.5 10.4 85 50 10.4 M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L)0.4 0.05-0.050.5 3.0 310.5 0.05-0.050.6 3.0 310.6 0.05-0.050.7 3.5 360.7 0.05-0.050.8 3.5 360.8 0.05-0.050.9 4.0 360.9 0.05-0.051.0 4.0 361.0 0.05-0.051.2 4.0 361.2 4.0 1001.2 0.05-0.051.4 5.0 421.5 0.05-0.051.8 5.0 421.8 5.0 100 1.8 5.0 150 1.8 5.0 2002.0 0.08-0.082.4 5.0 422.4 6.0 100 2.4 6.0 150 2.4 6.0 2002.5 0.08-0.083.0 6.0 473.0 8.0 100 3.0 8.0 150 3.0 8.0 2003.0 0.08-0.083.6 7.7 573.6 10.0 100 3.6 10.0 150 3.6 10.0 2003.2 0.08-0.083.8 7.7 574.0 0.08-0.084.8 10.0 694.8 10.0 100 4.8 10.0 150 4.8 10.0 2005.0 0.12-0.126.0 11.0 696.0 12.0 100 6.0 12.0 150 6.0 12.0 2006.0 0.12-0.128.0 16.0 908.0 0.12-0.1210.0 18.0 10010.0 0.12-0.1212.0 18.0 10012.0 0.12-0.1215.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具
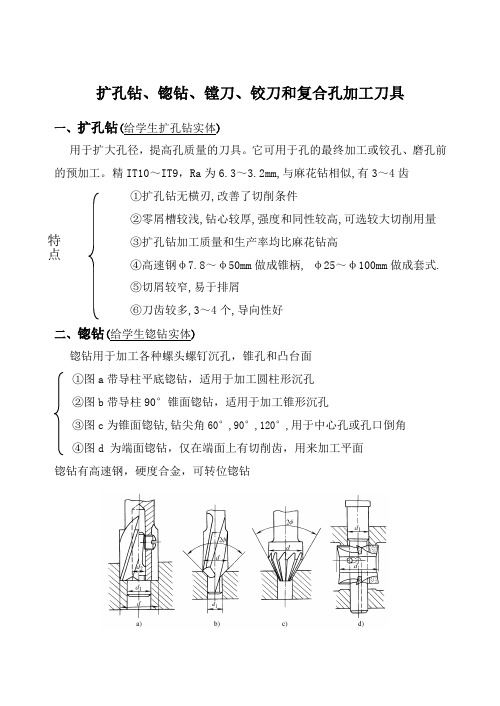
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具一、扩孔钻(给学生扩孔钻实体)用于扩大孔径,提高孔质量的刀具。
它可用于孔的最终加工或铰孔、磨孔前的预加工。
精IT10~IT9,Ra 为6.3~3.2mm,与麻花钻相似,有3~4齿①扩孔钻无横刃,改善了切削条件②零屑槽较浅,钻心较厚,强度和同性较高,可选较大切削用量③扩孔钻加工质量和生产率均比麻花钻高④高速钢φ7.8~φ50mm 做成锥柄, φ25~φ100mm 做成套式. ⑤切屑较窄,易于排屑 ⑥刀齿较多,3~4个,导向性好二、锪钻(给学生锪钻实体)锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面 ①图a 带导柱平底锪钻,适用于加工圆柱形沉孔 ②图b 带导柱90°锥面锪钻,适用于加工锥形沉孔③图c 为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角 ④图d 为端面锪钻,仅在端面上有切削齿,用来加工平面 锪钻有高速钢,硬度合金,可转位锪钻特点三、镗刀镗刀是广泛使用的孔加工工具,一般镗孔达IT9~IT8,精细镗达IT6,Ra为1.6~0.8mm,镗孔能纠正孔的直线性误差,获得高的位置精度,特别适合于箱体零件的孔系加工.镗孔是加工大孔的唯一精加工方法,镗刀分为单刃镗刀、双刃镗刀。
㈠单刃镗刀图为镗床上用的机夹式单刃镗刀,它具有结构简单,制造方便,通用性好等优点。
镗育孔或阶梯孔时,δ=10°~45°镗通孔δ=0°镗床上用的单刃镗刀㈡双刃镗刀有两个切削刃参加切削,背向力相互抵消,不易引起振动,常用的有固定式镗刀块,滑槽式和浮动镗刀1、固定式镗刀块镗刀块适用于小批生产加工箱体零件孔小。
2、滑槽式双刃镗刀,镗孔范围φ25~φ250mm,广泛用于数控机床滑槽式双刃镗刀可调节硬质合金浮动铰刀3、浮动镗刀将浮动镗刀装入镗杆的方孔中,无需夹昆,通过作用在两侧切削刃上的切削力来自动定心,因此它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到IT7~IT6,Ra为1.6~0.2μm浮动镗刀无法纠正孔的直线性误差和位置误差浮动镗刀结构简单,刃磨方便,但操作费事,加工孔径不能大小,镗杆上方孔制造困难,切削效率低,因引适用于单件,小批生产中加工直径较大的孔.§8.2 铰刀铰刀用于中小直径孔的半精加工和精加工。
钻头直径规格表
钻头直径规格表:钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。
锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。
麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。
超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
钻头的种类及规格
钻头的种类及规格钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因 ;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头的种类及规格
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
第五章 麻花钻与铰刀.

测量方便
6
第五章
3 刃倾角λs :
麻花钻与铰刀
一 麻花钻的结构与几何参数
在切削平面内,主切削刃与基面之间的夹角
端面刃倾角λt :
主切削刃与基面在端面投影中
ห้องสมุดไป่ตู้
的夹角
7
第五章
4 顶角2φ与主偏角κr :
麻花钻与铰刀
一 麻花钻的结构与几何参数
顶角2φ:两条主切削刃在与其平行的平面上投影的的夹角
标准麻花钻:2φ=118 °
30
第五章
四 铰刀
5 结构
工作部分 颈部 柄部
麻花钻与铰刀
引导锥:在切削部分的锥角2φ≤30º 时,为便于切入,
工作 部分
在其前端制成引导锥:0.5~2.5 X 45º 切削部分:锥角2φ 校准部分:有刃带(修光刃):bα1 = 0.2~0.4 mm 导向;修光;提高表面质量和刀具寿命;便于制造、检验; 圆柱部分: 倒锥部分:降低摩擦
15
第五章
2
麻花钻与铰刀
二 麻花钻切削部分结构的分析与改进
标准高速钢麻花钻切削部分的修磨与改进
(2)修磨前刀面
加工较硬材料时,可将 主切削刃外缘处的前刀 面磨去一部分,适当减 小该处前角,以保证足 够强度
当加工较软材料时,在前 刀面上磨出卷屑槽,加大 前角,减小切屑变形,降 低切削温度,改善工件表 面加工质量
是磨削钻头柄部时的砂轮越程槽
常用来标钻头的规格。 工作部分 分切削部分和导向部分 切削部分:担负切削工作 导向部分:导向 备磨部分 钻芯:正锥 锥度:1.4~2/100 外径:倒锥 锥度:0.03~0.12/100
2
第五章
切削部分: 2个前刀面:螺旋槽
钻头的种类及规格
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头型号规格表_钻头型号尺寸表【太全了】
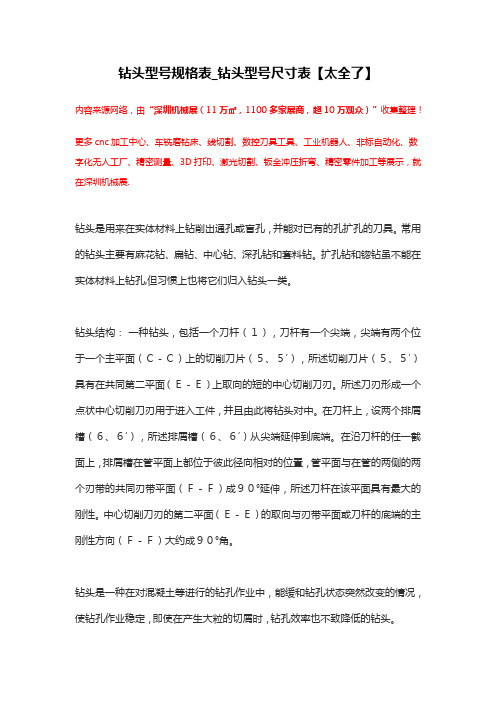
钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
中心钻头型号规格及如何选择
中心钻头型号规格选择内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因 ;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头规格型号表

钻头规格型号表
钻头规格型号一览
在工业生产中,钻头是一种常用的切削工具,用于在金属、木材、混凝土等材料上进行孔洞加工。
不同的应用领域和材料需要不同规格和型号的钻头才能达到最佳效果。
以下是一份钻头规格型号表,以帮助选择合适的钻头进行工件加工。
钻头规格型号表
序号钻头规格适用材料使用范围(毫米)适用机器
1 Φ3.0金属 1.0 - 5.0 手持钻
2 Φ5.0木材 3.0 - 8.0 台式钻床
3 Φ8.0水泥 6.0 - 10.0 锤钻
4 Φ10.0瓷砖8.0 - 12.0 电动钻
5 Φ12.0塑料10.0 - 14.0 CNC机床
6 Φ15.0玻璃12.0 - 16.0 钻孔机
钻头规格说明
1.钻头规格:指钻头的直径尺寸,一般用Φ表示。
2.适用材料:描述钻头适用的材料种类。
3.使用范围:指钻头在实际工作中可加工的孔径范围。
4.适用机器:描述该规格钻头适用的加工设备类型。
钻头选型注意事项
•在选择钻头时,需根据加工材料的种类和加工要求来确定规格型号。
•使用时要根据钻头的适用范围来选择合适的加工参数,以避免损坏钻头和工件。
•定期检查钻头的磨损情况,及时更换磨损严重的钻头,以确保加工质量和效率。
通过钻头规格型号表的对比和选择,可以更准确地进行钻孔加工,提高生产效率和产品质量,达到预期的加工效果。
以上是钻头规格型号表的简要介绍,希望对钻头选择和应用有所帮助。
钻头型号规格表-钻头型号尺寸表【太全了】
钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展〔11万㎡,1100多家展商,超10万观众〕”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆〔1〕,刀杆有一个尖端,尖端有两个位于一个主平面〔C-C〕上的切削刀片〔5、5′〕,所述切削刀片〔5、5′〕具有在共同第二平面〔E-E〕上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽〔6、6′〕,所述排屑槽〔6、6′〕从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面〔F-F〕成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面〔E-E〕的取向与刃带平面或刀杆的底端的主刚性方向〔F-F〕大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 110 30 12M12 115 32 121/4 90 25 115/16 100 28 123/8 110 30 121/2 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
铰刀和钻头规格信息

铰刀信息 刀具类型
直柄钨钢铰刀
名称
直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 锥柄合金铰刀 锥柄合金铰刀(加长) 锥柄合金铰刀 锥柄合金铰刀(加长) 合金铰刀 锥柄合金铰刀 直柄铰刀 直柄铰刀 直柄铰刀 直柄铰刀 焊刃锥柄铰刀 焊刃铰刀 加长直柄铰刀 加长直柄铰刀 直柄铰刀 锥柄铰刀 钨钢铰刀
精加工成型刀
中加工成型刀
锥பைடு நூலகம்合金铰刀
其他铰刀
第 1 页,共 1 页
规格
φ16*150 φ12*150 φ10*150 φ8*150 φ6*120 Φ50*30*32*150(孔径H7) Φ45*30*32*150(孔径H7) Φ38*30*32*150(孔径H7) Φ32*30*25*150(孔径H7) Φ25*30*20*150(孔径H7) Φ22*30*20*150(孔径H7) Φ20*30*16*150(孔径H7) Φ13*30*12*150(孔径H7) Φ49.7*30*32*150 Φ44.7*30*32*150 Φ37.7*30*32*150 Φ31.7*30*25*150 Φ24.7*30*20*150 Φ21.7*30*20*150 Φ19.7*30*16*150 Φ15.7*30*12*150 Φ12.7*30*12*150 10mm ф10*200 12mm ф12*200 8mm 20mm ф6*150 ф8*180 Φ6 Φ8 Φ17*Φ28*MT3 MTA4-ф42-300 ф10*200 ф12*230 ф13 H7 ф13 H7 MTA2*Φ16*250
钻头的种类和规格
高速钢直钻麻花钻头规格:长74mm单头钻,直径:Φ2.2、Φ2.5、Φ2.8、Φ3、Φ3.2、Φ3.5、Φ4、Φ4.2、Φ4.5、Φ5、Φ5.2、Φ5.5、Φ6.0、Φ6.5、Φ7、Φ8、Φ10--20--30双头钻,直径:Φ3、Φ3.2、Φ4、Φ4.2、Φ4.5钻头的长度和直径之比越大,其弯曲倾向增加。
减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。
较深的孔要求钻头规格有较大的长径比。
通常孔深超过3倍直径就是“深孔”,而微钻的孔深一般都要超过这个限度。
如直径为3.175mm的钻头加工孔深31.75mm的孔,长径比达10:1;而直径为0.508mm的钻头加工孔深25.4mm的孔,其长径比达到50:1。
所以,随着钻头直径减小和脆性的增加,挠曲便成为产生很多问题的根源。
而控制钻头的脆性,就要在刀具基体的硬度和韧性之间加以权衡。
1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
规格
φ16*150 φ12*150 φ10*150 φ8*150 φ6*120 Φ50*30*32*150(孔径H7) Φ40*32*150(孔径H7) Φ32*30*25*150(孔径H7) Φ25*30*20*150(孔径H7) Φ22*30*20*150(孔径H7) Φ20*30*16*150(孔径H7) Φ13*30*12*150(孔径H7) Φ49.7*30*32*150 Φ44.7*30*32*150 Φ37.7*30*32*150 Φ31.7*30*25*150 Φ24.7*30*20*150 Φ21.7*30*20*150 Φ19.7*30*16*150 Φ15.7*30*12*150 Φ12.7*30*12*150 10mm ф10*200 12mm ф12*200 8mm 20mm ф6*150 ф8*180 Φ6 Φ8 Φ17*Φ28*MT3 MTA4-ф42-300 ф10*200 ф12*230 ф13 H7 ф13 H7 MTA2*Φ16*250
精加工成型刀
中加工成型刀
锥柄合金铰刀
其他铰刀
第 1 页,共 1 页
铰刀
铰刀信息 刀具类型
直柄钨钢铰刀
名称
直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 直柄钨钢铰刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 精加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 中加工成型刀 锥柄合金铰刀 锥柄合金铰刀(加长) 锥柄合金铰刀 锥柄合金铰刀(加长) 合金铰刀 锥柄合金铰刀 直柄铰刀 直柄铰刀 直柄铰刀 直柄铰刀 焊刃锥柄铰刀 焊刃铰刀 加长直柄铰刀 加长直柄铰刀 直柄铰刀 锥柄铰刀 钨钢铰刀