检查基准书及检查记录表-
施工单位检查记录表完整
施工单位检查记录表完整
1. 检查记录概述
本检查记录表旨在对施工单位进行检查和评估,以确保施工过
程符合相关法律法规和安全要求。
2. 检查人员信息
- 检查人员姓名:
- 检查日期:
- 施工单位名称:
3. 检查内容
根据相关法规和安全要求,对施工单位进行以下方面的检查:
- 施工现场安全措施:检查施工现场的安全措施是否符合规定,并确保工人和其他人员的安全。
- 施工设备和工具管理:检查施工单位对设备和工具的管理情况,包括设备的维护和保养。
- 材料使用和管理:检查施工单位对使用的材料的合规性和管
理情况,确保材料质量和施工质量。
- 环境保护措施:检查施工单位在施工过程中是否采取相应的
环境保护措施,防止对环境造成污染。
- 工人培训和安全意识:检查施工单位是否对工人进行培训,
并提高其安全意识,确保施工过程中的安全。
4. 检查结果
根据对施工单位的检查,得出以下结果:
- 问题发现:列出在检查中发现的问题和不符合规定的情况。
- 整改要求:对发现的问题提出整改要求,并设定整改期限。
- 合规情况:评估施工单位是否符合相关规定和要求。
5. 整改措施和追踪
施工单位应按照整改要求进行相应的整改措施,并在规定的期
限内完成。
检查人员将对整改措施进行追踪和评估,确保问题得到
解决并达到合规要求。
6. 检查记录保存
本检查记录表应妥善保存,并作为监督和评估施工单位的依据。
7. 签名
检查人员:日期:。
供应商过程产品监督检查表格模板

自主保证
1、有无确立自觉保证体制?在各个管理过程图、作业标准中是否明确?在检查日常业务上的分工是否明确?
2、是在规定作业时间内进行检查的吗?
3、是否定期进行过程检监查?
15
实物抽查
1、零部件外观质量抽查结果是否合格?
2、零部件安装尺寸抽查结果是否合格?
3、零部件性能及可靠性试验结果是否合格?
备注:根据实施程序评价
●
●
(50)
(80)
(100)
达成数()
管理数()
10
颜色开发
●
●
●
80
80
100
完成个数()
有颜色要求的零件总件数()
评价件号:
检查人:
日期:
L-PES评价
ET前
原因部分
PT前
原因部分
SOP前
原因部分
单位
<>评价
结果部分
结果部分
结果部分
评价
评点
修评点
需要改进的内容
对策
日程
确认
%
%
%
%
%
%
%
%
%
%
%
2
2
生产设备的控
制
1、有没有含有下列内容的标准书:
1)设备的检查标准及检验内容,设备的定期检查及精度管理;
2)设备的检查记录及
1
2、设备管理执行情况:
1)设备按规定点检了吗?设备定期检查保养了吗?对设备的精度进行管理了吗?生产现场使用的设备是否齐全完好?
2)有没有设备管理台帐、设备检查、保养、维修、校准记录有没有,并保存3年以上?
2
3、在已决定的工序有无使用管理图?
检验基准书+成绩检查表模板(做好的)

版本号A0
日期
2016/8/9
日期
编制校对审核标准化批准
13.5±0.2
游标卡尺
C=0
外检
尺寸
2标记
处数更改文件号签字外检
6
关键的可辨识二级分供方5重量7.0g 电子秤C=04包装塑料袋包装目测库房
C=0外检3
性能
性能检测项
C=0外检29±0.2游标卡尺C=0外检C=0外检22.9±0.2游标卡尺C=0外检2)永久性标识(产品物料代码+供应
商代码+批次号+NR)完整、清晰
3) 3C 标识清晰,标识内容正确。
25.5±0.2游标卡尺31.2±0.3
游标卡尺20±0.2游标卡尺检验担当备注
1
外观1)棱边不能有毛刺
目测C=0外检
检验略图:(尺寸检测项目应在图中标注)
序号
检查
项目
检验内容及要求
检验方式重要度抽样方法质量特性
□关键件 □重要件 ■一般件
是否3C件?若是填写蓝色
框□是
■否
宁海四机模具有限公司
外协/配套产品检查基准书
产品名称
插线盒
产品件号
OS-LJ-CH-90A001
车型状态
备注:1、外协配套产品检验基准作为供方出厂检验标准和比速汽车进货检验的检验标准,双方共同遵守执行;2、当零部件发生质量问题,STA应将问题点追加列入检验基准书作为检测项目之一。
汽车零部件检查基准书模板

零件名称I 容量频次112( ; )一级
(I)2一级
(S)
3一级
4二级
5
三级6
7
8
9
10
11
1213
14编制/日期审核/日期供应商代码批准/日期性能材料
供应商名称
会签代表/日期
尺寸检 查 项 目
规范/公差特性标识检测手段样本
外观
备注中国一汽
检查基准书零件号关重件标识
特性标识中参数识别方法:一级参数,影响安全、主要功能可靠性,有S 、I 标示的需进行标二级参数,影响装配、影响外观性能,不影响安全。
三级参数,对上述影响微弱或无
填写零件关重件属性S 、I 、C 带版本号检查项目一栏填写文字描述,比如:螺杆长度、xx 宽度等。
规范/公差一栏填写技术参数或技术要求,参数格式如下12( ;),数字(公差)。
解放质保工程师编制,日期
解放质保各组主管审核,
日期科室主任批准、日期
序号容量和频次不做规定(涉及检验时机)供应商会签
零件名称I 零件号关重件标识中国一汽
检查基准书插入图纸
对于图中检查项目需编号,编号
与前一页“检查项目序号”相对
应,如下图。
板材表面质量检查基准
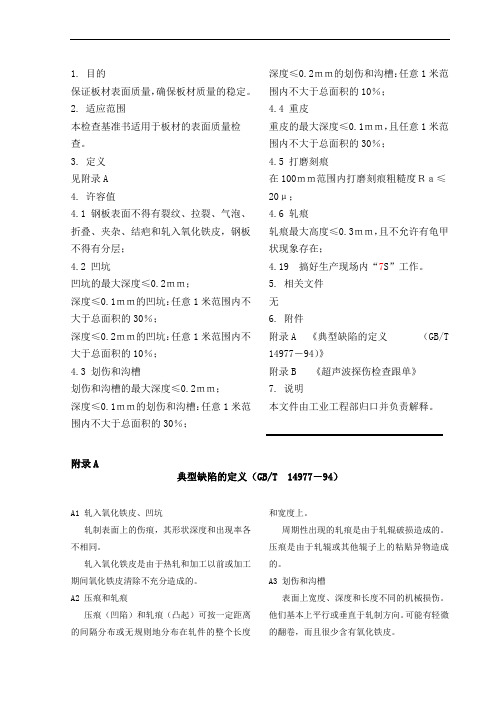
1. 目的保证板材表面质量,确保板材质量的稳定。
2. 适应范围本检查基准书适用于板材的表面质量检查。
3. 定义见附录A4. 许容值4.1 钢板表面不得有裂纹、拉裂、气泡、折叠、夹杂、结疤和轧入氧化铁皮,钢板不得有分层;4.2 凹坑凹坑的最大深度≤0.2mm;深度≤0.1mm的凹坑:任意1米范围内不大于总面积的30%;深度≤0.2mm的凹坑:任意1米范围内不大于总面积的10%;4.3 划伤和沟槽划伤和沟槽的最大深度≤0.2mm;深度≤0.1mm的划伤和沟槽:任意1米范围内不大于总面积的30%;深度≤0.2mm的划伤和沟槽:任意1米范围内不大于总面积的10%;4.4 重皮重皮的最大深度≤0.1mm,且任意1米范围内不大于总面积的30%;4.5 打磨刻痕在100mm范围内打磨刻痕粗糙度Ra≤20μ;4.6 轧痕轧痕最大高度≤0.3mm,且不允许有龟甲状现象存在;4.19 搞好生产现场内“7S”工作。
5. 相关文件无6. 附件附录A 《典型缺陷的定义(GB/T 14977-94)》附录B 《超声波探伤检查跟单》7. 说明本文件由工业工程部归口并负责解释。
附录A典型缺陷的定义(GB/T 14977-94)A1 轧入氧化铁皮、凹坑轧制表面上的伤痕,其形状深度和出现率各不相同。
轧入氧化铁皮是由于热轧和加工以前或加工期间氧化铁皮清除不充分造成的。
A2 压痕和轧痕压痕(凹陷)和轧痕(凸起)可按一定距离的间隔分布或无规则地分布在轧件的整个长度和宽度上。
周期性出现的轧痕是由于轧辊破损造成的。
压痕是由于轧辊或其他辊子上的粘贴异物造成的。
A3 划伤和沟槽表面上宽度、深度和长度不同的机械损伤。
他们基本上平行或垂直于轧制方向。
可能有轻微的翻卷,而且很少含有氧化铁皮。
这种损伤是由于轧件和设备之间相对运动摩擦造成的。
A4 重皮不规则和鳞片状的细小的表面缺陷。
重皮沿轧制方向延伸,其程度取决于变形量的大小。
在某些部位它们仍然与基体金属相连接,表现为细小的结疤颗粒。
包装检查基准书

酷比通信设备有限公司
拟 制/日期 审 核/日期 批 准/日期
№ 检查项目 判定基准
李云峰
文件编号
包装检查基准书
版本
A/1
页码
1of2
标准化/日期
检查工具 备注
外观检查 1 AQL=0.65
说明书
●
检查是否有裁切不良、印刷模糊、印刷偏位、缺页、多件、少件、脏污、说 明书包装顺序是否正确。
目测
外观检查 2 AQL=0.65
彩盒
●
破损、褶皱、磁铁不吸、烫金不良、印刷偏位、脏污、移位、颜色标贴标识 错误。
目测
外观检查 3 AQL=0.65
标签
●
标签是否有漏、缺、打印错误、粘贴不规范(偏斜、翘曲、缺损、位置不统 一等)超出定位框或位置、
目测
4信赖性检查 N=5以下实验项目的判定基准及测试设备参照机构物信赖性实验规格
● ●
特殊事项:
Rev:A/1 PAGE:1/2
检查基准书版本追加履历现况
版本号码 A/1 追加项目数 1 追加项目内容 登录日期:2010-5-24 追加日期 2010-5-24
Rev:A/1 PAGE:1/2
GP12 检查基准

■ 外观项目示例:
■ 品质缺陷发生履历NO
发生日期
■ 注意事项
- GP-12 检查完成后检查标签在包装箱外黏贴,标签见下图
NO 1 外观项目 无破裂及异物,无有害毛刺2
黄色标记
标记清晰,均匀,无遗漏 上图所示标记外区域无黄色喷涂
3 Seal 状态 Seal 表面光滑,无颗粒异物 Seal 中心部通风道保有
4 组装状态 Seal 边缘处于卡槽内0林绪宾11/5/26 Seal 有文字一面向外
修订编号
做成日 期
图纸编号451605
GP12 检 查 基 准 书
(Containment)
品 名Reservoir Cap Ass'y
车 种T300顾客名称KDAC
缺陷内容
发生场所
发生数量
检 查 项 目管 理 内 容
检查方法检查周期记录目 视100%C/S 目 视100%C/S 目 视100%C/S 目 视100%C/S 目 视100%C/S 和仁宝利得
目 视100%C/S 新规制作
目 视
100%
C/S
修订内容
和仁宝利得(北京)塑胶有限公司
暂无 OEM 不良发生
KDAC
黄色喷涂标记通风道及刻印文字。
检查基准书及检查记录表-
2 3 三 四
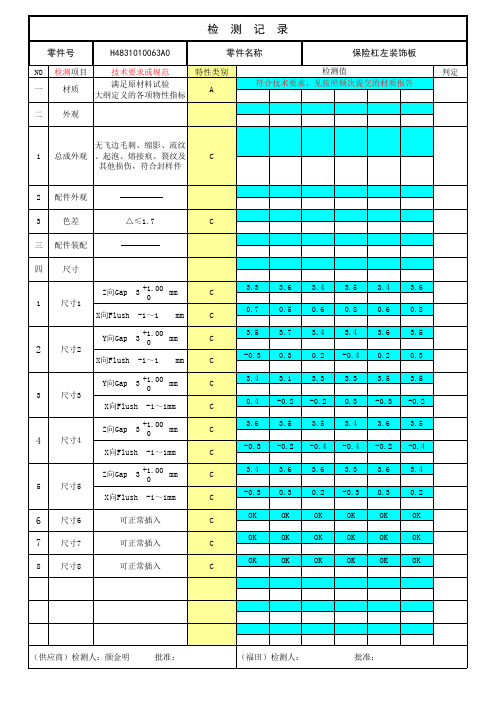
配件外观 色差 配件装配 尺寸 Z向Gap 3 +1.00 mm 0 -1~1 mm C C C C C C C C C C C C C 3.3 0.7 3.5 -0.3 3.4 0.4 3.6 -0.3 3.4 -0.3 OK OK OK 3.6 0.5 3.7 0.3 3.1 -0.2 3.5 -0.2 3.6 0.3 OK OK OK 3.4 0.6 3.4 0.2 3.3 -0.2 3.5 -0.4 3.6 0.2 OK OK OK 3.5 0.8 3.4 -0.4 3.3 0.3 3.4 -0.4 3.3 -0.3 OK OK OK 3.4 0.6 3.6 0.2 3.5 -0.3 3.6 -0.2 3.6 0.3 OK OK OK 3.6 0.8 3.5 0.3 3.5 -0.2 3.5 -0.4 3.4 0.2 OK OK OK △≤1.7 C
检
零件号
NO 一 二 检测项目 材质 外观
测
记
录
供应商检测数
保险杠左装饰板
H4831010063A0
技术要求或规范 满足原材料试验 大纲定义的各项物性指标
零件名称
特性类别 A
检测值 符合技术要求,见按照频次提交的材质报告
1
总成外观
无飞边毛刺、缩影、流纹 、起泡、熔接痕、裂纹及 其他损伤,符合封样件
C
RP2 A+或A B 90% 85% 85% 80% 80% 75%
RP3 A+或A B
100% 90% 80% 100% 85% 75%
S A+或A
100% 95% 85%
B
100% 90% 80%
PPAP A+或A B
检查基准书

供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
检查基准-Time check

常用:145*210mm 185*260mm 150*2215mm
每2HR
直尺
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 1 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1000±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法 图示参照
配页数量
配页顺序
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法
外部观看
图示参照
打开中心页观看
装订外观 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
1
外观
侧方捻开查看,翻开查看
裁切外观
无切字、切斜、切爆角、 毛边、连页
切字不良
连页不良
毛边不良
ቤተ መጻሕፍቲ ባይዱ
切斜不良
爆角不良
2
尺寸
长宽尺寸
直尺测量长宽
145mm
210mm
185mm
260mm
OBT
OBT-LQC-03 制订日:16.04.08
Time Check 基准书 (说明书通用)
检查内容 判定基准
折页内容与生产型号一致
页: 1 / 1 修改No: 修改日: /
注塑部品检查基准书(SIP)

包装检 验
包装材料与装箱数量
项目 检验类别 FA 首末件检查 PQC 工程检查 FQC 入库检查
包装箱、隔板、装箱数量符合“捆包仕样书”之规定。
频率 首检:生产前,生产暂停后再生产时。末检:生产结束后。 外观:每2小时一次,每次抽查10pcs/1模;尺寸:2模/4小时。 外观AQL=0.65(ISO2859-1),尺寸抽检2模
FA/O FA/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O
O
模具取数
重要度 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 重要 重要 重要 重要 重要
E
O
重要
产品颜色 原料与型号
产品图样
图面版本 日期
色调
自然色
使用材料(型号)
POM
使用材料(安规等级) UL94HB(HBF)以上认可品
顶针迹
凹0.2以下
通纸面,摺动面
划伤、缩水、融接线、PL线、凸出等不可(一点划线部)
[1]
尺寸检 oHS适合品(构成部材·副资材RoHS适合证明清单+分析数据)
RoHS RoHS
XX有限公司
注塑部品检查基准书(SIP)
客户
品名
品番
模具编号
项目
检查内容
样品核对
检查要领 形状、结构、刻印等符合标准样板
表面状态
无污垢、异物及油类附着等
一般外观
符合外观品质基准
形状
与图面形状无不同
变形· 破损
无
裂纹·白化·短喷射 无
外观检 毛边量(含分型面) 查 取毛边屑
0.1以下 无附着
M01-53070020 检查基准书、送货检验指导书V02

检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
7 6 5 4 3
2
1 序号
02 01 符号
型式试验 材料性能
尺寸 焊接性能 功能及子件
产品外观
包装与标识 检查项目
见量产PV试验计划
量产PV试验计划
量产PV试验计划
DV/PV要求
1次/年 (6月份提交)
化学成分检测 机械性能检测
光谱仪、显微镜、 光谱仪、显微镜、 拉伸试验机等 拉伸试验机等
1件/批
1件/批
见测点图/尺寸测量报告要求
检具、三坐标等
检具
5件/批
3件/批
破坏性检验(熔深等)结果符合要求
显微镜
显微镜
焊缝数量及长度符合图纸要求
孔数量及位置符合图纸要求
游标卡尺、扭力扳 目视、游标卡尺、
螺栓/螺母/螺纹管数量及型号符合图纸要
SOP前
SOP后
检查频率
供方
供应商全称 上海友升铝业有限公司
责任人
日期
2020/3/23 2018/10/22 更改日期
更新SOP检查项 创建
更改理由
宋永亮 李军 审核
张远 刘方成 批准
研发 日期
理想汽车代表确认
PTC 日期
车型
M01
零件名称 仪表板管梁右下安装支架 零件号
M01-53070020
手等
扭力扳手等
求,扭矩满足规范
100%
3件/批Байду номын сангаас
子件完整无缺失、无多余
零件表面无裂痕,无损伤,无锈蚀
钢印码标识检查 毛刺<0.3mm,拉毛以指甲挂不住为合格
5S基准书点检表
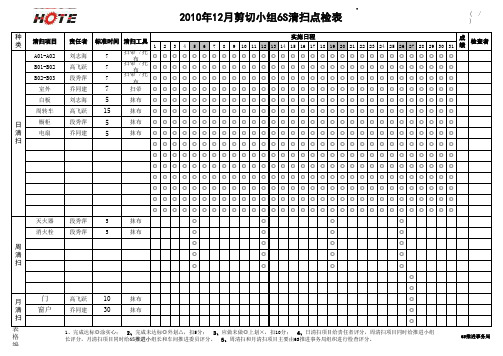
12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎清扫项目责任者标准时间清扫工具检查者绩类日清扫周清扫月清扫窗户乔同建30抹布门高飞跃10抹布灭火器段秀萍5抹布消火栓段秀萍5抹布电扇乔同建5抹布周转车高飞跃15抹布橱柜段秀萍5抹布室外乔同建7扫帚白板刘志海5抹布B01-B02高飞跃7扫帚 /托布B02-B03段秀萍7扫帚 /托布A01-A02刘志海7扫帚 /托布12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎清扫项目责任者标准时间检查者绩类日清扫周清扫月清扫窗户孙秀美30抹布北门闫翠萍10抹布消火栓王际洲5抹布白板闫翠萍7抹布电扇王际洲5抹布橱柜闫翠平7抹布烘干机孙秀美7抹布卫生洁具区闫翠萍7扫帚 /托布周转车(双日)闫翠萍10抹布清洗机孙秀美7抹布A04-A06(双日)闫翠萍7扫帚 /托布周转车(单日)王际洲10抹布A02-A04(双日)王际洲7扫帚 /托布A04-A06(单日)孙秀美7扫帚 /托布A02-A04(单日)闫翠平7扫帚 /托布清扫工具12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎清扫项目责任者标准时间清扫工具检查者绩周清扫月清扫消火栓孟凡荣5抹布灭火器李学华5抹布橱柜孙家美10抹布周转车孟凡荣10抹布白板李学华7抹布饮水机李学华7抹布B04-B05李学华7扫帚 /托布B05-B06孟凡荣7扫帚 /托布B03-B04孙家美7扫帚 /托布类日清扫12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎清扫项目责任者标准时间清扫工具检查者绩类日清扫周清扫月清南门郭春霞10扫帚灭火器02郭春霞5抹布灭火器03王传慧5抹布灭火器01郭迎迎5抹布张宗霞5抹布橱柜姚友莲5抹布丛丽华5抹布6号镀膜机王传慧10抹布白板从利华7抹布4号镀膜机郭迎迎10抹布5号镀膜机郭春霞10抹布2号镀膜机丛丽华10抹布3号镀膜机张宗霞10抹布王传慧7扫帚 /托布1号镀膜机姚友莲10抹布B06-B07/周转车郭迎迎7扫帚 /托布郭春霞7扫帚 /托布丛丽华7扫帚 /托布张宗霞7扫帚 /托布姚友莲7扫帚 /托布A06-A07/点焊机12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎责任者标准时间清扫工具检查者绩清扫项目周清扫月清扫窗户东林志超10抹布窗户北李修美10抹布窗户南刘翠萍10抹布灭火器01林志超5抹布灭火器02李修美5抹布电扇林志超5抹布橱柜李修美10抹布周转车郭平丽7抹布白板刘翠萍7抹布B01-B02王朋7扫帚 /托布A01-A02冯新燕7扫帚 /托布12号排气台郭平丽7抹布13号排气台郭平丽7抹布10号排气台王朋7抹布11号排气台冯新燕7抹布8号排气台林志超7抹布9号排气台李修美7抹布6号排气台郭平丽7抹布7号排气台刘翠萍7抹布4号排气台王朋7抹布5号排气台冯新燕7抹布2号排气台林志超7抹布3号排气台李修美7抹布1号排气台刘翠萍7抹布类日清扫( /)12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎责任者清扫工具清扫项目标准时间检查者成绩种类日清扫周清扫月清扫北门黄友莺10扫帚窗户刘萍20抹布消火栓黄友莺5抹布灭火器杨利英5抹布电扇刘萍7抹布周转车杨利英7抹布地线杨利英7抹布应力测试仪黄友莺7抹布车床3刘萍7抹布白板黄友莺7抹布车床1刘萍7抹布车床2杨利英7抹布B02-B03杨利英7扫帚 /托布A02-A03王丹7扫帚 /托布 2010年12月封口小组6S清扫点检表实施日程( /)12345678910111213141516171819202122232425262728293031◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎检查者清扫项目标准时间清扫工具责任者周清扫月清扫成绩窗户李秀岭20抹布门赵辉10扫帚灭火器5抹布消火栓5抹布橱柜李秀岭7抹布白板黄友莺7抹布电扇李秀岭7抹布周转车赵辉7抹布卫生洁具区赵辉7抹布限度样本台李秀岭7抹布A03-A05李秀岭7扫帚 /托布烤频机李秀岭7抹布2010年12月装箱小组6S清扫点检表实施日程B03-B05赵辉7扫帚 /托布种类日清扫。
注塑机检查基准书

设备名称 检查对象 检查项目 设备编号 检查方法 检查基准
注塑机
电动机、油泵、配管、阀等 目视、耳听 无异常声音,无振动 阀板安装面、法兰、管接头、油 目视 液压油、润滑油无渗漏 缸、衬垫等 目视 合膜润滑正常 目视 液压油位在中线以上 目视 液压油温≤50℃ 润滑系统 压力表 目视 机器停止时= 0 MPa 机器运转时≦25MPa 电气安全回路有效 试车 液压安全回路有效 安全门 目视 关闭后,防护有效 手试 紧固螺母无松动 紧急停车回路 试车 紧急停车灵敏 控制箱内风扇 目视 运转正常 控制柜门 手试 完全关闭 空气压力 目视 0.40~0.69MPa 管道过滤器 目视 显示器显示正常,无堵塞 吸油过滤器 目视 显示器显示正常,无堵塞 目视 油位表确认(3/10-7/10) 传动座润滑油 目视 不变色、不沉淀、不变质 热电偶 手试 手拧热电偶,不松动 空气滤清器 目视 无灰尘 触摸 无温升 油泵和马达 耳听 无异常声音 目视 无异常压力 液压油 供脂 冷却水观察窗 限位开关传感器 调模链条 液压设备 衬套类更换 冷却水配管 油冷却器 联轴器 液压油滤芯 定期更换 目视 目视 目视 手试 检测 目视 目视 拆检 目测 检修 不变色、不沉淀、不变质 油脂1/2以上 清洁 动作确认可靠 正常使用 压力表读数准确有效 执行装置速度、循环时间正常 轴承温升正常 V型圈、U型圈、O型圈无破损 无脏物 无异物,满足使用要求
记录
操作工 操作工 操作工 操作工 操作工 操作工 操作工
操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 维修工 维修工 维修工 维修、操 更换 作工 加油,见记录 操作工 操作、维 清洗 修工 更换 维修工 调整 维修工 拆检 维修工 拆检 维修工 拆检 维修工 更换 维修工 清洗 维修工 拆解、清洗 维修工 维修、操 检修 作工 更换 维修工
部品检查基准书 检查记录1
7a 7
8a 8
9a 9
10 a 10
11 a 1
12 a 2 13 a 3 14 a 4 15 a 5
16
17
18
19
20
21
22
23
24
25
检查基准书作成
26
日期:2011.8.9
27
质量技术部检查科
28
部 长 班长 担 当 29
30
31
检查项目
整体外观 焊缝外观
位置 孔距 孔径 平面度 位置度 总长 总宽 净重 角焊 角焊 焊缝内在质量
三坐标 全检
三坐标 全检
磅秤
n=1
焊脚规 全检
焊脚规 全检
UT探伤仪 全检
1 刻印
2 刻印
3 刻印
4 刻印
5 刻印
检查记录
6
7
刻印 刻印
8 刻印
9 刻印
10 刻印
11 刻印
12 刻印
PDF 文件使用 "pdfFactory Pro" 试用
下限
检查方法
检查 频率
磕碰划伤不准有
KES04.343 2级
100
1
-4
101
1
-3
¢103
0.1
0
1
1
1
-1
104
1
-1
105
1
-1
100KG
2.5KG _2.5KG
8
3
0
10
4
0
KES86.501 2级
目视 全检
目视 全检
三坐标 全检
三坐标 全检
三坐标 全检
检查标准书 (格式)

9
乘员静负荷强度 A
在规定扭力以下,所 有地方不许有过度的 变形、破损。但是试 验后不滑动也可以。
在试验装置进行下记负 荷荷重 前方負荷 n=1/年 1次/年 日本试验课 980Nm以上 後方負荷 1177Nm以上
10
座椅固定强度
A
在规定荷重以下不许 有过度变形・破损。 30G负荷后全冲程 行程可以作动。
5 前后松动量 左右松动量 上下松动量 6 外观
B 负载100N,0.3mm以下 B
负载50N,0.7mm以下
检查员 检查员 检查员 作业员
百分表、拉力计 百分表、拉力计 百分表、拉力计 目视
n=5/月 n=5/月 n=5/月
5件/1次/月 5件/1次/月 5件/1次/月 5件/1次/月
B 负载50N,0.5mm以下
在试验装置进行下记负 荷荷重
日本试验课
前方、後方5.1KN (=座椅Wt×30G)
n=1/年 1次/年
11 安全带固定强度 A
在规定荷重以下座椅 安全带固定机构及锁 付机构等无破坏。
在试验装置进行下记负 荷荷重
日本试验课 肩部.腿部 16240N n=1/年 1次/年
座Байду номын сангаас重心 座椅 Wt ×2DG×1.2
3/4
检查基准书(Ⅱ)
重 要 度 B B B
零件号:81260-0000
NO
項
目
規
格
检査担当区 作业员 作业员 作业员
检査方法 拉力计 拉力计 拉力计
检査频度 报告频度 数据形式 全数 全数 全数
5件/1次/月 5件/1次/月 5件/1次/月
备 注
4 滑动拉动力
前端10~60N
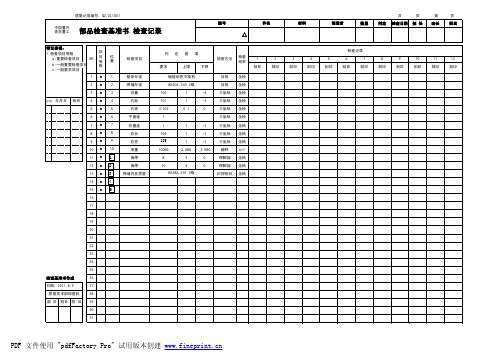
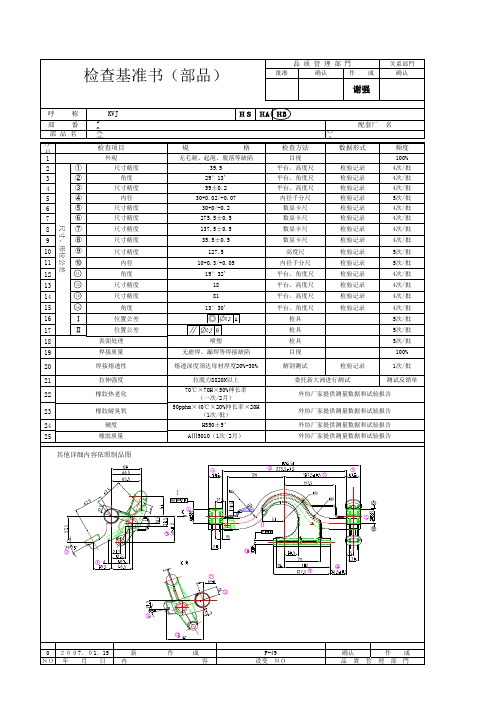
检验基准书
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
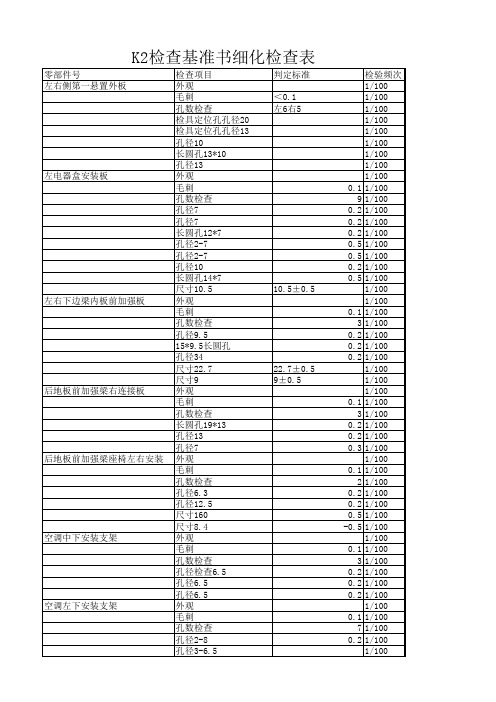
冲压件检查基准书细化检查表
无高点、凹坑 56(P27车型)
1/100 0.1 1/100
20 1/100 0.2 1/100 0.2 1/100 0.5 1/100 0.5 1/100 0.2 1/100 0.2 1/100
1/100 0.1 1/100
2 1/100 0.2 1/100
1/100 0.1 1/100
6 1/100 0.2 1/100 0.5 1/100
8 1/100 0.2 1/100 0.2 1/100 0.2 1/100
3 1/100 0.3 1/100
1/100 0.12 1/100
5 1/100 0.2 1/100
1/100 1/100 1/100 0.1 1/100 31 1/100 0.2 1/100 0.2 1/100
散热器架下横梁外板
K2检查基准书细化检查表
零部件号 左右侧第一悬置外板 左电器盒安装板
左右下边梁内板前加强板 后地板前加强梁右连接板 后地板前加强梁座椅左右安装 空调中下安装支架 空调左下安装支架
检查项目 外观 毛刺 孔数检查 检具定位孔孔径20 检具定位孔孔径13 孔径10 长圆孔13*10 孔径13 外观 毛刺 孔数检查 孔径7 孔径7 长圆孔12*7 孔径2-7 孔径2-7 孔径10 长圆孔14*7 尺寸10.5 外观 毛刺 孔数检查 孔径9.5 15*9.5长圆孔 孔径34 尺寸22.7 尺寸9 外观 毛刺 孔数检查 长圆孔19*13 孔径13 孔径7 外观 毛刺 孔数检查 孔径6.3 孔径12.5 尺寸160 尺寸8.4 外观 毛刺 孔数检查 孔径检查6.5 孔径6.5 孔径6.5 外观 毛刺 孔数检查 孔径2-8 孔径3-6.5
0-1.5
2 1/100 1/100
整车(终检)检验基准书

起皱(桔皮)(漆膜表面呈现凹凸不平且无规则线状
18、附着力≤1级(见附表)
无脱落或在切割交叉处有少许涂层脱落,但交叉切割面积受影响不能明显大于5%
方法:1、条件:优先选用单刃切割刀具或使用六个切割刀的多刀切割刀具(不适用于厚涂层>120μm、坚硬涂层或试涂在软底材上的涂层),粘胶带宽25mm,粘着力10±1N/25mm;2、要求:厚度0~60μm 硬底材,1mm方格,厚度61~120μm硬软底材,2mm方格;用均匀的切割速率进行切割,所有切割都应划透至底材表面;胶带应与涂层可靠接触良好,在5分钟之内,胶带尽可能接近60°的角度,0.5~1.0秒内平稳地撕离
A ●●
19、漆面光泽度
≥90%(60°除车顶外表面)校准仪器,在平整的涂层表面取3个不同位置测量,若结果误差范围小于5个单位,则记录其平均值作为光泽值,否则再进行三次测定,记录全部六个值的平均值和极限值B ●●
20、鲜映性(涂膜映出镜物的清晰程度,它是与涂膜的平滑性、光泽性、丰满度等有关的综合性指标)用DOI 值表示
试行:
素色漆≥85浅银灰漆≥80深色银粉漆≥85
B ●●
1)无漏涂、脱落、开裂等缺陷B ●●2)表面平整,无明显堆积结块C ●
●3)厚度达(3~5)mm
B ●●1)无滴、流A ●●2)无渗
B ●●二十)检查流程卡的签字
流程卡签名齐全,规范、无漏签
B
●
●
审核十九)淋雨试验
21、防撞击涂料
批准
编制:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RP2 A+或B 90% 85% 85% 80% 80% 75%
RP3 A+或A B
100% 90% 80% 100% 85% 75%
S A+或A
100% 95% 85%
B
100% 90% 80%
PPAP A+或A B
100% 100% 100% 100% 100% 100%
特性类别分为三类:关键特性A类、重要特性B类、一般特性C类 A类:影响安全、或法律法规要求的特性; B类:影响安装、配合,或客户认为比较重要的特性; C类:除A类和B类之外的特性
1
尺寸1 X向Flush Y向Gap
2
尺寸2 X向Flush Y向Gap
3 +1.00 mm 0 -1~1 mm
3
尺寸3
3 +1.00 mm 0 -1~1mm
X向Flush Z向Gap
4
尺寸4
3 +1.00 mm 0 -1~1mm
X向Flush Z向Gap 5 尺寸5
3 +1.00 mm 0 -1~1mm
2 3 三 四
配件外观 色差 配件装配 尺寸 Z向Gap 3 +1.00 mm 0 -1~1 mm C C C C C C C C C C C C C 3.3 0.7 3.5 -0.3 3.4 0.4 3.6 -0.3 3.4 -0.3 OK OK OK 3.6 0.5 3.7 0.3 3.1 -0.2 3.5 -0.2 3.6 0.3 OK OK OK 3.4 0.6 3.4 0.2 3.3 -0.2 3.5 -0.4 3.6 0.2 OK OK OK 3.5 0.8 3.4 -0.4 3.3 0.3 3.4 -0.4 3.3 -0.3 OK OK OK 3.4 0.6 3.6 0.2 3.5 -0.3 3.6 -0.2 3.6 0.3 OK OK OK 3.6 0.8 3.5 0.3 3.5 -0.2 3.5 -0.4 3.4 0.2 OK OK OK △≤1.7 C
供应商检测数
饰板
判定
饰板
判定
报告。
年 月 日 审核 批准
B
100% 100% 100%
供应商 超出规范的数据用红色的 表示
判定结果: □合格 □不合格
)*100%= )*100%= )*100%= 判定结果: □合格 □不合格
审核日期: 检验 福田公司
年 月 日 审核 批准
注:各个阶段质量要求 RP1 试制阶段 零部件类别 A+或A B 关键特性 85% 80% 重要特性 80% 75% 一般特性 75% 70%
检
零件号
NO 一 二 检测项目 材质 外观
测
记
录
供应商检测数
保险杠左装饰板
H4831010063A0
技术要求或规范 满足原材料试验 大纲定义的各项物性指标
零件名称
特性类别 A
检测值 符合技术要求,见按照频次提交的材质报告
1
总成外观
无飞边毛刺、缩影、流纹 、起泡、熔接痕、裂纹及 其他损伤,符合封样件
C
X向Flush
6 7
8
尺寸6 尺寸7 尺寸8
可正常插入 可正常插入 可正常插入
(供应商)检测人:颜金明
批准:
(福田)检测人:
批准:
检
零件号
NO 检测项目
测
记
录
保险杠左装饰板
检测值
H4831010063A0
技术要求或规范
零件名称
特性类别
五
性能 合格率
按照检查基准书规定的检查项目/检测频次定期提交性能、耐久报告。 A:合格项次( )/总项次( B:合格项次( )/总项次( C:合格项次( )/总项次( 审核日期: 年 月 日 检验 审核 批准